台达NC300数控系统在木工加工中心的应用
(优质)(数控加工)台达PM数控功能的应用

(数控加工)台达PM数控功能的应用台达20PM数控功能的应用摘要:本文简述台达DVP20PM运动控制型PLC的数控功能,及结合HMI在数控应用中的方法及特点。
具体包括主要四种输入G码的方法关键词:PLC运动控制逻辑控制数控系统G码1引言随着自动化设备对控制的高精度、高响应性需求的不断增加,自动化控制技术不断提高,精确的高速定位控制得到广泛应用,PLC这一工业控制产品也从早期的逻辑控制领域不断扩展到数控控制领域,实现了以往PLC无法完成的运动控制功能。
在运动控制中大多数采用我们熟悉的数控系统或者是计算机运动板卡来完成,虽然作为专门的产品能够实现复杂的运动轨迹控制,但同时要完成一些逻辑动作的控制就不如PLC灵活方便。
台达DVP20PM系列PLC是具有高速定位、双轴或叁轴线性及圆弧插补多功能的可编程控制器,结合了PLC逻辑动作控制和数控系统运动控制的各自优点,在功能上满足双轴或三轴插补的高速定位需求。
2数控功能应用介绍。
目前,在我们用DVP20DPM做过的数控案例中主要有液晶切片机,双轴立车,焊接轨迹控制,点胶轨迹控制,龙门数控钻床等等。
在这些应用中,都用到了数控系统的G码和M码指令。
目前20PM包括两款产品分别为20PM00D,与20PM00M.20PM00D支持的G代码功能如下:G0高速定位;G1双轴联动直线插补;G2顺时针圆弧插X3.1DVP20PM程序结构由于20PM主机结合了PLC顺序逻辑控制及双轴插补定位控制的功能,因此在程序架构上主要分为O100主程序、Ox运动子程序及Pn子程序等三大类,结合了基本指令、应用指令、运动指令及GCode指令,使程序设计更多元化,结构更清晰;程序采用PMSOFT软件进行编辑,参见图4。
图4程序设计界面(1)主程序。
主程序以O100作为起始标记,M102作为结束标记,是PLC顺序控制程序,主要为控制主机动作执行,在O100主程序区域中,可以使用基本指令及应用指令,或在程序中启动Ox0~Ox99运动子程序及调用Pn子程序。
台达VE系列变频器在数控加工中心上的应用

台达VE系列变频器在数控加工中心上的应用来源:数控机床网 作者:数控车床 栏目:行业动态 摘 要:本文主要介绍台达VE变频器在数控加工中心上的使用情况。
关键词:数控加工中心 定位 VE变频器 台达 脉冲给定1 引言数控机床是现代制造业的关键装备,一个国家数控机床的产量和技术水平在某种程度上就代表这个国家的制造业水平和竞争力。
我国数控机床的技术水平、性能和质量与国外产品比较还有很大差距。
高性能加工中心和功能部件大多数依靠进口。
加工中心是数控技术的集中体现,市场活跃、需求旺盛,成为当前和未来数控机床市场争夺的前沿。
加工中心是备有刀库并能自动更换刀具,对工件进行多工序加工的数字控制机床。
工件经一次装夹后,数字控制系统能控制机床按不同工序,自动选择和更换刀具,自动改变机床主轴转速、进给量和刀具相对工件的运动轨迹及其他辅助机能,依次完成工件几个面上多工序的加工。
加工中心由于工序的集中和自动换刀,减少了工件的装夹、测量和机床调整等时间,使机床的切削时间达到机床开动时间的8O%左右(普通机床仅为15~20%);同时也减少了工序之间的工件周转、搬运和存放时间,缩短了生产周期,具有明显的经济效益。
加工中心适用于零件形状比较复杂、精度要求较高、产品更换频繁的中小批量生产。
第一台加工中心是1958年由美国卡尼-特雷克公司首先研制成功的。
它在数控卧式镗铣床的基础上增加了自动换刀装置,从而实现了工件一次装夹后即可进行铣削、钻削、镗削、铰削和攻丝等多种工序的集中加工。
二十世纪70年代以来,加工中心得到迅速发展,出现了可换主轴箱加工中心,它备有多个可以自动更换的装有刀具的多轴主轴箱,能对工件同时进行多孔加工。
这种多工序集中加工的形式也扩展到了其他类型数控机床,例如车削中心,它是在数控车床上配置多个自动换刀装置,能控制三个以上的坐标,除车削外,主轴可以停转或分度,而由刀具旋转进行铣削、钻削、铰孔和攻丝等工序,适于加工复杂的旋转体零件。
PLC在机床和加工中心控制中的应用

PLC在机床和加工中心控制中的应用一、引言随着工业自动化的快速发展,PLC(可编程逻辑控制器)作为一种可编程的控制设备,在机床和加工中心控制中发挥着重要作用。
PLC具有可靠性高、灵活性强以及编程简便等优点,广泛应用于各种自动化生产设备中。
二、PLC的基本原理及工作方式PLC是一种专用于工业控制系统的电子设备,主要由中央处理器(CPU)、输入输出模块(I/O模块)、存储器和通信模块组成。
其基本原理是通过对输入信号的采集、处理并输出控制信号来实现对机床和加工中心的控制。
PLC的工作方式通常分为三个步骤:输入信号采集、程序执行和输出信号发出。
三、PLC在机床控制中的应用1. 自动化切削控制:PLC可通过接收来自传感器的信号,控制机床进行自动化切削操作。
通过编写适当的程序,PLC可以根据加工要求自动调整切削速度、切削深度等参数,从而提高加工效率和产品质量。
2. 运动控制:PLC可以实现机床的运动控制,通过对伺服电机的控制,实现加工工件的精确定位和移动。
通过编程,PLC可以实现各种复杂的运动方式,如圆弧插补、直线插补等,从而满足不同加工需求。
3. 安全监测与保护:PLC可监测机床的工作状态和环境参数,如温度、压力等。
根据设定的安全规则,当监测到异常情况时,PLC会及时采取相应的措施,如停止机床运转或发出警报,保障操作人员和机床的安全。
四、PLC在加工中心控制中的应用1. 生产进程控制:PLC作为加工中心的核心控制设备,可实现对整个加工过程的自动化控制。
通过编写程序,PLC可以根据工艺要求自动调整加工过程中的参数,并对加工过程进行监控和调节,确保产品质量和加工效率。
2. 工件装夹控制:加工中心通常具有多个工位,需要对不同的工件进行装夹。
PLC可通过对气动或液压系统的控制,实现对工件装夹夹具的自动切换,并确保装夹的准确性和稳定性。
3. 数据采集与分析:PLC可以实时采集加工中心的运行数据,包括加工时间、切削力、温度等参数。
台达NC200系列车床数控系统

分體式機種 ( NC200A-LS-A)
主軸伺服驅動器
ASDA-S
4.5kW ~ 7.5kW
台達永磁主軸馬達
3.7kW ~ 6.7kW
市售感應馬達
伺服馬達
1.進入工法管理頁面
2.選擇加工工法
3.填入加工資訊
產出完整NC CODE編程– 同工件可以進行不同工法之組合加工
加工安全
加工前預覽加工路徑,保障程式準確性,降低產品不良率
紀錄加工資訊
可設定加工件已完成數與目標數
數控系統與人機介面 ( HMI ),幫助檢視伺服驅動器運作狀況,
定位點設定
伺服參數編號及名稱
調機條件
調機後計算結果系統目前伺服設定值
N C 2 0 0 A-L I-A 【產品名稱】
NC200A: 2軸系列8"控制器 (標準型)
NC200P: 2軸系列8"控制器 (內建手輪型)
車床控制器【形式】【支援語言】
產品規格- 控制器電氣規格表
台達電子工業股份有限公司機電事業群
33068 桃園市桃園區興隆路18號
TEL: 886-3-3626301
FAX: 886-3-3716301
*本型錄內容若有變更,恕不另行通知。
基于台达数控系统的CNC控制方案
基于台达数控系统的CNC控制方案1 引言CNC (Computerized Numerical Control)是计算机数值控制系统的英文缩写,也称数控系统。
在现代工业生产中得到了广泛的应用。
今天,随着计算机信息技术和生产技术的迅猛发展,制造业对产品生产制造也提出了更高的目标和要求:产品制造周期要求越来越短,零部件的生产效率和柔性化生产的程度越来越高,产品的加工质量和性能也要求更高、更稳定。
CNC系统也从一般的产品的零部件加工控制(如车削、铣削、高速切削、等标准CNC数控机床)被逐步发展应用到产品的组装、包装乃至产品的运输(如焊接、点胶、封装,工业机器人、等CNC产业机械)等整个生产制造过程中去。
本文以一台齿轮淬火机床CNC系统应用开发为例,详述了如何利用中达电通PUTNC-H4通用系列CNC、台达DELTA交流伺服系统,并结合客户产品加工的工艺特点,为产业机械打造出客制化的CNC控制方案。
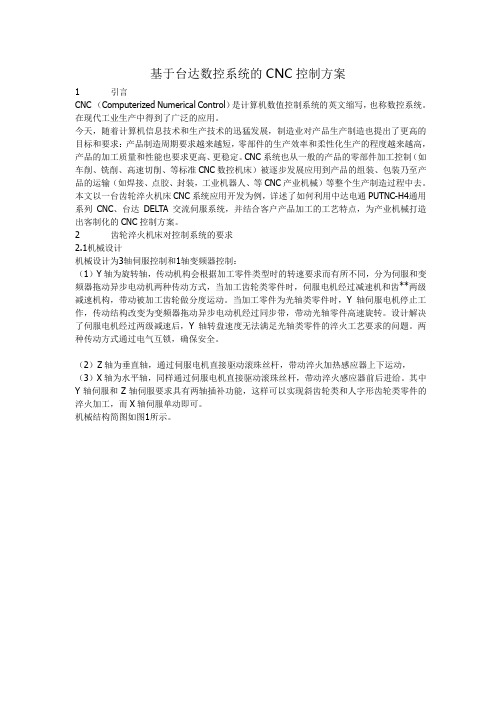
2 齿轮淬火机床对控制系统的要求2.1机械设计机械设计为3轴伺服控制和1轴变频器控制:(1)Y轴为旋转轴,传动机构会根据加工零件类型时的转速要求而有所不同,分为伺服和变频器拖动异步电动机两种传动方式,当加工齿轮类零件时,伺服电机经过减速机和齿**两级减速机构,带动被加工齿轮做分度运动。
当加工零件为光轴类零件时,Y轴伺服电机停止工作,传动结构改变为变频器拖动异步电动机经过同步带,带动光轴零件高速旋转。
设计解决了伺服电机经过两级减速后,Y轴转盘速度无法满足光轴类零件的淬火工艺要求的问题。
两种传动方式通过电气互锁,确保安全。
(2)Z轴为垂直轴,通过伺服电机直接驱动滚珠丝杆,带动淬火加热感应器上下运动,(3)X轴为水平轴,同样通过伺服电机直接驱动滚珠丝杆,带动淬火感应器前后进给。
其中Y轴伺服和Z轴伺服要求具有两轴插补功能,这样可以实现斜齿轮类和人字形齿轮类零件的淬火加工,而X轴伺服单动即可。
机械结构简图如图1所示。
2.2 零件加工的工艺要求(1)机床要求能够加工直齿轮、斜齿轮、人字形齿轮、阶梯齿轮的淬火加工。
立式数控加工中心的工作原理和应用

立式数控加工中心的工作原理和应用立式数控加工中心是一种广泛应用于制造业的高精度加工设备。
它以计算机控制系统为核心,通过刀具和工件之间的相对运动,进行各种复杂的加工操作。
本文将介绍立式数控加工中心的工作原理和应用。
一、工作原理立式数控加工中心的工作原理主要分为四个步骤:装夹工件、设定加工参数、编写程序、加工操作。
1. 装夹工件:将待加工的工件固定在工作台上,通常使用专门的夹具进行夹持。
夹具的设计要确保工件的稳定性和准确性,以避免在加工过程中产生误差。
2. 设定加工参数:在计算机控制系统中,操作人员需要根据加工工艺要求设定加工参数。
这些参数包括转速、进给速度、切削深度等,决定了加工的速度和质量。
3. 编写程序:根据加工要求,操作人员需要编写加工程序。
加工程序是指一系列指令,通过计算机控制系统向加工中心传达,告诉机床如何进行加工操作。
程序中包括刀具路径、切削参数、换刀顺序等信息。
4. 加工操作:将编写好的加工程序加载到立式数控加工中心的计算机控制系统中。
通过计算机控制系统,加工中心会自动进行切削操作,完成工件的加工过程。
在加工过程中,可以实时监测切削力、温度等参数,并做出相应调整,以确保加工精度和质量。
二、应用领域立式数控加工中心广泛应用于各个制造领域,特别是在汽车、航空、船舶、电子和模具等行业。
以下是立式数控加工中心的应用领域的几个典型例子:1. 汽车制造:立式数控加工中心在汽车制造过程中扮演着重要的角色。
它可以用于加工发动机缸体、曲轴、传动部件等关键零部件。
通过精确加工,可以提高汽车零部件的质量和性能。
2. 航空航天:在航空航天领域,立式数控加工中心用于加工各种航空发动机零部件和航空器结构件。
技术上的先进性和高精度要求使得立式数控加工中心成为这个领域的选择之一。
3. 电子制造:在电子制造业中,立式数控加工中心被广泛应用于加工精密的电子设备外壳、散热器、连接器等。
由于电子零部件的尺寸精确度要求高,立式数控加工中心能够满足这些要求。
Mastercam在加工中心的应用及实例分析
Mastercam在加工中心的应用及实例分析Mastercam是美国CNC Software公司推出的基于PC机平台的CAD/CAM 一体化软件系统,由于其卓越的设计及加工功能,被广泛应用于机械、家电、汽车、航空和造船等领域。
它能完成零件的几何造型,刀具路径生成、加工模拟仿真、数控加工程序生成和数据传输,最终完成零件的数控机床加工。
实现了产品的几何设计到加工制造的CAD/CAM 一体化,使企业通过提高产品的设计质量、缩短生产周期而取得明显的经济及社会效益。
一、Mastercam数控加工基本步骤用Mastercam实现数控加工的过程如图1所示。
由图1可知,基与Mastercam 的技术支持,在数控机床上进行零件的过程,主要分为几个阶段:1.零件的造型Mastercam可以通过三种途径来完成零件的造型。
在实际生产中可根据具体实际情况选择零件的造型:(1)由系统本身的CAD功能来造型。
(2)通过系统提供的DXF、PARASLD、VDA、CADL、STL、DWG等标准图形接口,把其他的CAD软件建立的模型转换成本系统的图形文件,实现图形文件共享。
(3)通过系统提供的ASCⅡ图形转换接口,把经过三坐标测量仪或扫描得到的实物数据转变成本系统的图形文件。
图2中的曲面造型综合实例图是通过Mastercam自身的CAD功能建立的。
2.分析并确定加工工艺合理确定加工工艺对实现优质、高效和经济的数控加工具有极为重要的意义。
其内容包括以下几方面:(1)分析零件的几何形状特点并选择合适的加工方法。
Mastercam系统提供了很多粗、精加工的方法,诸如挖槽、残料粗加工,等高外形、环绕等距精加工等。
(2)根据零件的技术要求如表面粗糙度要求,以及加工方法选择合适的刀具、夹具以及切削参数,分析并确定加工工序,编写加工工序表。
3.CAM模块数控编程系统提供了八种曲面粗加工和十种曲面精加工方式。
实际生产中要根据具体情况和加工经验,合理选择加工方式,然后确定刀具和切削用量。
CNC机床加工技术在电力设备制造中的应用探索

CNC机床加工技术在电力设备制造中的应用探索随着科技的不断发展,CNC机床加工技术逐渐成为电力设备制造领域中的重要工具。
本文将探讨CNC机床加工技术在电力设备制造中的应用,旨在展示其卓越的效率和精确性,以及对整个行业的影响。
一、CNC机床加工技术概述CNC机床,全称为计算机数控机床,通过计算机系统控制工件的加工工艺,具有高精度、高效率、稳定性好等特点。
相比于传统机床,CNC机床的操作更为简便,能够大幅提高生产效率,减少人工操作的失误。
二、CNC机床在电力设备加工中的应用1. 零部件制造CNC机床技术在电力设备制造中广泛应用于零部件制造。
例如,发电机中的定子和转子,电力变压器中的铁芯和线圈等重要零部件的制造都离不开CNC机床。
通过CNC机床的精准加工,能够保证零部件的尺寸稳定性和加工质量,提高电力设备的整体性能和可靠性。
2. 转子动平衡电力设备中的转子动平衡是确保设备正常运行的重要环节。
传统的转子动平衡通常需要进行多次试验,而CNC机床的出现,使得转子动平衡更加精确和高效。
CNC机床能够根据设定的精度要求,在加工转子的同时进行动平衡,大大提高了转子的平衡度,保证了设备的稳定性和寿命。
3. 刀具加工在电力设备制造中,刀具的质量直接影响到加工效率和加工质量。
而CNC机床的应用,能够使刀具的加工更加精确和稳定。
通过CNC 机床控制刀具的切削速度、进给速度和切削深度等参数,能够实现对刀具加工的高度控制,保证了刀具的寿命和加工质量。
4. 数据分析与优化CNC机床不仅可以完成加工任务,还能够将加工过程数据进行实时采集和分析。
通过数据分析,可以掌握加工过程中的各项参数和加工质量,实现对加工过程的优化。
这使得电力设备制造企业能够更好地掌握生产过程,并通过优化加工参数,提高产品的质量和生产效率。
总结:CNC机床加工技术在电力设备制造中的应用,不仅提高了加工效率和质量,还为行业带来了新的发展机遇。
通过CNC机床技术的应用,电力设备制造企业能够更好地满足市场需求,提高产品的竞争力。
数控木工铣床的数控编程软件选择和使用技巧

数控木工铣床的数控编程软件选择和使用技巧随着科技的不断进步和应用的不断拓展,数控木工铣床已经成为现代木工行业中必不可少的设备。
数控编程软件的选择和使用技巧对于提高木工铣床的运行效率和精确度至关重要。
本文将介绍数控木工铣床的数控编程软件的选择和使用技巧,帮助读者更好地掌握这一关键技能。
一、数控编程软件选择数控木工铣床的数控编程软件选择应根据以下几个方面进行考虑:1. 功能全面性:好的数控编程软件应该具备强大的功能,覆盖各种铣削操作,例如直线、圆弧、螺旋等,以满足不同工件的加工需求。
2. 用户界面友好性:软件的界面应简洁直观,易于操作。
用户应该能够轻松地完成参数设置、路径规划等操作,提高工作效率。
3. 支持文件格式:软件应支持常见的CAD/CAM文件格式,例如DXF、DWG 等,以便于用户导入和编辑图纸。
4. 合理的价格:数控编程软件价格不同,根据自身的需求和预算选择合适的软件。
二、数控编程软件使用技巧1. 学习软件操作:掌握数控编程软件的操作是使用的基础。
可以通过参考软件的使用手册、在线教程和视频教程等途径学习软件的操作技巧。
2. 设计合理的工艺路线:在编程前,应该首先设计出合理的工艺路线。
考虑加工顺序、工具刀具的选择、切削参数等因素,以确保加工的质量和效率。
3. 准确设置加工参数:在编程过程中,需要根据具体工件和材料的特点设置合适的加工参数,如进给速度、主轴转速、切削刀具的走刀量等。
合理的加工参数能够提高加工的效率和精度。
4. 注意切削路径优化:切削路径的选择对于提高加工质量和效率非常重要。
合理的切削路径能够减少切削时间和工具磨损,并避免因切削产生的过度振动、加热等问题。
5. 模拟加工验证:在实际加工前,可以使用软件提供的模拟功能对编程结果进行验证。
通过模拟加工,可以及时发现并改正可能的错误,减少因误操作带来的损失。
6. 定期备份和更新软件:为了避免数据丢失和软件故障带来的损失,建议定期备份数控程序和更新数控编程软件。
创变新未来 步入机床数控领域——台达推出CNC数控系统解决方案

多控制 核心 ,展现 高稳定与 高速 的完美 系统 ,新一代 通讯总线D CE ,传输数据速度 高达 1 b s MNT 0 M p ,数据更 新频率更 高达 l H 。C C k z N 数控控 制器采用前加减速 多
C 数控 系统的创新与震撼 ,感受 台 心与 实力,探 讨台达C C N 系统 即将 的变革 与冲击 。
局合理 ,简 洁易用 ,操作简单人 员易学 易上 手 ,节省
培训 时间及 费用 :提供0 一 ie f — ie M C 1 ln 及o f l n L 编程 , 3 使 维护更简 单 ;完整 绵密的全 国的售后服务 网络 ,为 客户提供最 省心 、最经济 、最便捷 的服务支持 。 全数字整合 :以高性 ̄, 3 0 # C 0 系列c c 制器为控 N N控 制核 心 ,搭配 伺服系统A 或M 2 系列 ,加上s 列主轴驱 系
臣 新未 来
— —
步入机床数控领域
台达 推 出C C 控 系 统 解 决方 案 N数
 ̄ t n o c a gn ol,tp i t ef lo c i o C Cs s m mai r h n i w r s pn i ot e f o f a g d e g n h id ma hn t l N y t eo e
台达 自动化 创变新未来
台达集 团创 立4 年来 皆致 力于 发展 节 能环 保 的 1
产 品 , 产 品线 不 断 扩 充 ,营 收 持 续 增 长 ,2 1年 营 收 01
曷幕仪 式后 , 台达集 团C C 品部 N产
3.2 NC300A 操作功能介绍说明

台達CNC 控制器操作功能介紹黃紀豪April 16,2012大綱•診斷功能介紹[DGN]–系統與加工資訊–監控功能(MLC、I/O 、伺服…)–調機功能–備份功能–軟體面板/開機畫面下載•參數功能介紹[PAR]–系統參數設定–伺服參數設定–系統通道/軸設定•軟體面板功能介紹[SOFT]診斷功能[DGN]1.系統與加工資訊2.監控功能(MLC、I/O 、伺服…)3.調機功能4.備份功能5.軟體面板/開機畫面下載累計加工所需花費的時間與提供系統的加工數加工資訊設定設定系統的目標加工數與完成加工數清除時間清除總加工時間與單加工時間清除個數清除完成加工數目標加工數對應D1472完成加工數對應D1473用戶變數提供使用者修改特殊用暫存器內容值的操作介面暫存器(D)設備商提供允許用戶修改的特D 號碼,允許範圍D512 ~D1023數值使用者修改數值註解暫存器註解MLC 在線編輯&在線監控提供MLC在線編輯,與顯示I/O接點狀態變化,以利程序開發與維護除錯。
MLC線上監控・I/O點線上監控・暫存器線上監控・階梯圖線上監控MLC線上編輯・階梯圖線上編輯・註解編輯・符號編輯系統監控提供系統相關監控資訊,包含1.變數監控: 有關系統內部變數資訊2.I/O 監控: 遠端I/O 狀態監控3.伺服監控: 伺服狀態監控提供系統內部變數相關資訊,區分為1.系統變數(VS):系統一般內部資訊。
2.通道變數(VC):通道相關內部資訊。
3.軸變數(VA):軸相關內部資訊。
•變數搜尋方法,以VA100為例1.數字+FUN 鍵:2.全名+ENTER:•數值顯示種類–16位元變數允許多種進制切換++16進制16進制顯示2進制2進制顯示I/O 監控提供系統連接遠端I/O 狀態資訊,可藉由此介面了解遠端I/O 的連線狀態。
伺服監控整合伺服器負載顯示,在加工時能及時監看出力狀況。
系統權限分層管理,方便用戶保護重要資料,區分為1.系統密碼:系統商權限。
数控木工铣床的技术特点和优势

数控木工铣床的技术特点和优势数控木工铣床是一种应用于木工加工行业的现代化机器设备,它采用了先进的数控技术来实现精密的木材加工。
本文将介绍数控木工铣床的技术特点和优势。
首先,数控木工铣床具有精准的加工能力。
通过数控系统对工作台和刀具进行精确的控制,可以实现高精度的加工,确保木材的尺寸和形状的准确性。
无论是直线切割、曲线切割还是复杂的雕刻加工,数控木工铣床都能够完成,并且能够实现不同加工路径的自动转换,提高生产效率。
其次,数控木工铣床具有高效的加工速度。
相比传统的手工或半自动操作方式,数控木工铣床在加工速度上有明显的优势。
数控系统可以实时控制刀具的速度和移动路径,减少了人工操作的时间消耗,提高了加工效率。
同时,数控木工铣床还可以通过设定不同的加工参数,实现不同速度的加工,满足不同加工需求。
此外,数控木工铣床具有灵活多样的加工方式。
通过改变刀具的种类和刀具路径,数控木工铣床可以实现不同的加工方式,如切割、雕刻、开槽等。
同时,数控木工铣床还可以根据不同的木材材质和厚度调整加工参数,确保加工效果的一致性和质量。
数控木工铣床还具有自动化和智能化特点。
数控系统可以通过预设的程序实现自动化加工,减少了人工干预的需要,提高了生产效率和产品质量。
同时,数控系统还具备智能化的功能,可以识别和纠正加工中可能出现的错误,避免工件的损坏和浪费。
与传统的木工加工方式相比,数控木工铣床具有明显的优势。
首先,数控木工铣床具有高度的精度和稳定性,可以保证加工效果的一致性和质量。
其次,数控木工铣床具有较高的加工速度和效率,可以缩短加工周期,提高生产效率。
此外,数控木工铣床的操作简单方便,减少了人工操作的繁琐和错误率,降低了工人的劳动强度。
在现代木工加工行业中,数控木工铣床已经成为不可或缺的设备。
它的出现不仅提高了木工产品的加工效率和质量,还降低了生产成本,提升了木工行业的整体竞争力。
随着科技的不断发展,数控木工铣床将会进一步完善和智能化,为木工行业带来更多的机遇和发展空间。
数控木工车床 工作原理

数控木工车床工作原理数控木工车床是一种通过计算机控制的自动加工设备,它能够对木材进行高精度、高效率的加工。
它通过数控系统对刀具的位置、速度和加工深度进行精准控制,从而实现各种复杂形状的木工加工。
本文将围绕数控木工车床的工作原理展开,分为数控系统、机械结构和加工工艺三个方面进行介绍。
一、数控系统数控木工车床的核心是数控系统,它由计算机、数控控制器和执行机构组成。
数控系统接收用户输入的加工程序和参数,通过处理器进行数据分析和运算,最终输出控制信号,驱动执行机构进行加工操作。
数控系统具有以下几个重要功能:1. 数据输入与处理:用户可以通过数控系统输入加工程序、加工图纸和加工参数,系统将对这些数据进行解析和处理,生成加工控制指令。
2. 运动控制:数控系统能够准确控制各个轴向的运动,包括X、Y、Z轴的移动和旋转,实现刀具的精确定位和加工路径的控制。
3. 刀具控制:数控系统可以实现对刀具的转速、进给速度和切削深度等参数的精确控制,以满足不同加工需求。
4. 加工监控:数控系统可以对加工过程进行实时监控,检测加工参数的变化和设备状态的异常,确保加工质量和安全生产。
通过数控系统的全面控制,数控木工车床能够实现高精度、高效率的木工加工,满足用户对加工质量和生产效率的要求。
二、机械结构数控木工车床的机械结构包括床身、工作台、刀架、主轴等部件,它们协同工作,实现木材的定位、切削和加工。
主要包括以下几个方面的工作原理:1. 床身:数控木工车床的床身是支撑和固定机械结构的主体部件,具有足够的刚性和稳定性,以保证加工过程中的精度和稳定性。
2. 工作台:工作台是木材加工的定位和支撑平台,能够根据加工需求进行升降和前后移动,以便于刀具对木材进行多向加工。
3. 刀架:刀架是安装刀具的部件,能够进行多向的移动和旋转,以满足不同加工需求,实现木材的各向切削。
4. 主轴:主轴是配有主轴马达的转动部件,能够带动刀具进行旋转,实现木材的旋转式切削,同时具有足够的转速范围和刚性,以满足不同类型木材的加工需求。
NX300简易使用说明书
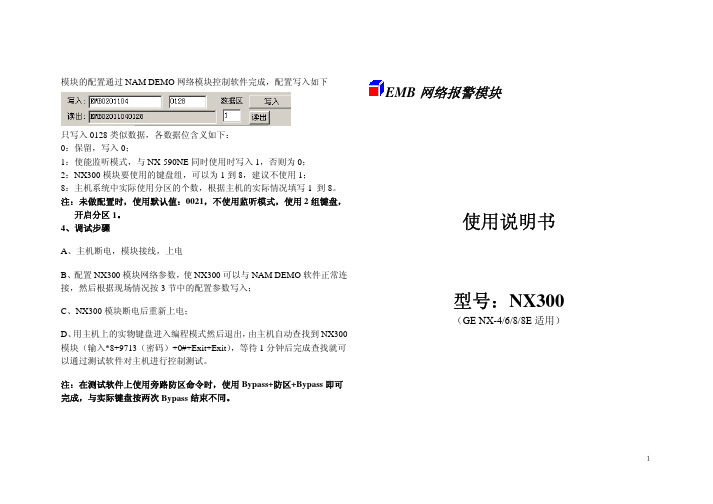
模块的配置通过NAM DEMO网络模块控制软件完成,配置写入如下只写入0128类似数据,各数据位含义如下:0:保留,写入0;1:使能监听模式,与NX-590NE同时使用时写入1,否则为0;2:NX300模块要使用的键盘组,可以为1到8,建议不使用1;8:主机系统中实际使用分区的个数,根据主机的实际情况填写1 到8。
注:未做配置时,使用默认值:0021,不使用监听模式,使用2组键盘,开启分区1。
4、调试步骤A、主机断电,模块接线,上电B、配置NX300模块网络参数,使NX300可以与NAM DEMO软件正常连接,然后根据现场情况按3节中的配置参数写入;C、NX300模块断电后重新上电;D、用主机上的实物键盘进入编程模式然后退出,由主机自动查找到NX300模块(输入*8+9713(密码)+0#+Exit+Exit),等待1分钟后完成查找就可以通过测试软件对主机进行控制测试。
注:在测试软件上使用旁路防区命令时,使用Bypass+防区+Bypass即可完成,与实际键盘按两次Bypass结束不同。
EMB网络报警模块使用说明书型号:NX300(GE NX-4/6/8/8E适用)1、主要技术参数:1.输入电压:14~18V DC2.工作电流:300mA(最大800mA)3.支持的协议:ARP,IP, ICMP ,UDP,TCP, DHCP,HTTP,SOCK54.网络接口:10M IEEE 802.3 UTP接口RJ452、外型及电气定义z外型z指示灯RX:网络接收数据指示灯TX:网络发送数据指示灯RUN:命令数据交互通讯指示灯z功能跳线RST:模块复位。
特殊需求时使用,正常使用时无短路帽。
DP:网络通讯参数远程使能,有短路帽时才能修改网络通讯参数,出厂时有短路帽。
FS1、FS2:NX300型号上不使用此功能。
z主机接线端子对应表3、主机编程及接入事项NX300模块可同时模拟一组中所有键盘及NX-590NE模块,根据现场接入模块的地址分配来选择使用的键盘组,出厂默认为第二组(地址从C8H开始),或者通过配置软件进行修改。
7.台达CNCMLC应用范例说明
MLC->NC
功能名稱
自動循環執行 NC暫停
特M編號
M1061 M1062
說明
自動執行訊號 訊號觸發後,NC控制器將即時暫停。
簡易DMC連線
Delta Confidential
主軸正轉M3,主軸停止M5
Delta Confidential
MLC->NC
功能名稱
主軸正轉 主軸反轉 主軸定位
0 主軸功能啟動 0: 關閉主軸 / 1: 開啟主軸
0~1
1 閉迴路控制旗標 0: 關閉閉迴路控制
0~1
1: 開啟閉迴路控制 (需附加反饋編碼器)
2~ 主軸輸出模式 0: DMCNET(伺服主軸)
0~2
3
2: EDAC(類比輸出)
4 速度控制模式 0-rmp / 1-PPM
0~1
5 Bit5: 迴授器形式 0: 高解析 (x1000) / 1: 一般解析 0~1 (x4)
在自動執行時,執行一單節後隨即暫停 自動執行訊號 訊號觸發後,NC控制器將即時暫停。 訊號觸發後,在自動執行時G01移動速度F,將以 D1062暫存器給定。 選擇停止鍵,程式中讀取到M01時,控制器將即時暫 停 此功能開啟後,程式中含有 ‘/’時,此單節段將跳過 不執行。 使機床X,Y, Z各軸鎖定無法移動。 使機床Z軸鎖定無法移動 此功能開啟後,將忽略各軸極限訊號。 鎖住M,S,T碼,程式中出現M,S,T碼將忽略 觸發此訊號時,告知NC系統M,S,T碼動作已完成。
使用於JOG及Dry run速度設定。
特D編號
D1062
說明
此設定為在JOG模式或自動模式並開啟執行空跑時指定移動 速度F。此特D設為50,則表示為F50 mm/min。範圍 (0~65535mm/min)
木工机械木工数控加工机床与加工中心PPT课件

.
14
木工机械
二、刀具库及自动换刀系统
CNC机床类型很多,加工工件的复杂程度 也不一样,简单CNC机床大都采用人工换刀。 而复杂的加工中心都具有铣、钻、刨、直线 锯切等加工功能,因而需要的刀具种类、品 种较多,所以大都有带自动换刀机构的刀具 库。
刀具库有转盘式刀具库和链式刀具库。 转盘式刀具库存贮8~12把刀,转盘旋转实现 换刀;链式刀具库可存贮更多刀具,它是将 刀具固定在一特殊链条上,通过链条运动实 现换刀。
.
7
木工机械
生产效率高:
由于CNC机床大多采用工序集中的加工 方式,一般只需一次装夹工件,节省了大量 的辅助时间。另外目前CNC机床主轴转速已 达25000转/分,X、Y轴的定位速度已达 24m/min,Z轴定位速度9m/min,所以可实 现快速定位。这些都可大大提高其生产效率。
可运用现代管理技术:
适用性受限制:当制造批量很小且形状较复杂的工 件时,由于同样需要高技术人员编写程序,所以编 程的工作量显得大,很不经济。
小刀具不宜:当加工所用刀具直径小于5mm时,由 于刀具太小,线速度很低,对加工质量有较大影响。
.
10
木工机械
第三节、 CNC机床的基本结构
CNC机床的种类很多,不同用途 的CNC机床其结构也不近相同。一般 CNC机床其基本结构包括:床身、工作 台及工件固定定位装置、主轴及主传动 系统、刀具库及自动换刀系统、微电子 系统、辅助装置等。
.
18
木工机械
一、 选用CNC机床应考虑的因素
木工机械
悬臂式加工中心
.
4
C
单 轴 ( 型 ) 四轴
.
木工机械
双 轴
六 轴
5