α-氰基丙烯酸乙酯废水的处理设计方案
丙烯酸及酯废水处理方法 有机污染物处理工艺

丙烯酸及酯废水处理方法 有机污染物处理工艺
丙烯酸及酯废水成分复杂,有机污染物含量高,其COD高达50~55 g/L,呈强酸性且不易生物降解,如不加以处理随意排放将对环境造成很大危害。目前常用的处理方法有焚烧法〔1〕 、湿式催化氧化法〔2〕和生化法〔3〕。焚烧法及湿式催化氧化法能耗高,对设备材质要求严格,相比之下,生化法因操作条件温和、运行成本低廉逐渐受到人们的重视。经生化处理后,废水COD仍远大于60 mg/L的排放标准,因此要求 开发各种深度处理技术。
公司地址:河北省河间市瀛秀园西门北50米
联系人:李敏
联系电话:189327444Fra bibliotek9 0317-3224444
最新502胶水生产废水的处理汇总

502胶水生产废水的处理502胶水生产废水的处理α-氰基丙烯酸乙酯,商品名“502”,是一种工业和生活中常用的胶粘剂。
生产过程中排放的废水成分比较复杂,COD cr含量较高,废水中难生化或不可生化的有机物成分对环境易造成极大污染。
迄今为止,有关对该种废水有效处理的方法尚未见报导。
1 污水的性质与设计水质水量1.1 废水来源及成分某企业以甲醛水溶液和氰乙酸乙酷为原料,经脱水聚合反应而成高聚物,再经热裂解反应而得α-氰基丙烯酸乙酯、低分子聚合物和焦油,经蒸馏后成品单体从低分子聚合体混合物中分离出来。
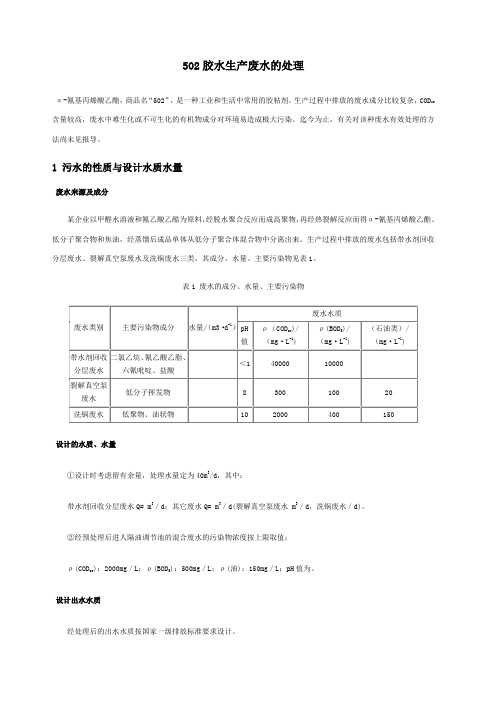
生产过程中排放的废水包括带水剂回收分层废水、裂解真空泵废水及洗锅废水三类,其成分、水量、主要污染物见表1。
表1 废水的成分、水量、主要污染物1.2 设计的水质、水量①设计时考虑留有余量,处理水量定为40m3/d,其中:带水剂回收分层废水Q=2.5 m3/d;其它废水Q=37.5 m3/d(裂解真空泵废水35.0 m3/d,洗锅废水2.5m3/d)。
②经预处理后进人隔油调节池的混合废水的污染物浓度按上限取值:ρ(COD cr):2000mg/L;ρ(BOD5):500mg/L;ρ(油):150mg/L;pH值为7.5。
1.3 设计出水水质经处理后的出水水质按国家一级排放标准要求设计。
2 废水处理工艺流程根据带水剂回收分层废水具有pH值低、难生化等特点,首先通过加温、氧化、中和、过滤提高废水的可生化性,然后再送至隔油调节池,与其它废水混合后再做深度处理。
由于混合废水中含有浓度较高的油,因此在调节池前进行隔油预处理。
深度处理采用成熟可靠的A/O+物化工艺。
2.1 带水剂回收分层废水的预处理带水剂回收分层废水的预处理的工艺流程见图1。
带水剂回收分层废水首先进入集水池(分二格交替使用)。
由于其含浓度较高的二氯乙烷、氰乙酸乙酯,卤代烃氰酯类屑不可生化物质,必须经适当的预处理提高其生化性后方可进行后续处理。
采用蒸汽加热至70℃左右,投加次氯酸钠氧化剂氧化二氯乙烷、氰乙酸乙酯,降低生物抑制物浓度。
丙烯酸及其酯类废水处理方法【建筑工程类独家文档首发】

丙烯酸及其酯类废水处理方法【建筑工程类独家文档首发】目前处理丙烯酸及其酯类废水的主流方法是焚烧法,但是由于焚烧法的费用较高、且有二次污染,因此人们开发并研究了一些新的处理方法,如生物法、催化湿式氧化法等,用于处理丙烯酸及其酯类废水,取得了一定的进展。
笔者将对这些方法作一简要介绍。
1焚烧法焚烧法治理废水是将废水雾化后喷入高温燃烧炉中使水雾完全汽化,让废水中的有机物在炉内完全氧化,分解成CO2和H2O及少许无机物灰分,一般认为CODCr>100g/L,热值>10467J/g的有机废水采用焚烧法处理较其他方法更加经济合理,否则焚烧中需要补充辅助燃料。
目前丙烯酸及其酯类废水主要依靠焚烧法处理,其一般工艺流程如图1所示。
这样处理的1t废水,所需成本约200~300元。
焚烧法虽然工艺成熟,对废水水质波动抗冲击性强,但是也存在一些缺点,如:若COD以及燃烧值未达到直接燃烧的要求,需要额外的燃料油,增加处理费用;丙烯酸及其酯类废水中含有高盐分、硫、氮元素等,在燃烧过程中会形成熔融盐损坏燃烧设备,或产生SO2、SO3、NO2等气体,引起二次污染。
然而由于缺乏其他经济有效的处理手段,目前焚烧法还是丙烯酸及其酯类废水处理的主流方法,人们也只能通过其他方式对这种方法进行改进和完善,如:回收燃烧产生的热能可以产生很好的经济效益;采用先进的设备装置使其能够避免高浓度盐水的损坏;对燃烧工艺进行改进,使燃烧尽量完全,改进气体吸收和收集装置,减少或者避免二次污染。
然而尽管做出了改进,相对于其他方法焚烧法处理丙烯酸及其酯类废水的费用仍然很高,二次污染也无法完全避免,因此需要研究处理丙烯酸及其酯类废水的新方法。
2催化湿式氧化法催化湿式氧化技术〔5〕是在传统湿式氧化基础上加入催化剂的一种处理废水的方法,相对于传统湿式氧化技术,它的反应温度以及反应压力较低,反应分解能力更高,对设备腐蚀性小、运行成本低。
王向荣等〔6〕采用催化湿式氧化技术处理丙烯酸废水,进水COD在40g/L,出水COD<100mg/L,处理费用在100~200元/t。
胶水生产废水处理方案
502胶水生产废水的处理α-氰基丙烯酸乙酯,商品名“502”,是一种工业和生活中常用的胶粘剂。
生产过程中排放的废水成分比较复杂,COD cr 含量较高,废水中难生化或不可生化的有机物成分对环境易造成极大污染。
迄今为止,有关对该种废水有效处理的方法尚未见报导。
1 污水的性质与设计水质水量废水来源及成分某企业以甲醛水溶液和氰乙酸乙酷为原料,经脱水聚合反应而成高聚物,再经热裂解反应而得α-氰基丙烯酸乙酯、低分子聚合物和焦油,经蒸馏后成品单体从低分子聚合体混合物中分离出来。
生产过程中排放的废水包括带水剂回收分层废水、裂解真空泵废水及洗锅废水三类,其成分、水量、主要污染物见表1。
表1 废水的成分、水量、主要污染物设计的水质、水量①设计时考虑留有余量,处理水量定为40m3/d,其中:带水剂回收分层废水Q= m3/d;其它废水Q= m3/d(裂解真空泵废水 m3/d,洗锅废水/d)。
②经预处理后进人隔油调节池的混合废水的污染物浓度按上限取值:ρ(COD cr):2000mg/L;ρ(BOD5):500mg/L;ρ(油):150mg/L;pH值为。
设计出水水质经处理后的出水水质按国家一级排放标准要求设计。
2 废水处理工艺流程根据带水剂回收分层废水具有pH值低、难生化等特点,首先通过加温、氧化、中和、过滤提高废水的可生化性,然后再送至隔油调节池,与其它废水混合后再做深度处理。
由于混合废水中含有浓度较高的油,因此在调节池前进行隔油预处理。
深度处理采用成熟可靠的A/O+物化工艺。
带水剂回收分层废水的预处理带水剂回收分层废水的预处理的工艺流程见图1。
带水剂回收分层废水首先进入集水池(分二格交替使用)。
由于其含浓度较高的二氯乙烷、氰乙酸乙酯,卤代烃氰酯类屑不可生化物质,必须经适当的预处理提高其生化性后方可进行后续处理。
采用蒸汽加热至70℃左右,投加次氯酸钠氧化剂氧化二氯乙烷、氰乙酸乙酯,降低生物抑制物浓度。
加入石灰粉一方面起到与酸中和、调节pH值的作用,另一方面也起到助凝和沉降的作用。
丙烯酸酯废水处理实验研究与工艺设计

华中科技大学硕士学位论文丙烯酸酯废水处理实验研究与工艺设计姓名:冯振鹏申请学位级别:硕士专业:市政工程指导教师:章北平2011-01-13华中科技大学硕士学位论文摘要近年来丙烯酸化工行业得到了快速发展和应用,其生产过程中排放的废水主要含有丙烯酸、醋酸、甲基磺酸、乙醛、部分芳香族化合物等有机物和无机盐,其化学需氧量(COD)一般高达几万-几十万mg/L,属于高浓度有机废水,特点为浓度高、成分复杂、有毒有害等,若不能有效处理,会对环境造成较大危害。
针对该废水的特点,本文首先进行了湿式氧化实验研究,重点考察了反应温度、氧分压、有机物浓度、硫酸盐催化剂对丙烯酸酯废水COD去除率和可生化性提高的影响。
结果表明,采用湿式氧化法处理的最佳反应条件是:反应温度250℃、初始氧分压3.5MPa、反应时间2h、稀释0.5倍(COD约10万mg/L),COD去除率可达56%,可生化性B/C值可从0.13提高至0.63;投加CuSO4可以有效提高COD去除率,但对后续生化反应有影响,然后进行了湿式氧化系统设计。
针对该废水的特点,还进行了浓缩、干燥实验研究,重点考察了丙烯酸酯废水的预处理及在减压蒸发过程中表现出的特性,如丙烯酸聚合、沸点升高、出水COD 变化等,并且考察了对苯二酚对丙烯酸的阻聚作用。
采用混凝沉淀的方法对废水进行预处理,可有效去除老化树脂和部分胶体有机物,但对COD的去除效果不明显;阻聚剂对苯二酚的投加可以有效阻碍丙烯酸的聚合,减缓沸点升高现象,降低浓缩液的粘度,投加量以0.1%为宜;废水的pH值直接决定了蒸发冷凝水的COD,在酸性条件下蒸发,COD去除率仅为17.5%,而在碱性条件下蒸发COD去除率可达98.8%。
在前期实验研究的基础上,针对江苏某化工厂150t/d的丙烯酸树脂生产废水,进行了工艺设计和方案比选,经过综合考虑,选择了浓缩干燥法作为该丙烯酸树脂废水的处理工艺,选取了主要设备单元四效蒸发器与滚筒刮板干燥机。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
α-氰基丙烯酸乙酯废水的处理
α-氰基丙烯酸乙酯,是一种工业和生活中常用的胶粘剂。
生产过程中排放的废水成分比较复杂,COD cr 含量较高,废水中难生化或不可生化的有机物成分对环境易造成极大污染。
迄今为止,有关对该种废水有效处理的方法尚未见报导。
1 污水的性质与设计水质水量
1.1 废水来源及成分
某企业以甲醛水溶液和氰乙酸乙酷为原料,经脱水聚合反应而成高聚物,再经热裂解反应而得α-氰基丙烯酸乙酯、低分子聚合物和焦油,经蒸馏后成品单体从低分子聚合体混合物中分离出来。
生产过程中排放的废水包括带水剂回收分层废水、裂解真空泵废水及洗锅废水三类,其成分、水量、主要污染物见表1。
表1 废水的成分、水量、主要污染物
1.2 设计的水质、水量
①设计时考虑留有余量,处理水量定为40m3/d,其中:
带水剂回收分层废水Q=2.5 m3/d;其它废水Q=37.5 m3/d(裂解真空泵废水35.0 m3/d,洗锅废水2.5m3/d)。
②经预处理后进人隔油调节池的混合废水的污染物浓度按上限取值:
ρ(COD cr):2000mg/L;ρ(BOD5):500mg/L;ρ(油):150mg/L;pH值为7.5。
1.3 设计出水水质
经处理后的出水水质按国家一级排放标准要求设计。
2 废水处理工艺流程
根据带水剂回收分层废水具有pH值低、难生化等特点,首先通过加温、氧化、中和、过滤提高废水的可生化性,然后再送至隔油调节池,与其它废水混合后再做深度处理。
由于混合废水中含有浓度较高的油,因此在调节池前进行隔油预处理。
深度处理采用成熟可靠的A/O+物化工艺。
2.1 带水剂回收分层废水的预处理
带水剂回收分层废水的预处理的工艺流程见图1。
带水剂回收分层废水首先进入集水池(分二格交替使用)。
由于其含浓度较高的二氯乙烷、氰乙酸乙酯,卤代烃氰酯类屑不可生化物质,必须经适当的预处理提高其生化性后方可进行后续处理。
采用蒸汽加热至70℃左右,投加次氯酸钠氧化剂氧化二氯乙烷、氰乙酸乙酯,降低生物抑制物浓度。
加入石灰粉一方面起到与酸中和、调节pH值的作用,另一方面也起到助凝和沉降的作用。
废水用机械搅拌均匀,沉淀2h排去
污泥后,经过滤,废水进入隔油调节池与其它废水混合进行深度处理。
预处理COD
c r 和BOD
5
去除率可分别达
到70%和60%,并提高了这部分废水的可生化性。
2.2 混合废水的处理
混合废水处理工艺流程见图2。
其它生产废水进入隔油调节池,隔去浮油后与来自预处理后的废水在调节池内借助空气预曝混合均匀后,进入A/O系统,混合废水首先在A池内依靠兼氧、厌氧菌将废水的大分子分解为小分子,使废水的可
生化性提高并去除部分COD
,然后进入O池,废水在O池内再由好氧菌进一步大幅削减污染物。
该工艺的
cr
生化系统以传统A/O法为基础,在O段前端设置了菌种选择器,可抑制丝状菌的生长,有效地防止污泥膨胀。
混合液进二沉池,上清液去终沉池进一步投加药剂反应沉淀,二沉池污泥回流至A/O池,终沉池出水进生物炭池,废水在此池内借助微生物和活性炭协同作用使废水得到深度处理后再澄清达标排放。
A/O系统的剩余污泥和其他物化污泥均进入湿污泥池,经浓缩后由脱水机压成千泥饼外运作无害化处理,滤液返回调节池。
3 主要处理单元设计参数
主要处理单元设计参数见表2。
表2 三类废水的成分、水量、主要水质指标
4 工程造价及运行费用
该废水处理工程总造价为28.8万元,其中土建建10.2万元,设备及材料18.6万元。
总装机容量8.9kW,使用功率5.5 kW。
工程运行费用每年为5.7万元,单位处理成本4.95元/m3,不计折旧费用单位处理成本为3.95元/m3。
5 运行效果
废水处理系统运行正常后,当地环境监测站对调节池和标准排污口的水质进行了采样分析,其分析结果见表3。
表3 处理废水水质监测结果
由表3可见,经废水处理系统处理后的502胶水生产废水,各项指标均达到并优于GB8978-1996《污水综合排放标准》表4中的一级标准限值。
废水中各项污染物的去除率均在90%以上。
该工程迄今已稳定运行1年,达标率100%。
且运行管理方便,出水水质稳定,对于较难处理的502胶水生产废水,处理费用为3.95元/m3,相对较低。