人机界面培训教程共22页文档
2024年proface基础培训教程

Proface基础培训教程一、引言Proface是一款广泛应用于自动化控制领域的触摸屏产品,它具有强大的功能、灵活的配置和友好的用户界面。
为了帮助用户更好地了解和掌握Proface的使用方法,本文将详细介绍Proface的基本操作和编程方法,为广大用户提供一个系统的培训教程。
二、Proface系统概述1.Proface产品系列Proface提供了多种触摸屏产品,包括GP系列、SP系列、EP 系列、MP系列、PL系列等。
这些产品具有不同的尺寸、性能和功能,以满足各种应用场景的需求。
2.Proface编程软件Proface编程软件是用于设计和开发触摸屏应用程序的工具,主要包括GP-Designer、SP-Designer、EP-Designer、MP-Designer 等。
这些软件具有直观的用户界面、丰富的功能和灵活的编程方式,可以帮助用户快速创建和调试应用程序。
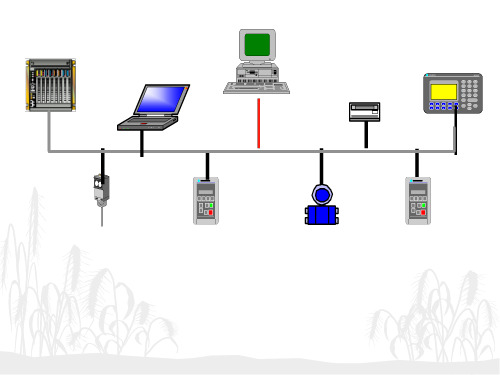
3.Proface系统架构Proface系统主要由触摸屏、控制器和外部设备组成。
触摸屏作为人机界面,用于显示和输入数据;控制器负责处理触摸屏的输入信号,并控制外部设备的运行;外部设备包括传感器、执行器等,用于实现具体的控制功能。
三、Proface基本操作1.开机与关机Proface触摸屏的开机与关机操作非常简单。
在触摸屏处于待机状态时,轻触屏幕即可唤醒;在触摸屏运行过程中,长按屏幕任意位置,待出现关机提示后,确认即可关机。
2.导航操作Proface触摸屏支持多种导航操作,包括触摸、滑动、拖动、缩放等。
用户可以通过这些操作在不同的页面之间切换,以及对屏幕上的对象进行操作。
3.输入与编辑Proface触摸屏提供了丰富的输入和编辑功能。
用户可以通过虚拟键盘输入文本,也可以通过触摸屏幕上的按钮、滑块等对象进行数据输入。
Proface还支持剪切、复制、粘贴等编辑操作。
四、Proface编程方法1.创建项目使用Proface编程软件创建项目是开发触摸屏应用程序的第一步。
教材_FANUC人机界面培训讲义(FP)

FANUC 人机界面培训教程
—— FANUC PICTURE 篇
c-1
FANUC 人机界面培训教程(FANUC PICTURE)
目
录
FANUC 人机界面培训讲义...................................................................................................1 1. FANUC 人机界面软件简介...............................................................................................1 2. FANUC PICTURE 的运行环境.........................................................................................2 3. FANUC PICTURE 软件使用说明..................................................................................... 5
c-2
FANUC 人机界面培训教程(FANUC PICTURE)
7.7. 标签控件............................................................................................................. 33 7.8. 数据 / 字符显示控件.......................................................................................... 33 7.9. 字符显示 / 输入控件.......................................................................................... 34 7.10. 数值输入控件.................................................................................................... 35 7.11. 键盘输入缓冲控件............................................................................................. 35 7.12. 图片显示控件.................................................................................................... 35 8. FP 函数.......................................................................................................................... 37 8.1. 函数指定方法...................................................................................................... 37 8.2. CNC window 库函数功能说明............................................................................. 38
FANUC人机界面教程

FANUC 人机界面教材
FANUC PICTURE 篇
北京发那科培训中心 BFTC-303C/02
本教材中的任何内容不得以任何方式复制。 系统或实验台的外观和规格可能会随着技术改进而有所变更。 我们试图在本教材中叙述尽可能多的情况,但由于篇幅原因无法一一列举。因此,对于那些在本 教材中没有列举的情况,请参考 FANUC 相关产品的说明书。 我们在教材编写过程中,不可避免的会出现一些错误。如果教材中有和实际产品或者 FANUC 产 品说明书不一致的内容,请以 FANUC 产品说明书或者相关技术文档为准。 本教材中提到的我公司产品以外的程序名称和设备名称,它们包含在各制造商的注册商标中。但 是,正文中在某些情况下并没有标注 ® 和 TM 标记。
C-1
l 图片显示控件.............................................................................................................. - 42 8. FP 函数 ............................................................................................................................... - 43 -
l 菜单栏和工具栏............................................................................................................ - 5 l 窗体工具栏 ................................................................................................................... - 5 l 绘图栏........................................................................................................................... - 6 l 控件栏........................................................................................................................... - 6 4. 使用 FP 制作画面流程图...................................................................................................... - 9 5. 创建工程及属性设定 .......................................................................................................... - 11 l 创建一个新工程.......................................................................................................... - 11 l 打开工程..................................................................................................................... - 13 l 工程属性设定.............................................................................................................. - 13 6. 基本操作............................................................................................................................. - 19 l 将控件放到窗口中 ...................................................................................................... - 19 l 属性设定..................................................................................................................... - 20 l 移动 / 缩放控件......................................................................................................... - 21 l 弹出菜单显示.............................................................................................................. - 22 l 鼠标操作和键盘操作................................................................................................... - 22 l FANUC PICTURE 符号说明....................................................................................... - 23 l 生成 CNC 可识别 MEM 文件的步骤........................................................................... - 25 7. 控件.................................................................................................................................... - 29 l 设定控件公共属性 ...................................................................................................... - 29 l 画面设定控件.............................................................................................................. - 32 l 画面结构定义控件 ...................................................................................................... - 33 l 画面切换按钮控件 ...................................................................................................... - 35 l 普通按钮控件.............................................................................................................. - 36 l 指示灯控件 ................................................................................................................. - 37 l 标签控件..................................................................................................................... - 38 l 数据 / 字符显示控件.................................................................................................. - 39 l 字符显示 / 输入控件.................................................................................................. - 40 l 数值输入控件.............................................................................................................. - 41 l 键盘输入缓冲控件 ...................................................................................................... - 41 -
天任人机介面 TP100培训资料46页PPT

针型
Pin#
1 2 3 4 5 6 7 8 9
信号名
FG RXD TXD NMR GND NC NC NC VDD5
注释
框架地 接收数据 发送数据 复位输出 信号地 不连接 不连接 不连接 5V输出
容量规格
• FLASH、SRAM数据区容量:
型号 FLASH SRAM
106QB
3MB bytes
512K bytes
占两个寄存器,共32位,存放三级密码,可以用来查看修改三级密码。
二级密码 一级密码 当前数据输入的最大值 当前数据输入的最小值
占两个寄存器,共32位,存放二级密码,可以用来查看修改二级密码。 占两个寄存器,共32位,存放一级密码,可以用来查看修改一级密码。
键盘输入时,存放此时数据的最大值。 可以限制键盘输入数据的最大值 键盘输入时,存放此时数据的最小值。 可以限制键盘输入数据的最小值
字开关
• 描述:设置字开关的描述信息。 • 字地址:设置触摸字开关动作的字地
址。
• 字设置:触摸字开关,把常量中的值 写入指定的字地址。
• 加/减:触摸字开关,把字地址中的值 与常量进行相应的运算,并把结果存 储在字地址中。如果常量是一个正数, 执行加法运算;如果是一个负数,执 行减法运算。
• 位加1:触摸字开关,对字地址中值的 第N位(N:数字中指定的值)加1,并 把结果保存在字地址中,此加法为无 进位加法。
• 互锁有效:设置用于修改监视地址的值 的键盘的弹出时机。
• 操作密码控制:设置操作此部件的密码 级别。
• 触摸效果:设置触摸时的声音和显示效 果。
• 互锁监视地址/触发地址:控制键盘是否 弹出的位地址。
• 键盘窗口号:设置要弹出的键盘窗口号。
(学习资料)InTouch基础培训教程(2024)

37
报表编辑与格式化技巧
报表编辑
InTouch提供丰富的报表编辑功能,如添加 文本、图形、图像等,以及对报表元素进行 移动、调整大小和删除等操作。
格式化技巧
为了使报表更加美观和易读,可以使用 InTouch的格式化功能,如设置字体、颜色 、边框等。此外,还可以使用条件格式化功 能,根据数据值自动改变报表元素的格式。
2024/1/27
4
系统需求与安装步骤
操作系统
Windows 7及以上版本,64位系统。
内存
至少4GB内存,推荐8GB或更多。
2024/1/27
5
系统需求与安装步骤
存储空间
至少10GB可用存储空间。
显示器
支持1024x768或更高分辨率的显示器。
2024/1/27
6
系统需求与安装步骤
2. 在安装向导中,选择安 装语言和安装路径。
2024/1/27
22
实例演示:动画链接与脚本应用
实例一
位置动画演示。通过编写脚本控制图形 对象的位置,实现动态移动效果。
实例三
大小动画演示。通过编写脚本控制图 形对象的大小,实现缩放动画效果。
2024/1/27
实例二
颜色动画演示。将图形对象的颜色与 变量关联,实现颜色变化的动画效果 。
实例四
综合应用演示。结合多个动画效果和 脚本控制,实现复杂的动态交互界面 设计。
绘图区
用于显示和编辑图形元素,如 窗口、按钮、文本框等。
标题栏
显示当前应用程序的名称和当 前打开的文件名。
2024/1/27
工具栏
提供常用命令的快捷方式,如 保存、撤销、重做等。
状态栏
显示当前操作状态和相关提示 信息。
HMI人机界面产品培训ppt文档

产
3.HMI概述
品
价
格
4.HMI产品对比
AB Siemens Schneider Mitusibishi Omron Proface
5.HMI特点 6.HMI应用
Hitech Low Winview
Low
产品性能
欧美派 日本派 台湾派
high
HMI产品总览
1.HMI基本原理
施耐德系列
从字符型显示终端到图形终端的全系列产品线
TD400、OP73Micro/K-TP178、OP77A/OP77B TP170B/TP177A、TP270/TP277/MP277、MP370
XBTGT系列、 XBTN/ R系列
MT500系列、MT6000系列、MT8000系列
GOT 900系列、 GOT 1000系列
MPT002、NT11 NT系列、NS系列
4. 上位组态软件,如ProTool, Wincc flexible, Vijeo
6.HMI应用
Designer
工业触摸屏-面板的构成
1.HMI基本原理 电阻触摸板
用于检测用户触摸位置
2.HMI市场概况
液晶显示板
显示CPU发送来的信息
3.HMI概述
控制器
4.HMI产品对比
从触摸点检测装置上接 收触摸信息,并将它转
HMI人机界面产品培训
培训内容
1.HMI基本原理 2.HMI市场概况 3.HMI概述 4.HMI产品对比 5.HMI特点 6.HMI应用
1.HMI基本原理 2.HMI市场概况 3.HMI概述 4.HMI产品对比 5.HMI特点 6.HMI应用
HMI基本原理
1.HMI基本原理 广义的定义:使用者与机器间沟通、传递 及接受信息的接口
2024版年度Proface培训教程1

电力系统
用于电力监控、能源管 理、智能电网等应用的
人机界面。
楼宇自动化
石油化工
用于楼宇控制、智能家 居、环境监测等场合的
HMI解决方案。
5
用于石油化工生产过程 的监控和管理,提高生
产效率和安全性。
Proface发展历程
创立初期
技术积累期
Proface成立于XX年代,初期致力于研发和 生产基础型HMI产品。
Proface是一种高效、易用的工 业自动化人机界面(HMI)产品。
它提供了丰富的功能和强大的性 能,可以满足各种工业自动化应
用的需求。
Proface具有良好的可靠性和稳 定性,广泛应用于各种工业领域。
2024/2/2
4
Proface应用领域
机械制造
用于机床、包装机械、 印刷机械等设备的操作
界面和监控。
风格设置
提供丰富的主题和样式选项,允许 用户自定义界面风格,包括背景色、 字体、图标等。
分辨率适配
支持多种分辨率和设备类型,确保 界面在不同设备上均能良好显示。
17
控件添加、删除和修改
控件添加
提供丰富的控件库,包括按钮、文本 框、图像视图等。用户可以通过拖拽 或双击控件的方式将其添加到界面中。
控件删除
鼠标
通过光标定位实现精确操作,提高 操作效率。
10
输入输出设备介绍
显示器
高清分辨率,呈现清晰、 细腻的画面。
2024/2/2
音响
高品质音效输出,提供沉 浸式听觉体验。
打印机
支持多种打印格式和纸张 类型,满足多样化打印需 求。
11
03 Proface软件安 装与配置
PLC人机界面课件(124页)
表6-1给出了本例PLC的端子分配情况。其中Q0.1~Q0.7 用于驱动八段数码管显示组别,是本例的输出线圈,绘梯形 图时仍针对每个输出以启保停电路模式绘出。
第6章 PLC人机界面
TD设备的组态使用STEP7-Micro/Win编程软件中的“文本 向导”(Wizard)进行,向导可在STEP7-Micro/Win编程软件主菜 单工具项下选择“TD200向导”或从引导条中点击工具项下选 择“文本向导”进入。
进入向导后的组态过程十分简单,只要依向导提示完成有 关设置就可以了。设置内容有两类:一类是TD设备本身配置所 需的,如为8个自定义功能键设置内存位,选择信息显示语言 及字符集,选择是否在TD设备上显示时间,选择是否设置强制 输入/输出及设置编辑口令等;另一类是设置所要显示信息的数 量及长度,安排TD设备数据块在CPU中的地址。
第6章 PLC人机界面
6.2.2 八段数码管的驱动 八段数码发光管是由8个发光二极管组成的,在空间排列
成“8”字型且带个小数点,只要将电压加在阳极和阴极之间 相应的笔画段就会发光。它有两种:一种是8个发光二极管的 阴极并接在一起,8个阳极分开,接控制端,称之为共阴八段 数码管或共阴LED显示器;另一种是8个发光二极管的阳极都 连在一起,称之为共阳八段数码管或共阳LED显示器。通常用 LED数码显示器来显示各种数字或符号。
八段LED显示器由8个发光二极管串限流电阻组成。其中7 个长条形的发光管排列成“日”字形,另一个点形的发光管在 显示器的右下角作为显示小数点用,它能显示各种数字及部分 英文字母,如图6-1所示。
人机界面

人机界面操作I人机界面操作1 人机界面结构树2 画面介绍人机界面电源打开后,人机界面(HMI)会自动进入如下状态。
按下人机界面右侧按钮1) 按下此键直接进入状态画面,同时按下人机界面右侧按钮F1也可进入状态画面。
2) 按下此键直接进入产量记录画面,同时按下人机界面右侧按钮F2也可进入产量记录画面。
3)按下此键直接进入动作设置画面,同时按下人机界面右侧按钮F3也可进入动作设置画面。
4)按下此键直接进入辅助设置画面,同时按下人机界面右侧按钮F4也可进入辅助设置画面。
5) 机界面右侧按钮F5也可进入警报历史画面。
主画面此画面为主状态画面,画面中的按钮说明如下:动低速、手动高速、手动低速、寸动、高速收线和低速收线。
用于显示设备的工作状态,例如系统就绪、置箱不良、后级设备停止和设备故障中等状态。
机正常工作中、热熔胶机低液位、热熔胶机加热中和热熔胶机异常等状态。
品项选择画面此画面用于品项选择,画面中的按钮说明如下:用于显示品项序号,序号从0至29,即最多为30个品项。
选的品项序号即可。
1直至291直至0不在减少。
按下此按钮可使选择的品项置为当前品项。
速度控制画面此画面用于速度设定,按下画面中的键会在自动和手动方式下进行箱速设定。
1)手动方式时可通过设定低速正常间隔、低速收线间隔、高速正常间隔高速收线间隔进行速度调整。
按下对应文字后面的按钮会直接弹出小键盘,在小键盘上键入需要的时间即可。
2)自动方式时可通过设定每分钟取箱的个数进行速度调整。
按下对应文字后面的按钮会直接弹出小键盘,在小键盘上键入需要的速度即可。
箱数累计此画面用于显示箱数累计,具体说明如下所示:总累计:用于显示设备从出厂开始累计的箱数,此数值不能清零。
当班累计:用于显示所在班的累计箱数,此数值不能清零。
当前累计:用于显示从当前累计时间开始到系统所示时间之间的累计箱数。
当前累计复位/起始时间:按下此按钮当前累计从此刻开始计数;再次按下此按钮时,当前累计清零。
2024版年度最完整的intouch培训教程

件、报警事件、故障事件等。
配置事件参数
02
针对每种事件类型,配置相应的事件参数,如事件级别、事件
状态、处理方式等。
关联事件源
03
将事件类型与具体的事件源进行关联,确保事件信息能够准确
反映现场情况。
25
报警记录查询和报表生成操作指南
1 2 3
报警记录查询 提供多种查询方式,如按时间查询、按报警类型 查询、按报警状态查询等,方便用户快速定位报 警信息。
报表生成 支持生成多种类型的报表,如报警汇总表、报警 明细表、报警趋势图等,满足用户不同的报表需 求。
导出和打印 支持将查询结果和报表导出为Excel、PDF等格式, 方便用户进行进一步处理和打印。
2024/2/3
26
报警通知方式选择和报警通知方式,如声光报警、短信报警、邮件报警等, 确保用户能够及时获取报警信息。
9
Intouch软件界面及工具栏功能
界面布局
概述Intouch软件的整体界面布 局,包括菜单栏、工具栏、项目
树、属性栏等组成部分。
工具栏功能
详细介绍Intouch软件中各个工 具栏的功能和使用方法,如绘图 工具栏、动画工具栏、脚本工具
栏等。
自定义界面
阐述如何根据自己的使用习惯和 需求,自定义Intouch软件的界
Intouch软件最初由Wonderware公 司开发,后来被施耐德电气收购并继 续发展。
目前,Intouch软件已经成为工业自 动化领域最受欢迎的组态软件之一, 广泛应用于各种工业自动化项目中。
随着工业自动化技术的不断发展, Intouch软件也在不断更新和升级, 功能和性能不断得到提升。
2024/2/3
用户友好性
台达人机界面培训资料
320×234 分辨率 面板颜色 Flash Memory SRAM 按键 USB HOST 记忆卡 串行通讯 网络接口 编辑软件 65536色 3M 128K N/A YES N/A COM*3 N/A
800×600
800×600
1024×600
1024×600
65536色 3M/82M 256K/16M 4+4×SYS YES N/A COM*3 N/A
台达人机界面培训资料
人机界面产品开发处
1
第一讲
DOP-B系列人机产品介绍
2
DOP-B系列触摸屏
屏幕 尺寸 15 ″ 12 ″ 10.1 ″ 8″ 功能
15
人机功能介绍(三)
报警功能
警报显示的四种方式:历史报警表;当前报警表;报警频次表;报警信 息走马灯 设臵报警触发的起始地址
报警内容不接受空白信息, 若未输入报警内容,则在画 面上会看到报警信息为:?
共提供2048个报警点
上市年份:2011
4、贴心质保服务,质保期内更换全新机器
应用行业:医疗,制药,交通,纺织,试验设备,仪器仪表
5
DOP-B07S/E515
1、业内首款7″800×600分辨率。 提供更细腻的显示,更多的元件 空间 2、与台达5.7“相同开孔尺寸, 直接升级,异常方便 3、无辅助键,窄边框设计,外 观更漂亮
2.8L
四两
食用油
面粉
1L
2kg
1.2L
1.4kg
0.8L
1.9kg
鸡蛋
19
10个
13个
15个
人机功能介绍(四)
人机界面组态王入门到精通
建立应用程序旳一般过程
建立应用程序大致可分为下列四个环节: 1.设计图形界面 2.构造数据库 3.建立动画连接 4.运营和调试 需要阐明旳是,这四个环节并不是完全独
立旳,实际上,这四个部分经常是交错进行旳 。在用TOUCHMAK构造应用程序之前,我们 要规划项目,主要考虑三方面问题:
建立应用程序旳一般过程
定义外部设备 -仿真PLC
组态王把那些需要与之互换数据旳设备或程序都作为外部设备。 外部设备涉及:下位机(PLC、仪表、板卡等),它们一般经过 串行口和上位机交流数据;外部设备还涉及网络上旳其他计算机 。只有在定义了外部设备之后,组态王才干经过I/O变量和它们互 换数据。“设备配置向导”将引导完毕设备旳连接。我们先使用 仿真PLC和组态王通信。仿真PLC能够模拟PLC为组态王提供数 据。假设仿真PLC连接在计算机旳COM1口。在组态王工程浏览 器旳左侧选中“ COM1”,在右侧双击“新建”,运营“设备配置 向导”。选择“仿真PLC”旳“串口”项,单击“下一步”;为外 部设备取一种名称,输入“PLC1”,单击“下一步”;为设备选 择连接串口,假设为COM1,单击“下一步”;填写设备地址, 假设为1,单击“下一步”;请检验各项设置是否正确,确认无 误后,单击“完毕”。设备定义完毕后,你能够在工程浏览器旳 右侧看到新建旳外部设备“PLC1”。在定义数据库变量时,只要 把IO变量连接到这台设备上,它就能够和组态王互换数据了。
组态王怎样和下位机通讯
“组态王”把第一台下位机看作是外部设备,在 开发过程中我们能够根据“设备配置向导”旳 提醒一步步完毕连接过程。在运营期间,组态 王经过驱动程序和这些外部设备互换数据,涉 及采集数据和发送数据/指令。每一种驱动程序 都是一种COM对象,这种方式使通讯程序和组 态王构成一种完整旳系统,既确保了运营系统 旳高效率,也使系统能够到达很大旳规模。
2024版年度intouch软件经典培训教程

网络环境
需要稳定的网络环境以支持远 程监控和数据传输。
权限设置
安装和运行过程中需要管理员 权限。
5
安装步骤及注意事项
下载并解压安装包
从官方网站或授权渠道下载 intouch软件安装包,并解压到
指定目录。
2024/2/2
运行安装程序
双击解压后的安装程序,按照提 示完成安装。
配置软件环境
在安装过程中需要配置软件环境, 如选择安装路径、设置端口号等。
10
数据连接与通信设置
数据源概念
理解intouch软件中的数据源含义及 作用。
通信设置
学习如何配置intouch软件与数据源 之间的通信参数,确保数据正确传输。
连接数据源
掌握在intouch软件中连接不同数据 源的方法,如OPC、ODBC等。
2024/2/2
11
报警配置及处理方法
报警概念
理解intouch软件中的报警含义及 作用。
它提供了丰富的图形化界面设计 工具和强大的数据处理能力,用
于实时监控和控制工业过程。
intouch软件广泛应用于能源、 化工、制药、食品等各个行业。
2024/2/2
4
系统需求与配置
01
02
03
04
操作系统
支持Windows XP/Vista/7/8/10等主流操作
系统。
2024/2/2
Байду номын сангаас
硬件需求
建议配备至少2GB内存、 500GB硬盘空间、独立显卡的
升级后验证
升级完成后,进行系统验证和功能测试,确保系 统正常运行且新功能正常使用。
27
06
实战案例分析与讨论
Hitech台达人机界面培训

Hitech人机界面与计算机下载连线(RS232):
人机接线端 电脑RS232C 25-pin母接头―――――9-pin母接头 RXD 3 3 SD TXD 2 2 RD GND 7 5 SG RTS 4 8 CTS CTS 5 7 RTS 6 DSR 1 CD 4 DTR
Hitech人机界面接口定义与接线
Hitech人机界面与PLC通讯连线 : 2、与GE 9030 CMM模块 RS422 人机接线端 PLC GE9030 9-pin公接头―――――15-pin公接头 TXD+ 1 11 RDB(RXD+) TXD- 6 10 RDA(RXD-) RXD+ 4 13 SDB(TXD+) RXD- 9 12 SDA(TXD-) 8 CTS+(CTX+) 14 RTS+(RTX+) 15 CTS-(CTX-) 6 RTS-(RTX-)
Hitech人机界面接口定义与接线
Hitech人机界面与PLC通讯连线 : 3、与GE 9030 CMM模块 RS485 人机接线端 PLC GE9030 25-pin母接头―――――25-pin公接头 TD/RD- 15 9 SDA(TXD-) 13 RDA(RXD-) TD/RD+ 14 21 SDB(TXD+) 25 RDB(RXD+) 24 RD GND 7 7 GND
Hitech人机界面接口定义与接线
Hitech人机界面与PLC通讯连线 : 1、与GE Versamax RS232 人机接线端 PLC Versamax 25-pin母接头―――――9-pin公接头 RXD 3 2 SD TXD 2 3 RD GND 7 5 SG RTS 4 7 RTS CTS 5 8 CTS
台达人机培训资料

工控专家
传动先锋
一般曲线与历史最大区别就在于: 一般曲线是在同一时间取不同的 数据点来描出曲线;历史曲线是在不 同时间取同一数据点来描出一条曲 线。
工控专家
传动先锋
功能
6、报警表
警报信息 人机会依照警报区指定的PLC缓存器的相对Bit资料, 转换为对应的接点警报消息正文显示在人机屏幕上, 并且依序逐笔记录成为警报历史表。 人机只显示目前警报设定之PLC的Bit资料=ON/OFF 的接点警报消息正文在人机屏幕上。
工控专家
传动先锋
2、状态图显示: 在人机与PLC联机使用时,如果您希望由PLC控制复数 个图形显示在人机屏幕的固定位置,并可控制它的状 态而能显示不同的图形文件。 (见例子程序)
工控专家
传动先锋
3、动画 在人机与PLC联机使用时,如果您所规画的动态图形元 件,您希望由PLC控制一个图形显示在人机屏幕的任 何位置,并可控制其在X或Y方向任意移动且能显示不 同的图形文件。(见例子程序)
工控专家
传动先锋
4、一般曲线 人机读取相对应地址的连续资料,转换为曲线图后显 示于人机屏幕上。例如:取样100点,设四条曲线,那 么总共会取100 x 4共400点。以台达的PLC为例子来说 明,读取地址设为D0,那么此曲线图触发后,将会读 取D0~D399共400个WORD的资料;曲线1的Y轴位置为 D0~D99;曲线2的Y轴位置为D100~D199;曲线3的Y 轴位置为D200~D299;曲线4的Y轴位置为300~D399。 如果其值有超过所设定最大值,则显示最大值。如果 小于最小值,则显示最小值。设定好了后,还要设定 控制区的地址,利用设定的特定位来激发曲线图的资 料读取跟一般曲线图的描绘与清除曲线,有关控制区 的设定请参考 系统控制区说明。 程序例子