电镀生产工艺流程(1)
电镀生产工艺流程
电镀生产工艺流程
1.原材料准备:
首先需要准备电镀原材料,包括金属材料需要电镀的零件、电解液、电极等。
2.表面准备:
将待电镀零件进行表面清洗,去除表面的油污、灰尘和氧化物,以便电镀液更好地与表面接触。
清洗方法包括溶剂清洗、酸洗和碱洗等。
3.预处理:
预处理是为了提高电镀层与基材的结合力和均匀性。
常见的预处理方法包括活化、脱脂、除锈等。
4.电解液配制:
根据所需的电镀层的性能和要求,选择合适的电解液,并按照一定的配方和浓度进行调配。
5.电解槽组装:
将电解液倒入电解槽中,并安装电极和待电镀零件。
电极通常是一个导电性好且不会被电解液腐蚀的金属材料,例如铜。
6.电镀:
将电解槽中的电极接通电源,通过电解作用,金属离子在电解液中被氧化,转化为金属原子或金属离子,然后被还原到带电极上,形成金属沉积。
7.定型:
经过一段时间的电镀后,电镀层会逐渐增厚,达到所需的厚度后,将
待电镀零件从电解槽中取出,进行冲洗和干燥。
8.表面处理:
根据实际需求,对电镀层进行进一步的处理,如抛光、喷漆等,以提
高电镀层的光泽度和装饰性。
9.质检:
对镀件进行质量检验,包括外观质量检验、厚度检测、附着力测试等。
10.包装和出厂:
经过质检合格的电镀件,进行包装,以防止在运输和存储过程中的损坏。
然后出厂销售或使用。
以上是一种常见的电镀生产工艺流程,根据不同的金属材料和要求,
工艺流程可能会有所不同。
各种电镀生产工艺流程
各种电镀生产工艺流程电镀是一种常用的表面处理技术,通过在金属表面沉积一层金属或合金,以达到提高耐腐蚀性、美观性和功能性等目的。
电镀工艺流程因不同的金属和合金而异,但一般包括以下几个步骤:一、准备阶段在电镀生产流程的准备阶段,需要将工件进行前处理,包括清洁、除锈、除油等,以便在电镀时能够获得良好的附着力和美观度。
清洁一般采用化学或物理方法,如酸洗、打磨、超声波清洗等;除锈通常采用酸洗或喷砂等方法;除油则一般采用化学方法。
二、电镀液的配制在准备阶段完成后,需要配制电镀液。
电镀液的成分和浓度对电镀质量和效果有重要影响,因此需要精确控制。
配制电镀液时,需要根据工艺要求和原材料的成分,计算出所需的各成分的量,并按照比例混合溶解。
配制完成后,需要对电镀液进行检测,确保其成分和浓度符合工艺要求。
三、电镀操作在电镀操作阶段,将工件浸入电镀液中,通过电流的作用,使电镀液中的金属离子在工件表面还原成金属原子,形成一层金属膜。
电镀过程中,需要根据工件的材料、形状、尺寸等因素,选择合适的电流密度、电镀时间、温度等工艺参数,以保证电镀的质量和效果。
四、后处理阶段电镀完成后,需要进行后处理。
后处理包括水洗、干燥、钝化等步骤。
水洗是为了去除工件表面的残留物和杂质;干燥可以通过自然晾干或烘干等方法使工件表面的水份蒸发;钝化是为了提高工件表面的耐腐蚀性和抗氧化的能力。
后处理的质量对电镀产品的质量和性能也有很大的影响。
五、检测与包装最后,需要对电镀产品进行检测和包装。
检测包括外观检测、镀层厚度检测、附着力检测等,以确保产品质量符合要求。
包装是为了保护产品在运输和存储过程中的安全和美观度。
包装一般采用防震、防潮、防尘等材料,根据不同的产品需求进行定制。
六、废水处理与环保措施在电镀生产过程中,会产生大量的废水,其中含有重金属离子和有害物质。
为了保护环境和人类健康,需要对废水进行处理。
废水处理方法包括化学沉淀法、吸附法、离子交换法等,根据废水的成分和浓度选择合适的方法进行处理。
电镀行业工艺流程

电镀行业工艺流程
(1)工件准备
1.检查工件的表面质量是否符合要求,如有缺陷应进行除锈。
2.检查工件尺寸,注意保持工件尺寸的准确性。
3.清除表面的油污、水分等。
4.用钢丝球将工件上的毛刺等去除干净。
5.如有必要,对工件表面进行喷砂处理。
(2)镀液配制及操作
1.在镀槽内加入适量的镀液(或硫酸铜溶液)和化学稳定剂(如铁粉、氯化亚铁等),再将工件浸没在镀液中,并在工件表
面覆盖上一层保护膜。
如果使用电镀槽,则应采用电镀槽专用槽液。
镀液温度以45~55℃为宜,当温度过高时应适当补水或加
人冷却剂,在镀液中加入适量的添加剂可防止镀层被腐蚀,如加入硼酸或硫酸铜溶液等。
当镀槽表面出现气泡时应及时将镀槽表面的气泡吹除。
2.根据工件所需镀层的质量和要求选择镀层厚度,一般情况下应选择较薄的镀层。
—— 1 —1 —。
电镀工艺流程
电镀工艺流程资料(一)ⅠCu流程:上料→酸浸(1)→酸浸(2)→镀铜→双水洗→抗氧化→水洗→下料→剥挂架→双水洗→ⅡCu流程:上料→清洁剂→双水洗→微蚀→双水洗→酸浸→镀铜→双水洗→℃以上。
在材质上,则须对耐腐蚀性进行了解,避免超出特性极限,对镀铜而言,石英及铁弗龙都是很适合的材料。
电镀工艺流程资料(二)°斜角移动为佳,但一般都采有用垂直向摆动,较佳的位移量约在0.5~1.8m/min,而每st roke长约5~15cm之间。
在设定条件时,应注意不可造成因频率过高,使板子本身摆动,而减小孔内药液穿透量。
a. 过滤粒径:一般采用5u或10u滤蕊。
若非环境控制良好,使用更小滤蕊可能造成滤材更换,损耗过多。
b. 材质有多种材质供选择,不同系统光泽剂会有不同之限制,其中PP最具体广用性。
c. Leaching:即便为适用材质之滤蕊,亦须经过Leaching处理(热酸碱浸洗程序)。
a. 整流器最上限、最下限相对容易10%,系不稳定区域,应避免使用。
“局部阳极”≥99.9% P:0.04~0.06% O≤0.05%Fe≤0.003% S≤0.003% Pb≤0.002%Sb≤0.002% AS≤0.001% N≤0.002%b. 可能状态下尽量不要使用钛篮,因为钛篮将造成 Carriey或High Current Dewsity Brightener增加约20%的消耗,而不使用钛篮的状态,则须注意使阳极高出液面1~2英寸。
c. 对阳极袋的考虑,基本上与滤蕊相同,一般常用Napped p.p或Dynel,并可考虑双层使用,唯阳极袋须定期清洗,以避免因过量的阳极污泥造成阳极极化。
d. 一般均认为阴阳极之比例应在1.5~2︰1,但由于高速镀槽之推出,较佳的考虑是,控制阳极的相对电流密度小于20ASF,来决定阳极的数量,在使用钛篮的状态,其面积的计算,约为其(前+左+右)面积之1.4倍,亦即以钛篮正面积核算其电流密度约应小于40ASF。
电镀企业生产工艺流程
电镀企业生产工艺流程
《电镀企业生产工艺流程》
电镀作为一种常用的金属表面处理工艺,在各个行业都有着广泛的应用。
电镀企业在生产过程中需要严格控制工艺流程,以确保产品质量和生产效率。
下面是一个典型的电镀企业生产工艺流程:
1. 材料准备:首先,电镀企业需要准备好待处理的材料,包括金属基材、镀液和各种辅助材料。
2. 清洗和预处理:将待处理的金属基材进行清洗和预处理,去除表面的油脂、污垢和氧化物,以确保镀层的附着力和光洁度。
3. 酸洗:对金属基材进行酸洗处理,去除表面的氧化层,提高镀层的附着力。
4. 镀液配制:根据产品的要求和镀层的种类,配制不同的镀液,包括酸性镀液、碱性镀液和中性镀液等。
5. 电镀工艺:将经过准备和预处理的金属基材放入镀槽中,通过施加电流和控制镀液的温度、PH值和镀液流动速度,使金
属基材表面镀上一层金属镀层。
6. 定型和后处理:对镀好的产品进行定型处理,以提高镀层的耐腐蚀性和机械性能。
同时进行一些后处理工艺,如抛光、涂装等,使产品的表面光洁度和装饰性得到进一步提升。
7. 质量检验:对电镀产品进行质量检验,包括镀层厚度、光洁度、结合力和耐腐蚀性等指标的检测,确保产品符合客户的要求和标准。
通过严格控制每一个环节的工艺流程,电镀企业可以生产出质量稳定、性能优良的电镀产品,满足客户的需求,赢得市场的认可和信赖。
电镀的一般工艺流程
电镀的一般工艺流程电镀是一种将金属沉积在物体表面的工艺,通过电化学方法来实现金属的沉积。
它不仅可以提升物体的外观,还能提高其耐腐蚀性和硬度。
下面将介绍一般的电镀工艺流程。
1. 表面处理:在进行电镀之前,需要对物体表面进行处理。
首先要清洗物体表面,去除油脂、灰尘等杂质,以确保镀层与基材的粘附力。
常用的清洗方法有机械清洗、酸洗和碱洗等。
然后进行除锈处理,以去除铁锈和氧化层,常用的方法有酸洗和机械除锈。
最后进行活化处理,使基材表面具有良好的导电性,常用的方法有酸洗和活化剂处理。
2. 镀液配制:根据所需的镀层材料和性能要求,配制合适的镀液。
镀液是由金属盐和其他添加剂组成的溶液,可以提供金属离子和形成镀层所需的条件。
不同的镀液适用于不同的金属镀层,常用的镀液有镀铜、镀镍、镀铬等。
3. 预处理:在将物体浸入镀液之前,需要进行一些预处理步骤。
首先是激活处理,将物体浸入活化液中,以去除表面的氧化物,提高镀液的附着力。
然后是敏化处理,将物体浸入敏化液中,使表面形成一层均匀的敏化层,以促进镀液中金属离子的沉积。
最后是引入处理,将物体缓慢地浸入镀液中,避免产生气泡和颗粒。
4. 电镀过程:在进行电镀时,将物体作为阴极,将金属盐溶液作为阳极,通过外加电流的作用,使金属离子从阳极迁移到阴极上,形成金属镀层。
电镀过程中需要控制镀液的温度、电流密度和时间等参数,以获得理想的镀层厚度和质量。
5. 后处理:在完成电镀后,还需要进行一些后处理步骤。
首先是冲洗,将镀层表面的残留镀液和杂质冲洗掉,以防止镀层腐蚀或变色。
然后是烘干,将物体放入烘干设备中,使其完全干燥。
最后是抛光,通过机械或化学方法,对镀层进行抛光处理,以获得光滑、亮丽的表面。
电镀的一般工艺流程包括表面处理、镀液配制、预处理、电镀过程和后处理。
每个步骤都非常重要,需要严格控制各项参数,以确保获得理想的镀层效果。
电镀工艺的应用广泛,可以用于改善产品的外观和性能,延长其使用寿命。
电镀工艺流程
电镀工艺流程一、引言电镀是一种广泛应用的表面处理工艺,主要用于增加金属的耐腐蚀性、提高美观性、改变导电性、增强耐磨性等功能。
电镀工艺流程涉及多个步骤,每一个步骤都需要严格控制以确保最终产品的质量和性能。
二、电镀工艺流程1. 前处理前处理是电镀工艺流程的第一步,主要包括表面清洁、除油、除锈、除氧化皮等步骤。
这一步的目的是为了让基材表面干净、平滑,以便后续的电镀操作。
2. 镀前处理镀前处理主要包括浸蚀、活化和预镀等步骤。
这一步的目的是为了进一步提高基材表面的活性,为电镀做好准备。
3. 电镀电镀是工艺流程的核心步骤,主要通过电解的方式在基材表面沉积一层金属。
电镀溶液、电流密度、电镀时间等因素都会影响电镀层的质量和性能。
4. 后处理后处理主要包括清洗、钝化、烘干等步骤。
这一步的目的是为了去除电镀后残留在表面的杂质,提高电镀层的耐腐蚀性和美观性。
5. 检验检验是电镀工艺流程的最后一步,主要通过外观检查、厚度测量、耐腐蚀性测试等手段来检验电镀层的质量和性能。
三、电镀工艺流程的注意事项1.电镀过程中需要严格控制电镀溶液的组成和浓度,以确保电镀层的质量和性能。
2.电镀过程中需要控制电流密度和电镀时间,以避免电镀层出现缺陷。
3.在进行电镀操作前,需要对基材进行充分的前处理和镀前处理,以确保基材表面的活性和清洁度。
4.电镀后需要进行后处理,以去除表面的杂质和提高电镀层的耐腐蚀性。
5.在整个电镀工艺流程中,需要注意安全操作,避免发生意外事故。
四、结论电镀工艺流程是一个复杂而精细的过程,需要严格控制各个步骤的参数和操作,以确保最终产品的质量和性能。
通过合理的前处理、镀前处理、电镀、后处理和检验,可以得到高质量的电镀层,提高产品的使用寿命和美观性。
在实际应用中,还需要根据具体的产品要求和电镀材料,灵活调整和优化电镀工艺流程。
电镀生产工艺流程(1)
Pd
Pd
Pd
Pd
Pd
Pd
Pd
Pd
Pd
Pd
Pd
Pd
Pd
Pd
Pd
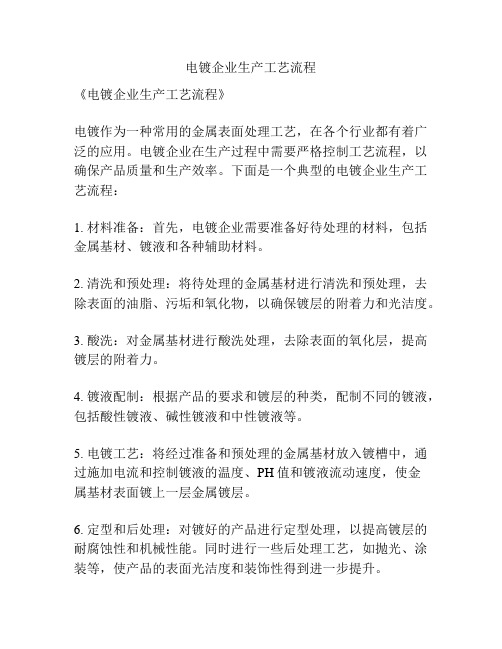
化学镍
电镀部分 electro-plating
焦铜/瓦特镍 2 µm
光铜 10-30 µm
化学镍 0.5 µm
光镍 8-15 µm
光铬 0.1~ 1 µm
电镀生产工艺流程(1)
概述
电镀
五金电镀--在金属基体上直接进行电镀
塑胶电镀--使不导电的塑胶基体覆上一层 导电金属膜后进行电镀 ●前处理 通过化学反应在塑胶表面涂覆一层薄金 属膜层,为之后的电镀提供导电媒介 ●电镀 通过电化学反应使被镀工件表面沉积上致 密而平整的金属层
塑胶电镀 Plastic Electro-Plating
粗化Ⅰ
粗化Ⅱ
整面
亲水
中和
钯水
喷水洗
水洗1#
七 联 水 洗 7# 6# 5# 4# 3# 2# 1#
四 联 水 洗 1# 2# 3# 4#
碱解胶
水洗
水洗
水洗
水洗
三联水洗 1# 2# 3#
化学镍前 水洗
除蜡
除油
水洗
水洗
沙 碳 水 洗
酸 浸
水 洗 2# 3# 4#
Pd
Pd
Pd
Pd
Pd
Pd
Pd
Pd
Pd
Pd
Pd
Pd
Pd
目的:使塑料制品表面金属化。 原理: 化学镀---在无电流通过(无外界动力)时借助还原剂在同一溶液中发生氧化还原作用,从而使金属离子还原沉积在胶件表面上的一种镀覆方法。 Ni2+ Ni
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
粗化
ABS塑料是A(丙烯腈)、B(丁二烯)、S(苯 乙烯)三元共聚而成。用于电镀的是ABS的接枝 聚合物,其内部结构树脂相A和S组分是共聚构型, 而橡胶状的B组分则以球形分散于S-A构形之中。
丙烯腈 Acrylonitrile
丁二烯 Butadiene
苯乙烯 Styrene
电镀生产工艺流程(1)
• 含有六价铬—剧毒
电镀生产工艺流程(1)
粗化
• 目的
1.使塑料制件表面具有微观粗槽,从而增大了镀层与塑 料的接触面,以增加它和金属的粘接力;
2.使塑料制件表面具有亲水性,以便制件表面进行均匀 吸附。
• 成分
铬酸 CrO3 氧化作用 硫酸 H2SO4 a.蚀刻作用 b.提供酸性介质 c.使苯环引入磺酸基,增强亲水性 三价铬 Cr3+ CrO3的还原产物 含量 5~15g/L
解作用对表面油污 面的石蜡、蜂蜡、
进行溶解
脂肪等有机污垢
电镀生产工艺流程(1)
『 整面亲水 』Wetting
• 成分:有机溶剂和表面活性剂 • 作用原理:整面剂中的表面活性剂组分可以定向
均匀地排列在胶件的表面,使表面可以与粗化液 充分均匀地接触,从而提高粗化的效率和均匀性; 同时整面剂中的有机溶剂可以起到消除胶件中部 分残余应力的作用。 • 粗化均匀和应力减小都会增加镀层的结合度。
起落臂时间 45s 静止时间 10s、15s、20s、25s
水 洗酸 2# 3# 4# 浸
钯 水
四
联
水
洗
碱 解
水 洗
酸 解
1# 2# 3# 4# 胶
胶
三联水洗
1# 2# 3#
化学镍前 水洗
化学镍
水水 洗洗
33# 34# 35# 36# 37# 38# 39# 40# 41# 42# 43# 44# 45# 46# 47# 48# 49# 50# 51# 52# 53# 54# 55# 56# 57# 58# 59# 60#
洗
浸
光铬
113# 114# 115# 118# 119# 120# 121#122#123#124#126# 127#-------132#
水洗
133#----137#
94# 93#92 #91 #90 #8 #88 #87 #86 #85 #84 #83 #82# 81# 80# 79# 78# 77# 76# 75# 74# 73# 72# 71# 70#-68# 67#66#65# 64#-62# 61#
酸性 除油
有机 溶剂 除油
碳酸钠 磷酸钠 氢氧化钠 表面活性剂 乳化剂
皂化作用 乳化作用
一般的塑料,如 ABS、改性聚苯乙 烯
有机或无机酸 表面活性剂
利用酸的强氧化性 来破坏有机物,从 而达到除油的效果
可以同时除去油污 和薄的金属氧化层
汽油 煤油 丙酮 四氯化碳 甲苯
利用有机溶剂的溶 可除去塑料制件表
电镀生产工艺流程(1)
2020/11/29
电镀生产工艺流程(1)
概述
电 镀
五金电镀--在金属基体上直接进行电镀
塑胶电镀--使不导电的塑胶基体覆上一层
导电金属膜后进行电镀
●前处理 通过化学反应在塑胶表面涂覆一层薄金
属膜层,为之后的电镀提供导电媒介
●电镀 通过电化学反应使被镀工件表面沉积上致
密而平整的金属层
过长,会造成过蚀;过短,起不到浸蚀成孔的作用
素 Cr3+量 Cr3+量太大会影响粗化效果,要求Cr3+ ≤15g/L
电镀生产工艺流程(1)
蚀刻作用
under-pickeld
粗化不够
塑胶表面依旧有很亮的 光泽;后续沉积上化学 镍后表层十分光亮; 结合力不好
correctly pickled
正常粗化
塑胶表面有少许光泽; 后续沉积上化学镍后表 层有适度光泽; 结合力好
over-pickled
粗化过度
塑胶表面完全失去光泽; 后续沉积上化学镍后表层 呈深黑色,无光泽; 结合力不好
电镀生产工艺流程(1)
使非离子分子极化
ABS塑料表面的A-S高聚物中,有许多 “挂”在碳链上的苯环,在这些苯环上可以 通过亲电取代反应引进某些活性基团。
蚀刻作用
当ABS在铬酸与硫酸混合液中腐蚀粗化时,橡胶相B 组分优先被铬酸蚀刻溶解,树脂相A溶解速度相当慢,树 脂相S几乎不溶解,致使连续的树脂相表面留下大量均匀 的微小孔穴。这些孔穴是金属镀层与塑料表面产生结合力 的主要因素。
影 温度
响 因
时间
在塑料热变形温度下,粗化温度越高,粗化效率 越大,其镀层金属与塑料的结合力就越好。
活水 化洗
光铜Ⅱ
光铜Ⅰ
活水 焦
活
化洗 铜
化
水 洗
脱解
走完后机所用时间?
产品从上机到出机所用时间?
电镀生产工艺流程(1)
『除油』
• 作用:
除去制件表面的污垢,促使粗化均匀,提高镀层结合力
• 塑料制件表面除油通常分三类:
碱性除油√
酸性除油 有机溶剂除油
电镀生产工艺碱性 除油
电镀生产工艺流程(1)
塑胶电镀 Plastic Electro-Plating
电镀工序(建邦精密电镀线):
瓦
封
上 挂
除 油
整 面 亲 水
粗 化
中 和
钯 水
解 胶
化 学 镍
特 镍
焦 铜
光 亮 铜
半 光 镍
半 光 镍
光 镍
口 镍
珍 珠 镍
光 铬
电镀生产工艺流程(1)
Circle line
• 前处理 Pre-treatment
走完前机所用时间?
电镀生产工艺流程(1)
Circle line
• 电镀 Electro-Plating
起落臂时间 37s 静止时间 25s、40s、50s、60s
半光镍
97# 98# 99# 100# 101# 102# 107# 108# 109# 110# 111# 112#
光镍
封 水预
口 镍
电镀生产工艺流程(1)
亲油基
亲水基
亲水基
亲油基 油质
溶液 塑胶件
溶液 塑胶件
电镀生产工艺流程(1)
『 粗 化 』 Etching
• 粗化--即通过铬酸的蚀刻作用在塑料(ABS)表 面形成大量微小凹坑,使表面变得粗糙
• 塑料电镀最关键的工序之一
粗化工件表面横切图
• 对镀层与塑料之间结合力的影响最为显著
30# 29# 28# 27# 26# 25# 24# 23# 22# 21# 20# 19# 18# 17# 16# 15# 14# 13# 12# 11# 10# 9# 8# 7# 6# 5# 4# 3#
中七 联 水 洗
和 7# 6# 5# 4# 3# 2# 1#
粗化Ⅱ
粗化Ⅰ
亲整 沙碳 水水水除除 水面 水洗 洗洗洗油蜡