环境标志产品技术要求 喷墨墨水
Printing Ink LUS35-W-BA SDS No. 037-U132094说明书
按照 GB/T 16483、GB/T 17519 编制印刷油墨 (Printing Ink) LUS35-W-BA产品名LUS-350 WhiteInk Ver.2企业标识Mimaki Engineering Co., Ltd2182-3 Shigeno-otsu, Tomi-shi, Nagano 389-0512 Japan电话: +81-268-64-2413進口商/分銷商上海御牧貿易有限公司上海市桂平路555号45幢1楼电话: +86-21-3367-6651紧急电话号码+86-0532-********产品用途喷墨油墨使用限制不明。
液体。
白色。
吞咽有害。
皮肤接触有害。
造成皮肤刺激。
造成严重眼刺激。
可能导致皮肤过敏反应。
可能会影响生殖能力或伤害母体里的胎儿。
长期或多次接触,会对器官造成伤害。
对水生生物毒性极大并具有长期持续影响。
GHS危险性类别急毒性 - 口服 -类别4 (38%未知 )急性毒性 - 经皮肤 -类别4 (85%未知 )皮肤腐蚀/刺激 -类别2严重眼损伤/眼刺激 -类别2A皮肤致敏 -类别1生殖毒性 -类别2特异性靶器官系统毒性—反复接触 -类别1 ( 肝 , 呼吸系统 )对水生环境有害 - 急性危害 -类别1 对水生环境有害 - 慢性危害 -类别1 标签要素 象形图信号词 危险 危险性说明 吞咽有害。
皮肤接触有害。
造成皮肤刺激。
造成严重眼刺激。
可能导致皮肤过敏反应。
可能会影响生殖能力或伤害母体里的胎儿。
长期或多次接触,会对器官造成伤害。
对水生生物毒性极大并具有长期持续影响。
防范说明 预防措施使用前取得专用说明。
在阅读并明了所有安全措施 前切勿搬动。
戴防护手套/穿防护服/戴防 护眼罩/戴防护面具。
不要吸入粉尘/烟/气体/烟雾/蒸气/喷雾。
作业后彻底清洗。
受沾染的工作服不得带出工作 场地。
工作场所不得进食,饮水或吸烟。
避免释放到环境中。
事故响应如果接触或有疑虑: 请寻求医嘱/就医。
最新环保指令要求

一.中国环境标志产品技术要求1.喷墨盒标准于2010年7月1日起实施本标准适用于使用喷墨显像技术设备的喷墨盒,包括新品喷墨盒和再生喷墨盒。
不适用于连续打印速度>60(页/min)以及打印速度>70(页/min)喷墨设备所使用的喷墨盒。
1.产品外壳不得使用含氯塑料。
2.塑料部件中的铅(Pb)、镉(Cd)、汞(Hg)、六价铬(Cr6+)的含量应符合SJ/T 11363所规定的要求。
表1 电子信息产品的组成单元分类表2 有毒有害物质的限量要求单位为质量分数2.箱包标准于2010年7月1日起实施本标准适用于由纺织面料、皮革、聚氨酯合成革等材料制成的箱包。
1.皮革、合成革中的有害物质限量符合下表要求。
注:下表中的A,B,C类分别指:A类:婴幼儿用品,供年龄在36个月及以下婴幼儿使用。
B类:直接接触皮肤用品,在穿着或使用时,其表面的大部分面积与人体皮肤直接接触。
C类:非直接接触皮肤用品,在穿着或使用时,不直接接触皮肤或其表面的小部分面积与人体皮肤直接接触。
4.生产过程中油墨中可迁移的重金属限量(以干基计)应满足下表要求。
3.木质玩具指令标准于2010年6月1日起实施1. 产品中可触及材料的可迁移元素含量应符合下表的要求。
可迁移元素的限量单位:mg/kg3.产品中可与皮肤接触的金属表面镍释放量不得大于0.5ug/(cm2.week)4. 包装材料中不得使用卤化聚合物材料。
4.人造板及其制品标准于2010年7月1日起实施1.木材或其他非木材植物原料处理过程中不得使用有机卤化物、煤焦油、杂酚油、有机锡化合物、铬和砷化合物。
2.地板产品所使用的涂料应为紫外光固化涂料。
5.喷墨墨水标准于2010年6月1日起实施本标准适用于喷墨设备用墨水,不适用于辐射固化喷墨墨水。
水基喷墨墨水的有害物质限量二.自2010年7月1日起欧盟将在所有消费品中限制使用某些有机锡化合物。
三. RoHS指令的最新发展欧洲议会环境委员会6月2日以55票同意、1票反对、2票弃权,通过了对《欧盟电器和电子有害物质指令》(RoHS2.0)进行修改的决议,相对于2002/95/EC指令具体修改内容如下:1.确定了产品范围,欧盟RoHS指令的管控范围扩大到除特定豁免外的所有的电子电气设备。
hj572-2010环境标志产品技术要求文具
hj572-2010环境标志产品技术要求文具
hj572-2010环境标志产品技术要求文具是指符合该标准要求的
书写、画画、修正等各类文具产品。
下面将从适用范围、技术要求以及环境要求三个方面进行介绍。
首先是适用范围。
该标准适用于各类书写、画画、修正等各类文具产品,包括铅笔、钢笔、毛笔、蜡笔、彩色铅笔、橡皮擦、修正液等产品。
其次是技术要求。
hj572-2010标准对文具产品的质量和环境性
能提出了严格要求。
首先是文具产品的外观要求,要求产品外观应做到整齐、无刮擦、无明显污渍等,确保产品的外观质量;其次是产品的笔杆要求,要求笔杆应具有一定的粘合性,写字时不易松动;再次是笔的书写性能要求,要求笔迹应流畅、不掉色,墨水应渗透均匀;最后是修正液的要求,要求修正液应干得快、干得彻底,不会在修正后留下痕迹。
最后是环境要求。
hj572-2010标准对文具产品的环境性能提出
了严格要求,以确保产品对环境的影响尽可能减少。
其中,产品应符合有关国家环境标准和法规的要求,不得含有汞、铅、镉、六价铬、多溴联苯、六溴联苯醚等有害物质,并且产品在制造过程中应减少对环境的污染。
此外,标签和包装材料也应符合环境要求,不得含有有害物质。
综上所述,hj572-2010环境标志产品技术要求文具是对书写、
画画、修正等各类文具产品的质量和环境性能提出的严格要求。
该标准规定了文具产品的外观、笔杆、笔的书写性能和修正液
的要求,并要求产品符合国家环境标准和法规,不得含有有害物质。
这些要求旨在保证文具产品的质量和环境友好性,保护消费者的健康和环境的可持续发展,促进文具行业的健康发展。
2023年我国油墨行业环保标志的技术要求

03
油墨行业环保标志的应用范 围
Application scope of environmental protection labels in the ink industry
2.环保油墨,研发先行
此外,还需要加强监测和检测措施,确保生产过程中的符合环保要求。为了提高效果,油墨行业还 可以通过不断研发新的低VOC替代材料和生产工艺,探索更符合环保标准的油墨产品。只有在全面贯 彻技术要求的基础上,油墨行业才能实现更加环保的发展。
可回收利用
材料可回收性要求
1. 油墨中使用的材料应当具有可回收 性,能够在适当条件下被循环再利用。 2. 墨水、颜料、树脂等关键成分的选 择应考虑其可回收性,并且尽量避免 使用难以回收的有害物质。
食品、饮料、医药行业
1. 原材料选择:在油墨生产过程中,优先选择符合环保标准 的原材料。对于食品、饮料、医药行业,应选用无毒、无害、 无残留的原材料来生产油墨。确保油墨所使用的颜料、树脂、 添加剂等原材料符合国家和行业相关环保标准,并进行严格 的质量控制和监管。2. 低挥发性有机物含量:食品、饮料、 医药行业油墨应具有较低的挥发性有机物(VOCs)含量。挥 发性有机物的释放会对环境和人体健康产生潜在风险,因此 油墨生产过程中应采用低挥发性有机物配方,并通过有效的
TEAM
谢谢观看 THANKS
Form:Andy 2023/8/17
环保标志的定义及意义
Definition and significance of environmental protection signs
绿色印刷环境标志标准

HJ 中华人民共和国国家环境保护标准HJ □□□□-201□环境标志产品技术要求印刷第二部分:组合印刷Technical requirement for environmental labeling productsPrinting, Part 2: Multi-printing(征求意见稿)201□-□□-□□批准 201□-□□-□□实施环境保护部发布目次前言.......................................................................................................................................................... II1 适用范围 (3)2 规范性引用文件 (3)3 术语和定义 (3)4 基本要求 (3)5 技术内容 (4)6 检验方法 (7)前言为贯彻《中华人民共和国环境保护法》,减少组合印刷对环境和人体健康的影响,改善环境质量,有效利用和节约资源,制定本标准。
本标准对组合印刷原辅材料和印刷过程的环境控制、印刷产品的有害物限制做出了规定。
本标准为首次发布。
本标准适用于中国环境标志产品认证。
本标准由环境保护部科技标准司组织制订。
本标准主要起草单位:环境保护部环境发展中心、东港安全印刷股份有限公司、芬欧汇川(常熟)纸业有限公司上海分公司、西安西正印制有限公司、上海伊诺尔印务有限公司、上海太阳机械有限公司、广东冠豪高新技术股份有限公司、北京中印周晋科技有限公司、中国印刷技术协会、北京绿色事业文化发展中心本标准环境保护部20□□年□□月□□日批准。
本标准自20□□年□□月□□日起实施。
本标准由环境保护部解释。
环境标志产品技术要求印刷第二部分:组合印刷1 适用范围本标准规定了环境标志产品组合印刷的术语和定义、基本要求、技术内容和检验方法。
本标准适用于以平版印刷为主体,多种印刷方式相结合的印刷过程,印刷产品为票据、票证。
数码喷墨印刷环保标准
数码喷墨印刷环保标准
本标准旨在规范数码喷墨印刷过程中的环境保护,减少其对环境的影响。
本标准主要包括有组织排放控制要求、无组织排放控制要求和企业边界污染监控要求。
有组织排放控制要求
1.1 在进行数码喷墨印刷过程中,应使用符合国家或地方污染物排放标准的油墨和其他化学物质。
1.2 印刷设备应配置有效的废气处理装置,如活性炭吸附装置、光催化氧化装置等,确保废气排放符合相关标准要求。
1.3 对于印刷过程中产生的废液,应进行分类收集和处理,不得随意倾倒或排放。
无组织排放控制要求
2.1 在数码喷墨印刷过程中,应采取措施减少无组织排放,如使用密闭性好的印刷设备、定期检查设备密封性等。
2.2 对于无组织排放的废气,应采用合理的处理措施,如活性炭吸附、光催化氧化等,确保其排放符合相关标准要求。
2.3 在印刷过程中产生的废液,应进行分类收集和处理,不得随意倾倒或排放。
企业边界污染监控要求
3.1 在数码喷墨印刷企业边界处应设置污染物在线监测
装置,确保实时监控企业污染物排放情况。
3.2 监测数据应真实、准确、完整,并按规定时间报送当地环境保护主管部门。
3.3 在线监测装置应定期进行校准和维护,确保其正常运行。
《环境标志产品技术要求喷墨盒》(征求意见稿)编制说明
《环境标志产品技术要求 喷墨盒》(征求意见稿)编制说明环境标志标准编制组目 次1 项目背景 (3)1.1 项目来源 (3)1.2 工作过程 (3)2 行业概况 (3)2.1 国内行业发展概况 (3)2.2 国外行业和技术发展情况 (4)2.3国内外相关标准 (4)3 制定本标准必要性分析 (4)3.1 环境影响 (4)3.2 标准制定的重要性 (5)4 标准内容的说明 (6)4.1 名称 (6)4.2 适用范围 (6)4.3 术语和定义 (6)4.4 基本要求 (6)4.5 技术内容的说明 (6)4.6 检验方法 (7)《环境标志产品技术要求 喷墨盒》编制说明1 项目背景1.1 项目来源为贯彻《中华人民共和国环境保护法》,有效利用和节约资源,减少喷墨盒在生产、使用和处置过程中对人体健康和环境的影响,改善环境质量,促进低毒、低挥发性产品的生产和使用,环境保护部科技标准司在2006年下达的“关于制订《环境标志产品技术要求洗涤剂》等43项国家环境保护标准问题的复函”(环科函[2006]52号)中提出制定《环境标志产品技术要求 墨盒》(项目编号1285号)标准,包括再生和新品喷墨盒。
本标准由环境保护部环境发展中心承担并组织制定。
国家办公设备及耗材质量监督检验中心、惠普(中国)有限公司、瑞士利盟国际技术股份有限公司、理光(中国)有限公司、珠海天威飞马打印耗材有限公司、珠海纳思达企业管理有限公司、佳能(中国)有限公司、兄弟(中国)商业有限公司、爱普生(中国)有限公司等单位参加标准制订。
1.2 工作过程2008年12月召开标准前期调研讨论会,惠普、佳能等企业协助组织相关参编企业进行国内外标准的调研、标准框架制定工作;国家办公设备及耗材质量监督检验中心调研产品的检验方法,标准编制组初步成型。
2009年3月份召开开题论证会,正式成立标准工作组,确定标准制定方向、适用范围、参考依据和主起草单位。
参编企业负责提供数据及样品进行检测,国家办公设备及耗材质量监督检验中心负责完成数据收集确定检测方法。
喷墨印刷墨水使用要求及检验方法

喷墨印刷墨水使用要求及检验方法
喷墨印刷墨水使用要求:
1. 墨水必须符合国家相关标准和规定;
2. 墨水应具有良好的耐光性和耐热性,以确保印刷质量和图像稳定性;
3. 墨水应具有良好的附着力和不易褪色的特性,以确保印刷品的持久性;
4. 墨水应具有良好的干燥速度,以提高印刷效率和减少印刷品粘附风险。
喷墨印刷墨水检验方法:
1. 外观检验:检查墨水的颜色、透明度和悬浮物等外观特征;
2. pH值检测:使用pH试纸或pH仪检测墨水的酸碱性;
3. 干燥时间测试:将墨水施加在特定材料上,观察其干燥时间;
4. 耐光性测试:将印刷样品暴露在日光灯或紫外线光源下,观察墨色是否变化;
5. 耐热性测试:将印刷样品暴露在高温环境下,观察墨色是否变化;
6. 附着力测试:使用适当的检测设备,测试墨水在不同材质上的附着力;
7. 褪色性测试:将印刷样品暴露在化学药品或其他褪色剂中,观察墨色是否变化;
8. 流变性测试:使用流变仪检测墨水的粘度和流动性。
通过以上检验方法可以评估喷墨印刷墨水的质量和符合要求的程度。
环境标志产品技术要求目录2016.5.5
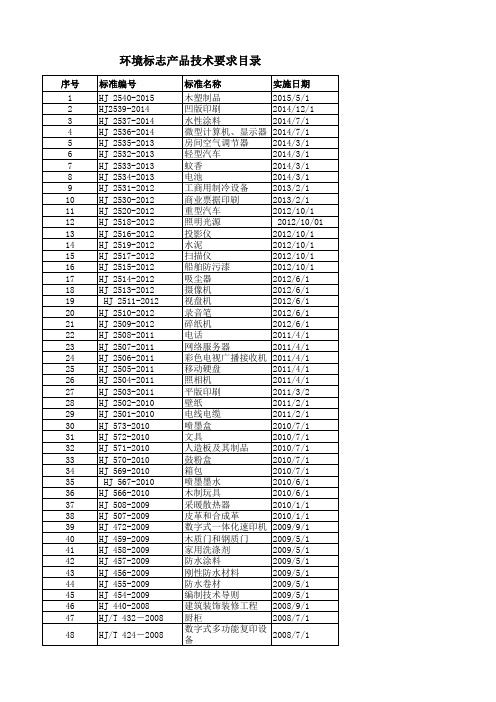
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 标准编号 HJ 2540-2015 HJ2539-2014 HJ 2537-2014 HJ 2536-2014 HJ 2535-2013 HJ 2532-2013 HJ 2533-2013 HJ 2534-2013 HJ 2531-2012 HJ 2530-2012 HJ 2520-2012 HJ 2518-2012 HJ 2516-2012 HJ 2519-2012 HJ 2517-2012 HJ 2515-2012 HJ 2514-2012 HJ 2513-2012 HJ 2511-2012 HJ 2510-2012 HJ 2509-2012 HJ 2508-2011 HJ 2507-2011 HJ 2506-2011 HJ 2505-2011 HJ 2504-2011 HJ 2503-2011 HJ 2502-2010 HJ 2501-2010 HJ 573-2010 HJ 572-2010 HJ 571-2010 HJ 570-2010 HJ 569-2010 HJ 567-2010 HJ 566-2010 HJ 508-2009 HJ 507-2009 HJ 472-2009 HJ 459-2009 HJ 458-2009 HJ 457-2009 HJ 456-2009 HJ 455-2009 HJ 454-2009 HJ 440-2008 HJ/T 432-2008 HJ/T 424-2008 标准名称 木塑制品 凹版印刷 水性涂料 微型计算机、显示器 房间空气调节器 轻型汽车 蚊香 电池 工商用制冷设备 商业票据印刷 重型汽车 照明光源 投影仪 水泥 扫描仪 船舶防污漆 吸尘器 摄像机 视盘机 录音笔 碎纸机 电话 网络服务器 彩色电视广播接收机 移动硬盘 照相机 平版印刷 壁纸 电线电缆 喷墨盒 文具 人造板及其制品 鼓粉盒 箱包 喷墨墨水 木制玩具 采暖散热器 皮革和合成革 数字式一体化速印机 木质门和钢质门 家用洗涤剂 防水涂料 刚性防水材料 防水卷材 编制技术导则 建筑装饰装修工程 厨柜 数字式多功能复印设 备 实施日期 2015/5/1 2014/12/1 2014/7/1 2014/7/1 2014/3/1 2014/3/1 2014/3/1 2014/3/1 2013/2/1 2013/2/1 2012/10/1 2012/10/01 2012/10/1 2012/10/1 2012/10/1 2012/10/1 2012/6/1 2012/6/1 2012/6/1 2012/6/1 2012/6/1 2011/4/1 2011/4/1 2011/4/1 2011/4/1 2011/4/1 2011/3/2 2011/2/1 2011/2/1 2010/7/1 2010/7/1 2010/7/1 2010/7/1 2010/7/1 2010/6/1 2010/6/1 2010/1/1 2010/1/1 2009/9/1 2009/5/1 2009/5/1 2009/5/1 2009/5/1 2009/5/1 2009/5/1 2008/9/1 2008/7/1 2008/7/1
喷码机消耗品墨水的环保要求
喷码机消耗品墨水的环保要求对于喷码机消耗品墨水有环保要求的客户主要是产品出口的企业,他们的市场主要是是以欧盟和北美为主,上述地区对产品的环保性要求比较严格,一般都会让供应商提供ROSH或者SGS出具的环保认证,下边把这两个组织的一些情况和大家分享一下。
“在电子电气设备中限制使用某些有害物质指令”(The Restriction of the use of Certain Hazardous Substances in Electrical and Electronic Equipment),简称RoHS指令。
基本内容是:从2006年7月1日起,在新投放市场的电子电气设备产品中,限制使用铅、汞、镉、六价铬、多溴联苯(PBB)和多溴二苯醚(PBDE)等六种有害物质。
RoHS指令发布以后,从2003年2月13日起成为欧盟范围内的正式法律;2004年8月13日以前,欧盟成员国转换成本国法律/法规;2005年2月13日,欧盟委员会重新审核指令涵盖范围,并考虑新科技发展的因素,就此拟定禁用物质增加项目的清单;2006年7月1日以后,欧盟市场上将正式禁止销售由这六类物质含量超标的产品。
喷码机消耗品墨水具体限制如下:镉及其化合物<100ppm铅及其化合物<1000ppm汞及其化合物<1000ppm六价铬化合物<1000ppm多溴联苯(PBB)<1000ppm多溴联苯醚(PBDE)<1000ppmSGS创建于1887年,是目前世界上最大、资格最老的民间第三方从事产品质量控制和技术鉴定的跨国公司。
总部设在日内瓦,在世界各地设有251家分支机构,256个专业实验室和 40000多名专业技术人员,在142个国家开展产品质检、监控和保证活动。
国内于1991年和中国标准开发公司(质监总局下属单位)成立合资公司,即通标标准技术服务有限公司,目前全国成立24个分公司办事处,全国员工超过5000人,主要从事检验、测试、认证、验厂等贸易保障相关工作。
浅谈《环境标志产品技术要求胶印油墨》(HJ 2542-2016)及应对
,
色环 保 的原 材料 ,更有效率 地应 对 国内外的相 关
并 于实施
一
、
《 H J 2 5 4 2 — 2 0 1 6 》的主 要 内容
之 日起 , 废止《 环境标 志产品技术要求 胶 印油 墨 》
( H J 厂 l 、 3 7 0 - 2 0 0 7 ) 。
《 H J 2 5 4 2 — 2 0 1 6 》对胶 印油墨 产 品的要 求主
热 同轮转 胶 印 油墨
≥7
( 2 ) 产 品使用 的矿物 油 中芳香 烃的质量分数 应
小于 1 %。
f 3 3产 ) 品 中挥发性 有机化 合物 ( V O C)和苯 系 物 ( 苯 、甲苯 、二 甲苯 和乙苯 ) 应符合 限量要 求 , 重 金属及 其 他有 害物质 限量应 符 合 《 Q B 2 9 3 0 . 1 — 2 0 0 8油 墨 中某 些有 害 元 素 的 限量及 其 测 定方 法 第 1 部分 :可溶性元 素 》及 《 Q B 2 9 3 0 . 2 — 2 0 0 8油 墨 中某 些有 害 元 素 的 限量 及其 钡 0 定方 法 第 2部
二、 《 H J 2 5 4 2 — 2 0 1 6 》 与 《 H J / _ r 3 7 0 — 2 0 0 7 》的对 比
《 H J 2 5 4 2 — 2 0 1 6 》标 准修订 的 内容很 多 ,与 标准 《 H J / T 3 7 0 — 2 0 0 7 》相 比较 ,主要 有 以下 几方
表 1 邻苯二 甲酸酯 类物质
新标准在《 环境标 志产 品技术要求 胶印油墨 》 ( H J / T 3 7 0 — 2 0 0 7 ) 的 基础上 进行 了修 订 ,对胶 印 油墨 生产过程 、产品 中有 毒有 害物 质限量 及包装 与说明等提 出了要求 。
中国环境标志产品认证技术要求--标准
中国环境标志产品认证技术要求--标准1:执行标准:HJ/T303-2006 家具产品2:执行标准:HJ/T201-2005 水性涂料产品3:执行标准:HJ/T414-2007 室内装饰装修用溶剂型木器涂料(家具漆)4:执行标准:HJ/T220-2005 胶粘剂产品5:执行标准:HJBC17-2005 人造板材及其制品6:执行标准:HJ/T207-2005 建筑砌块产品7:执行标准:HJ/T223-2005 轻质墙体板材产品8:执行标准:HJ/T206-2005 无石棉建筑制品9:执行标准:HJ/T296-2006 卫生陶瓷产品10:执行标准:HJ/T297-2006 陶瓷砖产品11;执行标准:HJ/T226-2005 建筑塑料管材产品12:执行标准:HBC 23-2004 壁纸产品13:执行标准:HJ/T412-2007 预拌混凝土产品14:执行标准:HJ/T411-2007 水嘴产品15:执行标准:HJ/T310-2005 盘式蚊香产品16:执行标准:HJBZ20-1997 杀虫气雾剂产品17:执行标准:HJ/T217-2005 防虫蛀剂产品18:执行标准:HJ/T222-2005 气雾剂产品19:执行标准:HJ/T236-2006 家用制冷器具产品20:执行标准:HJ/T235-2006 工商用制冷设备产品21;执行标准:HJ/T304-2006 房间空间调节器产品22:执行标准:HJ458-2009家用洗涤剂23:执行标准:HJ/T182-2005轻型汽车产品24:执行标准:HJ/T216-2005光动能手表产品25:执行标准:HJ/T221-2005家用微锅炉产品26:执行标准:HJ/T224-2005干式电力变压器产品27:执行标准:HJ/T227-2005磁电式水处理器产品28:执行标准:HJ/T223-2006泡沫塑料产品29:执行标准:HJ/T232-2006管型荧光灯镇流器产品30:执行标准:HJ/T231-2006再生塑料制品产品31:执行标准:HJ/T230-2006节能灯产品认证32:执行标准:HJ/T221-2005化学石膏制品产品33:执行标准:HJ/T210-2005软饮料34:执行标准:HJ/T208-2005灭火器产品35:执行标准:HJ/T205-2005再生纸制品产品36:执行标准:HJ/T204-2005包装用纤维干燥剂产品37:执行标准:HJ/T202-2005一次性餐饮具产品38:执行标准: HJ/T302-2006打印机、传真机和多功能一体机产品39:执行标准:HJ/T306-2006彩色电视广播接收机产品40:执行标准:HJ/T308-2006家用电动洗衣机产品41:执行标准:HJ/T424-2008 数字式多功能复印机产品42:执行标准:HJ/T410-2007 复印纸产品43:执行标准:HJ/T413-2007 再生鼓粉盒44:执行标准:HJ/T371-2007 凹印油墨和柔印油墨45:执行标准:HJ/T370-2007 胶印油墨46:执行标准:HJ/T313-2006微型计算机、显示器产品47:执行标准:HJBZ 3-1994无铅车用汽油产品48:执行标准:HJBZ 16-1996儿童玩具产品49:执行标准:HJ/T311-2006燃气灶具产品50:执行标准:HJ/T309-2006毛纺织品产品51:执行标准:HJ/T307-2006生态纺织品产品52:执行标准:HJBZ 38-1999低污染摩托车产品53:执行标准:HJ/T312-2006陶瓷、微精玻璃和玻璃餐具产品54:执行标准:HJ/T363-2007 家用太阳能热水系统产品55:执行标准:HJ/T362-2007 太阳能集热器产品56:执行标准:HJ/T351-2007 生态住宅(住区)57:执行标准:HJ/T219-2005 空气卫生香产品58:执行标准:HJ/T225-2005 消耗臭氧层物质替代产品59:执行标准;HJ/T239-2006 干电池产品60:执行标准;HJ/T238-2006 充电干电池产品61:执行标准;HJ/T234-2006 金属切割气产品62:执行标准;HJ/T203-2005 飞碟靶产品63;执行标准;HJ/T305-2006 鞋类产品64:执行标准;HJ/T218-2005 压力炊具65:执行标准;HJ/T237-2006 塑料门窗66:执行标准;HJ/T209-2005 包装制品67: 执行标准: HJ/T432-2008橱柜产品(最新标准)68: 执行标准: HJ/T440-2008建筑装饰装修工程69:执行标准:HJ 508-2009 采暖散热器(2010年1月1日实施)70:执行标准:HJ/T507-2009皮革和合成革(2010年1月1日实施)71:执行标准:HJ472-2009数字式一体化速印机(2009年9月1日实施)72:执行标准:HJ459-2009木质门及钢质门(2009年5月1日实施)73:执行标准:HJ457-2009防水涂料(2009年5月1日实施)74:执行标准:HJ456-2009刚性防水材料(2009年5月1日实施)75:执行标准:HJ455-2009防水卷材(2009年5月1日实施)76:执行标准:HJ454-2009编制技术导则(2009年5月1日实施)十环认证标准:1 家用制冷器具 500L以下电机驱动压缩式家用电冰箱2 无铅车用汽油点燃式内燃机的燃料3 再生纸制品以废纸生产的再生纸和装饰及建筑材料4 无汞镉铅充电电池各类充电电池5 无汞干电池各类干电池6 防虫蛀毛纺织品防虫蛀类毛纺织品7 包装制品替代不易降解的塑料膜类、袋类包装制品和纸塑复合包装制品8 软饮料类不含乙醇的饮料制品9 节能荧光灯自镇流荧光灯、单端荧光灯、半灯具----标准已修订。
HJ 2512-2012 环境标志产品技术要求 打印机、传真机及多功能一体机
中华人民共和国国家环境保护标准HJ 2512-2012环境标志产品技术要求打印机、传真机及多功能一体机 Technical requirement for environmental labeling productsPrinters, Fax machines, Multifunction devices本电子版为发布稿。
请以中国环境科学出版社出版的正式标准文本为准。
2012-03-30 发布 2012-06-01 实施 环境保护部发布目次前言 (3)1 适用范围 (4)2 规范性引用文件 (4)3 术语和定义 (4)4 基本要求 (5)5 技术内容 (5)6 检验方法 (9)附录A (规范性附录)“产品环境设计”要求 (10)附录B (规范性附录)塑料零件中禁用的邻苯二甲酸酯 (13)附录C (规范性附录)限制使用的多环芳烃(PAHs) (14)附录D (资料性附录)二氧化碳排放量计算方法 (24)附录E (规范性附录) TVOC、苯和苯乙烯的检验程序 (15)附录F (规范性附录)臭氧的检验程序 (19)附录G (规范性附录)粉尘的检验程序 (21)前 言为贯彻《中华人民共和国环境保护法》,减少打印机、传真机及多功能一体机产品在生产和使用过程中对环境和人体健康影响,保护环境,制定本标准。
本标准对打印机、传真机及多功能一体机产品能耗、噪声、有毒有害物质限量、环境设计、生产过程、回收与再利用和说明书等提出了要求。
本标准参照德国环境标志基础授予标准(Basic Criteria for Award of the Environmental Label)《附带打印功能的办公设备(打印机、复印机、多功能设备)》(Office Equipment with Printing Function(Printers, Copiers, Multifunction Devices))(RAL-UZ 122, 2009),及日本环境协会环境标志事务局“生态标志种类NO.122”《打印机 Version2.2 2010》对《环境标志产品认证技术要求 打印机、传真机及多功能一体机》(HJ/T 302-2006)进行了修订。
几大胶印油墨最新国家与行业标准
中华人民共和国环境保护行业标准《HJ/T 370-2007 环境标志产品技术要求胶印油墨》Technical requirement for environmental labeling products Offset printing ink技术内容一、产品中不得人为添加表1中所列的物质表1 产品中禁止人为添加物质三、产品使用的矿物油中芳烃的百分含量应小于3%。
四、产品中有害物质限量应满足表2要求表2 油墨中有害物质限量要求五、企业应向使用方提供符合GB 16483要求的产品安全技术说明书(MSDS)。
六、产品中所使用的植物油含量应满足表3要求。
表3 植物油的含量要求七、发布时间:2007/11/02,实施时间:2008/02/01.检测检验标准与方法1.取样标准: GB 3186 色漆、清漆和色漆与清漆用原材料取样;2.挥发性有机化合物(VOC)的测定:色漆和清漆挥发物和不挥发物的测定; 在101.3 kPa压力下,任何初沸点低于或等于250℃的有机化合物。
3.GB/T 6751-1986 色漆和清漆挥发物和不挥发物的测定;4.GB/T 9758.1-1988 色漆和清漆“可溶性”金属含量的测定第一部分:铅含量的测定火焰原子吸收光谱法和双硫腙分光光度法;5.GB/T 9758.4-1988 色漆和清漆“可溶性”金属含量的测定第四部分:镉含量的测定火焰原子吸收光谱法和极谱法;6.GB/T 9758.5-1988 色漆和清漆“可溶性”金属含量的测定第五部分:液体色漆的颜料部分或粉末状色漆中六价铬含量的测定二苯卡巴肼分光光度法;7.GB/T 9758.7-1988 色漆和清漆“可溶性”金属含量的测定第七部分:色漆的颜料部分和水可稀释漆的液体部分的汞含量的测定无焰原子吸光谱法;8.GB 16483 化学品安全技术说明书编写规定;9.GB 18581-2001 室内装饰装修材料溶剂型木器涂料中有害物质限量;中华人民共和国轻工行业标准《GB/T 2624-2012 单张纸胶印油墨》Sheet-fed offset ink单张纸胶印油墨产品技术要求一、本标准代替GB/T 2624-2003、GB/T 3598-1999;二、产品各项技术指标性能应符合表1规定。
环境标志产品技术要求 凹印油墨和柔印油墨(已废止) HJT 371-2007

本电子版为发布稿。
请以中国环境科学出版社出版的正式标准文本为准。
HJ 中华人民共和国环境保护行业标准HJ/T 371-2007环境标志产品技术要求 凹印油墨和柔印油墨Technical requirement for environmental labeling productsGravure and flexible printing ink(发布稿)2007 – 11 – 02 发布 2008 – 02 – 01 实施国家环境保护总局发布前 言为贯彻《中华人民共和国环境保护法》,有效利用和节约资源,减少凹印油墨和柔印油墨在生产、使用和处置过程中对环境和人体健康的影响,改善环境质量,促进低毒、低挥发性产品的生产和使用,制定本标准。
本标准对凹印油墨和柔印油墨中重金属、挥发性有机化合物、苯类溶剂、卤代烃类溶剂、甲醇、氨及其化合物等提出了控制要求,同时对产品的安全使用做出了规定。
本标准参考了日本、澳大利亚、韩国、新西兰等国家的环境标志标准,并综合考虑我国凹印油墨和柔印油墨生产企业的技术现状和产品环境特性而制定的。
本标准为指导性标准,适用于中国环境标志产品认证。
本标准由国家环境保护总局科技标准司提出。
本标准主要起草单位:国家环境保护总局环境发展中心、中国日用化工协会油墨分会、北京绿色事业文化发展中心、佛山市保居乐化工科技有限公司、浙江新东方油墨集团有限公司、成都市新津托展油墨有限公司、迪爱生投资有限公司、杭州杭华油墨化学有限公司、天津东洋油墨有限公司。
本标准国家环境保护总局2007年 11 月 2 日批准。
本标准自2008年2月1日起实施。
本标准由国家环境保护总局解释。
环境标志产品技术要求凹印油墨和柔印油墨1适用范围本标准规定了凹印油墨和柔印油墨环境标志产品的术语和定义、基本要求、技术内容和检验方法。
本标准适用于溶剂基凹印油墨、溶剂基柔印油墨、水基凹印油墨、水基柔印油墨以及凹印和柔印油墨所使用的溶剂。
喷墨墨水的技术指标

喷墨墨水的技术指标亘科技园区Science3一echnotooy辔立锥用品与科拄j∞46“墨水”是喷墨:~l-Ep机的重要耗材在油墨领域中.杜邦Epson,FlintTelkF哪瑚ulsEnet’,d,HP(惠普和s¨”Chenzh:aI正在致力于喷墨墨水的开发研究中随着喷墨打印技术的不断发展和人们对输出品质的不断追求,喷墨打印机墨水的种类是越来越多了,质量也在不断提升和改进.从最初的单色(黑色)至三色,四色以及现在的六色,七色墨水墨水的发展可谓是非常迅速.而随着墨水的发展,喷墨打印机的彩色输出效果越来越接近自然,接近传统的照片质量,使打印技术得到更完美的演绎.喷墨墨水从色料种类上讲有染料型和颜料型墨水,从溶剂系统上讲有水}生和溶剂型两类1,染料型墨水:染料型墨水以染料为色基.不耐水.而且会受到紫外线的影响=但也因为染料可溶于水.它形成的墨水色彩更丰富,色彩饱和度更高.而且在使用中更清洁,更容易过滤更适合在办公室打印机上广泛使用..目前大多数赜墨打印机所采用的墨水2,颜料型墨水:颜料型墨水以颜料为色基,由于是采用固体着色剂达到需要的颜色,因此喷墨产生的线条质量和墨点精确度优于染料型墨水., 而且它不溶于水,耐水性好.抗紫外线性能也比染料型油墨好.当印刷品要在户外展示时.就有必要采用颜料型墨水=颜料型墨水,由于蕨料是悬浮在载体中的,因此其体系的稳定性就显得备受关注=全新的颜料墨水可以打印出更加锐利的文字效果,同时也提高了防水性.适合打印重要文件,3,水性墨水:以水和水溶性的溶剂作为溶解色基的主要成分..4,油性墨水:以非水溶性的溶剂作为溶解色基的主要成分以上的概念在实际的使用过程中相互交叉.例如有些颜料型墨水可能是水性墨水,也可能是油性墨水.但是从本身性质及打印机的实际要求而言.水性墨水和油性墨水绝对不允许在同一个打印头中混用..I,墨水的粘度喷墨墨水与液体油墨相似.呈液体状,粘度很低喷墨墨水的粘度为1~10厘泊.最好是l~5厘泊低粘度使墨水形成近似于牛顿型液体.而不产生假稠现象,有利于喷墨时墨滴从喷嘴上转移.以及墨滴的形成和确保墨滴的完整性墨水生产时采用低固可溶的树脂和染料更加容易控制.. 2,墨水的电导率由于连续喷墨打印系统.需在墨滴上赋予电荷.对这一工艺的墨水.导电性是重要的..其导电率的范围在1000~10000微西门子l僵米之间这可在墨水中加入无腐蚀性的可溶盐来进行调整而对于按指令喷墨打印系统和热式喷墨打印系统,则没有导电性方面的指标3墨水的表面张力表面张力是墨水中液体分子互相吸引的能量的量度.为了使墨滴能呈球状,以便得到最适宜墨滴.墨水的表面张力越高越好在实际的墨水液体中,水的表面张力在72达因/厘米左右在墨水生产配方中.由于加入墨水的其他成分(包括着色剂,聚台物以及助剂)而使其表面张力降至40∞迭墓米=溶剂基的墨水表面张力在20~3O达厘米.高的表面张力有利于墨滴的形成.但对于非孔性表面的塑料,金属箔的湿润却是一大障碍. 高表面能的墨水在低表面能的物质上倾向于形成珠状.使墨水不能对其形成良好的湿润.并影响附着力.而且水性油墨还有一个干燥问题因此,在实际应用中多孔的物质(如纸)和光滑的表面(如塑料和金属箔)分别使用水性墨水和溶剂型墨水4,墨水的最大粒度由于墨水是通过喷墨头的喷嘴喷射到被印物质表面的.因此墨水中不能有粒子大于喷嘴的L.否则会产生喷嘴堵塞因此在墨水制造中和印刷过程中通常会使用过滤设备来控制最大的粒子通常墨水的细度要求小于1米.这对于染料型墨水来说并不成问题..颜料型墨水就必须使所有粒子小于l米,最好是0.5米以下=颜料的制造商可提供不同粒径的颜料.粒子细的颜料价格会高一些,而且粒子细的骊料表面积更大.吸油量也更高,这会提高油墨的粘度另一方面是颜料粒子有聚集的倾向,必须使用适当的研磨设备和分散助剂对其进行分散,使其形成一个稳定的悬浮体系.阻止奠团聚结而产生租粒5,墨水的稳定性贮存和使用过程中.墨水粘度的稳定性对颜料墨水和长时间使用的溶剂型墨水是特别重要的溶剂型墨水会囡溶剂的蒸发而影响粘度以疑堵塞喷嘴喷墨墨水不能有腐蚀性.对于水性系统.必须控制好PH值.必要时加亘科技园区!~cience&Technology八缓冲剂使其PH值稳定在一个范围.防止墨水配方具有腐蚀性水性系统还有一个防腐防霉的问题.常会加八杀菌剂,防止墨水变质6,PH值PH值是表示液体酸碱度的概念.溶液愈酸.PH值愈低,反之.溶液愈碱.PH值愈高为防止墨水腐蚀喷头. PH值一般应在7~12之间AJ墨水的PH值一般在70~8[)之间,基本接近于中性天威集团已成功开发全系列Lex—mark环保墨盒填充墨水产品.其具有极佳的性能价格比..随着Lexmark喷打在国内市场占有率逐步攀升,家庭及办公用户对Lexmnrk墨盒的需求日渐增长,但是其高价位往往让用户望而却步,常用型号的Lextuark墨盒售价都在200多元.而且在墨水使用完之后打印头也随之报废,造成用户利益浪费和环境污染.为满足用户节省打印开支的需求.顺应耗材市场的发展趋势天威集团推出了全系列可填充墨水的Lexnmrk环保墨盒天威集团是全国大型通用耗材供应商之一, 此次他们推出的填充墨水,包括普通型防水型和照片型,涵盖了“arkz系列.及1000,20003000, 50007000系列打印机的所有墨意.以及适用于联想,三星多功能一体机,柯达照片喷墨打印机的Lexmark墨盒.. 此次将推出天威系列填充墨水还配有完备的填充工具和详细说明,它将给众多家庭及办公用户带来更多的选择和更方便的操作.更重要的是它将进一步实现”绿色办公”..’立体用品与科技213046。
安全技术说明书 产品标识:印刷油墨 (Printing Ink) MLR50-M-BJ
安全技术说明书修订日期:2019/06/04产品名:Reactive Dye Ink MLRC500 Magenta产品制造商信息:MIMAKI ENGINEERING CO., LTD.地址:2182-3 Shigeno-otsu, Tomi-shi, Nagano389-0512 Japan电话:+81-268-64-2413传真:+81-268-64-5580進口商/分銷商:上海御牧貿易有限公司住址:上海市桂平路555号45幢1楼电话号码:+86-21-3367-6651紧急电话号码:+86-532-83889090推荐用途:喷墨打印机的墨水使用限制:不明紧急状况概述危险性类别标签要素象形图安全技术说明书修订日期:2019/06/04信号词警告危险性说明H302 吞咽有害.H315 造成皮肤刺激.H319 造成严重眼刺激.H335 可能造成呼吸道刺激.[预防性说明]预防措施P260 不要吸入粉尘/烟/气体/烟雾/蒸气/喷雾.P264 作业后彻底清洗.P270 使用本产品时不得进食、饮水或吸烟.P271 只能在室外或通风良好之处使用.P280 戴防护手套/穿防护服/戴防护眼罩/戴防护面具.事故响应P301+P310 如误吞咽:立即呼叫解毒中心/医生(P301)+P330 (如误吞咽) 漱口.P302+P352 如皮肤沾染:用大量肥皂和水清洗.P304+P340 如误吸入:将受害人转移到空气新鲜处,保持呼吸舒适的休息姿势.P305+P351+P338 如进入眼睛:用水小心冲洗几分钟. 如戴隐形眼镜并可方便地取出,取出隐形眼镜. 继续冲洗P312 如感觉不适,呼叫解毒中心/医生.P321 具体治疗(见本标签上的和SDS部分4).P332+P313 如发生皮肤刺激:求医/就诊.P337+P313 如仍觉眼刺激:求医/就诊.P362+P364 脱掉所有沾染的衣服,清洗后方可重新使用.安全储存P403+P233 存放在通风良好的地方. 保持容器密闭.P405 存放处须加锁.废弃处置P501 处置内装物/容器:按照地方/区域/国家/国标规章.物理和化学危险无数据.健康危害吞咽有害. 造成皮肤刺激. 造成严重眼刺激. 可能造成呼吸道刺激.安全技术说明书修订日期:2019/06/04环境危害无数据.纯品或混合物:混合物吸入: 将与之有过接触的人员移到新鲜空气中. 若刺激或症状持续不消退,请求医疗.眼部接触: 翻开眼皮用大量水直接漂洗15分钟. 若刺激或症状持续不消退,请求医疗.皮肤接触: 脱掉被污染的衣服. 若刺激或症状持续不消退,请求医疗. 立即用大量的肥皂和水冲洗.食入: 如果吞咽,用水冲洗口腔(只有当人是有意识的). 喝1到2杯水. 若觉得不舒服,咨询医生(可能时出示标签): 皮肤刺激, 严重眼刺激, 可能造成呼吸系统刺激.最重要的症状和健康影响对保护施救者的忠告: 使用所需的个人防护设备.对医生的特别提示: 针对症状给予治疗并支持治疗.适用的灭火剂: 使用适当的水喷雾,泡沫,粉末,二氧化碳(CO2).不合适的灭火介质: 不要用高压水流去分散泄漏的物质.特别危险性: 由于燃烧气体含有一氧化碳等有毒气体,因此灭火时避免吸入烟雾.灭火注意事项: 尽可能在上风处进行灭火作业. 如果没有危险,可以将容器移离火区. 不要用高压水流去分散泄漏的物质. 用水喷凉容器直至火完全熄安全技术说明书修订日期:2019/06/04灭. 不要靠近油罐的两端. 避免吸入物料或者燃烧副产物. 禁止未授权的工作人员进入火灾区域.特别消防设备和消防人员注意事项: 穿戴全身防护消防装备包括自给式呼吸器(SCBA)以防止可能的暴露.人员防护措施、防护装备和应急处置程序: 穿戴适当的防护服, 手套和眼睛/面保护.避免接触眼睛, 皮肤和衣物. 保持人员至上风向安全区域, 远离泄漏物. 疏散人员至安全区域.环境预防措施: 避免释放到环境中.泄露化学品的收容、清除方法及所使用的处置材料: 如果这样做安全,请排除所有火源. 如果没有个人危险,可以填塞漏洞. 用水喷射减少蒸气.小量泄漏:用沙或者其他不可燃材料吸收. 收集溢出物于适合的容器,等待处理.大量泄漏:筑堤围起稍后处置. 不必要的人必须离开,将危险现场隔离,不准进入. 保持在上风的位置,不要去低地势的地方.防止发生次生灾害的预防措施: 迅速除去附近的着火源并做好灭火准备. 泄漏状态下放置于地面上有可能造成打滑事故. 没有必要, 不要在溢出物上行走. 不必要的人必须离开,将危险现场隔离,不准进入. 进入之前先将密封的空间通风.操作处置: 防止人员接触化学品:应填写除SDS第8部避免吸入蒸气或者烟雾. 避免接触眼睛,皮肤,或者衣服. 使用该产品时,切勿进食、饮用或吸烟. 戴防护眼镜/防护面罩. 作业后彻底清洗. 避免释放到环境中.储存: 放在儿童伸手不及之处. 保存在标签正确的容器内. 储存于阴凉、通风良好处,保持容器密闭. 避免在阳光直射或高温下储存. 与禁配物保持分离.禁配物: 强氧化剂,碱安全技术说明书修订日期:2019/06/04无相关信息.监测方法无相关信息.工程控制使用局部排风系统,保持空气中的浓度低于职业接触限值.个体防护设备呼吸系统防护: 必要时戴合适的呼吸器.眼面防护: 戴防飞溅的护目镜和面罩.皮肤和身体防护: 穿适当的耐化学腐蚀的衣服. 安全靴(如橡胶材料).手防护: 戴适合的耐化学腐蚀的手套(如聚氯乙烯手套)物理状态: 液体颜色: 红色气味特有pH值: 无资料熔点/凝固点: -70 °C沸点、初沸点和沸程: > 100 °C闪点: > 110 °C (BS EN 1234/1960)燃烧上下极限或爆炸极限: 1.4-8.0 vol%蒸气压: 0.26 Pa蒸气密度: 3.91密度/相对密度: 1.02溶解性: 无资料: 无资料自燃温度: 375 °C分解温度: 无资料气味阈值: 无资料蒸发速率: 无资料易燃性(固体、气体): 无资料黏度: : < 10 mPas (Cone & Plate)安全技术说明书修订日期:2019/06/04其它特性信息无其他相关信息稳定性: 标准条件下稳定.危险反应: 不会有反应性危险.不会聚合应避免的条件: 避免火焰,火花,和其他着火源. 在接触热时容器可能会破裂或者爆炸. 避免与禁配物接触.禁配物: 强氧化剂,碱.成份分析-LD/LC50(半数致死剂量/浓度)皮肤腐蚀/刺激: 造成皮肤刺激严重眼睛损伤/眼睛刺激性: 造成严重眼刺激呼吸道过敏物: 无相关信息皮肤过敏物: 无相关信息生殖细胞突变性: 无相关信息致癌性: 无相关信息生殖毒性: 无相关信息: 无相关信息特异性靶器官系统毒性-一次接触: 可能造成呼吸道刺激特异性靶器官系统毒性-反复接触吸入危害: 无相关信息无该产品有关信息.持续性和降解性: 此产品没有任何信息.安全技术说明书修订日期:2019/06/04生物累积潜势: 此产品没有任何信息.土壤中移动性: 此产品没有任何信息.其它信息: 无其他相关信息.废弃处置方法: 废弃处置前应参阅国家和地方有关法规.废弃化学品: 尽可能回收利用. 如果不能回收利用,采用焚烧方法进行处置污染包装物: 不得重复利用未经处置或废弃盛装过本品的空容器. 如果要重复利用和废弃污染的空容器, 应该彻底清洗, 直到不存在本品为止;清洗液应该进行无害化处理.IMDG : 不作为危险货物运输.IATA : 不作为危险货物运输.ICAO : 不作为危险货物运输.危险化学品安全管理条例: 此产品并无任何成分列入危险化学品目录2015: 此产品并无任何成分列入使用有毒物品作业场所劳动保护条例高毒物品目录: 此产品并无任何成分列入化学品首次进口及有毒化学品进出口环境管理规定中国严格限制的有毒化学品名录2018ACGIH - 美国政府工业卫生专家协会; ADR –欧洲公路运输; CAS - 化学文摘服务社; CLP- 分类,标签和包装; EEC -欧洲经济共同体; EIN(EINECS)= 欧洲现存商用化学物质目录; ELN (ELINCS) -欧洲通报化学物质名录; IARC - 国际癌症研究组织; IATA - 国际航空运输协会; IMDG - 国际海上危险货物规则; IBC 规范-国际散装化学品规范; Kow - 辛醇/水分配系数; LEL –爆炸下限; LOLI - List Of LIsts™ - ChemADVISOR 法规数据库; MAK –工作场所最大浓度值; MEL –最大暴露限值; NTP =国家毒物学计划; REACH -化学品注册、评估、许可和限制; RID –欧洲铁路运输; STEL -安全技术说明书修订日期:2019/06/04短时间时量平均容许浓度; TWA - 八小时日时量平均容许浓度; UEL –爆炸上限免责声明此安全数据表所载资料并非巨细无遗, 仅供指导之用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
项目
限值
2
甲醇,%
≤
0.3
卤代烃类溶剂,mg/kg
≤
500
苯、甲苯、乙苯和二甲苯,mg/kg
≤
500
铅、镉、铬、汞的总量,mg/kg
≤
100
铅,mg/kg
≤
90
镉,mg/kg
≤
75
铬,mg/kg
≤
60
汞,mg/kg
≤
60
5.6 包装材料与设计的要求 a)产品的塑料包装容器不得添加多溴联苯(PBB)、多溴联苯醚(PBDE)以及氯化石蜡(链形碳 数 10~13,含有氯的浓度在 50%以上)。 b)产品的塑料包装容器不得添加含铅、镉、汞的塑料添加剂。 c)产品包装容器应可回收再利用。
4
中文名称 C.I.分散蓝1 C.I.分散蓝3 C.I.分散蓝7 C.I.分散蓝26 C.I.分散蓝35 C.I.分散蓝102 C.I.分散蓝106 C.I.分散蓝124 C.I.分散棕1 C.I.分散橙1 C.I.分散橙3 C.I.分散橙37/76 C.I.分散红1 C.I.分散红11 C.I.分散红17 C.I.分散黄1 C.I.分散黄3 C.I.分散黄9 C.I.分散黄39 C.I.分散黄49
CA登录号 117-84-0 84-74-2 109-86-4 110-49-6 110-80-5 111-15-9 124-17-4
中文名称 C.I.酸性红26 C.I.碱性红9 C.I.碱性红9 C.I.直接黑38 C.I.直接蓝6 C.I.直接红28 C.I.分散蓝1 C.I.分散橙11 C.I.分散黄3
化学品安全技术说明书 内容和项目顺序
GB 18581-2001
室内装饰装修材料 溶剂型木器涂料中有害物质限量
GB/T 15962-2008 油墨术语
HJ/T 201-2005
环境标志产品技术要求 水性涂料
HJ/T 370-2007 HJ/T 371-2007
环境标志产品技术要求 胶印油墨 环境标志产品技术要求 凹印油墨和柔印油墨
HJ
中华人民共和国国家环境保护标准
HJ 567-2010
环境标志产品技术要求 喷墨墨水
Technical requirement for environmental labeling products Ink for ink jet printing
本电子版为发布稿。请以中国环境科学出版社出版的正式标准文本为准。
表 A.2 被认定可致癌的着色剂
英文名称
C.I.索引号
C.I.Acid Red 26 C.I.Basic Red 9 C.I.Basic Violet 14
C.I.16 150 C.I.42 500 C.I.42 510
C.I.Direct Black 38 C.I.Direct Blue 6 C.I.Direct Red 28
C.I.30 235 C.I.22 610 C.I.22 120
C.I.Disperse Blue 1 C.I.Disperse Orange 11 C.I.Disperse Yellow 3
C.I.64 500 C.I.60 700 C.I.11 855
CA登录号 3761-53-3 25620-78-4 632-99-5 1937-37-7 2602-46-2 573-58-0 2475-45-8 82-28-0 2832-40-8
2010-03-11 批准
2010-06-01 实施
环 境 保 护 部 发布
目次
前 言........................................................................... II 1 适用范围........................................................................ 1 2 规范性引用文件.................................................................. 1 3 术语和定义...................................................................... 1 4 基本要求........................................................................ 1 5 技术内容........................................................................ 2 6 检验方法........................................................................ 3 附录 A ( 规 范 性 附 录 ) 禁用物质和禁止分解出的芳香胺 .............................. 4 附录 B (规范性附录) 喷墨墨水中苯酚的测定 .......................................... 7 附录 C (规范性附录) 喷墨墨水中重金属铬的测定 ..................................... 11 附录 D (规范性附录) 声明和清单 ................................................... 13
4 基本要求
4.1 产品质量应符合相应产品的质量标准要求。 4.2 产品生产企业污染物排放应符合国家或地方规定的污染物排放标准的要求。 4.3 产品生产企业在生产过程中应注重加强清洁生产工作。
1
5 技术内容
5.1 产品中不得人为添加表 1 中所列的物质。 表 1 产品中不得人为添加物质
序号
物质
1 硒(Se)、镍(Ni)、砷(As)、锑(Sb)等元素及其化合物注 1 2 禁止使用乙二醇醚类物质注 2 3 邻苯二甲酸酯类物质注 2 4 异佛尔酮 5 对苯二酚
II
环境标志产品技术要求 喷墨墨水
1 适用范围
本标准规定了喷墨墨水环境标志产品的术语和定义、基本要求、技术内容和检验方法。 本标准适用于喷墨设备用墨水。 本标准不适用于辐射固化喷墨墨水。
2 规范性引用文件
本标准内容引用了下列文件中的条款。凡是不注日期的引用文件,其有效版本适用于本标准。
GB 16483
3 术语和定义
下列术语和定义适用于本标准。 3.1 喷墨墨水(Ink for ink jet printing)
指用着色剂、连结料、助剂等成分组成的分散体系,在喷墨过程中被转移到承印物上的着色物 质。(GB/T 15962-2008) 3.2 着色剂(Colorant)
指赋予喷墨墨水颜色的有色物质。(GB/T 15962-2008) 3.3 水基喷墨墨水(Water-based Ink for ink jet printing)
指以水为主要溶解或分散介质的喷墨墨水。 3.4 溶剂基喷墨墨水(Solvent-based Ink for ink jet printing)
指以有机溶剂为溶解或分散介质的喷墨墨水。 3.5 挥发性有机化合物(Volatile Organic Compound,VOC)
指在 101.3KPa 压力下,任何初沸点低于或等于 250℃的有机化合物。(HJ/T 371-2007)
注 1:着色剂中分子量超过 10000 的镍络合物除外。
注 2:乙二醇醚类物质和邻苯二甲酸酯类物质见附录 A 表 A.1。
5.2 产品中不得使用附录 A 表 A.2、表 A.3 中的着色剂。 5.3 产品所用着色剂在还原条件下不得分解出附录 A 表 A.4 中所列的芳香胺。 5.4 水基喷墨墨水的有害物质限量应符合表 2 要求。
表 2 水基喷墨墨水中有害物质限量
项目
限值
氨及其化合物,%
≤
2
挥发性有机化合物,%
≤
30
甲醛,mg/kg
≤
500
甲醇,%
≤
0.3
苯量,mg/kg
≤
100
铅,mg/kg
≤
90
镉,mg/kg
≤
75
铬,mg/kg
≤
60
汞,mg/kg
≤
60
5.5 溶剂基喷墨墨水的有害物质限量应符合表 3 要求。 表 3 溶剂基喷墨墨水中有害物质限量
5.7 企业应向使用方提供符合 GB 16483 要求的产品安全技术说明书,安全技术说明书中应包含以 下内容:
a)应向用户提供泄漏和残余产品的处置建议。 b)应强调产品存放必须远离儿童,并在外包装上标明。
6 检验方法
6.1 技术内容 5.2 中氨及其化合物的检测按照 HJ/T 371-2007 附录 C 的规定进行。 6.2 技术内容 5.2 中挥发性有机化合物的检测按照 HJ/T 371-2007 附录 E 的规定进行。 6.3 技术内容 5.2 中卤代烃类溶剂的检测按照 HJ/T 201-2005 附录 G 的规定进行。 6.4 技术内容 5.2 中苯酚的检测按照附录 B 的规定进行。 6.5 技术内容 5.2 中甲醇、苯、甲苯、乙苯和二甲苯的检测按照 HJ/T 371-2007 附录 B 的规定进行。 6.6 技术内容 5.2 中铅、镉、汞的检测按照 HJ/T 370-2007 附录 C 的规定进行。 6.7 技术内容 5.2 中铬的检测按照附录 C 的规定进行。 6.8 技术内容 5.2 中甲醛的检测按照 GB 18581-2001 附录 C 的规定进行。 6.9 技术内容中的其他要求通过文件审查结合现场检查的方式进行验证,并由企业出具相关的证
表 A.3 被认定可致敏的着色剂
英文名称 C.I. Disperse Blue 1 C.I. Disperse Blue 3 C.I. Disperse Blue 7 C.I. Disperse Blue 26 C.I. Disperse Blue 35 C.I. Disperse Blue 102 C.I. Disperse Blue 106 C.I. Disperse Blue 124 C.I. Disperse Brown 1 C.I. Disperse Orange 1 C.I. Disperse Orange 3 C.I. Disperse Orange 37/76 C.I. Disperse Red 1 C.I. Disperse Red 11 C.I. Disperse Red 17 C.I. Disperse Yellow 1 C.I. Disperse Yellow 3 C.I. Disperse Yellow 9 C.I. Disperse Yellow 39 C.I. Disperse Yellow 49