修边冲孔模具设计指引
通用汽车底板支撑架修边冲孔模具设计说明
1绪论1.1我国汽车冲压模具的发展现状随着汽车工业的快速发展,服务于汽车生产的模具近年来也快速发展。
汽车模具种类很多,其中冲压模具和塑料模具是用量最大的两大类。
此外,还有铸造模具、锻造模具、橡胶模具、粉末冶金模具及拉丝模具和无机材料成型模具等。
在汽车工业十分发达的国家,为汽车服务的模具往往要占到其全部模具生产量的 40%以上。
经过多年发展,我国目前为汽车服务的模具约已占到了全部模具产量的 1/3 左右,其中,冲压模具要占一半左右。
由此可见,汽车冲压模具在模具行业和汽车工业中的重要地位。
尤其是汽车制件模具直接关系到汽车车型,因此其地位尤为重要。
就我国模具行业综合能力和水平来看,对于中档及其以下汽车的冲压具,国内目前已完全有能力可以设计制造,满足用户所需,部分高级轿车的冲压模具其国内也已开始生产。
虽然如此,我国的冲压模具设计制造能力与市场需要和国际先进水平相比仍有较大差距。
这些主要表现在高档轿车和大中型汽车制件模具及高精度冲模方面,无论在设计还是加工工艺和能力方面。
轿车制件模具具有设计和制造难度大,质量和精度要求高的特点,可代表制件模具水平。
虽然在设计制造方法和手段上面已基本达到了国际水平,模具结构方面也接近国际水平,在轿车模具国产化进程中前进了一大步,但在制造质量、精度、制造周期等方面,与国外相比还存在一定的差异。
我国模具行业专业化程度还比较低,模具自产自配比例过高。
国外模具自产自配比例一般为 3O%左右。
我国冲压模具自产自配比例约为 60%左右。
这就对专业化产生了很多不利影响。
现在,技术要求高、投入大的模具专业化程度较高,例如制件模具、多工位级进模和精冲模等。
而一般冲模专业化程度就较低。
由于自配比例高,所以冲压模具生产能力的分布基本上跟随冲压件生产能力的分布。
但是专业化程度较高的汽车制件模具和多工位、多功能精密冲模的专业生产企业的分布有不少并不跟随冲压能力分布而分布,而往往取决于主要投资者的决策。
修边模设计案例

B:自由长 C:最终长度 A:压缩量 D:内径
常用的弹簧导销大小 有b=14、19、20、 23、26、28、31
名称 TF TL TM TH TB MCH
弹簧线形 扁形 扁形 扁形 扁形 扁形 圆形
常用的弹簧
颜色
最大压缩量
黄色
50%
蓝色
40%
红色
30%
绿色
24%
荼色
20%
红色
32%
备注 轻小荷重 轻荷重 中荷重 重荷重 极重荷重 高荷重
“锁槽” ②、根据上模的废料刀口方向与位置画出下模废料刀。 ③、以修边分模线内偏10mm画出下模仁的外墙轮廓,再椐冲孔分模线和废料排除空间画出下仁肋条和模座
肋条。 5、画断面图 ①、根据刀块吃入量+10(目的是保证修边前先压料)算出压料板行程,一般没有纵剪的话行程30就行。 ②、根据侧销的安装位置和压料板行程定出侧销的最低安装高度,根据耐磨板的安装位置和压料板的形面段
❖ 三、修边冲孔模的画图步骤
1、阅读与理解《设计规范》与工法图,要亲自检证修边角度和所冲孔的数量。 2、结合板件的形状与段差,来设置上模刀块的分刀位置与高度。 3、先画上模 ①、算出冲头和刀块的座面高度,并划分座面断差(断差小于或等于20时可不用划分),根据冲分模线画出
冲头,与CH孔座面。 ②、以修边分模线内偏10mm画出压料板的外墙轮廓。 ③、根据压料板的长、宽、高确定压料板上的耐磨板大小(耐磨板的长度选用要大于行程的1/2)与位置,根
安装位置:安装于压料块的四角。
要注意:侧销孔的最深加工距离为450mm
这个尺 寸要保
证
一、修边冲孔模的组成部分:限位零件-停止块
停止块位于下模座四角,起着到底限位的作用,大小按设计规范,通常有如下几 种,厚度一般是50,但开亿项目的是20。
雨刷机加强板修边冲孔模三维设计
雨刷机加强板修边冲孔模三维设计The 3D Design Of The Obtruding Dies指导老师:李芳华(高工)作者:湖北汽车工业学院9833-2班艾涛【摘要】:本文介绍了雨刷机加强板拉延件修边冲孔工序的工艺过程的设计。
通过对拉延件形状分析及结合冲压工艺方面的知识,确定工艺方案,并重点利用了现在世界上最先进的CAD/CAE/CAM软件—Pro/Engineer,在Part模块、Assembly模块、Manufacturing模块及Drawing模块中对冲压模具进行三维设计。
CAD/CAE/CAM在我国应用已逐渐广泛,熟练运用Pro/Engineer、UG、Master CAM、Solid edge、IDEAS等CAD/CAM软件进行工业设计是今后的必然趋势。
【关键词】: CAD/CAE/CAM Pro/Engineer 模块模具设计【Abstract】: The 3D design of the strengthen board of the windscreen wiper has been introduced on the design of the obtruding technics . Fixed on the obtruding technics scheme, and made the 3D design of the pressing dies by the advanced CAD/CAE/CAM software --Pro/Engineer(in model Part、Assembly、Manufacturing and Drawing) emphatically, by getting across the analysis of the partˊs structure and combining the punch knowledge. Due to the application of CAD/CAE/CAM wide gradully, it is necessary to make full use of some CAD/CAE/CAM softwares on the process of industrical design, such as Pro/Engineer, UG, Master CAM, Solid edge,IDES.【Key words】: 3D design CAD/CAE/CAM model Pro/Engineer目录一课题来源 (3)二汽车覆盖件模具CAD的概况 (4)2.1CAD概述 (4)2.2汽车覆盖件模具CAD技术的现状 (4)2.3汽车覆盖件模具CAD的发展趋势 (5)三模具行业 (7)3.1我国模具技术的现状 (7)3.2我国模具技术与国外的差距 (7)3.3我国模具行业的发展趋势 (8)四模具设计 (9)4.1分析零件整体工艺性和确定修边冲孔方案 (9)4.2冲裁计算 (10)4.3模具结构设计 (11)五运用PRO/ENGINEER进行三维造型 (14)5.1总体设计思路 (15)5.2P RO/E NGINEER 2000I特点 (15)5.3产品零件数模与工序零件数模的设计 (16)5.4根据产品数模绘出凸凹模 (18)5.5将凸、凹模装配到上下模座上 (19)5.6爆炸图的建立 (21)5.7绘制产品工程图 (22)总结 (25)致谢 (26)参考文献 (27)一课题来源该冲压零件来源于十堰市先锋模具公司生产的雨刷机加强板,零件尺寸见图1:图 1产品图该零件的尺寸是通过测量得到的,在零件图上未注明尺寸公差,精度要求不高。
修冲模具设计规范-翻译文本

C396-8 废料处理修边废料处理1)修边废料落下后切断(切成两段)该形式废料刀在产品面上不倾斜情况下使用。
a向、b向(利用斜楔滑块侧的刀将废料切下来)筋倒圆角R废料滑板必须延伸到废料刀下。
设计上注意事项废料滑板a)切刀高度对于废料宽度要留有余量,单侧最小5mm。
b)考虑到废料的形状来安装切刀。
c)废料刀断面形状需要注意以下事项。
切刀断面形状与废料形状不相同也可以,切入时注意不要将废料挤压到切刀上面来。
d)废料滑板不能防碍废料下落,应设置在平面加强筋上。
e)剪切力非常大的情况下,注意错开修边和切段的时差。
f)废料按重心旋转下落,设计时注意废料滑板和切刀形状,不要让废料进入废料滑板和切刀之间,废料滑板在加强筋之间将废料切成两段以上(为了使废料处理容易)6-8 废料处理修边废料处理废料较小时,不切段也可以。
切断和切口的废料处理因为废料是飞散下落的,采取下述措施(参考)废料延重心快速旋转下落,一边旋转一边下落措施a)让刀刃周边进入时,前端部如图所示由中间凸出部位倒正废料下落。
b)安装防护板有时废料飞散下落,没有落入废料槽孔中,为了防止落到导板上。
安装防护板安装要注意不要与前工序件形状和斜楔模滑块干涉。
冲孔废料处理①让废料从水平方向排出时L>2/3l排料孔大小为使废料排出时废料不倒,注意从凹模套孔与废料排出孔尺寸不同,如果废料排出方向有墙壁的话,需考虑废料连接现象,确保L尺寸。
②倾斜排出时1)采用镶块的情况镶块时优先采用这种型尽可能铣槽2)采用凹模套时钻孔采用凹模套后部为实体情况。
③采用顶出装置1)想让废料一个一个排出时2)想控制废料下落时的形状时6-8 废料处理冲孔废料处理使用弹性顶销式凸模(凹模)④采用弹性元件如左图所示,废料采用弹性元件将废料顶起来,可将废料一片一片排除落下。
a)刀口入模量大b)需安装废料顶出装置6-8 废料处理冲孔废料处理⑤需要导料装置时废料排出侧没有空位,必须将其转换成直角方向垂直下落时θ=90~120º垂直孔尽可能大,最小是冲孔直径的2倍以上。
略析冲压件修边工艺及模具设计要领

略析冲压件修边工艺及模具设计要领冲压件修边工艺及模具设计要领冲压件是指通过模具将金属板材加工成所需形状的零件,是工业制造过程中常用的一种加工方法。
而冲压件的外形有时候并不符合要求,需要进行修边处理,使其达到最终要求。
本文将从冲压件修边工艺和模具设计两方面进行分析。
一、冲压件修边工艺冲压件修边工艺是指在冲压完成后将其边缘进行磨削、拋光等处理,以达到零件的最终要求。
常用的冲压件修边工艺有以下几种:1、机械磨削法这种方法需要使用磨削机械设备对冲压件进行边缘磨削,其磨削效果较为平整,但可能会产生留下锋利棱角的情况,严重时会导致冲压件表面崩裂。
2、拋光法拋光法是指使用研磨材料对冲压件进行表面研磨,使其表面平整光滑,达到所需要求。
由于操作较为简单,成本较低,最受制造企业的欢迎。
3、化学处理法化学处理法是指在冲压件表面进行化学处理,使其表面凸起的部分被刻蚀掉,从而达到平整的效果。
然而,由于该方法可能会产生环境污染问题,被不少企业所拒绝应用。
二、模具设计要领模具是冲压件加工的关键工具,其设计直接影响冲压件的成形,也影响到加工精度、修边过程中产生的留余量等问题。
因此,冲压件模具设计必须十分严谨,下面是模具设计的要领。
1、模具准确度要求模具准确度是指在模具制造中对模具尺寸精度的要求,影响到冲压件的加工精度。
因此,在模具设计完成后,应对模具进行检验,确保符合设计要求,否则会影响到冲压件的质量。
2、模具设计材质模具设计的另一个重要问题是材料选择。
常用的模具材料有优质工具钢、高强度耐热合金钢等,需根据冲压件的材料及工艺来决定采用哪种材料,否则可能会导致模具寿命短、易损坏等问题。
3、模具槽型设计模具槽型设计是指在模具上各个部位的切削形状设计。
正确的槽型设计能够加速冲压件的成形,避免锋利的棱角等问题,提升冲压件的质量。
同时,槽型设计需要考虑冲压件修边过程中可能产生的余量问题,避免影响到后续的操作过程。
总之,冲压件修边工艺及模具设计要领是影响零件加工的重要因素。
冲压模具修边冲孔类加工工艺

增源
如导板安装面挂台让位无加工颜色要求,厚度 大于15mm的,需按15mm加工。
侧销孔按工艺卡加工,侧销面原则上侧向加工, 如侧向无法加工或太深,可以底面加工到位
增源
上模修边刀块、镶块
型面3D、与压 料板配合处2D 中粗留量0.6mm
外发结构面加工到位,2D中粗留量0.6mm, 3D精加工到位,螺钉沉 头加工到位,中心点孔、销孔铣平台点孔,标准斜锲2D留量0.1mm精 加工到位, 3D精加工到位
淬火 研配 组立
下模斜锲
结构面加工到位上下 模配合驱动方面开粗
2D.3D中粗留 量0.6mm
淬火
留量1mm
上模座
外发
龙铣底面留 量2mm
结构面加工 到位
组立
组立
上 模
上模镶块 外发 刀块
2D留量0.6mm,3D加工 到位,结构面到位
组立 淬火 研配 组立 2D、3D、导
钻孔
滑面到位
上模斜锲
结构面加工到位, 上下模配合驱动方 面开粗留量1mm
除上下模配合导板(滑)面开粗留1mm,其余结构面加工到位
增源
下模组装精加工
2D轮廓、3D型面精加工到位,刀口检测、标准,公差: ±0.02mm,凹 模套孔、定位孔、CH孔、锥形定位器安装面及销孔、上下模配合导板、 基准孔、等结构面精加工到位
增源
无法加工到位的2D、孔, 需留线割基准,需单件加 工的侧冲、侧修2D留基准
增源
标准斜锲修边刀 块2D、3D单件 加工到位
弹顶销孔淬火 前攻丝
无2个方向定位基准 镶块2D、3D不加工
浮动刀安装面及侧面 导柱孔单件加工到位
浮动刀块结构面加 工到位,2D、3D留 量0.6mm
冲孔模具设计说明书
冲孔模具设计说明书冲孔模具设计说明书1.引言本文档旨在说明冲孔模具的设计方案,并提供详细的设计要求和规范,以确保模具的性能和质量满足相关标准和要求。
2.设计目标在开始设计冲孔模具之前,首先要明确设计的目标,包括但不限于:- 冲孔模具的应用领域和用途- 冲孔模具的材料和制造工艺要求- 冲孔模具的几何形状和尺寸限制- 冲孔模具的使用寿命和维护要求3.冲孔模具的结构设计3.1 模具整体结构描述冲孔模具的整体结构,包括上模、下模和导向系统等。
对每个部分要求进行详细说明,包括材料选择、尺寸设计、配合要求等。
3.2 冲孔系统详细描述冲孔系统的设计要求,包括冲头、油缸、冲座等。
对每个组成部分进行细化说明,包括材料选择、尺寸设计、配合要求等。
3.3 技术参数列出冲孔模具的技术参数要求,包括最大冲孔力、冲床适配范围、模具重量等。
4.材料选择和加工工艺4.1 冲孔模具材料选择根据冲孔模具的应用和工作环境,选择合适的材料。
说明材料的物理性质、化学成分和机械性能要求。
4.2 冲孔模具的加工工艺描述冲孔模具的制造过程,包括数控加工、热处理、抛光等。
对每个工艺步骤进行细化说明,包括设备要求、工艺参数和工艺流程等。
5.模具试制和测试5.1 模具试制描述冲孔模具的试制过程,包括制造和装配。
对试制过程中可能遇到的问题进行分析和解决方案的提供。
5.2 模具测试列出冲孔模具的测试要求和方法,包括尺寸检测、冲床适配性测试、冲孔力测试等。
提供测试数据和结果分析。
6.模具维护和保养提供冲孔模具的维护和保养指南,包括清洁、润滑、防锈等。
对维护周期和方法进行详细说明。
7.附件本文档涉及的附件包括但不限于图纸和设计图。
8.法律名词及注释对文档中涉及的法律名词进行解释和注释,以确保读者对相关法律要求的理解。
ASTM-SOP-019-修边冲孔模设计作业标准书解读

冲压件材质45kgf级高强度板50kgf级高强度板55kgf级高强度板80kgf级高强度板福臻(马鞍山)科技发展有限公司但要注意如右图在切边线处修边尺寸会变长°弯曲)ι=展开翻边长度ι0=压合后翻边长度L =压合前翻边长度t1=外板厚度t=内板厚度R=0时, = +t形式12)厚板时在废料利用的情况,且采用2道工序切边时,如上图所示的R部,(范围内)就很危险。
所以一般不加上R(如果加上R的话,则取R<1)。
间隙的选取 (1) 间隙,是指凸模与凹模刃口间单侧的间隙。
取间隙部位以上模为基准,间隙取在下模上。
修边时,可以保证产品的精度情况下,为了制造方便,以下模为基准,间隙取在上模上。
倾斜面的间隙在斜面上冲裁要比普通冲裁承受更大的侧压力,因此要按下图选取间隙值。
在制件与斜面上的最大斜线成平行的修边图)。
产品切断时,不设形状刃口。
°时,凸模端面做成平的。
°时,为防凸模折断(刃口破,须如右图设成形状刃口,并注意防当斜楔修边废料较大时,例如保险杠斜修废料,应充分考虑废料流出处的底板强度。
当不能按上图设置时,废料必须强制落下。
废料刀的刃口不得与凸舌刃口相对设置。
如必须相对时,废料刀夹角≥20°或废料强制落下。
采用要领如图挂臂安装在小1/3 L处。
挂臂不得安装在导板附近,以免废料掉入导向区内。
1.2.2倾斜面冲孔时,低处废料先接触滑槽。
高处铸件要空开,以防堵塞。
1.2.3在废料向宽度窄的方向流动时,凹模的让开尺寸也大于废料最大尺寸。
空开孔径满足图示标准时,配合标准钻头尺寸。
按铸件选空开孔尽可能大,但在机械加工时按右图。
冲孔多时,在废料滑道下不能设加强筋时,就要安装上滑板。
装入定量废料盒时,废料盒的大小与废料数量的关系。
)的盒子的废料数废料盒有必要留余量。
·卸料板应水平压料·多切入些。
·空开加大些。
7.2 切边余量为零为提高材料利用率,有可能采用无废料切断。
修边冲孔模三维设计技术
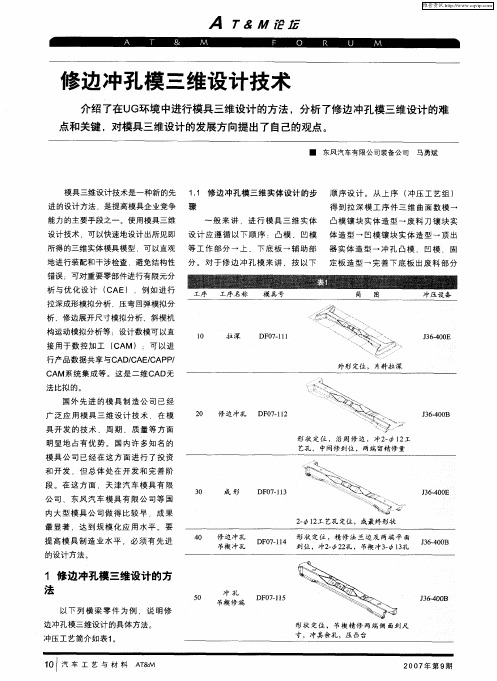
构运动模拟分析 等 :设计数模 可 以直 接用于 数 控 加工 ( CAM) ;可 以进 行产 品数据 共享 与C / AE C P AD C / AP / CA M系统 集成等 。这是 二维 C AD无
法 比拟 的。 国外 先 进 的模 具 制 造 公 司 已经
广 泛应 用 模 具三 维 设 计 技 术 .在 模 具开 发 的技 术 、周 期 、质 量等 方 面 明显 地 占有优 势 。 国内许 多知 名 的
地进 行装配和干 涉检查 .避免 结构性 分 。对 于修 边 冲 孔 模 来 讲 ,按 以下 定板 造 型 一完 善 下 底板 出废 料部 分 错误 ;可对重要零部 件进行有 限元分 析 与优 化 设 计 ( CAE) ,例 如 进 行 拉深成形模 拟分析 、压 弯 回弹模拟分
析 、修边展开尺 寸模拟分析 、斜楔机
维设 计
面。
. 在 拉 深 模 工 序 件 基 础 上 ,完 善 14 修 边 冲孔 模 上 、下 底板 的三维 板 、冲 孔 凸 模 、 凹模 、 固定 板 、气
修 边冲孔模 工序件 的造 型。主要 工作 设计 缸 、限 制 器 、键等 。在 对 标 准件 进
步 骤如 下 :a} 本序 要冲 的孔和要 _ 巴 中
维普资讯
A T& M 论 坛
修边冲孔模 三维设 计技术
介绍 了在U 环境 中进行模 具三维设计 的方法 ,分析 了修 边冲子 模 三维设计 的难 G L 点和关键 ,对模具三维设计的发展方 向提 出 了自己的观点 。
■ 东 风汽车有 限公司 装备公司 马勇斌
b 参 数 化 的 问 题 。 在 设 计 的 初 .
修边 冲 孔模 上底板 ( 图4)的 行 三 维 设 计 时 要 注意 使 用 参 数化 的 如
修边冲孔模作业标准..doc
目录作业流程 .......2第一部分装配.. (2)一.装配前的准备工作 ....... (2)二.装配顺序 ....... (5)三•装配要领 ....... (5)1装配斜楔 ........52.组冲头 ....... (6)3.组配刀口 ......• (7)4.钻铰销孔 .......85.空放压料板确认模具制造作业指导书(钳工)编号版本/版次 A / 0页码第2页共55页106.装配其他件自检完成状况10作.• (11)二.装夹............................................ (12)三.初调闭度............................................ .. (12)四•模具检............................................ .. (12)五•模具滑............................................ . (13)六.模具第一试............................................ .. (13)七.冲压查............................................ (15)八.第二阶试............................................ ................. 15 研配调第二部分试 ............ . (9)一.调试刖作业流程为了使修边冲孔模在调试过程中保持良好的工作状态,减少占用设备台时数,缩 短调试周期,提高产品质量,特制定该工作规范,请各有关部门遵照执行。
作业流程图:(装配)调试前准备工作 选用设备4 F ok「模具装夹 初调闭合高度模具动检并填写模具动检记录卡模具润滑第一阶段调股以调试 冲压件检查 ~f (修改) 第二阶段调试no(第二次抛光)(修饰)亍第一部分装配:.装配前的准备工作(1) 制造依据是否清楚(CAD 产品数模、产品图等); (2) 产品的冲压工艺及各冲压工序的冲压工艺内容;(3) 产品的重要部位,产品的匹配部位(匹配面、匹配孔),修边线位置。
修边模设计_罗成峰

奥泰克模具技术有限公司模具设计规定修边模具设计标准一,基本步骤二,冲裁过程三,模具基本结构四,冲裁力量计算五,间隙六,凸模七,凹模八,冲头的选取和安装固定方式九,凸模固定板十,上压料板与冲头的间隙十一,废料的处理十二,修边冲孔材料的选择和热处理一,修边模具的设计:1,修边方式与修边方向的确定在DL图的设计时,初步确定了修边方式和修边方向,但对实现这中修边方式和修边方向还要结合模具结构具体的进行详细的考虑,看下是否可行,结合公差表看能否达到产品的质量要求。
如有不合理的地方需与DL设计者讨论,确定修边方式和方向。
2,确定修边模具的结构根据定好的修边方式和修边方向,以及生产批量大小,确定下来模具结构。
3,设计前的准备工作根据修边线的长度,和料厚进行相关数据的计算,弹性元件的选取。
4,产品在模具中的定位根据上序产品的结构和形状特点,修边线的形状和位置,以及加工基准,选择定位最可靠,不影响模具结构安排,能保证修边质量的定位方式。
4,确定刃口镶块的形状尺寸和布置方式根据修边线的空间形状,确定凹模镶块的形状尺寸和布置方式。
5,确定废料的排出方式确定废料的形状和尺寸,充分考虑废料是否能顺畅滑落,如有不合理的地方需与DL设计者讨论,确定废料刀的分布。
根据修边废料的具体情况确定废料是否应加强制出料装置等二,冲裁过程:1,冲裁变形过程有如图3个阶段:(1),弹性变形阶段(1)(2),塑性变形阶段(2)(3),断裂分离阶段(3.4.5)2,切断面分析(毛刺方向)A,塌角B,光面C,毛面D,毛刺我们一般主要看这个过程的光面和毛刺,光亮带的大小直接和冲裁后产品的质量有关。
其他的几个因素也会影响到冲裁件的质量。
毛刺的方式和冲压方式的制定有关系。
三,修边模模具基本结构:四,修边冲孔的力量计算:1,加工力:P=tLτ(KG)t:板料厚度(MM)L:切断长度(MM)τ:切断强度(MM)由于料厚不均匀,刃口边钝等因素,常用抗拉强度替代切断的抗剪强度以下是一些常用材料的抗拉强度:2,压料板压力的计算:压料板的压力是指加工开始时为防止制件错动和变形所需的压力。
修边冲孔模讲义-20100905
Cr12MoV
Cr12MoV
镶块设计
镶块结构形式
根据材料的不同,镶块结构形式主要分为锻造镶块和铸造 镶块两类。其结构形式区别如下 铸造镶块的结构形式,用于型面起伏较大模块。 锻造镶块的结构形式,用于型面较平缓模块。
废料滑道及废料 盒的设计
在设计废料滑板滑 出时一定要注意厂 家的要求,看是要 溜出模具还是要求 溜出机床台面。 模具敞开部分的滑 板滑出可以适当减 小角度,20度至25 度即可,注意在设 计溜料时一定要考 虑压板槽的位置, 如避不开就要增加 高度保证废料溜出 的角度。
下模的设计
冲孔废料一般用 废料盒进行收集, 当冲孔较大时也 应采取滑板滑 、复合导向、锥形定位
导板导向:一般情况下压料块优先选择导板导向,同 侧导板距离尽量加大。导板的高度应该在压料块走完 行程以后仍能含合60mm左右,即导板高度为压料块 行程加上60mm。压料块导板安装面的墙厚最少保证 40mm。
压料块的设计
导柱导向:当冲孔所在 形面有角度或者冲孔过 小的情况下,需要在压 料块上保护冲头的措施, 安装冲头导套。在这种 情况下,需要提高导向 精度,压料块就应该使 用导柱导向。下图表示 了压料块导柱导向的安 装方法,一般导柱安装 在压料块上,下端改制 加螺纹孔,用螺钉紧固。 导套安装在上模座上, 保证周圈有足够的壁厚。
如果是窄长件或者是压料块比较小的模具就没有比较 先全部挖空再补筋,也许窄长件本身宽度就不允许周 圈壁厚40后还能掏芯。这种情况下就在冲头安装座的 地方掏躲避孔,保证压料块与冲头、固定板、安装座 铸件之间符合结构要求即可,再视情况减重
汽车覆盖件模具设计3.0修边冲孔模设计

t
m m
0.6
0.7
0.8
0.9
1.0
1.2
1.4
1.6
1.8
2.0
θ° ≥ 5.7 8.0 9.2 10.3 11.5 13.9 16.2 18.6 21.1 23.5
参数的计算
立切角度θ角不满足上表要求,需改造凹模刃口,并取小间隙冲裁, 对于接近90°立切, 冲裁间隙趋于0。此外,注意检查压件器行程是否满 足最大立Hale Waihona Puke 工作行程的要求。(1)常规
板厚t 间隙C C/t 板厚t 间隙C C/t 板厚t 间隙C C/t
0.6
0.025 4% 1.6 0.100 6.2% 3.2
0.221 6.9%
0.7
0.030 4% 1.8 0.113 6.3% 4
0.320 8%
0.8
0.030 4% 2
0.130 6.5% 4.5 0.400 8.9%
(4)下模座高度设计时除了考虑其强度外,还应考虑 修边废料、冲孔废料的排出。
整体布置
典型修边冲孔模X向断面图
1-下模座 2-修边凸模 3-弹簧 4-压料板 5-安全用卸料螺钉 6- 内导板 7-上模座 8-修边凹模 9-外导板 10-导套 11-导柱 12-废料刀 13-废料盒 14-顶出气缸
整体布置
1、力的计算 (1)覆盖件材料性能
参数的计算
材料
DC01 DC03 DC04 DC05 DC06
碳的质量 屈服强度
分数
/MPa
≤0.10
130~260
≤0.08
120~240
浅谈冲压件修边冲孔模之实用设计
K y e wors Gud ;iigLi t aeil sh reW atsSg d : ieFxn ; miM tra Di ag ; s ;i ; c e n
Xu Bo o g Ze g Xio u y n n a h
( 江西生物科技职业学院 , 江西 南 昌 3 0 0 ) 3 20
(i g i oeh ct nl olg , inx nh n 32 0 J n x tc ai a C l e J g i cag 3 0 0 ) a Bi Vo o e a Na
资料却不 多。作者从事汽车 冲模 开发 多年 , 到很 多模 具问 碰 题都是一些细节性 的 , 对此深有感触。因而 , 这篇论文就从材 料选用 , 向、 导 定位 、 限位 、 卸料装置 , 安装定位及模具 标识等
一
修边 冲孔模一般采 用导柱导向 , 但如果工 件曲面 比较 复
杂, 或者 明显有侧 向力存在 时 , 应采用导柱 加导板 导向 , 或者 导柱加反侧块来导 向。
g iigmehns f igstl t eiemaei etr e i , edsoio f s sis l t nadp sinn , uds n u n ca i i n ,i vc, tr ljc tn t i sino wat ,nt l i oio i mo l i s d m, x e mid ae o s tgh p t e aao n t g g
冲压模 具在现代工业 中应 用广 泛。 采用模具生产制 品和
第五章修边模设计-1典型结构

冲裁间隙
立切修边
t mm 0.6 0.7 0.8 0.9 1.0 1.2 1.4 1.6 1.8 2.0 θº ≥ 5.7 8.0 9.2 10.3 11.5 13.9 16.2 18.6 21.1 23.5
冲裁间隙
立切修边
立切角度θ角不满足上表要求,需改造凹模刃 口,并取小间隙冲裁,对于接近90°立切,冲 裁间隙趋于0。此外,注意检查压件器行程是 否满足最大立切工作行程的要求。
冲裁力的计算
冲裁力的计算 冲裁力
无剪切时的冲裁力P
➢ P=Ltσb(N) ➢ P:冲裁力(N) ➢ L:冲裁轮廓长度(mm) ➢ T:板厚(mm) ➢ σb:抗拉强度
冲裁力的计算
冲裁力超过冲床能力的50%时,要考虑设 置波浪刃口,修边刃口长的情况下,可设 计若干个波浪口。每块镶块上尽可能取半 个波浪或一个波浪;一个波浪的高点,取 在镶块中间。
修边模刃口标准形状
立式嵌入型
用于修边线在平面上的变化小的修边模
修边模刃口标准形状
焊接刃口型
用于修边线在平面上的变化大、截面上变化大的修边模
冲裁力的计算
汽车覆盖件模具的使用设备一般是根据冲 压件生产 厂家现有的设备给定的, 因此计算修边冲孔的冲裁力的意义不大, 通常不用计算,只有当经验上觉得设备力 量不够时,才计算出修边冲孔的冲裁力来 校合设备。而当冲裁力超过设备吨位50% 时,在工艺或设备上就要采取对策了。
修边冲孔工艺
冲孔工序合并在修边工序中进行,对修边 模的结构影响不大,只需增加凸模和凹模 就可以了。所以为节省模具、提高生产效 率,设计时尽量将两工序合并,成为修边 冲孔工序。
修边冲孔工艺
一、修边方向
1. 修边方向制定原则
1. 定位方便、可靠 2. 良好的刃口强度
修边冲孔模的设计:
孔可放宽到 15 度;(下左图示)
2.修边或冲大孔时刀口面与水平面夹角不能超过 15 度。(上右图示)
3.切边镶块铸件结构及钢件结构使用场合: 铸件结构 ICD-5:料厚 t≤2.0mm 钢件结构 Cr12MoV:料厚 t>2.0mm
4.镶块起吊螺孔设置原则:1)重量 15kg 以上在嵌入状态下设一起吊用 M12 螺孔。 2)钢材的配合以用手能装卸为条件,不能满足该条件时,设一起吊用螺孔。
5.下模座废料滑槽角度一般取 25 度,闭合高度有限时可取 20 度。
1-2
修边冲孔模设计标准
5
冲孔凸模之规定
料厚 t t≤2.0
(双边间隙取 料厚的 8℅)
冲孔直径 d(异形 孔对角线)
d<7 7≤d<LO10 10≤d<13 13≤d<16 16≤d<20
冲头固定部分直径 D
D=10 D=10 D=13 D=16 D=20
4——6 3
1. 品型面倾斜时,按下图设置废料刀。
修边冲孔模设计标准 废料刀的设置
2. 品拐角部按下图设置废料刀。
4——7 1
修边冲孔模设计标准 废料滑槽
1.废料滑槽钢板厚 t≥2.5mm,尽可能用一块整张钢板。 工作面不涂漆,考虑维修、安装,采用内六角螺钉固定;
2.废料流出模具外。
1-2
修边冲孔模设计标准
D=20
19
双边间隙取
料 厚 的 14 ℅ ) 16≤d<20
D=20
25
(4.5< t≤6.0
20≤d<25
D=25
25
双边间隙取
料厚的 16℅)
25≤d<32
D=32
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2.按标准将斜度、台阶避空等做出来
东莞市中泰模具股份有限公司
二.操作指引
废料刀设计 3.螺丝,销钉,拨吊牙排布,弹顶销排布
3.排布螺丝、销钉等相关求差体
东莞市中泰模具股份有限公司
二.操作指引
废料刀设计 4.涂色、图层
4.求差后,检查涂色,归到标准图层
东莞市中泰模具股份有限公司
二.操作指引
标准件入子设计
二.操作指引
标准件冲头设计 4.涂色、图层
4.按标准涂好色,放好图层
东莞市中泰模具股份有限公司
二.操作指引
下模修边刀块设计-1.刀块外形设计
小窍门!
1先做一个大的方块,用以前做好 的片体把大方块型面及厚度形状 做好。
小窍门!
2.再根据实际结构拆分小的 刀块外形
东莞市中泰模具股份有限公司
二.操作指引
下模修边刀块设计 -2.细节处理
2.按标准进行刀块直身位、避空位、拼接面、补强位等 相关设计,见铸件设计标准《5.10第十章 常用刀块结构形式》
东莞市中泰模具股份有限公司
二.操作指引
下模修边刀块设计 3.螺丝,销钉,拨吊牙排布,弹顶销排布
钢件冲头(求差前,求差后)
3.依冲头螺丝销钉排布标准排布好相关实体(虚体)
东莞市中泰模具股份有限公司
二.操作指引
定位设计 2.精定位
1.圆形T冲式定位
5.拉延翻孔 用定位
6.用产品孔 作的异形定位
2.棱形定位
3.标准MISUMI 定位针(螺纹式)
4.标准MISUMI 定位针(压块式)
精定位设计注意事项: 1.精定位必须是在稳定的面上及成型(拉延) 后冲的孔或切的边 2.精定位本身必须保证位置与尺寸精度 3.精定位间隙一般单0.04-0.05 4.上模注意足够的避位空间 5.精定位最少2个配对使用
东莞市中泰模具股份有限公司
二.操作指引
定位设计 1.仿形定位
下模刀块 上做仿形 钢块和切边 刀块仿形
根据客户要求 和实际结构合理仿形 在保证定位情况下 仿形面尽量少
铸件直接 仿形
钢件仿形
1.仿形定位一定要4个方向都能定住 2.在能定住4个方向基础上,仿形面积不要太多,按标准设计 3.上下仿形对应,上模仿形面比下模单少5MM 4.对于一些平坦没有明显形状,回弹较大等仿形难以 定位的工件尽量不要采取仿形定位
东莞市中泰模具股份有限公司
二.操作指引
下模修边刀块设计 4.涂色、铸件贴字、图层
4.依相关标准进行涂色、贴(刻)字处理,处理完成后归到标准图层
东莞市中泰模具股份有限公司
二.操作指引
废料刀设计 1.废料刀外形设计
1.首先将废料刀外形尺寸做出来,注意调整整数
东莞市中泰模具股份有限公司来自.操作指引废料刀设计 2.细节处理
东莞市中泰模具股份有限公司
二.操作指引
上模修边冲头设计 冲孔冲头设计
1.冲头外形设计
小窍门!
1.一次性将所有冲头外形先 做出来,按标准图层放好, 批量系统性的去做一件事情 可以节省时间!减少错误! 2.先做一个方块,尺寸调整 好,用拆分体命令用片体拆 分方块,可将冲头外形做出来。
小窍门!
东莞市中泰模具股份有限公司
标准件冲头设计--2.冲头夹板设计
小窍门! 小窍门! 小窍门!
球锁座可直接从UG里面调取 (上面已经刻好字了,如果 看到有字是反的,说明球锁座 有镜像是错误的) 单个夹板(带肩冲头用) 可从中泰外挂调用标准夹板 但要注意符不符合客户标准 可自已绘制一个夹板 或附图订做集成球锁式 夹板(根据客户标准要求)
尽量选取标准件
东莞市中泰模具股份有限公司
二.操作指引
定位设计 4.浮块设计
浮块设计注意事项: 1.根据客户标准选取不同风格进行设计 2.导向分为导向杆导向、导柱导向、、导板导向 导向组件导向、直接铸件导向或钢件对钢件导向等 3.浮块上都要有设计起吊牙 4.浮块浮起后制件要能定得到位,如果定位有问题 浮块上要加磁铁 5.外管位尽量做在浮块上
1.根据各工件底 面加厚出安装面
2.根据实际结构 向外偏置或向里 偏置安装面
3.将安装面替换到 模座面上
4.其它安装面依 类似方法做好
东莞市中泰模具股份有限公司
二.操作指引
下模座设计 --2.掉料设计
废料要画出来 进行每片废料的 模拟
1.根据废料大小挖出 掉料洞
2.漏斗设计
3.一定要把冲床打开 来对照设计掉料
下模座框架设计注意事项: 1.根据标准及统一风格去设计、主导人要先把 风格统一好。 2.注意控制模座大小,尽量节省成本 3.先初步做出框架,实际还要根据结构调整。 4.一般模座都是对称设计,可先做好一边 再镜像到另一边。
东莞市中泰模具股份有限公司
二 二..操作指引 操作指引
下模座设计 --2.下模座安装面
4
1 2 3
小窍门!
5
1.刻字时直接复制名称避免错误 2.入子尺寸及型号变更时需重新 再按上述流程调冲头出来,不允许 私自直接在3D里面更改 3.IGES格式的导入进来时选择曲面 自动缝合选项可直接生成实体 4.注意入子砍型面后的刃口直身
1.依相关次序:从相应软件调冲头--保存在临时文件夹--导入UG里面--刻字--砍型面
小窍门!
3
1.刻字时直接复制名称避免错误 2.冲头尺寸及型号变更时需重新 再按上述流程调冲头出来,不允许 私自直接在3D里面更改 3.IGES格式的导入进来时选择曲面 自动缝合选项可直接生成实体
1.依相关次序:从相应软件调冲头--保存在临时文件夹--导入UG里面--刻字
东莞市中泰模具股份有限公司
二.操作指引
东莞市中泰模具股份有限公司
二.操作指引
结构规划:责任人:料带/技术部/结构小组负责人 按相关分工,做好结构前期规划工作。 结构规划确认:责任人:技术部主管、设计部负责人 确认结构规划是否OK。
设计师接收工艺:责任人:制件主导、设计师、小组负责人
制件主导人及设计师接收相关料带交接表、检查表。各设计小组负责人需讲清楚相关注意事项、结构规划内容、设计 思路等问题。
1.根据实际情况及客户标准设计相应夹板
东莞市中泰模具股份有限公司
二 .操作指引 二 .操作指引
标准件冲头设计 3.标准件冲头防反
1.冲头防反:首先用直径防反,不一样的冲孔孔径,冲头直径不一样。 如果确实因为冲孔规格太多,可刻字防反,从冲头到球锁座到模座安装面 全部刻字以做标记
东莞市中泰模具股份有限公司
按标准涂本体色及加工色,保存在相应图层
东莞市中泰模具股份有限公司
二.操作指引
机构设计
标准吊冲机构 非标吊冲机构 非标正冲机构 标准正冲机构 勾冲机构
隐冲机构/慎用
特殊双滑机构
按实际结构选择合适的机构类型 1.优选标准机构 2.机构加工力和回程力要核算,满足要求 3.非标机构设计尽量选择标准件 4.隐冲机构满足隐冲5要素 5.所有机构行程示意3角形要画出来 6.机构3种状态模拟,放在相应图层
二.操作指引
下模座设计
下模座设计思路: 1.从外到内2.从上到下3.从关键部位到次要部位4.从主体到细节
东莞市中泰模具股份有限公司
二.操作指引
下模座设计--1.下模座框架设计
1.做出下模座 外形尺寸
2.抽壳做出框架
3.根据统一风格及 实际结构做出端头
4.做好码模、吊模 相关尺寸及位置
5.用框架上的面 加厚生成2条筋 以做框架筋用
东莞市中泰模具股份有限公司
二.操作指引
标准件入子设计 2.入子固定结构设计
1
入子锣槽装入大座子上
2
入子直接装在模座本体上
3
入子做夹板+垫板固定
4
直接做钢件非标入子 外形尽量做小以节省成本
1.入子固定共分以上三种情况,特殊情况做不下标准入子的, 可向客户申请做钢件入子,见图4,具体采用什么方式根据客户 标准和料厚来定
首选项里面布尔运算属性选取工具 体可以将片体涂色带到工件上。
二.操作指引
上模修边冲头设计 细节处理
2.按标准进行冲头切入量、避空位、拼接面、补强位等 相关设计,见铸件设计标准《5.10第十章 常用刀块结构形式》
东莞市中泰模具股份有限公司
二 二 .操作指引 .操作指引
上模修边冲头设计 3.螺丝,销钉,拨吊牙排布,弹顶销排布
4.根据不同的结构设计 不同的掉料方式
掉废料设计注意事项: 1.掉料孔一般情况最少要比废料大30以上,有条件的尽量挖大。最好是保证废料360旋转都有空间。 2.漏斗角度一般都有客户标准,如无标准最少不能小于25度,小于此角度向上级反应。一般不提倡直接用铸件滑料, 如果客户要求这样做,滑料斜度最少50度以上。特别是冲小孔滑料不能用铸件直接滑,角度不能小于30度。 3.漏斗可画几个标准式样板,后面只拿过来更改尺寸可节省时间。 4.漏斗宽度要大于废料最大对角线的长度至少30以上,特殊情况向上反应。 5.充分运用结构上的冲头顶针、下模废料刀顶针、掉料孔大小、斜度、方向解决每一片废料掉落问题,如果以上还 解决不了,向上反应可能要更改工艺。
东莞市中泰模具股份有限公司
二.操作指引
片体处理
1.用缝合命令将片体缝合 起来并延伸到足够大
小窍门!
1.先看工艺有没有辅助片体 如果没有看能不能拿前面拉延 片体(确保是一样的) 2.可适当加大缝合公差选项 以快速缝合片体
2.用缝好的片体沿Z向正负方向 分别偏置得到两个片体如下图, 用于裁凹模及压边圈的面层厚度。 如果是钢件刀块则不用下面那个片体
东莞市中泰模具股份有限公司
二.操作指引
定位设计 3.粗定位
可以直接扣件上去 可不需要外管
刻字防反 6个外管 8个外管
粗定位设计注意事项: 1.粗定位主要是方便放件用的,一般根据制件大小选取6~8个。 2.根据实际情况设计可调量,拉延后的粗定位可调量设计最少 15以上,切边后的可调量设计10以上即可。 3.粗定位一般距产品间隙0.5 4.可调到最大位置后上模避位空间要足够 5.可直接扣件上去的可不用粗管位 6.尽量选择标准件,自制管位要防反,依工站号刻字如OP10 刻1A、1B,OP20刻2A、2B方便工件区分和装配安装