焊接工艺评定书
焊接工艺评定作业指导书

钢结构焊接工艺评定作业指导书JZB-JSZW-B/1-041.目的为验证拟定的焊件是否满足钢结构焊接作业指导的要求,确定焊件焊接接头的使用性能符合标准要求。
2.适用范围适用于本公司承揽的钢结构工程项目的焊接工艺评定。
3.编制依据建筑钢结构焊接技术规程 JGJ81-20024.焊接工艺评定基本要求4.1 凡符合以下情况之一者,应在钢结构构件制作及安装施工之前进行焊接工艺评定:4.1.1 首次采用的钢种、焊接材料和焊接方法必须进行焊接工艺评定。
4.1.2 设计规定的钢材类别、焊接材料、焊接方法、接头形式、焊接位置、焊后热处理制度以及所采用的焊接工艺参数、预热后热措施等各种参数的组合条件为首次采用。
4.2 焊接工艺评定应由结构制作、安装企业根据所承担钢结构的设计节点形式、钢材类型、规格、采用的焊接方法、焊接位置等,制定焊接工艺评定方案,拟定相应的焊接工艺评定指导书,按《建筑钢结构焊接技术规程》JGJ81-2002的规定施焊试件、切取试样并由具有国家技术质量监督部门认证资质的检测单位进行检测试验。
4.3 焊接工艺评定的施焊参数,包括热输入、预热、后热制度等应根据被焊材料的焊接性制订。
4.4 焊接工艺评定所用设备、仪表的性能应与实际工程施工焊接相一致并处于正常工作状态。
焊接工艺评定所用的钢材、焊钉、焊接材料必须与实际工程所用材料一致并符合相应标准要求,具有生产厂出具的质量证明文件。
4.5 焊接工艺评定试件应由该工程施工企业中技能熟练的焊接人员施焊。
4.6 焊接工艺评定所用的焊接方法、钢材类别、试件接头形式、施焊位置分类代号应符合《建筑钢结构焊接技术规程》中表5.1.6/1-5.1.6/4及图5.1.6/1-5.1.6/4的规定。
5.2.8 焊接工艺评定结果不合格时,应分析原因,制订新的评定方案,按原步骤重新评定,直到合格为止。
5.2.9 已具有同等条件焊接工艺评定资料时,可不必重新进行相应项目的焊接工艺评定试验。
焊接工艺评定报告书
焊接工艺评定报告书焊接工艺评定报告共5页第1页工程名称 评定报告编号 委托单位工艺指导书编号项目质量负责人依据标准试样焊接单位 施焊日期 焊工 张龙 资格证书代号 级 别 母材钢号 钢管 规格 DN200 母材轧制状态生产厂 天津友发化 学 成 分 和 力 学 性 能C (%)Mn (%) Si (%) S (%) P (%) σa (M P a ) σb (M P a )δ5 (%) ψ (%) A kv (J) 标准 0.09 0.34 0.13 0.020 0.026 471 36530.0合格证 合格 合格 合格 合格 合格 合格 合格合格复验 合格 合格 合格 合格 合格 合格 合格合格 碳当量公式焊接材料 生产厂 牌号 类型 直径(m m )烘干制度(℃×h )备注 焊条 天津大桥T422 3.2 100℃×2h焊丝 气体焊接工艺评定指导书共5页 第2页工程名称指导书编号母材钢号 规格母材轧制状态生产厂焊接材料生产厂 牌 号 类 型烘干制度(℃×h ) 备注焊 条100℃×2h 焊 丝焊接工艺参数 电流:90~130A ,电压22~24清根工艺 摆动焊焊接设备型号 BX3-400电源及极性 交流电,预热温度(℃) / 层间温度(℃) /后热温度(℃) / 后热时间(min )/ 焊后热处理/评定结论: 焊缝外观检验:本试件焊缝外观质量按GB50236表11.3.2检验合格。
评定人 日期 评定单位:(盖章)月 日审核人 日期 技术负责人日期气体焊接方法焊条电弧焊(SMAW)焊接位置平位焊接设备型号BX3-400 电源及极性交流电,预热温度(℃)/层间温度(℃)/后热温度(℃)/后热时间(min)/焊后热处理/接头及坡口尺寸图焊缝结构示意图:60O±5°62±12±1焊接工艺参数道次焊接方法焊条或焊丝焊剂或保护气保护气流量(l/min)电流(A)电压(V)焊接速度(cm/min)热输入(kJ/cm)备注牌号φ(mm)J422 φ3.290~13022~2411~14J422 φ4.0140~24~14~17170 26J422 φ4.0 140~17024~2614~17J422 φ4.0 140~16022~2514~16技术措施焊前清理已清理层间清理已清理背面清根已清理其它:编制人日期审核人日期焊接工艺评定记录表共5页第3页工程名称新指导书编号焊接方法焊接位置平位设备型号BX3-400电源及极性交流电,母材钢号生产厂母材规格母材轧制状态接头尺寸及施焊道次顺序焊接层次正/反:4层钝边:2±1mm组对间隙:2±1mm焊接材料焊条牌号T422 类型E4303生产厂批号0305B烘干温度(℃)100℃时间(min)2h焊丝牌号规格(mm)生产厂批号焊剂或气体牌号规格(mm)生产厂烘干温度(℃)时间(min)施焊工艺参数记录道次焊接方法焊条(焊丝)直径(mm)保护气体流量(l/min)电流(A)电压(V)焊接速度(cm/min)热输入(kJ/cm)备注J422 φ3.2100 22 12J422 φ4.0 160 26 15J422 φ4.0 160 26 15焊接工艺评定检验结果共5页 第4页非破坏检验试验项目 执行标准 评定结果 报告编号 备注外观 合格 X 光探伤超声波探伤磁粉探伤其它 拉伸试验报告编号 01 弯曲试验 报告编号 02 试σa σb 断口 评定 试样 试验 弯心直弯曲 评定施焊环境 / 环境温度(℃) 25℃ 相对湿度 65%预热温度(℃) / 层间温度(℃) 后热温度(℃) / 后热时间(min ) /后热处理 /技术 措施 焊前清理已清理 层间清理 已清理背面清根 已清理 其 它焊接速度: 11~17 cm/min ,摆动或不摆动: 摆动摆动参数: 焊工自己掌握 ,多道焊或单道焊(每面): 多道焊焊 工 资格证书代号 级 别 施焊日期 记 录日 期审核人日 期样编号(MP a)(MP a)位置结果编号类型径(mm)角度结果01-1 476.0 366 断母材合格02-1 侧弯40180合格01-2 460 365 断母材合格02-2 侧弯40180合格冲击试验报告编号03 宏观金相报告编号04试样编号缺口位置试验温度(℃)冲击功A kv(J)评定结果:03-1 V 常温73.0 03-2 V 常温82.0硬度试验报告编号评定结果:其它检验:检验人日期审核人日期焊接施工方案共5页第5页工程名称施工单位序号工艺评定内容评定结果评定单位1 焊接工艺评定报告合格2 焊接工艺评定指导书合格3 焊接工艺评定记录表合格4 焊接工艺评定检验结果合格施工方案内容:1、预热预热有利于减低中碳钢热影响区的最高硬度,防止产生冷裂纹,这是焊接中碳钢的主要工艺措施,预热还能改善接头塑性,减小焊后残余应力。
(定稿版)焊接工艺评定报告书
钢结构焊接工艺评定试验报告1、试验目的干海子特大桥主梁为多种跨径钢管桁架连续梁,墩身结构大部为钢管格构墩,大桥钢结构重量约为1万多吨,钢管钢板之间存在大量的对接焊缝和相贯线角焊缝。
则焊接工艺评定试验是控制干海子特大桥焊接质量至关重要的环节之一。
焊接工艺是保证焊接质量的重要措施,是焊工操作的唯一技术依据,焊接工艺评定结果是编制大桥焊接工艺作业指导书的基本依据。
通过焊接工艺评定试验,达到以下目的:1、验证拟定的焊接工艺的正确性、可行性;2、确定钢结构焊接工艺的适用范围;3、确定焊接使用的材料、牌号、规格;4、确认工艺流程及各道焊接工序操作的要求及数据参数控制;5.为编制施工焊接作业指导书提供依据。
6、通过评定选择合适的坡口形状和尺寸、焊接材料、焊接方法、施焊条件及工艺参数,以保证焊接接头的力学性能达到设计要求。
2、试验采用标准及试验内容以雅泸高速公路C20合同段干海子钢管混凝土桁架梁桥设计文件及有关施工验收规范和设计施工指南为依据,以有效指导该桥钢结构部分施工为目的,结合现场的实际情况拟定出焊接工艺评定试验的施焊试件和制取试样种类,检验和测定试样焊接接头是否具有所要求的使用性能。
本次焊接工艺评定试验及检验采用的标准及规范1)GB985-88《气焊、手工电弧焊及气体保护电弧焊坡口的基本形式与尺寸》2)GB/T3323-2005 《金属熔化焊焊接接头射线照相》3)GB/T5117-95 《碳钢焊条》4)GB5118-95《低合金钢焊条》5)GB12470-2003《埋弧焊用低合金钢焊丝和焊剂》6)GB11345-89《钢焊缝手工超声波探伤方法和探伤结果分级》7)TB1558《对接焊缝超声波探伤》8)TB10212-98《铁路钢桥制造规范》9)GB2649-1989《焊接接头机械性能试验取样方法》10)GB/T2650-2008《焊接接头冲击试验方法》11)GB/T2651-2008《焊接结构拉伸试验方法》12)GB/T2652-2008《焊缝及熔敷金属拉伸试验方法》13)GB/T2653-2008《焊接结构弯曲试验方法》14)GB/T2654-2008《焊接接头硬度试验方法》15)《公路钢管混凝土桥梁设计与施工指南》(四川省交通厅公路规划勘察设计研究院)16)GB/T19869.1-2005/ISO 15614-1:2004《钢.镍及镍合金的焊接工艺评定试验》17)JG/T203-2007《钢结构超声波探伤及质量分级法》焊接工艺评定试验内容、试件的形式及覆盖范围等见表2.1。
焊接工艺评定报告及焊接工艺指导书

焊接工艺评定报告及焊接工艺指导书焊接工艺评定报告编号为1689,焊接方法为Ws+D,机械化程度为自动。
接头简图包括坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度,其中焊缝金属厚度为0.5-2或2-3.2.不需要进行焊后热处理,因此热处理温度和保温时间为空白。
保护气为氩气,混合比流量为8-12,尾部保护气和背部保护气为空白。
电流种类为直流,极性为正接,钨极尺寸为Ф3.2mm,焊接电流范围为100-135A,电弧电压范围为12-24V。
喷嘴直径为16-18mm。
母材为20#钢,厚度为4.5mm,直径为159mm。
填充金属为H08或E4315,规格为Ф2.5mm或Ф3.2mm。
焊接位置为对接焊缝位置为6G,焊接方向和角焊缝位置为空白。
焊接速度为7-9cm/min,摆动为空白。
预热温度为单道预热温度,层间温度为空白。
到电阻至焊件距离为8-10.加热温度、升温速度、保温时间、冷却速度、最小预热温度、最大层间温度、保持预热时间、加热方式和气体种类混合比流量同上。
电流种类为直流,极性为EN/EP,焊接电流范围为100-130/100-160A,电弧电压范围为12-18/22-28V。
本文介绍了使用不同牌号、直径和焊接电流的焊接材料进行焊接的技术措施和试验结果。
使用TIG-50、J422和J422等不同牌号、直径和焊接电流的焊接材料进行焊接时,需要采用不同的焊接层次和焊接方法。
钨极类型和尺寸为钨极Ф2.5喷嘴孔径为Ф12㎜。
在焊接过程中,可以选择摆动焊或不摆动焊,摆动焊的参数为GTAW摆幅3-4㎜SWAW摆幅6-10㎜。
焊前需要进行清理,可以使用砂轮打磨和背面清根方法。
在焊接完成后,需要进行拉伸试验、弯曲试验、冲击试验和金相检验等试验。
拉伸试验使用试验编号为JT-77-1的试验方法,试样编号为1513-1-1、1513-1-1和1513-1-1,试样宽度为20㎜,试样厚度为22㎜,横截面积为440㎜,弯曲直径为40㎜,试验温度为室温,断裂截荷分别为220KN和218KN,弯曲角度为180°,冲击吸收功分别为500J和495J。
焊接工艺评定 (确定版)

江苏省苏中建设集团股份有限公司焊接工艺评定书评定项目:管对接20# Φ60×3.5适用范围厚度2.5~7mm 氩弧焊评定书编号:GVH - 03评定日期:2013年10月备案号:G - 009批准(总工程师):焊接工艺指导书共2页第1页Ⅰ组别号:Ⅰ-1与类别号:Ⅰ组别号:Ⅰ-1相焊及GB8613钢号:20#与标准号:GB8613钢号:20# 相焊厚度范围:对接焊缝: 2.5~7mm角焊缝:不限焊接工艺指导书共2页第2 页焊接工艺评定书共3页第1页材料标准:GB861320#组别号:Ⅰ-1与类、组别号:Ⅰ-1相焊3.5mm 焊厚热处理:/热处理温度(℃):/保温时间(h):/保护气体:气体:Ar混合比:6~9焊接工艺评定报告共3页第2 页焊接工艺评书共3 页第3 页江苏省苏中建设集团股份有限公司焊接工艺评定书评定项目:管对接20# Φ219×12适用范围:9~24mm 氩+电联弧焊评定书编号:GVH - 02评定日期:2013年10月备案号:G - 002批准(总工程师):焊接工艺指导书共2页第1页母材:类别号: Ⅰ组别号:Ⅰ-1与类别号:Ⅰ组别号:Ⅰ-1相焊及标准号:GB8613钢号:20#与标准号:GB8613钢号:20# 相焊厚度范围:母材:对接焊缝:9~24mm角焊缝:不限管子直径、壁厚范围:对接焊缝:Φ219mm~不限角焊缝:不限焊接工艺指导书共2页第2 页焊接工艺评定书共3页第1页母材:材料标准:GB8613钢号:20#组别号:Ⅰ-1与类、组别号:Ⅰ-1相焊厚度:12mm直径:Φ219焊厚热处理:/热处理温度(℃):/保温时间(h):/保护气体:气体:Ar混合比:8~10流量(L/min): /焊接工艺评定报告共3页第2 页焊接工艺评书共3 页第3 页。
SYT-0452焊接工艺评定指导书及报告推荐格式

母材2
母材标准
类(组)别号
母材钢号
规格(mm)
适用管材直径、壁厚范围;对接焊缝______________角焊缝______________
母材适用范围:_________________________________________
填充金属
焊层名
执行标准
填充金属类别号
牌号
型号
规格
适用焊缝金属厚度范围:对接焊缝__________________角焊缝_______________
焊接工艺评定指导书
评定单位名称______________________________________________
焊接工艺评定指导书编号____________________
焊接工艺评定执行标准_____________________________
焊接方法______________机械化程度(手工、半自动、自动)______________
对口方式
对口器型式_________________ 对口器撤离__________________
每层焊工数量_______________________
焊接位置:
对接焊缝的位置____________________
焊接方向(向下、向上)____________
角焊缝位置________________________
弯曲试验试验报告编号_____________________
试样编号
试样类型
试样厚度
(mm)
弯轴直径
(mm)
试验结果
冲击试验试验报告编号_____________________
试样编号
试样尺寸
焊接工艺评定书

编号:YG2-01 焊接工艺评定书
编制:日期:
审核:日期:
批准:日期:
陕西建工第三建设集团有限公司
编号:YG2-01 焊接工艺评定书
(无缝钢管-手工氩弧焊)
目录
焊接工艺评定任务书
焊接工艺指导书
焊接工艺评定报告
焊接工艺评定施焊记录表
焊接工艺评定焊缝外观检查表
附件
1.试件外观检测报告(复印件)
2.检测报告(复印件)
3.检测单位资质(复印件)
一、焊接工艺评定任务书
焊接工艺指导书
注:对每一种母材与焊材的组合均需分别填表
焊接工艺指导书
编制:日期:审核:日期:批准:日期:
焊接工艺评定报告
焊接工艺评定报告
焊接工艺评定施焊记录表
焊接工艺评定外观检查表。
焊接工艺评定指导书示例

焊接工艺评定指导书示例
内容
一、前言
一、定义:焊接工艺评定指导书是由质量管理部门编写的,旨在评估
焊接质量、审核焊接质量标准和规范,以及维护焊接质量的文件。
二、目的:本指导书旨在为质量核查、焊接质量管理和检验提供指导,保证在焊接工艺过程中符合国家标准和规范,以达到较高的焊接质量,提
高产品质量。
三、文件范围:本指导书适用于评估焊接过程中的质量参数,并说明
了该过程的控制要点,以确保焊接质量能够达到规定的要求。
四、责任与权限:本指导书由质量管理部门负责实施,其下所有部门
都负有质量控制责任并有权拒绝不符合质量要求的产品。
二、焊接工艺评定指导书
1、焊接技术
(1)焊接方法:
a.焊接方法,包括熔焊、气体保护焊接、电弧焊、热压焊等。
b.具体焊接方法,包括熔焊、电弧焊、气体保护焊接、电阻焊等
c.焊接工艺:采用焊接工艺可以降低焊接温度,控制焊接深度,提高
焊接质量和效率。
(2)焊接材料:
a.焊接材料:采用液态金属或金属粉末,需要选择合适的焊接材料以保证焊接质量。
b.可焊接材料,包括铁、铜、铝、钢铁合金、镍和钛等。
焊接工艺评定书

保护气体
氩气
流量
12L/min
背面保护气体
流量
电特性
焊层
道号
焊
接
方
法
焊接材料
电流范围
(A)
电压范围
(V)
焊接速度
(mm/min)
其它
牌号
直径
1-1
Ws
TIG-J50
Ф2﹒5
直流正接115-120
12-24
67.4-69
2-1
Ds
J507
Ф3﹒2
直流反接95-105
24-26
45.8-66.1
共5页,第2页
24-26
55-90.5
6-2
Ds
J507
Ф4
直流反接130-145
24-26
54-92
施
焊
技
术
无摆动焊或摆动焊
打底无摆动焊,其余摆动焊
焊嘴尺寸
Ф9
焊道清理方法
用扁铲、锯条、锉刀等
清根方法
导电嘴与工件距离
10mm
其它
钢材或焊材复验结果
编号
牌号
规格
C
Mn
Si
Cr
Mo
V
S
P
Ni
TIG-J50
Ф2.5
0.086
5–2
Ds
J507
Ф4
直流反接130–150
20–30
50–80
6–1
Ds
J507
Ф4
直流反接130–150
20–30
50–90
6–2
Ds
J507
Ф4
直流反接130–150
20–30
铁塔公司焊接工艺评定书模版

焊接工艺评定书我公司在铁塔制造焊接技术工艺上采用的是CO2半自动气体保护焊。
焊接工艺的评定,首先我们要对焊工进行严格的考核,焊工必须持有焊工证方能上岗操作;但最主要的是完整的记录评定焊接工艺的条件和检验结果。
其中包括母材牌号(或材料的实际化学成份)、规格、坡口、形式和尺寸、焊接填充材料的牌号(或填充材料的实际化学成份)和规格,试板材料焊接时需监控的重要焊接工艺参数,以及其它产品技术条件所要求的检验项目的检验结果。
焊接工艺:1、焊前准备1.1 对焊接坡口处应进行影响焊接质量的检查,如局部凹凸不平和裂纹、夹层等缺陷,应予消除和修补。
1.2 组装前,连接表面及沿焊缝每边(30~50)mm锈蚀、毛刺和油污等必须清除干净。
1.3 CO2气体保护焊所用的焊接材料有:CO2气体和焊丝。
CO2气瓶不准靠近热源或置于烈日下曝晒,以防发生意外事故。
为了保证焊缝金属具有足够的机械性能,并防止焊缝产生气孔,CO2气体保护焊所用的焊丝必须比母材含有更多的Mn和Si等脱氧元素。
目前最普遍使用的焊丝有ER50-6,它具有较好的工艺性能和较高的机械性能,适用于焊接重要的低碳钢和普通低合金钢(如 Q345钢)结构,能获得满意的焊缝质量。
2、 CO2气体保护焊的焊接过程2.1 焊接过程中,电源的两输出端分别在焊枪和焊件上。
盘状焊丝由送丝机构带动,经软管和导电嘴不断地向电弧区域送给;同时,CO2气体以一定的压力和流量送入焊枪,通过喷嘴后,形成一股保护气流,使熔池和电弧不受空气的侵入。
随着焊枪的移动,熔池金属冷却凝固而形成焊缝,从而将被焊的焊件连成一体。
2.2 焊接过程中,不允许开电风扇,也不允许在空气流动性强的场所作业(风速大于2m/s)。
2.3 组装点焊时,不应强行点装,且点焊用的焊丝应当与正常施焊时相同牌号的焊丝。
焊点应有一定强度,点焊焊缝高度不许超过正常焊缝高度的2/3。
2.4 点焊焊缝应保证与母材两侧有良好的熔合,没有夹渣、裂纹等缺陷。
压力管道焊接工艺评定
委托编号: YHGPS-10
名称:焊接工艺评估试件
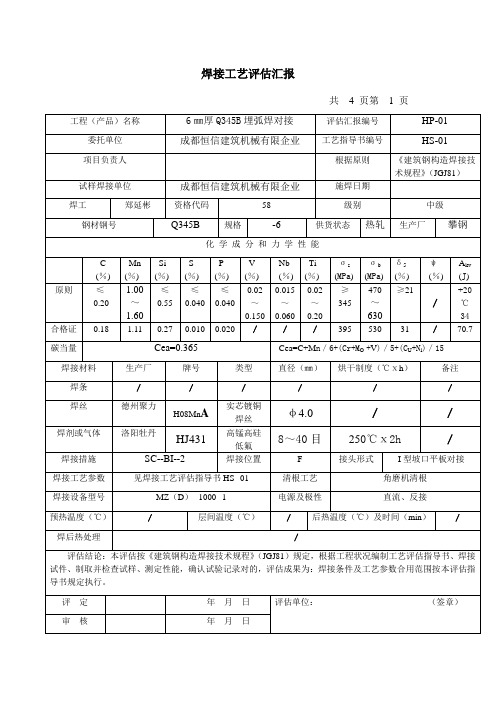
工艺评估编号: D-B1-6HP010
试件编号: 1、2
材料牌号: Q235-B
材料规格: T=6mm
焊接材料: J422
焊接措施:手工
焊接位置:平位
坡口型式: Y形
焊工编号: TS6JTYN120529
热处理状态: /
直径: /
直径:/
焊后热处理:
热处理温度: /℃
保温时间: / h
保温时间:/h
保护气体:
尾部保护气: /流量/ L/min
背面保护气: /流量/ L/min
背面保护气:/流量/L/min
焊接材料:
焊条原则: GB5117
焊条牌号、直径: J422、Ф3.2.Ф4.0
焊丝牌号、直径: /
焊剂牌号: /
结论:本评估按GB50236-98规定焊接试件、检查试样,测定性能,确认试验记录对旳,评估成果:合格
结论:本评估按GB50236-98规定焊接试件、检查试样,测定性能,确认试验记录对旳,评估成果:合格
施焊:施焊日期: 2023.09.10
填表:日期: 2023.09.10
日期: 2023.09.10
焊缝
常温
80.0
合格
4
475.9
断母材
焊缝
常温
78.0
合格
5
6
7
8
9
试验原则:GB/T228, GB/T232, GB/T229
结论:该试件,经检查合格
试验:
无损探伤报告
编号: 030701
产品名称:焊接工艺评估试件
产品编号: YHGPS-05
焊接工艺评定作业指导书
1.总则焊接工艺评定是产品正式焊接前应进行的试验工作,解决在具体条件下焊接工艺问题,是制定工艺技术文件的依据;规定了焊接工艺评定的具体操作程序,是焊接工艺评定的指导性文件;2.定义2.1焊接:通过加热、加压或两者并用,并且用或不用填充材料使焊件间达到原子结合的一种加工工艺方法;2.2焊接工艺评定:是在正式产品焊接前通过试验、预测焊接接头可焊性;若试验的接头性能不合格,可以改变焊接工艺,直到评定合格为止,以解决在具体条件下实施焊接工艺问题;3.工作程序3.1工作程序流程图3.2凡属下列条件均需进行焊接工艺评定:➢甲方制作标准中规定;➢结构钢材系首次使用;➢焊条、焊丝、焊剂的型号改变;➢焊接方法改变,或由于焊接设备的改变而引起焊接参数的改变;3.2.1焊接工艺需改变:a. 双面焊、对接焊改为单面焊;b. 单面对接电弧焊增加或去掉垫板,埋弧焊的单面焊反面成型;c.坡口型式改变、变更钢板厚度,要求焊透的T型接头;3.2.2需要预热、后热或焊后要做热处理;3.3技术员在正式产品施焊之前分别向制作车间、焊研室下达焊接工艺委托书具体项目见附页;3.4工艺试验的钢材和焊接材料,应于工程上所用材料相同;3.4.1工艺试验一般以对接接头为主,试验前应根据钢材的可焊性和设计要求拟定试件的焊接工艺、焊后处理、检验程序和质量要求;3.4.2要求焊透的T型接头,宜用与实际构件刚度相当的试件进行试验;3.4.3工艺试验应包括现场作业中遇到的各种焊接位置,当现场有妨碍焊接操作的障碍时,还应做模拟障碍的焊接试验;3.5制作车间:配料员据委托书配出工艺评定所用材料的规格、尺寸、经划线、切割等各工序加工完毕后转至焊研室;3.6试样的加工与评定3.6.1工艺试板的焊接应由持焊工合格证的焊工施焊;3.6.2试验焊件焊缝的外观及内部质量无损检测,应按JGT81-91第六章的规定进行检查、评比;3.6.3试验人员将试样的截取方式在试件上划出后转至网架结构车间;3.6.4网架结构车间据图样加工出试验所需试样再转焊研室进行试验;3.6.5焊接接头的力学性能试验以拉伸和冷弯面弯、背弯为主,冲击试验按设计要求确定,有特殊要求时应做侧弯试验;每个焊接位置的试件数量应为:➢拉伸、面弯、背弯及侧弯各2件➢冲击试验9件焊缝、熔合线、HAC各3件试件的截取、加工及试验方法均按国家标准GB2649-2656焊缝金属及焊接接头力学性能试验的规定进行;3.6.6焊缝接头力学性能试验的合格标准;➢拉伸试验:接头焊缝的强度不低于母材强度的最低保证值;➢冷弯试验弯曲合格角度按下表执行:度不得大于3.0mm,如超过3.0mm,应补做一件重新评定;➢冲击试验应符合设计要求;3.6.7T型接头,应做磨片检查熔合情况;埋弧焊缝的试件须测定成型系数,其值应大于;3.6.8如果甲方有具体标准时,按甲方标准执行;。
焊接工艺评定作业指导书

焊接工艺评定作业指导书一、概述焊接工艺评定是指通过对焊接工艺参数、操作技术和焊接材料进行验证和评估,确定其满足焊接任务的要求,以保证焊接质量的一项工作。
本指导书旨在编写焊接工艺评定作业的相关步骤和操作注意事项,以帮助焊接工程师和技术人员正确进行焊接工艺评定。
二、工艺评定准备1.明确焊接工艺要求:根据焊接任务的要求,确定焊接材料、焊接方法和焊接参数等工艺要求。
2.准备焊接材料和设备:根据焊接工艺要求,准备适当的焊接材料和设备,并进行检查和确认。
3.制定工艺评定方案:根据焊接任务要求,制定详细的工艺评定方案,明确评定的目标和内容。
三、工艺评定步骤1.试验准备:准备试样及相关辅助设备,根据焊接工艺要求切割、制备试样,同时准备试样的取样记录等相关文件。
2.装夹和定位:根据焊接工艺要求,将试样装夹在适当的位置,并严格按照规定的焊接位置和间隙等进行定位。
3.焊接操作:根据焊接工艺要求,进行焊接操作,注意控制和记录焊接参数,如焊接电流、电压、焊接速度等。
4.焊缝检查:对焊接完成后的焊缝进行检查,并进行尺寸、形状、气孔、裂纹等质量指标的评估和记录。
5.焊后处理:对焊接完成后的试样进行热处理、退火或机械加工等后续处理,保证试样满足评定要求。
6.试验评定:根据制定的评定标准,对焊接试样进行力学性能、金相组织、硬度等指标的测试和评估,生成评定报告。
四、工艺评定注意事项1.操作规范:焊接工艺评定过程中,操作人员应严格按照焊接工艺要求和操作规范进行,不得盲目操作或违反操作规程。
2.记录完整:焊接工艺评定过程中,要求记录相关的焊接参数、检测结果等,确保评定工作的完整和可追溯性。
3.设备校验:使用的焊接设备应经过校验和检测,确保其符合工艺评定要求。
4.评定标准:制定评定标准时应参考相关标准和规范,确保评定结果的准确性和可靠性。
5.安全操作:焊接工艺评定过程中,操作人员应遵守相关安全操作规程,佩戴必要的个人防护装备。
五、总结焊接工艺评定是焊接质量管理的重要环节,只有通过评定,才能确保焊接工艺的稳定性和可靠性。
焊接工艺评定报告
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
吴国斌焊接工艺评估汇报
共 4 页第 1 页。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
受控状态文件编号: OF/GYHJ-01发放编号 00 版本号: A版
]
焊接工艺评定报告
编制:桑叶日期:2012年02月 28 日
)
审核:陈海强日期:2011年02月 28 日
批准:陈明华日期:2011年02月 28 日
编号:PQR-01
焊接工艺评定书
·
(不锈钢管-手工氩弧焊)
目录
一、焊接工艺评定任务书(表1)
二、焊接工艺指导书(表2)
三、焊接工艺评定报告(表3)
四、焊接工艺评定施焊记录表(表4)
五、焊接工艺评定焊缝外观检查表(表5)
六、附件
1.试样检测报告
2.试样材料质量检验证明书
/
3.焊接材料质量质量证明书
一、焊接工艺评定任务书(表1)。
母材
牌号 0Gr18Ni9 接 头 示 意 图
! 规格 D60× 焊
接 材 料
焊条 牌号 规格 焊丝 牌号 ' ER304
规格 焊剂
… 牌号 规格
焊接方法 、 手工氩弧焊
其他
技 术 要 求
、 焊缝外观质量
√ 射线探伤 √ 其他
∕
机 械 性 能
》
拉伸(GB228)
数 量 2 件
冲击
∕
弯曲 (GB232)
项目
数量 》
各 项 指 标
面弯 2件 弯曲直径 12 热影响区 ∕ 背弯 2件 支座间距 焊缝区 ∕ % 侧弯 ∕
弯曲角度
180° 其他
∕
金相 宏观 ∕ 微观
∕ 晶间腐蚀
∕
合 格 标 · 准
外观质量 不允许存在未熔合、裂缝、气孔、夹渣、弧坑、未焊透
X 射线探伤 JB/T 射线检测
∕
机 $
拉伸 GB228 金 相
宏 观
∕
弯曲
GB232
二、焊接工艺指导书(表2)
焊接接头:简图:(接口形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式: V型
衬垫(材料及规格):无
其他:采用机械加工坡口
'
注:对每一种母材与焊材的组合均需分别填表
焊接工艺指导书(续表2)
.
.
钨极类型及直径铈钨棒ФФ喷嘴直径(mm)Ф8-10
熔滴过度形式焊丝送进速度(cm/min)
技术措施:
摆动焊或不摆动焊:略摆动摆动参数:小摆动
焊前清理和层间清理:坡口两侧20mm清理背部清根方法:
…
单道焊或多道焊(每面):单道焊单丝焊或多丝焊:单丝
导电嘴至工件距离:锤击:
其他:
第三方检验
编制:桑叶日期:审核:陈海强日期:批准:陈明华日期:三、焊接工艺
评定报告(表3)
单位名称:上海欧坊医疗机械设备有限公司
焊接作业指导书编号: WPS-01 焊接工艺评定报告编号: PQR-01
焊接方法:手工氩弧焊机械化程度:手工
,
接头简图:(坡口形式、尺寸、衬底、每种焊接方法或焊接工艺、焊接金属厚度)
母材:
材料标准:GB/T14976 -2002
钢号: 0Gr18Ni9
类、组别号:Ⅶ-1 类、组别号:Ⅶ-1 相焊
厚度:3 mm
焊后处理:
热处理温度(℃)
保温时间(h)
气体:
气体种类混合比流量(L/min)
焊接工艺评定报告(续表3)
;
焊接工艺评定报告(续表3)
编制:桑叶日期:审核:陈海强日期:批准:陈明华日期:四、焊接工艺评定
施焊记录表(表4)
五、焊接工艺评定外观检查表(表5)
—
检查者:祁学成日期:施焊
者:陈明美日期:编号:PQR-02
焊接工艺评定书
(紫铜管—氧乙炔焰银钎焊)
目录
一、焊接工艺评定任务书(表1)
二、焊接工艺指导书(表2) 三、焊接工艺评定报告(表3) 四、焊接工艺评定施焊记录表(表4) 五、焊接工艺评定焊缝外观检查表(表5)
(
六、附件
1. 试样检测报告 2.试样材料质量证明书 3. 焊接材料质量证明书
/
一、焊接工艺评定任务书(表1)
母材
牌号 紫铜管TP2
接 头 示 意 图
规格 Ф22×
焊 接 材
料 焊条 牌号 (
/ 规格
/ 焊丝
"
牌号 L209 规格
扁丝
二、焊接工艺指导书(表2)
焊接接头:
管状承插式简图:(接口形式、接头间隙、搭接长度)
、
坡口形式:∕接头间隙:搭接长度: 15-20mm 接头及坡口形式接头焊缝示意
母材:
类别号紫铜管Ι与类别号紫铜管Ι相钎焊或标准号 GB/T 1527-2006 牌号 TP2 与
标准号 GB/T 1527-2006 牌号 TP2 相钎焊
厚度范围:
母材:管径范围:不限搭接长度范围: 15-20mm 焊前清理方法: 用细纱布清理
其他:
—
钎焊接材料:
焊材类别低银钎料银钎焊溶剂
焊材标准GB/T 6418-2008Q/JBAY13-2009
焊材型号BCu91PAg QJ101
焊材规格
\
扁丝
≤80目
焊材牌号L209飞机牌
制造厂商上海斯米克焊材有限公司上海斯米克焊材有限公司
漫流位置:水平漫流钎料垫加方式:随焊随加钎料技术措施:由合格焊工施焊
钎焊后清理方法:焊件冷却至80以下时,用热水冲洗并用钢丝刷除去多余的焊剂、熔渣。
火焰类型:采用碳化焰,将火焰中层与焊件接触,并做不停的相对运动,使焊件温度均匀上升
、
焊炬型号: H01-6
其他:
焊接工艺指导书(续表2)
焊接位置:
对接焊缝的位置:插入套管,水平转动
焊接方向:(向上、向下)向上~
三、焊接工艺评定报告(表3)
单位名称:上海欧坊医疗机械设备有限公司
焊接作业指导书编号: OF/SOP-GY-GQ-08 焊接工艺评定报告编号: PQR-02
焊接方法:氧乙炔焰钎焊机械化程度:手工
接头及坡口形式
?
接头焊缝示意
母材:
材料标准: GB/T 1527-2006
钢号: TP2紫铜管
类别号:紫铜管Ⅰ与类别号:紫铜管Ⅰ相钎焊
厚度:
直径:Ф22
其他:
焊后处理:
【
热处理温度(℃) /
保温时间(h) /
气体:
气体种类:氧气乙炔气
纯度(% ): 98
压力(PMa):~~
焊炬型号: H01-6 填充金属:
焊材标准: GB/T 6418-2008
焊材牌号: L209 低银钎料
》
焊材规格:扁丝
焊缝金属厚度:
其他:
电特性:
电流种类: /
极性: /
钨极尺寸: /
焊接电流(A): /
电弧电压(V): /
焊接位置:
对接焊缝位置:插入套管,水平转动
!
方向:(√向上、向下)
角焊接位置 /
方向:(向上、向下)
技术措施:
焊接速度(cm/min):~7
摆动或不摆动:略摆动
摆动参数:
多焊道或单焊道(每面):单道焊
多丝焊或单丝焊:单丝
其他:焊毕,在焊件冷却至80℃以下时,用热水
冲洗并用钢丝刷除去多余的焊剂、熔渣
预热:
;
预热温度(℃) /
焊接工艺评定报告(续表3)
焊接工艺评定报告(续表3)
编制:桑叶日期:审核:日期:批准:蔡乃芬日期:四、焊接工艺评定施
焊记录表(表4)
五、焊接工艺评定外观检查表(表5)。