工艺流程图和主要设备表
生产车间工艺流程表格

生产车间工艺流程表格英文回答:In the production workshop, the process flow is crucial for ensuring smooth and efficient operations. It outlines the sequence of steps involved in manufacturing a product, from raw materials to the finished product. Let me walk you through the process flow in our production workshop.Firstly, the raw materials are received and inspected for quality. This step is essential to ensure that only the best materials are used in the production process. For example, in our workshop, we receive steel sheets for manufacturing metal components. The sheets are checked for any defects or damages before they are moved to the next step.Next, the raw materials are prepared for production. This may involve cutting, shaping, or forming the materials to the required specifications. For instance, in the caseof the steel sheets, they are cut into smaller pieces using laser cutting machines. This step requires precision and accuracy to ensure the components are made to the correct size and shape.After the materials are prepared, they are moved to the assembly line for the actual production process. This is where the components are assembled together to create the final product. Each worker on the assembly line has a specific task or role to perform. For example, one worker may be responsible for attaching the metal components together using welding techniques, while another worker may be in charge of quality control, inspecting the finished product for any defects.Once the product is assembled, it undergoes a series of tests and inspections to ensure its quality and functionality. This may include performance tests, durability tests, and safety tests. For instance, if we are manufacturing electronic devices, we would test each unit to ensure that it functions properly and meets the required standards.Finally, the finished products are packaged andprepared for shipment. This involves carefully packagingthe products to protect them during transportation. For example, if we are shipping fragile items, we would use bubble wrap or foam padding to prevent any damage during transit.中文回答:在生产车间中,工艺流程对于确保生产的顺利和高效至关重要。
主要施工机械设备

主要施工机械设备根据工程需要,现场垂直交通运输拟设塔吊1台、外挂电梯1部来满足不同施工阶段的货物和人员交通需要。
基础和主体阶段施工时设砼输送泵1台,钢筋、木工加工机械1套。
对焊机、电焊机、切割机等若干。
※一、主要施工机械设备表:※二、主要计量器具配备计划:根据我公司编制发布了计量确认体系管理手册和程序文件,确定了计量方针:“以优良的计量管理,使工程满足用户的需要”。
为了使计量管理工作在施工中有效运行。
根据本工程结构形式和特点制定计量工艺流程图,按计量工艺流程图配备计量器具,配备率达到100%。
主要计量器具配备表如下:施工进度施工工期保证措施施工进度计划能否按时完成,存在很多制约因素和条件,作为总承包方我们对一些客观制约因素进行了预见性的客观分析,并在施工过程中提前落实解决。
根据我们编制的施工进度计划特地编制了关于图纸、设备、材料等的确定、订货、加工进场时间表,其中有些设备及材料半成品,都有一定的加工周期,保证这些时间要求,是确保施工进度计划按期完成的重要条件。
※一、施工组织保证措施:㈠为保证计划完成我们将选派曾担任类似工程的项目经理担任该工程的项目经理。
该同志有丰富的现场施工组织管理经验,同时选派经验丰富、精力充沛、能吃住在施工现场的人员任项目副经理、项目工程师。
㈡为了充分利用施工空间和时间,应用流水段均衡流水施工工艺,合理安排工序,在绝对保证质量、安全的前提下,充分利用施工空间,科学组织施工形成立体交叉作业。
㈢提早选定各专业分包并对其实施严格的管理控制。
各专业分包进场前必须根据项目经理部总进度计划编制专业施工进度计划,各分包单位必须参加项目经理部定期或不定期召开的生产例会,把每天存在的问题以及需要协调的问题落实解决。
如因专业分包延误影响总进度关键日期,则要求其编制追赶计划并实施。
必要时24小时连续作业。
㈣严格工序施工质量,确保一次验收合格,杜绝返工,以一次成优的良好施工质量,获取工期的缩短。
㈤建筑施工综合性强,牵涉面广、社会经济联系复杂,可能有难以预见的因素而拖延工期,因此为保证施工工期,制订详细的施工计划,协调好各个施工工序的穿插,当然这些工作也需要业主的密切配合和支持。
化工工艺流程图

化工工艺流程图的绘制技巧
• 使用统一的图形符号和文字说明,保持一致性 • 保持图面的简洁和清晰,避免信息过多和过于复杂 • 注意图形、符号和文字的比例和布局,便于阅读和理解
化工工艺流程图的标注与说明
化工工艺流程图的标注
• 对设备、仪表和管线进行标注,注明名称、型号和规格 • 对物料流动和能量传递进行标注,注明流向和参数 • 对控制、调节和联锁进行标注,注明作用和方式
化工工艺流程图的优化方法与技巧
化工工艺流程图的优化方法
• 改进设备、仪表和管线的布局,提高生产效率 • 调整物料流动和能量传递路径,降低能耗和成本 • 优化控制与调节方式,提高生产过程的可控性和稳定性
化工工艺流程图的优化技巧
• 结合实际生产情况和需求,进行分析和比较 • 注意优化过程中的安全性和环保性,遵守相关法规和标准 • 持续关注和跟踪优化效果,不断调整和优化工艺流程图
化工工艺流程图在化工生产中的意义
• 提高生产过程的可控性,降低生产成本 • 保障生产过程的安全性和稳定性,减少事故风险 • 有助于技术传承和交流,推动化工行业的发展
化02工工艺流程图的绘制方
法与技巧
化工工艺流程图的绘制工具与软件
化工工艺流程图的绘制工具
• 手绘工具:铅笔、绘图仪、丁字尺等 • 计算机绘图软件:AutoCAD、SketchUp、Revit等
CREATE TOGETHER
DOCS
DOCS SMART CREATE
化工工艺流程图详解
化01工工艺流程图的基本概
念与重要性
化工工艺流程图的定义与作用
化工工艺流程图是一种图形化表示化工生产过程中 各设备、仪表和管线连接关系的图表
• 通过图形、符号和文字说明,清晰地 展示化工生产流程的每一个环节 • 帮助工程师和技术人员理解和分析生 产过程,指导实际生产操作 • 有助于提高生产效率、降低生产成本 和保障生产安全
(完整版)工艺流程图
工艺流程图中管线的表示方法
管线材料等级:
A1B
压力等级 排序号 材质代号
1.压力等级 A 代表10K或150# C 代表450# E 代表900#
B 代表300# D 代表600# F 代表1500#
工艺流程图中管线的表示方法
2.材质代号
S——一般碳钢(材料代号SGP) A——优质碳钢(材料代号STPG)B——低合金钢(材
2523
按规定加长图纸的
幅面。幅面的尺寸
2102
由基本幅面的短边
1982 1682
成整数倍增加后得
1471
出。图中虚线为加
1261
长后的图纸幅面。
1051 841 A45
A44 630
A43 420
A3 210
A4
A1
A0
A2 A33 A34
0 297 594 891 1189 1486 1783 2080 2378
1.2 比例(GB/T 14690-1993)
图样的比例是指图形要素的线性尺寸 与实物相应要素的线性尺寸之比。
图样比例分为原值比例、放大比例、缩 小比例三种。
:不论采用何种比例绘图, 尺寸数值均按原值注出。
1:2
1:1
2:1
1.3 字体(GB/T 14691-1993)
一般规定
图样中的字体书写必须做到:字体工整 、笔画清除、间隔均匀、排列整齐。
注意:
绘制图样时,优先采用表中规定的图纸 幅面尺寸(A)。
1.1.2 图框格式
在图纸上必须用粗实线画出图框,其格 式分为留装订边和不留装订边两种。同一 产品的图样只能采用一种图框格式。
工艺流程设计-流程图

管道尺寸 壁厚 管道材料代号
管道尺寸一般 标注公称直径, 以mm为单位, 注数字,不注 单位
管段序号采用两 位数字,从01开 始,至99为止, 相同类别的物料 在同一主项内以 流向先后为序, 顺序编号
工段号按工程规 定填写,采用两 位数字,从01开 始,至99为止
隔热或隔音的功能 管路的使用温度范围
安装位置
就地仪表
管道中的就 地安装仪表 集中仪表盘 面安装仪表
常用仪表安装位置图例
图例
安装位置
就地仪表盘 面安装仪表
集中仪表盘 后安装仪表
就地仪表盘 后安装仪表
图例
2022/4/25
(五)管道仪表流程图
管道仪表流程图的标注
1.设备的标注
所有机械和设备均要标注设备位号和名称,且不能重复。
两处:①设备内或设备旁,用粗实线画一水平位号线,上 方标注设备位号,但不标注设备名称。
2022/4/25
(五)管道仪表流程图
(2)管道号的组成 ①物料代号。 ②管道编号。该管道所在工序(主项)的工程工序(主项)编 号和管道顺序号。 ③管道的公称直径。 ④管道等级。 ⑤管道隔热、保温、防火和隔音代号。
2022/4/25
(五)管道仪表流程图
管段序号 工段号
物料代号
VE 04 01——32 x 3.5 B
2022/4/25
(a)管道相连
(b)管道交叉
(二)工艺流程图的阅读
进
出
表示管道与其他图纸有关,一般在图的左方或右方,在空心 箭头内注明与其相关图纸的图号或序号,在其上方注明来或 去的设备位号或管道号或仪表位号。
2022/4/25
(二)工艺流程图的阅读
• 2.4 工艺流程图中阀门、管件图例
无机材料工厂工艺设计(1)
第3章 无机材料工厂工艺设计
§3.3、生产方法的选择和工艺流程设计
二、工艺流程设计
2、工艺流程选择的原则
3)生产过程的机械化与自动化:是现代工厂发展的方向。选择流程时应 从工厂规模、当时当地实际情况出发,尽可能提高机械化程度,降低劳 动强度。如有条件,还应考虑自动化,暂无条件时也应充分考虑到今后 技术改进和发展的可能性。 4)技术经济分析:选择工艺流程时,必须进行技术经济分析,使建厂后 各项技术经济指标经济合理。此外,还应注意到生产调节的灵活性。 5)不同方案的分析对比:工艺流程最后确定,需要经过不同方案的分析 对比,使选用的流程可靠、适用、先进、合理。
l、要满足产品性能的要求。 2、技术指标先进合理。 3、新开发项目必须具备工业 化生产条件。 4、尽量采用连续化生产。 5、必须重视生产安全与环保 问题。
第3章 无机材料工厂工艺设计
§3.3、生产方法的选择和工艺流程设计
二、工艺流程设计 1、工艺流程设计的任务
(l)确定生产过程中各个生产环节的具体内容,过程需要的单元操作的组合 方式。 (2)绘制工艺流程图。
《水泥工厂设计规范》
1、节约用地,少占农田 2、考虑工厂的发展 3、符合生产工艺要求,使生产线通顺、连续和短捷 4、考虑生产安全和卫生 5、因地制宜,结合厂址、地质、水文气象等条件进行总图布置 6、满足厂内外交通运输要求,避免人流和货运路线交叉 7、满足地上、地下管线铺设的要求 8、尽可能使厂区建筑物及其他设施与厂区外环境协调,达到一定的艺术 效果。
烘 干 铁 粉
方块流程图
煤粉
烧 成 生料磨 称 量 烘 干 粘 土 破 碎 石灰石 水泥生产工艺流程图 混合材 熟 料 称 量 水泥磨 成 品 石 膏
第3章 无机材料工厂工艺设计
化工工艺流程图68张课件

E204
VN1E204
VI2E204 VI1E204
氮气 出装置
至D104 出装置
去C401 去C401底
C203
TI 2060
P203
A202
TI 2046
E203
FIC 2010
循环冷水
VN1E203
设计 绘图
DR1010
VI3E203 VI1E203 VI2E203
不合格油线 重石脑油 短循环
AI AIC AIA AIS AR ARC ARA ARS AC ACT
密度
DI DIC DIA DIS DR DRC DRA DRS DC DCT
粘度
VI VIC VIA VIS VR VRC VRA VRS VC VCT
流量检测仪表和检出元件的图形符号(摘自HGJ 7-87)
序号 名称
图形符号 备注 序号 名称
符号包括图形符号和字母代号,它们组合 起来表示工业仪表所处理的被测变量和功能, 或表示仪表、设备、元件、管线的名称。
图形符号 字母代号 仪表位号
TIC 2004
FIC 2009
C202
去E401
TI 2039
VI1C203
FI 2025
TI 2040
LIC 2004
E202
FR P208
FIC 2008
工艺气体 工艺液体 工艺水 冷冻剂 原料油 原水 蒸汽冷凝水 泥浆 密封油 软水 伴热蒸汽 真空排放气 放空气
原料换热部分
平衡线接分馏塔C-102蒸发段
VI3D3101
原料油进装置 VI1D3101
D-3101 原料油缓冲罐
减渣南蒸馏来 VI1D3101 开工柴油来 VI7D3101 开工蜡油来 VI6D3101
工艺流程图图标、符号、图示、标志及含义画法
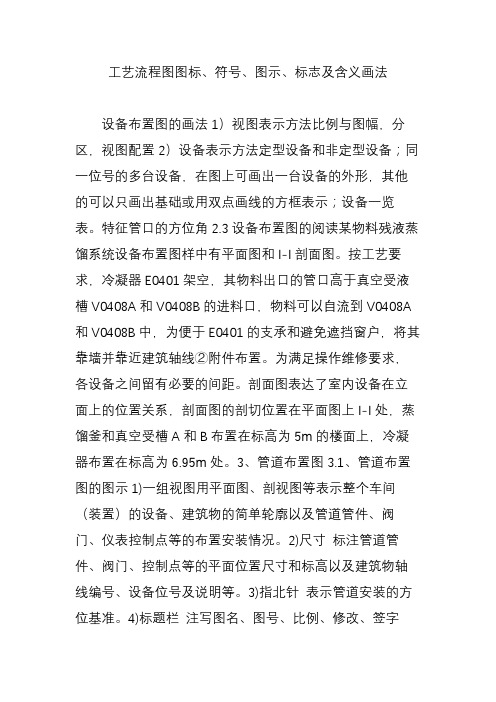
工艺流程图图标、符号、图示、标志及含义画法设备布置图的画法1)视图表示方法比例与图幅,分区,视图配置2)设备表示方法定型设备和非定型设备;同一位号的多台设备,在图上可画出一台设备的外形,其他的可以只画出基础或用双点画线的方框表示;设备一览表。
特征管口的方位角2.3设备布置图的阅读某物料残液蒸馏系统设备布置图样中有平面图和I-I剖面图。
按工艺要求,冷凝器E0401架空,其物料出口的管口高于真空受液槽V0408A和V0408B的进料口,物料可以自流到V0408A 和V0408B中,为便于E0401的支承和避免遮挡窗户,将其靠墙并靠近建筑轴线②附件布置。
为满足操作维修要求,各设备之间留有必要的间距。
剖面图表达了室内设备在立面上的位置关系,剖面图的剖切位置在平面图上I-I处,蒸馏釜和真空受槽A和B布置在标高为5m的楼面上,冷凝器布置在标高为6.95m处。
3、管道布置图3.1、管道布置图的图示1)一组视图用平面图、剖视图等表示整个车间(装置)的设备、建筑物的简单轮廓以及管道管件、阀门、仪表控制点等的布置安装情况。
2)尺寸标注管道管件、阀门、控制点等的平面位置尺寸和标高以及建筑物轴线编号、设备位号及说明等。
3)指北针表示管道安装的方位基准。
4)标题栏注写图名、图号、比例、修改、签字等。
5)管口表在图纸右上角,列出与所有设备管口有关内容的管口表。
3.2、管道的图示方法1)管道视图的配置与画法管道视图的配置2)管道视图的画法a.设备的画法b.管道的画法管道的画法替换高清大图管道的连接画法管道用三通的表示法各种管道的画法c.管道附件的画法示例:根据图(a)所示管道(装有阀门)轴测图画出其平面图和立面图。
分析:该段管道有两部分,主管道的走向为自下向上一向后一向左一向上一向后;支管向左。
管道上有四个截止阀,上部两个阀的手轮朝上(阀门与管道为法兰连接),中间一个阀的手轮朝右(阀门与管道为螺纹连接),下部一个阀的手轮朝前(阀门与管道为法兰连接)。
轧钢厂工艺流程简介及主要设备设施
轧钢厂工艺流程简介及主要设备设施轧钢厂原料为炼钢厂生产的热铸坯及炼铁过程中产生的高炉煤气;产品主要为带钢。
轧钢厂轧一车间为720轧钢生产线,轧二、轧三车间为650轧钢生产线,轧四车间为550轧钢生产线,轧五车间为800中宽带生产线。
2.4.4.1轧一车间至轧四车间工艺流程车间采用连铸坯热送热装工艺。
炼钢车间连铸机生产的热连铸坯由辊道直接送到加热炉前,由液压推钢机推入加热炉内加热,热坯入炉温度为500~700℃。
钢坯在加热炉内按不同钢种的加热工艺加热到约1250℃后,推钢机将加热好的热钢坯从加热炉端部推出加热炉。
出炉的钢坯由出炉辊道送往高压水除鳞装置除去钢坯表面的氧化铁皮。
除鳞水压力最高为18MPa。
架前辊道将钢坯送至三辊粗轧机,随后由中间运输辊道将轧件继续送入后部的轧机组,经过E1立轧、R1平轧、R2平轧、E2立轧、JP1~JP66道次。
中间坯厚度为22~30mm。
切头后中间坯进入精轧前高压除鳞除去氧化铁皮。
轧件在精轧机组经过10个道次轧制,轧制成要求的成品厚度,精轧机出口最大轧制速度为12m/s。
精轧机组各机架间设有低惯量活套装置,使带钢进行恒定的微张力轧制,保证带钢的尺寸精度。
粗轧机组与精轧机组采用微张力控制轧制。
轧制过程中,轧件表面脱落的氧化铁皮落入轧线下的铁皮沟内,被水力冲至车间外的层流池内。
沉淀后,铁皮用抓斗吊车定期清理。
由精轧机组出来的带钢经扭转导向装置扭转成直立状态,经由带有夹送辊的分岔装置将带钢分送两个振荡器及链板运输机上成蛇形盘立,进行运输及冷却,当带钢被运送到链板运输机端头时,带钢头部被夹送辊夹住送料,五辊张力矫直机进立式卷取机。
卷取时首先由卷取机助卷辊将带钢抱紧卷取,卷取3~5圈后,助卷辊打开,卷取机加速,五辊张力矫直机投入工作建立张力直到卷取结束。
卷取结束时喷水冷却钢卷使尾端定形。
成形的钢卷由升降托板托到卷取机平台上,由拨卷装置拨至钢卷运输辊道上,经紧卷辊道卷实后带卷由运输辊道输送,并由人工捆扎,然后由推卷机送到链式运输机上,在链式运输机尾端滑落至翻卷机处,由翻卷机送入收集小车收集。
工艺流程图(方案流程图和施工流程图)、设备布置图和管路布置图
工艺流程图(方案流程图和施工流程图)、设备布置图和管路布置图化工工艺图(工艺安装和指导生产的重要技术文件) 工艺流程图(方案流程图和施工流程图)、设备布置图和管路布置图一、方案流程图1方案流程图(流程示意图或流程简图)初步设计阶段示意性的展开图,并加有必要的标注与说明设备的画法:用细实线画出设备的大致轮廓或示意图,一般不按比例,但应保持它们的相对大小。
各设备之间的高低位置及设备上重要接管口的位置,应大致符合情况。
?在方案流程图中,同样的设备可只画一套;备用设备可以省略不画。
2工艺流程图的画法用粗实线画出主要物料的工艺流程线,用箭头标明物料流向,并在流程线的起始和终了位置注明物料的名称、来源或去向。
如遇流程线之间、或流程线与设备之间发生交错或重叠,而实际并不相连时,应将其中一条断开或曲折绕过,以使各设备间流程线的表达清晰明了、排列整齐。
?在方案流程图中,一般只画出主要工艺流程线,其它辅助流程线不必一一画出。
3位号与名称注写在流程图的上方或下方和靠近设备图形的显著位置列出设备的位号及名称。
或可将设备依次编号,并在图纸空白处按编号顺序集中列出设备名称。
但对于流程简单、设备较少的方案流程图也可以不编号,而将名称直接注写在设备的图形上。
(为了给工艺方案的讨论和施工流程图的设计提供更为详细具体的资料,还常将工艺工艺流程图中关于流量、温度、压力、液面以及成分分析等测量控制点画在方案流程图上,这种图与施工流程图比较接近。
方案流程图的图幅一般不做规定。
图框和标题栏亦可省略。
)二、施工流程图1、(工艺管道及仪表流程图或带控制点管道安装流程图)。
这种流程图应画出所有的生产设备和全部管道。
它是设备布置图和管道布置图的设计依据,并为施工安装、生产操作提供参考。
施工流程图的表达一般应包括以下几项内容:带设备位号、名称和接管口的各种设备示意图。
带管道号、规格和阀门等管件以及仪表控制点(测温、测压、测流量、分析点等)的各种管道流程线。
工艺流程图(方案流程图和施工流程图)、设备布置图和管路布置图
化工工艺图(工艺安装和指导生产的重要技术文件)工艺流程图(方案流程图和施工流程图)、设备布置图和管路布置图一、方案流程图1方案流程图(流程示意图或流程简图)初步设计阶段示意性的展开图,并加有必要的标注与说明①设备的画法:用细实线画出设备的大致轮廓或示意图,一般不按比例,但应保持它们的相对大小。
②各设备之间的高低位置及设备上重要接管口的位置,应大致符合情况。
③在方案流程图中,同样的设备可只画一套;备用设备可以省略不画。
2工艺流程图的画法①用粗实线画出主要物料的工艺流程线,用箭头标明物料流向,并在流程线的起始和终了位置注明物料的名称、来源或去向。
②如遇流程线之间、或流程线与设备之间发生交错或重叠,而实际并不相连时,应将其中一条断开或曲折绕过,以使各设备间流程线的表达清晰明了、排列整齐。
③在方案流程图中,一般只画出主要工艺流程线,其它辅助流程线不必一一画出。
3位号与名称注写在流程图的上方或下方和靠近设备图形的显著位置列出设备的位号及名称。
或可将设备依次编号,并在图纸空白处按编号顺序集中列出设备名称。
但对于流程简单、设备较少的方案流程图也可以不编号,而将名称直接注写在设备的图形上。
(为了给工艺方案的讨论和施工流程图的设计提供更为详细具体的资料,还常将工艺工艺流程图中关于流量、温度、压力、液面以及成分分析等测量控制点画在方案流程图上,这种图与施工流程图比较接近。
方案流程图的图幅一般不做规定。
图框和标题栏亦可省略。
)二、施工流程图1、(工艺管道及仪表流程图或带控制点管道安装流程图)。
这种流程图应画出所有的生产设备和全部管道。
它是设备布置图和管道布置图的设计依据,并为施工安装、生产操作提供参考。
施工流程图的表达一般应包括以下几项内容:①带设备位号、名称和接管口的各种设备示意图。
②带管道号、规格和阀门等管件以及仪表控制点(测温、测压、测流量、分析点等)的各种管道流程线。
③对阀门等管件和仪表控制点图例符号的说明。
日落黄
食品添加剂日落黄生产工艺规程(60规格)编制人:审核人:批准人:批准日期:生效日期:食品添加剂日落黄生产工艺规程目录一产品概况二产品性质和用途三产品化学方程式四产品标准五主要原料规格六工艺流程图七操作规程八设备流程图九主要设备一览表十安全生产十一产品消耗一产品概况(参看食品添加剂合成色素基本信息汇编)1产品名称:食用日落黄染料索引号;CI 159852结构式:HONaO3S N=NSO3Na3分子式:C H N O S Na16 10 2 7 2 24分子量:452.37二产品性质和用途橙红色粉末,溶于水,微溶于乙醇,不溶于油脂。
耐光,耐热较好用于食品、医药、化妆品着色。
三、产品化学反应方程式NH2 N=N+ 2HCI + NaNO2 + 2NaCI +2H O23 SO Na SO3N=N HO HO+ 3NaO SN=NSO33SO NaSO Na3四产品标准GB6227.1-2010五主要原料规格:(见食品添加剂合成色素原材料使用标准汇编)六工艺流程图:(见附录一)七操作规程1.日落黄配料表分子量 M 分子数 Kmol 原料名称100%用量 Kg 577.5 对氨基苯磺酸钠 231 18 2.5水 2500±300195 盐酸 36.5 18 5.3水 600亚硝酸钠 水 69 2.52 174 18 400薛佛氏钠盐 水 246 18 2.48 610 5000±500 约 330纯碱1062操作规程1)重氮化:于清洁的重氮化反应罐内,加入定量的水,开动搅拌,加入定量的对 氨基苯磺酸钠,搅拌至物料完全溶解。
(检查是否完全溶解)加入定量的盐酸,搅拌,降温至工艺要求的温度。
将定量的 100%亚硝酸钠配成 30~33%的液体亚硝酸钠;于工艺要求的 温度在一定时间内,于液面下均匀加入;用淀粉碘化钾试纸和刚果红试纸 不断测试,应一直保持蓝色至反应完成。
保温反应 1~2小时,重氮化反应完成。
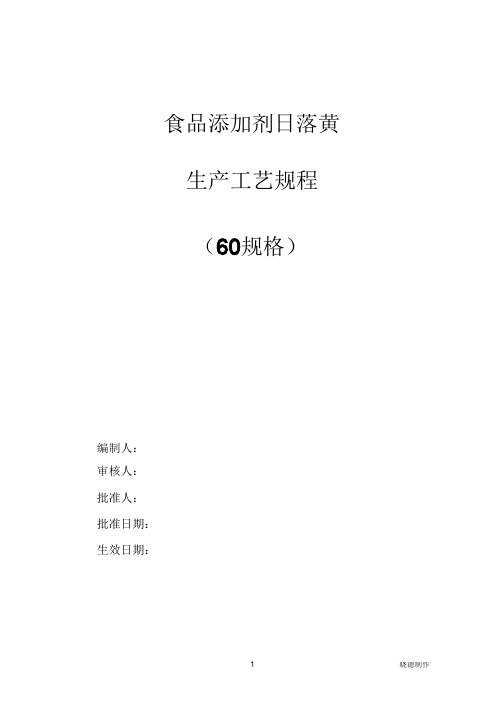
7、工艺流程图和主要设备表
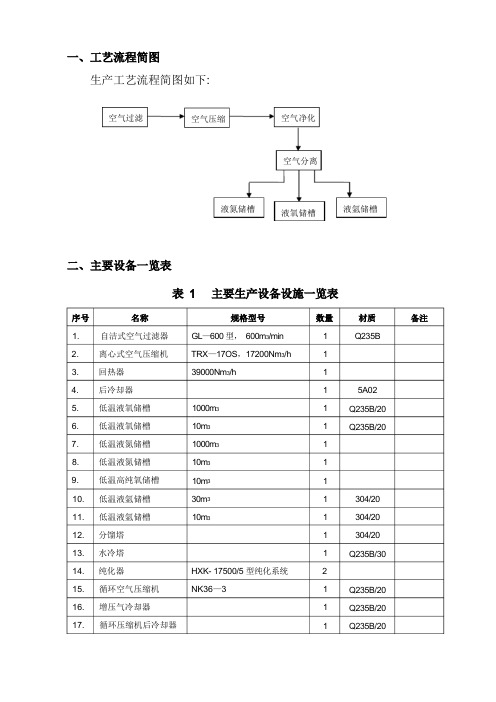
生产工艺流程简图如下:1. 自洁式空气过滤器2. 离心式空气压缩机3. 回热器4. 后冷却器5. 低温液氧储槽6. 低温液氧储槽7. 低温液氮储槽8. 低温液氮储槽9. 低温高纯氧储槽 10. 低温液氩储槽 11. 低温液氩储槽 12. 分馏塔 13. 水冷塔 14. 纯化器15. 循环空气压缩机 16. 增压气冷却器17. 循环压缩机后冷却器GL —600 型, 600m 3/min TRX —17OS ,17200Nm 3/h 39000Nm 3/h1000m 310m 31000m 310m 310m 330m 310m 3HXK- 17500/5 型纯化系统 NK36—3Q235B5A02Q235B/20 Q235B/20304/20304/20304/20Q235B/30Q235B/20 Q235B/20 Q235B/2011111111111112111空气过滤空气分离液氮储槽液氧储槽液氩储槽空气净化空气压缩18. 分馏塔19. 增压透平膨胀机20. 变压器21. 进线柜22. PT 柜23. 空压机柜24. 增压机柜25. 变压器柜26. 循环水泵柜27. 电池直接电源屏KDONAR3750Y/3080Y/114Y 型TC3000/TC4000型号:SCB9- 1000/10220V/65Ah 免维护111 台1 台1 台1 台1 台1 台1 台1 套—。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2
15.
循环空气压缩机
NK36-3
1
Q235B/20
16.
增压气冷却器
1
Q235B/20
17.
循环压缩机后冷却器
1
Q235B/20
18.
分馏塔
KDONAR-3750Y/3080Y/114Y型
1
19.
增压透平膨胀机
TC3000/TC4000
1
20.
变压器
型号:SCB9-1000/10
1台
21.
进线柜
1台
22.
PT柜
1台
23.
空压机柜
1台
24.
增压机柜
1台
25.
变压器柜
1台
26.
循环水泵柜
1台
27.
电池直接电源屏
220V/65Ah免维护
1套
1000m3
1
Q235B/20
6.
低温液氧储槽
10m3
1
Q235B/20
7.
低温液氮储槽
1000m3
1
8.
低温液氮储槽
10m3
1
9.
低温高纯氧储槽
10m3
1
10.
低温液氩储槽
30m3
1
304/20
11.
低温液氩储槽
10m3
1
304/20
12.
分馏塔
1
304/20
13.
水冷塔
1
Q235B/30
14.Leabharlann 纯化器一、工艺流程简图生产工艺流程简图如下:
二、主要设备一览表
表1 主要生产设备设施一览表
序号
名称
规格型号
数量
材质
备注
1.
自洁式空气过滤器
GL-600型,600m3/min
1
Q235B
2.
离心式空气压缩机
TRX-17OS,17200Nm3/h
1
3.
回热器
39000Nm3/h
1
4.
后冷却器
1
5A02
5.
低温液氧储槽