HC轧机辊系变形及中间辊移动量与工作辊弯辊力最佳配合(精)
六辊可逆冷轧机机架控制系统
六辊可逆冷轧机机架控制系统宋晓云【摘要】The six-high reversing cold mill housing in Laiwu Steel mainly includes pre-calibration control, bending roller control, middle roller side shifting control and rolling line’s adjustment control combined step plate with sliding wedge and so on. Actual production showed that the basic auto-control system for the whole rolling housing is very stable and reliable. It can meet the requirement of production process. The automation level is high, operating and maintaining is much convenient.% 莱钢六辊可逆冷轧机机架控制系统主要包括预压靠控制、弯辊控制、中间辊横移控制以及采用阶梯板和斜楔结合的轧制线调整控制等。
生产实践表明,控制系统运行稳定、可靠,满足了生产工艺要求,自动化程度高,操作维护方便。
【期刊名称】《山东冶金》【年(卷),期】2013(000)003【总页数】3页(P58-59,63)【关键词】可逆冷轧机;机架控制系统;弯辊控制;轧辊横移;阶梯板;斜楔【作者】宋晓云【作者单位】莱芜钢铁集团有限公司自动化部,山东莱芜271104【正文语种】中文【中图分类】TP2731 前言近年来,冷轧薄板性能好、品种多、用途广的优点使冷轧薄板生产得到迅速发展,莱钢冷轧薄板是莱钢十一五期间产品结构优化的重点工程,拥有年产40 万t 的冷轧生产线,以莱钢热轧带钢为原料。
WRS轧机工作辊横移方案及辊系变形研究_徐宁

;<= 工作辊磨损的计算方法
作为板形控制模型重要组成部分的轧辊磨损预报模型 % 至今尚无精确的理论解可利用 % 轧辊磨损的计算 基本都采用各种基于实测的经验公式 $ 近年来新的磨损计算方法不断产生 %如应用更为合理的遗传算法对参 数进行估算 % 得出更为准确的磨损预报模型X&Y$ 该算法将工作辊沿辊身均匀切成 " 片 % 根据实际的轧制参数计 算各片的磨损量 $ 在轧过第 # 块钢后 %工作辊第 $ 片的磨损量为 !
23456789:78;3 ;< ,;== ->8<7 -?>5@A=5 <;B +,- C8== :3@ ,;==6 D5<=5?78;36
!" #$%& %’(" )*%&+,-%%!" ./$+0-%& E-?>;;= ;< C5?>:38?:= F398355B839G H3>A8 I3845B687J ;< .5?>3;=;9JK C:L:36>:3 &)*’’&G M>83: N 12340-54 !+,- O8== 86 : 35P Q83@ B;==839 O8== ;< >89> ?:R:?87J <;B <=:73566 ?;37B;=S .>5 4:B8;A6 P;B3 ?;37;AB A3@5B @8<<5B537 B;==839 ?;3@878;36 P5B5 ?:=?A=:75@ :3@ :3:=JT5@ :3@ 7>5 ;R78O:= 6>8<7 6?>5@A=5 P:6 @575BO835@S .>5 B;==6 @5<=5?78;36 P5B5 68OA=:75@ :3@ :3:=JT5@ <;B 98453 ?8B?AO67:3?56S 67, 8*093 !>;7 B;==839 &B;== 6>8<7&;R78O8T:78;3&B;==6 @5<=5?78;36
hc轧机的工作原理

hc轧机的工作原理宝子们!今天咱们来唠唠HC轧机的工作原理呀。
你可以把HC轧机想象成一个超级厉害的“钢铁魔术师”。
它的核心部分就像是一个精心设计的舞台,轧辊在这个舞台上尽情地表演。
HC轧机有一个很特别的地方,就是它的中间辊可以轴向移动。
这就好比舞台上的演员可以灵活走位一样。
中间辊的这种轴向移动能力,就像是给轧机注入了一种特殊的魔力。
当中间辊移动的时候,它能够改变轧辊之间的接触应力分布。
这就像是魔术师在改变魔法阵的布局一样神奇。
比如说,在轧制薄板的时候,如果没有这种特殊的中间辊移动,可能就会出现板形不好的情况,就像一个原本应该平整的煎饼,结果坑坑洼洼的。
但是有了中间辊的轴向移动,就能够让薄板在轧制过程中受到更均匀的压力,从而变得超级平整,就像精心熨烫过的高档衬衫一样。
再来说说轧辊的工作状态。
轧辊就像是一双超级有力的大手,把钢带紧紧地握住。
在HC轧机里,轧辊的转速和它们之间的间距都是经过精心调配的。
这就像是厨师做菜时精确地掌握火候和调料的用量一样。
如果轧辊的转速太快或者太慢,钢带就会像调皮的小蛇一样,要么跑得太快控制不住,要么就慢悠悠地走不动。
而轧辊之间的间距呢,也得恰到好处。
间距太大,钢带就得不到足够的挤压,就不能变成我们想要的厚度;间距太小,又可能会把钢带压坏,就像你用力过猛捏碎了一块饼干一样。
而且呀,HC轧机在工作的时候,整个系统是协同作战的。
就像一个团结的乐队,每个成员都有自己的任务,但是又要配合得完美无瑕。
从钢带进入轧机的那一刻起,各种传感器就像是敏锐的小耳朵,在时刻监测着钢带的厚度、温度、速度等各种信息。
这些信息就像是乐队的指挥棒,指挥着轧机各个部分做出相应的调整。
如果钢带的厚度有点偏差,就像唱歌走调了一样,那么轧机就会根据传感器传来的信息,迅速调整轧辊的压力或者间距,让钢带的厚度重新回到正确的轨道上。
还有哦,HC轧机的液压系统也是一个关键的角色。
它就像是一个大力士,给轧机提供强大的动力支持。
浅析HC轧机板形控制
浅析HC轧机板形控制摘要:文章结合HC轧机的特点,分析了某钢企HC轧机生产过程中板形缺陷类型,并针对板形缺陷产生机理,总结了HC轧机板形控制的措施。
关键词:HC轧机;板形;ABB;板形控制系统一、前言随着市场竞争的日益激烈,产品质量在竞争中占的地位越来越重要。
为提高冷轧带钢质量,获得优良的带钢平直度;同时降低HC轧机浪形的废次品率,文章结合HC轧机的特点,分析了某钢企HC轧机生产过程中板形缺陷类型,并针对板形缺陷产生机理,总结了HC轧机板形控制的措施。
二、HC轧机的特点与普通四辊轧机相比,HC轧机在结构具有如下特点:辊系采用六辊结构,且工作辊径相对较小;采用了工作辊弯辊装置;采用了中间辊弯辊装置;采用了中间辊轴向移动装置。
(1)板型控制能力。
板型的控制功能主要表现在控制板型和板凸度的稳定性。
板型和板凸度的控制功能可调整中间辊轴向位移量以及扩大了液压反弯的效果两点来体现。
由于HC轧机去除了工作辊与中间辊的有害接触,使弯辊力控制板型的能力增强,这样也增大了HC轧机控制板型的能力。
板型的稳定性是指轧制压力波动时板型变化大小,一般四辊轧机轧制压力波动,带钢板型也波动,HC轧机当中间辊抽动量在最佳位置时,轧机横刚度系数大,轧制压力波动时,板型设有变化。
(2)控制带钢边部减薄的能力。
在带钢边部,由于工作辊弯曲、轧辊压扁和金属的宽展等,使边部产生减薄现象,HC轧机可以通过中间辊轴向移动减少工作辊弯曲和改变轧辊压扁状态,同时采用小工作辊径可以减少宽展,这些都可减少带钢边部减薄。
(3)增大压下量和减少轧制道次的功能。
一般来说,减小工作辊径,可以降低轧制压力和轧制力矩、增大道次压下量。
一般二辊轧机小工作辊径会使板型不易控制,故通常工作辊径为辊宽的35%~5O%。
HC轧机由于有优良的板型控制能力和良好的板型稳定性,故工作辊径可为辊宽的20%~25%,这样可增大压下量和减少轧制道次。
(4)可以使用平辊轧制。
HC轧机的轧辊全部采用平辊,这样不需要磨各种原始辊凸度,轧辊备品数量可以减少,重磨的损耗也减少,使总辊耗不增加反而还有降低(5)节能效果显著。
HC六辊可逆式轧机中间辊轴移不同步的解决
四川电大毕业设计(论文)机械设计及其自动化姓名:詹全红市级电大:四川电大直属学院专业:机械设计及其自动化年级:2011年春学号:1151001200723指导老师:付刚日期:2013年4月9日HC六辊冷轧机中间辊轴移不同步故障分析及解决方法詹全红(成都地铁有限责任公司)摘要:本文针对HC六辊冷轧机中间辊轴向移动系统中由于两个轴移缸在制造和安装过程中存在尺寸误差、轴移凸块装配的误差。
使两个轴移缸所受负载不同而影响两个轴移缸的运动速度不同,造成两个轴移凸块的不同步,从而在换中间辊时因轴承座无法正常的锁紧使换辊时间的延长这一问题,提出了在中间辊轴移液压回路中增加分流阀使两个轴移缸同步而缩短换辊时间的解决方案。
关键词:HC轧机中间辊轴移不同步分流阀一、前言HC六辊轧机是冷轧机组的本体部分,其主要作用是用于常温状态下薄带钢的轧制。
该机组采用先进的新型6辊高速轧机,不仅具有工作辊正负弯辊系统、中间辊弯辊系统以及工艺润滑分段冷却控制系统等先进的轧制板形控制能力,可获得优良的带材板形;而且采用中间辊轴向移动装置,以实现较大的压下量而不损坏带钢边部形状以避免带钢边部缺损的出现从而以满足高质量冷轧板市场的需要中间辊轴向移动装置由移动液压缸与凸块连接,凸块上的锁紧液压缸控制凸块与中间辊轴承座锁紧或打开。
中间辊轴向移动时,其凸块与中间辊一起同时移动,以保证任意位置时其弯辊力中心线与中间辊轴承中心线的一致性,有利于中间辊弯辊力的均匀性和稳定性。
从而使中间辊轴承避免承受因轴承中心线与弯辊力中心线不一致所形成的附加弯矩,以提高轴承的寿命,也有利于板形控制的稳定性。
其轴向调整装置的移动信号由同步机构控制液压比例系统以推动液压缸来实现其调整量,本液压比例系统以保证实现准确、快速调整的目的。
若需中间辊移动以及在轧制时其凸块上的锁紧液压缸应锁紧,其具体移动量应根据带材的宽度情况,对上下中间辊分别进行调整,以满足轧制带材的需要。
HC六辊冷轧机中间辊轴向移动系统中由于两个轴向移动缸在制造和安装过程中存在尺寸误差及轴移凸块装配的误差,使两个轴移缸所受负载不同造成不同步,而在液压系统中没有类似可以保证两个轴移缸速度同步的液压元件,结合现场实际和对调速阀与分流阀的工作原理的对比,选用分流阀从而在液压回路上来控制两个轴移缸速度的同步,以缩短换辊时间。
第三章轧辊调整平衡及换辊装置

第三章 轧辊调整、平衡 及换辊装置
轧辊调整、平衡及换辊装置
轧辊调整、平衡及换辊装置
轧辊调整、平衡及换辊装置
轧辊调整、平衡及换辊装置
二辊可逆粗轧机 轧辊调整、平衡及换辊装置
结构特点
二辊轧机由主传动系统、轧机机架装置、轧机压下系统、上轧辊平衡装置、 轧辊装配、轧制线高度调整装置、快速换辊系统、轧机导卫装和冷却装置、 机架辊装置等组成。轧机压下系统为两侧电动压下。压下装置设有辊缝仪(顶 帽传感器)。轧制线高度调整装置安装在机架下部,用于调整轧线标高和更换 轧辊。快速换辊装置为全液压推拉的快速换辊机构,用于轧辊的更换。
轧辊调整、平衡及换辊装置
轧辊调整、平衡及换辊装置
轧辊调整、平衡及换辊装置
轧辊调整、平衡及换辊装置
轧辊调整、平衡及换辊装置
2 对快速电动压下装置的要求是: 采用小惯量的传动系统,以便频繁而快速启动和制动; 有较高的传动效率和工作可靠性; 必须有压下螺丝回松装置。 压下螺丝的回松装置 由于初轧机、板坯机和厚板轧机的电动压下装置 压下行程大、速度快、动作频繁、而且是不带钢 压下,所以常常由于操作失误、压下量过大等原 因产生卡钢、“坐辊”或压下螺丝超限提升而发生 压下螺丝无法退回的事故。为处理堵塞事故,这 类轧机都专门设置了压下螺丝回松装置。
轧辊调整、平衡及换辊装置
采用电动压下和液压压下相结合的压下方式。 在现代的冷连轧机组中,几乎全部采用液压压下装置
轧辊调整、平衡及换辊装置
2、慢速电动压下装置主要结构形式 由于慢速电动压下的传动速比高达1500~2000,同时又要求 频繁的带钢压下,因此,这种压下装置设计比较复杂,常用的 慢速电动压下机构有以下三种形式。 一种是由电动机通过两级蜗轮蜗杆传动的减速器来带动压下 螺丝的压下装置,如图3—7所示。它是由两台电动机传动的, 两台电动机1之间是用电磁离合器3连接在一起的。当打开离合 器3之后可以进行压下螺丝的单独调整,以保证上轧辊调整水平。 这种压下装置的特点是:传速比大、结构紧凑。但传动效率低、 造价高(需消耗较多有色金属),因此,适用于结构受到限制 的板带轧机上。可是随着大型球面蜗杆设计及制造工艺技术不 断的发展与完善,这种普通的蜗轮蜗杆机构已逐步被球面蜗轮 蜗杆机构所代替。这样一来不但传动效率大大提高,而且传动 平稳、寿命长,承载能力高。
HC轧机中间辊在线横移控制策略的研究

Z H A N G Q i s h e n g .L V Me n g .WA N G Y i q u n
( 1 . Me c h a n i c a l E n g i n e e i r n g I n s t i t u t e ,Y a n s h a n U n i v e r s i t y ,Q i n h u a n g d a o H e b e i 0 6 6 0 0 4,C h i n a ;
2 .Na t i o n a l Co l d Ro l l i n g Pl a t e a n d S t r i p Eq u i p me n t s a n d P r o c e s s e s En g i n e e r i n g Te c h n o l o g y Re s e a r c h Ce n t e r ,
Re s e a r c h o n On l i n e Co nt r o l St r a t e g i e s o f H C Mi U I n t e r me d i a t e Ro l l e r Mo v e Tr a n s v e r s e l y
2 0 1 3年 5月
机床 与液压
MAC HI NE T00L & HYDRAUL I CS
Ma v 2 0 1 3 Vo 1 . 4l No . 9
第4 1 卷 第 9期
D OI :1 0 . 3 9 6 9 / j . i s s n . 1 0 0 1—3 8 8 1 . 2 0 1 3 . 0 9 . 0 1 2
台 ,对其性能进行 分析 ,可 以提供有 价值 的参 考 ,具有 理论 与实际意义。 关键词 :HC轧机 ;中间辊在线横移 ;板形控 制 ;控制策 略
精轧自动换辊最佳操作法(工程师培训)

精轧换辊最佳操作法产量是生产厂家的生命线,同样钢卷是热轧厂的生命线。
要想提高产量就得节省不必要的时间,热轧生产中每天要换工作辊2~4次。
快速安全的换辊是热轧产量的保证。
正常生产期间为了方便快速进行自动换辊。
我在工作和学习中总结了工作辊换辊的步骤,只有按步骤换辊才能保证设备的安全,同时也是最快速的换辊。
第一精轧机架换辊前准备:1.机架由工作模式切换到工作辊换辊模式。
点击画面左下方的stand mode(机架模式)按钮,这时候弹出一个子窗口,如(图示 1)所示:(图示 1)在图中子窗口的机架的一列(F1~F6)选择Roll change(换辊),点击Apply,即为换辊预选择,并选择Local Desk Release(释放本地操作台),点击Apply,此时意味着本地操作台可以工作。
点击OK,关闭窗口。
2.此时来到本地操作台,操作台上方为操作屏幕(HMI画面),操作台下部为按钮区。
按钮区主要包括以下按钮(图示2)本地机旁箱开关LOCAL ON/OFF;●解锁模式钥匙开关UNLOCK;●主传动点动开关MAIN DRIVE JOGGINGFORW ARD/REVERSE;●液压运动停止按钮HYDRAULIC MOVEMENT STOP;●本地机旁箱释放指示灯RELEASED。
(图示 2)在主操作台选择“换辊预选择”和“本地操作台释放”后,本地操作台释放指示灯会闪烁,这时候把本地操作台开关由OFF转至ON,指示灯会常亮,这也意味着本地操作台可以工作。
(图示3)3.本地机旁箱HMI换辊画面激活,可以进入换辊操作主画面。
(图示3)4.进入到精轧机架F1~F6换辊主画面后,点击F5 MODE功能按钮,进入换辊模式选择画面(图示5),选择换辊模式。
在模式选择画面中选择工作辊换辊(WR-Change)和手动模式(Manual Mode),点击ok。
(图示4)此时要求换辊小车准备就绪,小车电缆卷筒就绪,挂钩在低位。
支撑辊盖板升到高位,需操作人员确认是否真正到位,确认侧移板是否可以移动,后侧移板移动到F1位。
1700冷轧说明书
燕山大学轧机设计课程设计说明书1700冷轧压下规程设计、机架校核及有限元分析学院(系):机械工程学院班级:10轧钢3班组员:王风强黄伟彬李飞(前)李志远郑雷琨张坤指导教师:李学通刘丰孙静娜日期:2013年12月25日燕山大学轧机设计课程设计说明书1 燕山大学课程设计(论文)任务书院(系): 机械工程学院 基层教学单位:冶金机械系 小组成员 李志远 黄伟彬 王风强 李飞(前) 张坤 郑雷琨设计题目1700冷轧压下规程设计、机架校核及有限元分析 设计技术参数原料厚度:1-8mm ;产品:0.2-2.0mm ; 材质: Q235 08F 不锈钢 45#设计要求1、制定轧制规程:确定道次压下量、速度,计算轧制力和轧制力矩;2、设计机架尺寸并进行三维设计和工程图;3、有限元分析一个道次的轧制过程和机架强度校核; 工作量 1、完成工程图至少1张; 2、完成设计计算说明书1份,其中包含有限元分析报告; 3、查阅文献5篇以上。
工 作 计 划1、2013.12.2 准备参考资料;2、2013.12.2~12.12 计算;画草图;3、2013.12.12 中期检查;4、2013.12.13~2013.12.25 工程图,分析,写说明书;5、2013.12.26~2013.12.27 考核答辩;参考资料 1、徐乐江编著 《板带冷轧机板形控制与机型选择》冶金工业出版社 20102、王海文主编 《轧钢机械设计》 机械工业出版社 1986.63、曹鸿德主编《塑性变形力学基础与轧制原理》 机械工业出版社4、周纪华 管克智 著《金属塑性变形阻力》 机械工业出版社指导教师 李学通 刘丰 孙静娜 基层教学单位主任(签字)1700冷轧压下规程设计、机架校核及机架分析目录前言 (3)第1章HC轧机工作原理 (4)第2章冷轧薄板生产工艺流程及轧机特性 (5)2.1工艺流程图 (5)2.2坯料的选择 (5)2.3轧机的主要特性 (5)第3章轧制规程及相关参数确定 (6)3.1轧辊主要参数的确定 (6)3.2轧制规程的制定 (6)3.3确定各道次变形抗力 (7)3.4计算各道次带钢张力 (8)3.5各道次轧制力计算 (8)3.6计算轧制力矩 (12)第4章有限元分析某道次轧制过程 (13)4.1模拟几何建模 (13)4.2施加载荷及求解过程 (13)4.3读取结果 (14)第5章机架的设计及校核 (16)5.1机架主要结构参数的确定 (16)5.2机架强度校核 (17)5.3刚度校核 (20)第6章机架的有限元分析 (21)6.1建模过程 (21)6.2施加载荷和求解 (21)6.3读取结果 (21)6.4结论 (24)设计心得体会 (25)参考文献 (26)附表2燕山大学轧机设计课程设计说明书前言HC轧机全名为HITACHI HIGH CROWNCONT ROLMILL,即日立中心高性能轧辊凸度控制轧机。
CVC精轧机概述

CVC精轧机概述摘要:CVC轧机是在HC轧机的基础上发展起来的一种轧机,它虽然与HC轧机一样有轧辊轴向抽动装置,但其目的和板形控制的基本原理是不同的。
HC轧机是为了消除辊间的有害接触部分来提高轧缝刚度,以实现板形调整的,是刚性辊缝型。
CVC轧机则是通过轧辊轴向抽动装置来改变S形曲线形成的原始辊缝形状来实现板形控制的,是柔性辊缝型。
关键词:CVC轧机、CVC工作辊、液压弯辊缸、轴向横移缸1 CVC轧机的原理CVC时Continuously Variable Croun的英文缩写,所谓CVC轧机就是指为了满足调整热带钢板凸度和板型的需要,将工作辊加工成具有S性辊身的CVC辊,在将上下工作辊相互倒置180度,从而具有工作辊轴向移动时空载辊缝形状连续可变能力的轧机。
工作辊轴向移动可分为正向抽动和反向抽动,其中正向定义为加大辊型凸度的方向,反之定义为反向抽动。
轧辊抽动量一般为±80~±150毫米,CVC辊的辊型曲线设计在过去常采用二次曲线,目前已经开始采用高次(含三次及四次)曲线以便有利于控制更宽更薄的热带钢,其中辊型的最大直径与最小直径之差不超过1毫米,差值过大将使轴向力过大而无法应用。
CVC轧机通常采用CRA表示轧辊辊型,以数值形式体现出来,即:CRA=中间直径—边缘直径,对于CVC工作辊来讲,CRA应是一个经过换算的当量值。
CVC技术在热轧是仅用于对空载辊缝形状的调解,因此主要用于板型设定模型对辊缝形状的设定,在线控制一般只用液压弯辊进行调解,但是目前已经开始研究当热轧采用润滑油轧制时是否将CVC用于在线调节。
2 采用CVC技术的轧机具有很多显著的优点:1、具有良好的带钢平直度控制能力和稳定性,它可以通过调整工作辊的弯辊力和轴向抽动量来获得最佳辊风从而得到最理想的平直度。
2、其弯辊力在最佳辊缝情况下始终处于最小状态,大大提高了轧辊和轴承的使用寿命。
3、CVC轧机可以使用较小的工作辊直径,从而减小了轧制力,实现了大压下量轧制。
HC六辊轧机中间辊横移装置及液压系统的改进

HC六辊轧机中间辊横移装置及液压系统的改进【摘要】介绍了HC六辊轧机中间辊横移装置的结构在设计原理上进行的更改,为适应新的横移装置的结构、为了电气控制系统的简单方便及降低制造成本,液压控制系统所进行的相应改进,使得整体更加协调合理。
【关键词】HC轧机;中间辊;横移装置;液压系统1.前言为了适应钢材市场个性化服务需要的增长,市场要求钢材生产向高质量、多品种、小批量、短周期和低成本方向发展,而单机架六辊可逆式冷轧机在生产灵活性上正好符合这些要求。
六辊可逆式冷轧机中的HC轧机是目前中窄带冷轧机中控制精度高、板型控制能力灵活多样、投资见效快、在民营企业和中小企业中推广的一种冷轧机。
HC六辊单机架可逆冷轧机从1972年日本日立公司发明到国内引进消化吸收并不断的改进,在实际的建设中日益受到重视,建设比例在逐年的增加。
HC轧机中中间辊横移系统用于轧制前,根据带材宽度以设定辊形、确定中间辊的位置,轧制时确保中间辊的位置保持不变,以达到控制带材板形的目的,所以在使用中就中间辊横移装置及液压控制系统我们在不断的改进完善。
2.HC轧机原有中间辊横移装置及液压控制系统的特点现介绍HC六辊单机架可逆冷轧机组中原有中间辊横移装置(如图1)及相应液压控制系统的特点。
图1 改进前的中间辊横移装置图2 改进前的液压控制系统图中间辊横移是用液压缸3通过中间铰接耳轴与横移轨梁2进行连接,液压缸活塞杆头部通过球铰耳轴把合在轧机机架1的端面,在液压动力的作用下液压缸进行伸缩,同时带动横移轨梁、中间辊一起进行横移动作,为了精确测量中间辊的横移距离在液压缸尾部安装有内置式位移检测传感器4,在液压缸横移的同时精准的测量移动距离。
该液压缸为带内部锁紧装置的专用液压缸,在横移结束后通过独立的液压控制回路将活塞杆进行锁紧操作防止液压缸进行蹿动。
横移装置对应的液压控制系统(如图2),首先电磁铁YV-3加电换向阀动作,P口与A口连通液压缸锁紧装置打开,在此条件下液压缸可以进行横移动作。
延长HC轧机中间辊轴承使用寿命的技术改进

延长HC轧机中间辊轴承使用寿命的技术改进摘要:随着国民经济的发展和科技的进步,市场对冷轧板带的质量要求越来越高。
国内现有的169条冷轧产线和7 973万吨冷轧实际产能使市场竞争异常激烈,降低生产成本已成为企业谋求发展的重要途径。
轧辊轴承作为轧机的主要大型消耗部件之一,价格昂贵,轴承的使用寿命对轧制成本和生产效率有着重要的影响。
文章主要通过延长HC轧机中间辊轴承使用寿命技术改进。
关键词:中间辊轴;技术改进冷轧板带作为作为钢铁产品链中最为高端的一部分,广泛应用于大小家电、汽车、门业、电器(气)橱柜及冷轧延伸产品(镀锌、彩涂)等行业。
随着国民经济的发展和科技的进步,市场对冷轧板带的质量要求越来越高。
国内现有的169条冷轧产线和7 973万t冷轧实际产能使市场竞争异常激烈,降低生产成本已成为企业谋求发展的重要途径。
轧辊轴承作为轧机的主要大型消耗部件之一,价格昂贵,轴承的使用寿命对轧制成本和生产效率有着重要的影响。
轧辊轴承工况恶劣,承受负荷大,磨损严重,故障机理复杂,同时又受到随机性参量的干扰,故障诊断与监测、使用维修历来存在较大的困难,轴承烧损等事故时有发生,严重时甚至损坏轧辊造成重大损失并严重影响生产的正常秩序。
轴承的使用寿命是指轴承在主机良好的工况条件下运转至轴承滚动表面出现金属疲劳剥落时的运行时间。
轴承的失效报废主要有以下三种:①轴承元件的滚动接触表面出现严重的疲劳剥落,这是正常失效形式,与被轧钢板的的产量有关;②辊颈与轴承内环发生粘结(即轴承烧损)而报废,属非正常失效,与被轧钢板的的产量没有直接关系;③轴承内部保持架、垫圈、挡边因过渡磨损而损坏。
由于轴承烧损而停产带来的损失远大于轴承本身价值,所以提高轧辊轴承性能、改善轴承的承载环境能够有效地提高轧钢的生产效益。
因此分析研究轧辊轴承失效原因,以采取相应措施提高轧辊轴承的使用寿命、最大程度地减少轧辊轴承的消耗就显得十分重要并具有长远意义。
1 课题背景我厂冷连轧机组自投产后工作辊及中间辊轴承频频出现烧损,与之相关的轴承座、轧辊也不断被烧伤、报废,每次烧损后的轴承备件损失和轴承座修复大约3万元,如果轴承烧损严重导致轴承座直接报废的境界损失大约在8万元左右。
HC轧机

HC(High Crown) 轧机(轧辊轴向串动的圆柱辊轧机)日本日立公司于1972 年首创,现已发展成HC系列,其设计原理是利用圆柱形的中间辊或中间辊与工作辊的轴向移动进行板形控制,以得到良好板形。
HC系列轧机具有以下特点:(a) 具有良好的板凸度和板形控制能力,由于它有害接触区使轧辊弯曲的中间辊可以轴向移动,改变了工作辊和支撑辊的接触应力状态,消除了有害的接触应力,使工作辊弯曲减小,由于带材边部减薄量减少,减少了裂边和切边量,轧制成才率可提高1-2% ; (b) 可采用小直径工作辊、大压下量,减少轧制道次和连轧机机架数量;(c) 工作辊可不带原始凸度,以减少磨辊、换辊次数及备用辊的数量。
据统计,从1972 年到2000 年,共计供货359 台。
HC系列轧机主要有如下6 类:(1). HCM轧机在原四辊轧机的工作辊与支撑辊之间增加一只中间辊,中间辊可以左右轴向串动,利用工作辊的正负液压弯辊和中间辊的轴向移动来控制带钢的平直度。
常用于热轧、冷轧和平整。
(2).HCW轧机工作辊可以轴向移动的四辊轧机,利用工作辊的正负液压弯辊和工作辊的轴向移动来控制带钢的平直度。
常用于热轧厚板材。
(3). HCMW 轧机HCMW轧机工作辊和中间辊均可轴向串动,利用工作辊的正负液压弯辊和工作辊、中间辊的轴向移动来控制带钢的平直度。
常用于热轧带钢。
(4). UCM轧机HCM轧机增加中间辊弯辊装置,就成为UCM轧机。
利用工作辊、中间辊的液压弯辊和中间辊的轴向移动来控制带钢的平直度。
轧制薄板或高硬度的材料,使用小直径工作辊是有利的。
但工作辊由于直径过小而刚性降低,也会出现带钢边部减薄,难以保证板形。
因此为抑制小直径工作辊的整体弯曲,对可移动的中间辊也增设弯辊装置,这便是UC 轧机。
UC轧机根据辊径DW和辊身长度L的比值,分为三类:(a)UC-1轧机,DW/L=0.4-0.2;(a)UC-2轧机,DW/L=0.2-0.1;(a)UC-3轧机,DW/L<0.1。
六辊CVC轧机轧辊弯曲和压扁变形的有限元分析

11 有 限元模 型 的建 立 . 六辊 C VC 轧机 的中 间辊 为 C VC 辊 ,辊 形 曲
支 承 辊 轧 辊 直 径 支 承 辊 辊 身 长度 支 承 辊 辊 径 直径 中 间 辊 轧 辊 直径
六辊 C C轧机 轧辊弯 曲和压扁变形 的有 限元分析 V
杜凤 山 ,薛 涛 ,孙静娜
( 山大学 机械工程 学院,河北 秦皇岛 0 60 ) 燕 6 0 4
摘 要 :采用非线性弹塑性有限元法 ,利用大型非线性有限元软件 MS .Ma C r c建立了六辊 C C轧机轧制过程 V
三维有限元仿真模型 。模型将辊系弹性变形与轧件弹塑性变形耦合在一起,进行 统一建模与分析。运用该模型
第3 5卷 第 5期
2 1 年 9月 01
燕 山大 学 学报
J u n l f a s a i e st o r a n h n Un v ri o Y y
V 1 5 No b .3 .5 S p . 2 1 et 01
文章编号:1 0 —9 (0 50 9 —6 77 1 2 1 )0 -3 60 0 X 1
虑 中间辊 C VC辊形并考 虑辊系弹性变 形与轧件弹 塑 性 变 形 的 耦 合 ,利 用 大 型 非 线 性 有 限 元 软 件
有限元软件建立了六辊轧机的辊系变形模型, 分析
了弯 辊力 和横 移量 对辊 缝 的影 响规 律 。文献 [2 1] 借助 A YS有 限元 软件建立 了六辊 C NS VC轧机 的 辊系变 形模型 , 分析 了弯辊 力对 承载辊缝 的影响规
作者简介:・ 杜风 L (9 0) U 16 一 ,男,黑龙江双城人 ,博士 ,教授 ,博士生导师,主要研究方向为金属压力加工及过程仿真技术 ,E i mah fd【 s.eu n su @yu d .c 。
什么叫HC轧机
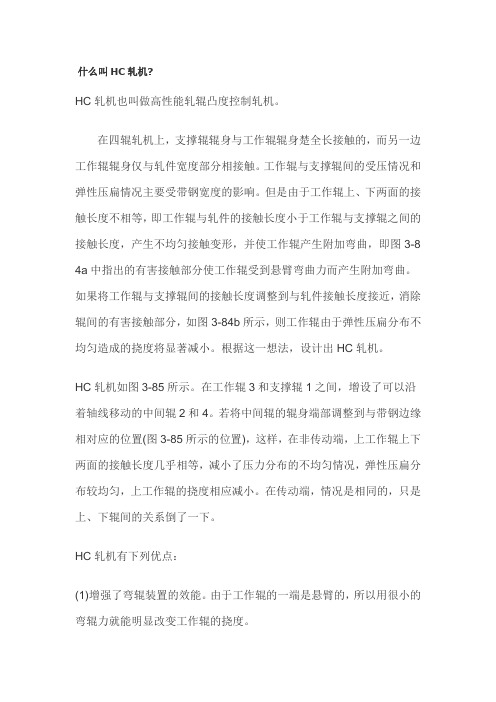
什么叫HC轧机?HC轧机也叫做高性能轧辊凸度控制轧机。
在四辊轧机上,支撑辊辊身与工作辊辊身楚全长接触的,而另一边工作辊辊身仅与轧件宽度部分相接触。
工作辊与支撑辊间的受压情况和弹性压扁情况主要受带钢宽度的影响。
但是由于工作辊上、下两面的接触长度不相等,即工作辊与轧件的接触长度小于工作辊与支撑辊之间的接触长度,产生不均匀接触变形,并使工作辊产生附加弯曲,即图3-8 4a中指出的有害接触部分使工作辊受到悬臂弯曲力而产生附加弯曲。
如果将工作辊与支撑辊间的接触长度调整到与轧件接触长度接近,消除辊间的有害接触部分,如图3-84b所示,则工作辊由于弹性压扁分布不均匀造成的挠度将显著减小。
根据这一想法,设计出HC轧机。
HC轧机如图3-85所示。
在工作辊3和支撑辊1之间,增设了可以沿着轴线移动的中间辊2和4。
若将中间辊的辊身端部调整到与带钢边缘相对应的位置(图3-85所示的位置),这样,在非传动端,上工作辊上下两面的接触长度几乎相等,减小了压力分布的不均匀情况,弹性压扁分布较均匀,上工作辊的挠度相应减小。
在传动端,情况是相同的,只是上、下辊间的关系倒了一下。
HC轧机有下列优点:(1)增强了弯辊装置的效能。
由于工作辊的一端是悬臂的,所以用很小的弯辊力就能明显改变工作辊的挠度。
(2)扩大了辊形调整的范围。
由于中间辊位置可以移动,即使工作辊原始辊形为零(即轧辊没有凸度),配合液压弯辊也可以在较大范围内调整辊形,因此可减少备用轧辊的数量。
(3)带钢板形稳定性好。
实践表明,当中间辊调整到某一位置时,轧制力波动和张力变化对板形的影响很小。
这样,可减小冷轧张力,也能控制良好的板形,并减少了板形控制的操作次数。
(4)可以显著提高带钢平直度,可以减小带钢边部变薄和裂边部分的宽度,减少切边损失。
(5)可加大压下量。
这是由于压下量不受板形限制的缘故,从而提高了轧机产量。
HC轧机也叫做高性能轧辊凸度控制轧机。
在四辊轧机上,支撑辊辊身与工作辊辊身楚全长接触的,而另一边工作辊辊身仅与轧件宽度部分相接触。
中间辊横移在HC轧机中作用

中间辊横移在HC轧机中的作用在四辊轧机中由于在工作辊与支承想的接触压扁上存在着有害接触部分,即大于轧制带材宽度的工作辊与支承辊的接触区,因此在接触区的接触应力形成一个使轧辊挠度加大的有害弯矩。
这样工作辊的挠度不仅取决于轧制力,而且也取决于轧制带钢的宽度,即接触区宽度。
当轧制带材宽度在较大范围内变化时,工作辊上由于弹性压扁不均引起的挠度变化就很大,且反弯作用要被有害弯矩抵消一部分。
为此产生了中间辊轴向移动的六辊轧机即HC轧机,靠中间辊抽动而消除了辊间的有害接触部分,从而使工作辊挠曲得以大大减轻,同时也使液压弯辊装置能更有效的发挥控制板形的作用。
这就是HC 轧机技术的中心所在。
由于采用了中间辊轴向移动机构,可根据原料尺寸、规格不同而选择不同的中间辊移动量。
中间辊轴移量是影响板形的一个重要参数,中间辊位置可以用带材边部与中间辊辊身端部的距离δ表示:δ=(L – B)/ 2式中δ——带材边部与中间辊辊身端部的距离/ mm;L ——中间辊宽度/mm;B ——带钢宽度/ mm。
下图表示了中间辊处于三种不同位置时与板形之间的关系。
b所示为理想状态(中间辊轴向移动量δ=0),这时工作辊与支承辊的有害接触部分完全被消除,因而板形最平直。
a所示为中间辊未移动到全部消除有害部分(中间辊轴向移动量δ为“+”)。
这时支承辊通过中间辊与工作辊的剩余接触部分给工作辊附加弯曲,使工作辊产生负弯曲,即工作辊中间辊缝增大、两边辊缝减少。
结果轧出中间厚、两边薄的凸形轧件。
同时因边部辊缝小,延伸量大,受到压应力作用而产生边部浪形。
c所示为中间辊移动超出了有害接触部分(中间辊轴向移动量δ为“-”)。
这时工作辊出现正弯曲现象,轧出中间薄、两边厚的凹形轧件,带材中部延伸大于边部延伸,形成中部瓢曲。
可见,依靠调整中间辊的轴向位置,可以实现轧辊凸度调节.获得板形修正的能力。
轧机传动辊配辊原则
轧机传动辊配辊原则
轧机是一种用于冷轧金属的设备,它通过传动辊与配辊的合作运动来实现金属板材的连续轧制。
传动辊与配辊之间的配合关系对于轧机的工作效率和产品质量有着重要影响。
传动辊与配辊的直径要合理搭配。
传动辊的直径通常比配辊的直径大,以确保金属板材能够顺利通过轧机。
如果传动辊与配辊的直径差距过大,会导致金属板材在轧制过程中产生扭曲或变形,影响产品的质量。
传动辊与配辊的表面要求光滑。
表面光滑的辊子可以减少与金属板材之间的摩擦阻力,提高轧制效率。
同时,表面光滑的辊子也可以减少金属板材表面的划伤和瑕疵,保证产品的质量。
传动辊与配辊的间隙要适当调整。
间隙过大会导致金属板材在轧制过程中出现滑移,影响产品的尺寸精度;间隙过小则会增加轧机的功耗,并且容易损坏辊子。
因此,要根据轧机的具体情况和轧制要求来调整传动辊与配辊的间隙,以保证轧机的正常运行和产品的质量。
传动辊与配辊之间的传动方式也需要合理选择。
常见的传动方式包括链条传动、齿轮传动和带传动等。
不同的传动方式具有不同的特点,可以根据轧机的工作条件和要求来选择最合适的传动方式。
轧机传动辊配辊的原则是通过合理搭配直径、保持表面光滑、调整
间隙和选择合适的传动方式来实现金属板材的连续轧制。
这些原则的正确应用可以提高轧机的工作效率和产品质量,为金属加工行业做出贡献。
WRS轧机工作辊横移方案及辊系变形研究

410安徽工业大学学报"#$%年文章编号1671-7872200604-0410-03WRS轧机工作辊横移方案及辊系变形研究徐宁!刘红艳!徐致让!安徽工业大学机械工程学院安徽马鞍山243002"摘要WRS轧机是一种板形调控能力较强的新型轧机0分析计算了不同工况下工作辊的磨损曲线并确定了最佳横移方案9同时对给定工况下的辊系变形进行了仿真计算0关键词"热轧;工作辊横移;最佳化;辊系变形中图分类号"TG333.7文献标识码BInvestigation of RoII Shift ScheduIe for WRS MiII and RoIIs DefIectionsXU Ning9LIU Hong-yan9XU Zhi-rang(SchooI of MechanicaI Engineering,Anhui University of TechnoIogy,Ma'anshan243002,China) Abstract WRS miII is a new kind roIIing miII of high capacity for fIatness controI.The various worn contour under different roIIing conditions were caIcuIated and anaIyzed and the optimaI shift scheduIe was determined. The roIIs defIections were simuIated and anaIyzed for given circumstances.Key words hot roIIing;roII shift;optimization;roIIs defIections引言WRS(Work RoII Shifting MiII)轧机是基于HCW技术的另一种派生轧机机型0它通过改变工作辊轴向横移量和调整弯辊力9可以有效地控制带钢断面形状和平直度9具有良好的板形控制特性0该技术是近年来国内外用于板形调控的先进技术之一9采用这一技术在提高板带产品的板形质量上取得了明显的效果0 WRS轧机辊系由固定在机架窗口内的上下支承辊及工作辊组成9工作辊的辊身长度大于支承辊的辊身长度0为了增强轧机的板形调控能力9工作辊通过安装在其轴承座端部及机架之间的液压缸使上下工作辊以相反方向沿轴向窜动的同时9在工作辊辊颈上施加较大的液压弯辊力01横移方案1.1确定原则工作辊横移采用周期横移方法0即每次反向横移量为!!9当移至最大值!时改变横移方向0其确定原则是使工作辊辊面沿辊身方向的磨损趋于平滑0在给定的轧制工况下9以不同的值计算在轧制过程中工作辊的磨损量9从中搜寻接触区最平滑的磨损曲线9该磨损曲线所对应的横移方案即为最佳的横移方案01.2工作辊磨损的计算方法作为板形控制模型重要组成部分的轧辊磨损预报模型9至今尚无精确的理论解可利用9轧辊磨损的计算基本都采用各种基于实测的经验公式0近年来新的磨损计算方法不断产生9如应用更为合理的遗传算法对参数进行估算9得出更为准确的磨损预报模型[2]0该算法将工作辊沿辊身均匀切成"片9根据实际的轧制参数计算各片的磨损量0在轧过第#块钢后9工作辊第$片的磨损量为收稿日期2006-02-21基金项目安徽省教育厅资助项目!2002kj037"#作者简介徐宁!1981-",男$沈阳市人$安徽工业大学机械工程学院硕士研究生#第4期W ij =k O z p k l l s D w(1+k 2f j )(1)在给定的轧制规程下a 每卷钢磨损的基本影响因素即轧制长度 z a 单位轧制力p 及接触区弧长l s 是可以1.横移!S =O;2.!S =1O mm;3.!S =2O mm 图!不同横移方案下的磨损曲线计算的a D w 为工作辊直径O 式(1)中的系数k O 根据机组不同架次的实测磨损值确定O 各卷的磨损量累加就是总的磨损量O 对于常规轧制即!S =O 时根据现场给定轧制工况计算得出的磨损曲线见图1曲线1O工作辊横移后a 必须根据每次的横移量及总的横移量确定实际的接触单元a 并计算其磨损量a 累加后得出相应方案下的磨损曲线9图1曲线2,3示出a 为每轧制一卷带钢工作辊横移1O,2O mm 的磨损曲线O 磨损计算框图如图2所示O!"#最佳横移方案计算方法最佳横移方案即在工作辊轧制区选出最平滑的磨损曲线所对应的横移方案O 应用相似接近度为评价指标[3]a 计算每条磨损曲线在轧制区段内与理想解的相似接近度a 就可以得到最平直的磨损曲线即选出最佳横移方案O理想解是在磨损曲线的中间区域构造一条直线或高次拟合一条平滑曲线a 得到相应的方程式a 并按照切片法分割单元的方式在理想曲线上取得理想解1F *(x )=(f *1(x ),f *2(x ) f *m (x ))(2)输入k 组非劣解即模拟计算得各单元磨损量值1F i =[f i 1(x i ),f i 2(x i ), f im (x i )]i =1 k (3)取正态分布将非劣解模糊化O 因为海明距离和贴近度共同决定曲线的位置接近程度a 所以构造位置接近度及形状相似度9再将位置接近度和形状相似度合并为一个指标1相似接近度T rT r =12(T r 1+T r 2)(4)若T r !=maX{T l ,T 2, ,T k }(5)则称F r !与F *最相似接近a F r !为C 优性$解a 从而确定最佳横移方案O 计算框图如图3O!"$横移方案的确定根据某热轧带钢厂某一批次共131卷带钢产品实际工艺数据及轧制规程用以上方法计算确定横移方案O 辊系尺寸1工作辊!=7OO mm !l662mm a 无限冷硬铸铁9支撑辊!=l3OO mm !l429mm a 合金锻钢O 最大横移量S maX "1OOmm O 在每轧一卷!S "1O mm 及!S "2O mm 下磨损计算结果如图1曲线2,3O计算相似接近度结果为!S "1O mm 时,T r =1O 所以确定这一周期横移量为最佳横移方案并以此磨损曲线作为仿真计算的初始条件O 图#最佳横移方案计算框图徐宁等1WRS 轧机工作辊横移方案及辊系变形研究411安徽工业大学学报"#$%年2典型工况仿真计算2.1计算辊系变形的影响函数法影响函数方法是一种离散化的方法[4]0它的基本思想是9将轧辊离散成若干单元9先确定对各单元施加单位力时在辊身各点引起的变形9然后将全部载荷作用时在各单元引起的变形叠加9就得出各单元的变形值0由于采用了离散化的方法9所以对轧制压力\辊间接触压力以及轧辊凸度等无需作出假定9可以很灵活地处理各类复杂问题0应用材料力学的能量法可以求出轧辊的变形矩阵[!]9如轧辊上各单元作用力为H P }9各单元的变形为H Y }9K 为刚性位移9则有}i =n j =1!g ij p j +Ki =1 n或H Y }=[G ] H P }+K6 实际解出轧辊的弯曲变形9必须考虑工作辊支撑辊受力/变形满足补充方程所表示的条件(1)对辊面任一单元i 工作辊/支撑辊辊面垂直位置为f wi 及f bi ,则单元的弹性压扁!i 为!i =f wi -f bi7 (2)力的平衡条件 设轧制力与弯辊力分别为p i 及 9则辊面的接触压力g i 为@=n i =1!g i =n i =1!p i +28(3)轧辊辊面的弹性压扁与接触压力由FO!ppeI 公式确定0实际计算采用迭代法求解9必须选择合适的收敛条件及超松弛迭代因子9以得出辊系变形的收敛解02.2仿真计算结果及分析轧制工况 板宽950mm 9单位宽度轧制力8kN/mm 9弯辊力600kN 9工作辊最大磨损量为0.43mm 9如图1曲线1,29采用100mm 的锥端支撑辊0横移量S "90mm 及无横移0计算结果如图4950由图4可以看出9无横移时9辊系变形是对称的9横移8"90mm 时工作辊的变形不再对称9左侧的变形增大9右侧的变形减小9而支撑辊轴线的挠曲没有变化9沿轧辊中心对称分布0辊间压力如图59无横移时工作辊与支撑辊辊间接触压力对称分布9由于弯辊力的作用以及工作辊的磨损9中间压力小于边部0S "90mm 时9辊间压力变为不对称9与无横移相比9辊间压力不均匀度有所减小0这对减少辊面剥落9延长轧辊的使用寿命是有利的0无横移情况下轧后板凸度C 40"50!m 9总横移量S "90mm 情况下轧后板凸度C 40"45!m 9横移后轧件平直度略有改善03结论WR8轧机可以在一定程度上减小工作辊磨损对板形的不利影响0工作辊横移使磨损曲线趋于平滑9以提高板形质量并为自由轧制创造条件0文中提出用相似接近度为评价指标确定在给定轧制规程下的最佳横移方案0根据辊系变形仿真计算结果9轧件截面形状更为平整9板形有所改善019395.S =0mm 的辊缝曲线\支撑辊轴线与工作辊轴线929496.S =90mm 辊缝曲线\支撑辊轴线与工作辊轴线图4辊系变形图图5辊间压力曲线参考文献![1]金兹伯格V B.高精度板带材轧制理论与实践[M].北京:冶金工业出版社,2000.[2]何安瑞,张清东,徐金梧,等.热轧工作辊磨损模型的遗传算法[J].钢铁,2000,35 2 56#59.[3]吕大刚,王力,张鹏,王光远.模糊多属性决策的相似接近度解法[J].控制与决策,2004,19 11 1282$1285.[4]邹家祥.轧钢机现代设计理论[M].北京:冶金工业出版社91991.412。