全自动换刀木工加工中心
加工中心自动换刀功能及编程

加工中心自动换刀功能及编程加工中心自动换刀功能是通过机械手(自动换刀机构)和数控系统的有关控制指令来完成的。
换刀过程:装刀,选刀,换刀1.换刀过程(1)装刀:刀具装入刀库任选刀座装刀方式。
刀具安置在任意的刀座内,需将该刀具所在刀座号记下来。
固定刀座装刀方式。
刀具安置在设定的刀座内。
(2)选刀从刀库中选出指定刀具的操作。
1)顺序选刀:选刀方式要求按工艺过程的顺序(即刀具使用顺序)将刀具安置在刀座中,使用时按刀具的安置顺序逐一取用,用后放回原刀座中。
2)随意选刀:①刀座编码选刀:对刀库各刀座编码,把与刀座编码对应的刀具一一放入指定的刀座中,编程时用地址T 指出刀具所在刀座编码。
②计算机记忆选刀刀具号和存刀位置或刀座号对应地记忆在计算机的存储器或可编程控制器的存储器内,刀具存放地址改变,计算机记忆也随之改变。
在刀库装有位置检测装置,刀具可以任意取出,任意送回。
(3)换刀1)主轴上的刀具和刀库中的待换刀具都是任选刀座。
刀库一选刀一到换刀位一机械手取出刀具一装入主轴,同时将主轴取下的刀具装入待换刀具的刀座。
2)主轴上的刀具放在固定的刀座中,待换刀具是任选刀座或固定刀座。
选刀过程同上,换刀时从主轴取下刀具送回刀库时,刀库应事先转动到接收主轴刀具的位置。
3)主轴上的刀具是任选刀座,待换刀具是固定刀座。
选刀同上,从主轴取下的刀具送到最近的一个空刀位。
2.自动换刀程序的编制(1)换刀动作(指令):选刀(T XX);换刀(M06(2)选刀和换刀通常分开进行。
(3)为提高机床利用率,选刀动作与机床加工动作重合。
(4)换刀指令M06必须在用新刀具进行切削加工的程序段之前,而下一个选刀指令T常紧跟在这次换刀指令之后。
(5)换刀点:多数加工中心规定在机床Z轴零点(Z0),要求在换刀前用准备功能指令(G28使主轴自动返回Z0点。
(6)换刀过程:接到T XX指令后立即自动选刀,并使选中的刀具处于换刀位置,接到M06指令后机械手动作,一方面将主轴上的刀具取下送回刀库,另一方面又将换刀位置的刀具取出装到主轴上,实现换刀。
加工中心的自动换刀系统

加工中心自动换刀装置
一、加工中心自动换刀装置的类型 1.转塔式 更换主轴换刀装置 (1)脱开主轴传动 (2)转塔头抬起 (3)转塔头转位 (4)转塔头定位 (5)主轴传动重新接通
加工中心自动换刀装置
加工中心自动换刀装置
加工中心自动换刀装置
一、加工中心自动换刀装置的类型 2.成套更换式 (1)更换转塔 (2)更换主轴箱 (3)更换刀库
六、几种典型换刀过程 1、无机械手换刀
加工中心自动换刀装置
加工中心自动换刀装置
六、几种典型换刀过程 2、机械手换刀
加工中心自动换刀装置
六、几种典型换刀过程 3、带刀套机械手换刀
加工中心自动换刀装置
加工中心自动换刀装置
二、加工中心刀库形式 2.链式刀库
加工中心自动换刀装置
二、加工中心刀库形式 3.格子式刀库
加工中心自动换刀装置
二、加工中心刀库形式 3.格子式刀库
加工中心自动换刀装置
三、加工中心刀库结构
加工中心自动换刀装置
三、加工中心刀库结构
加工中心自动换刀装置
四、JCS-018A加工中心机械手结构 2、机械手抓刀部分的结构
五、其他类型机械手 2、两手互相垂直的回 转式单臂机械手
加工中心自动换刀装置
五、其他类型机械手 3、两手平行的回转式单臂机械手
加工中心自动换刀装置
五、其他类型机械手 4、双手交叉式机械手 (1)机械手移动到机床主轴处-卸装刀具 (2)机械手移动到刀库处送回卸下的刀具
加工中心自动换刀装置
加工中心自动换刀装置
加工中心自动换刀装置
四、JCS-018A加工中心 机械手结构 2、机械手抓刀部分的 结构
பைடு நூலகம் 加工中心自动换刀装置
加工中心盘式刀库自动换刀控制系统设计
加工中心盘式刀库自动换刀控制系统设计董锋;徐骥;汪地;叶林;林锋;杨浩【摘要】针对自主研发制作的微型盘式刀库加工中心,阐述了其具体的换刀过程,提出了一条基于单片机的自动换刀控制方案;重点介绍了通信和PWM脉冲输出等外围电路;IO电路中采用光隔,提高了系统的稳定性.该方案根据模块化的思想把自动换刀控制系统作为一个独立的单元进行设计,并通过RS232和数控系统进行通信,降低了对数控系统的依赖性,结构简单,成本低,通用性好,并通过多次重复试验验证了其稳定可靠性.%It introduces the process of automatic tool changing in machine center with mini tool changer which is developed independently.At the same time, a control program based on single-chip microcomputer is presented,in which some peripheral circuits including communication circuit and PWM pulse output are described in detail.The optical-coupler is applied in IO circuits,which can strengthen stability of the system.The system is designed as an independent unit based on the modularized idea which could communicate with NC system using RS232 with characteristics of simple,generaliity, low cost and low dependence on CNC.The stability and reliability of the system is verified by repeat test.【期刊名称】《机械设计与制造》【年(卷),期】2011(000)005【总页数】3页(P137-139)【关键词】自动换刀;盘式刀库;单片机;加工中心【作者】董锋;徐骥;汪地;叶林;林锋;杨浩【作者单位】上海大学CIMS和机器人中心,上海,200072;上海大学CIMS和机器人中心,上海,200072;上海大学CIMS和机器人中心,上海,200072;上海大学CIMS和机器人中心,上海,200072;上海大学CIMS和机器人中心,上海,200072;上海大学CIMS和机器人中心,上海,200072【正文语种】中文【中图分类】TH16;TP271+.41 引言加工中心是指备有刀库,具有自动换刀功能,对工件一次装夹后可以进行多道工序加工的数控机床。
加工中心换刀的三个步骤及流程

加工中心换刀的三个步骤及流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!步骤一:准备换刀1. 确保加工中心处于停止状态,并关闭所有相关的电源和控制系统。
加工中心如何实现自动换刀

要实现自动换刀功能主要就是做长度补偿值,因为半径补偿值在软件编程时已经自动加入了。
本文以云南机床厂的加工中心为例,系统为西门子802C。
一、装刀
例如要装入T01、T02两把刀
1. 刀库先回零:按下回零键,再按启动按钮即可,此步骤也可不执行。
手动输入:
T01
TL
G40 G17 G71 G90 G54
......
TO2
TL
G40 G17 G71 G90 G54
......
TO3 Βιβλιοθήκη TL G40 G17 G71 G90 G54
......
M9
M30
%
TL(有的机床不需换行也能执行)
TL为此机床自带的换刀宏程序,,不同的机床此宏程序可能名称不同,用法也不同。
在主轴上装入要使用的一号刀,此时即为T01。
2.以T01来做基准刀具,直接对刀到工件坐标系(以G54为例)Z=0,输入到G54的Z值中,此刀的长度补偿值要为0。
二、程序
刀具号后面应加入零点偏移,如G54,
UG软件中,设置刀具参数时补偿寄存器一项填入数字1就输出D1,输入2就输出D2;
刀补D0必须取消,因为要使用刀补,默认D1不必显示,若刀补为D2时,必须应在程序中加入D2。
格式大致如下:
%_N_101_MPF
TO1
3.手动输入“T02 回车 TL”,此时T01入库,主轴上装入二号刀,即为T02;
对刀到Z=0,注意偏移值(即对刀时不能到达工件坐标系G54的Z向零点而做的偏移,如有对刀仪或偏置块时)。
4.在参数设置中找到2号刀,选择对刀(默认是D1),在偏移处输入偏移值(为正值),零点G处输入54,按计算即可算出T02的长度补偿值D1了。
加工中心的刀库形式与自动换刀程序的调试
加工中心的刀库形式与自动换刀程序的调试————————————————————————————————作者:————————————————————————————————日期:ﻩ加工中心的刀库形式与自动换刀程序的调试一、实训目的( 1 )了解加工中心的各种刀库形式;( 2 )了解机械手换刀的基本动作组成;( 3 )掌握加工中心自动换刀程序的编写与调试运行;二、预习要求认真阅读加工中心组成、换刀装置、自动换刀程序的编写等章节内容。
三、实训理论基础1 .加工中心的刀库形式加工中心刀库的形式很多,结构各异。
常用的刀库有鼓轮式和链式刀库两种。
图 11-1鼓轮式刀库( a )径向取刀形式( b )轴向取刀形式 ( c )径向布置形式( d )角度布置形式鼓轮式刀库结构简单,紧凑,应用较多。
一般存放刀具不超过32 把。
见图 11-1。
径向取刀形式( a )多用于使用斗笠式刀库的立式加工中心和使用角度布置的机械手换刀装置的加工中心;形式( b )应用比较广泛,可用于立式和卧式加工中心,换刀可用机械手或直接主轴移动式换刀。
由于从布局设计方面的考虑,鼓轮式刀库一般都采用侧向安装的结构形式,若用于机械手平行布置的加工中心时,刀库中的刀袋(座)通常在换刀工作位可作90 o 翻转。
形式( c )多用于小型钻削中心;形式( d )一般用于专用加工中心。
链式刀库多为轴向取刀,适于要求刀库容量较大的加工中心。
见图11-2 。
图 11-2 链式刀库2 .自动换刀装置及其动作分解斗笠式刀库换刀装置我们已经在实训 4 中接触过,在此就不再赘述。
对于刀库侧向布置、机械手平行布置的加工中心,其换刀动作分解见图11-3。
换刀时,Txx指令的选刀动作和M6指令的换刀动作可分开使用。
图 11-3平行布置机械手的换刀过程图11-4 角度布置机械手的换刀过程对于刀库侧向布置、机械手角度布置的加工中心,其换刀动作分解见图 11-4 。
机械手换刀装置的自动换刀动作如下:(1)主轴端: 主轴箱回到最高处( Z 坐标零点),同时实现“主轴准停”。
加工中心自动换刀功能及编程

加工中心自动换刀功能及编程加工中心自动换刀功能是通过机械手(自动换刀机构)和数控系统的有关控制指令来完成的。
换刀过程:装刀,选刀,换刀1.换刀过程(1)装刀:刀具装入刀库任选刀座装刀方式。
刀具安置在任意的刀座内,需将该刀具所在刀座号记下来。
固定刀座装刀方式。
刀具安置在设定的刀座内。
(2)选刀从刀库中选出指定刀具的操作。
1)顺序选刀:选刀方式要求按工艺过程的顺序(即刀具使用顺序)将刀具安置在刀座中,使用时按刀具的安置顺序逐一取用,用后放回原刀座中。
2)随意选刀:①刀座编码选刀:对刀库各刀座编码,把与刀座编码对应的刀具一一放入指定的刀座中,编程时用地址T指出刀具所在刀座编码。
②计算机记忆选刀刀具号和存刀位置或刀座号对应地记忆在计算机的存储器或可编程控制器的存储器内,刀具存放地址改变,计算机记忆也随之改变。
在刀库装有位置检测装置,刀具可以任意取出,任意送回。
(3)换刀1)主轴上的刀具和刀库中的待换刀具都是任选刀座。
刀库→选刀→到换刀位→机械手取出刀具→装入主轴,同时将主轴取下的刀具装入待换刀具的刀座。
2)主轴上的刀具放在固定的刀座中,待换刀具是任选刀座或固定刀座。
选刀过程同上,换刀时从主轴取下刀具送回刀库时,刀库应事先转动到接收主轴刀具的位置。
3)主轴上的刀具是任选刀座,待换刀具是固定刀座。
选刀同上,从主轴取下的刀具送到最近的一个空刀位。
2.自动换刀程序的编制(1)换刀动作(指令):选刀(T××);换刀(M06)(2)选刀和换刀通常分开进行。
(3)为提高机床利用率,选刀动作与机床加工动作重合。
(4)换刀指令M06必须在用新刀具进行切削加工的程序段之前,而下一个选刀指令T常紧跟在这次换刀指令之后。
(5)换刀点:多数加工中心规定在机床Z轴零点(Z0),要求在换刀前用准备功能指令(G28)使主轴自动返回Z0点。
(6)换刀过程:接到T××指令后立即自动选刀,并使选中的刀具处于换刀位置,接到M06指令后机械手动作,一方面将主轴上的刀具取下送回刀库,另一方面又将换刀位置的刀具取出装到主轴上,实现换刀。
加工中心的刀库形式与自动换刀程序的调试
加工中心的刀库形式与自动换刀程序的调试加工中心是一种用于在机械制造业中进行高精度、高效率切削加工的设备。
在加工中心中,刀具是起到关键作用的工具,因此刀具的选择和使用十分重要。
为了提高生产效率,减少人力成本,加工中心通常配备有刀库和自动换刀程序。
刀库是用于存放和组织各种刀具的设备,可以是一个简单的工具车,也可以是一个复杂的机械自动刀库。
刀库的形式直接影响到刀具的快速更换和选择的便捷性。
刀库的形式通常有以下几种:1.手动刀库:这是一种简单的刀具存放方式,操作人员需要手动将刀具放入和取出刀库。
这种方式比较容易实现,但是效率较低,不适合高产量的生产。
2.机械式刀库:这是一种半自动的刀具存放方式,刀具的放入和取出通过机械装置来实现。
操作人员只需按下相应的按钮或操作面板上的控制按钮,机械装置就会按照预定的程序进行刀具的换取。
这种方式相对于手动刀库来说效率更高,但仍然需要操作人员的参与。
3.自动式刀库:这是一种完全自动的刀具存放方式,刀具的放入和取出由机械装置自动完成。
机械装置按照预定程序自动和选择需要的刀具,并将其取出并装入主轴。
这种方式适用于高产量、高频率的生产,减少了人工干预的时间和机会。
刀库形式的选择取决于生产的具体要求和预算,需要根据实际情况进行选择。
自动换刀程序是用于控制刀具换取的程序,其目的是实现对刀具的快速且精确的换取。
自动换刀程序的调试主要包括以下几个步骤:1.刀具测量:在自动换刀程序调试之前,需要进行刀具的测量,包括刀具长度、半径等参数的测量,以确保程序的准确性。
刀具测量可以使用专门的刀具测量仪进行,也可以使用机床自带的刀具测量功能进行。
2.建立工件坐标系:在自动换刀程序中,需要指定刀具在切削时的位置,而刀具的位置是相对于工件坐标系来确定的。
因此,在调试自动换刀程序之前,需要先建立工件坐标系,并确定刀具换取位置的坐标。
3.轨迹规划:自动换刀程序需要通过规划刀具换取的轨迹来实现换取操作。
轨迹规划的目标是确保刀具在换取过程中的安全性和准确性。
加工中心自动换刀系统设计(盘式)

摘要刀库是自动换刀装置中最主要的部件之一,其容量、布局以及具体结构对加工中心的设计有很大影响。
16刀刀库是在小型加工中心应用最为广泛,根据使用的场合和实际运用的要求,设计了相应的16刀的圆盘式刀库,并且对它的控制进行了一定的研究。
论文首先对16刀刀库总体设计方案进行阐述,阐述其各部件的工作原理,然后就刀库的结构设计与控制分章节对各个部分进行计算与设计。
刀库的结构设计是本文研究的重点,传动部分为蜗杆蜗轮的一种减速装置,对于该装置中的蜗杆、蜗轮以及相关的轴都进行了详细的计算;控制部分为刀库送刀部分,由液压控制和PLC控制完成。
关键词:加工中心,刀库,蜗杆蜗轮,液压,PLC。
ABSTRACTTool storage is one of the main components of the automatically-trading-knife installment. Its capacity, position and structure have great influence to the design of the machining centre.16-tool tool storage is widely used in the machining centre. Based on the situation and requirement the 16-tool used, the disc-style tool storage of the 16-tool is designed and some research about its control is made in this paper. The paper illustrates the design project of the 16-tool tool storage firstly, and then explains its operation principle, and at last calculates and designs the structure and control of the tool storage separately by chapters.The design of the structure of the tool storage is the key point of this research. Driving part is a decelerating set of the worm and worm gear. The sizes of the worm, worm gear and axis are calculated. The control parts are tool storage delivering parts, which is completed by the hydraulic pressure and PLC control.Key words: machining centre, Magazine, worm, worm gear, hydraulic pressure, PLC目录摘要 (1)绪论 (3)1引言 (3)1.1加工中心简介 (4)1.1.1加工中心的发展简史 (4)1.1.2加工中心的结构组成 (6)1.1.3加工中心的分类 (7)1.1.4加工中心的发展趋势 (10)2刀库的类型 (13)2.1刀库的类型 (14)2.2刀库的结构与传动 (17)2.3刀库驱动电动机的选定 (20)2.3.1按负载转矩选 (20)2.3.2按加速时的最大转矩选 (22)2.3.3校验 (23)2.3.4分配传动比 (23)3刀库传动机构的设计 (24)3.1初定刀套线速度 (24)3.2刀库传动方式 (24)4.1轴的材料 (32)4.2蜗杆轴的初步估算 (32)4.2.1初步估算轴的最小直径 (32)4.2.2选择联轴器 (32)4.2.3确定滚动轴承的类型 (34)4.2.4初步估计蜗杆轴各段的尺寸 (34)4.3蜗轮轴的初步估算 (35)4.3.1初步估算轴的最小直径 (35)4.3.2确定轴伸处的最小直径 (36)4.3.3确定滚动轴承的类型 (36)4.3.4初步估计蜗轮轴的各段尺寸 (36)4.4轴径的设计与校核 (37)4.4.1 蜗杆轴 (37)4.4.2蜗轮轴的计算 (43)5轴承的校核 (49)5.1蜗杆轴 (49)5.2蜗轮轴 (49)6其它零部件尺寸的设计与计算 (51)6.1回零减速撞块尺寸的计算 (51)6.2刀盘与刀套的设计 (52)6.2.1 刀套 (52)6.2.2 刀盘 (53)6.3刀具(刀座)识别装置 (53)7液压系统的设计 (55)7.1液压缸的载荷组成和计算 (55)7.2液压缸内径以及其它尺寸的确定 (55)7.2.1计算液压缸的主要结构尺寸 (56)7.2.2 油缸壁厚的计算 (57)7.2.3 缸底厚度计算 (58)7.3油缸长度L的确定 (59)7.4液压系统初步设计 (59)8 PLC控制 (61)9结论 (64)10致谢 (66)参考文献 (67)本章首先从数控机床的发展历程引出加工中心的发展趋势,再具体到本次设计针对的刀库的任务要求,明确了本设计任务的主要内容。
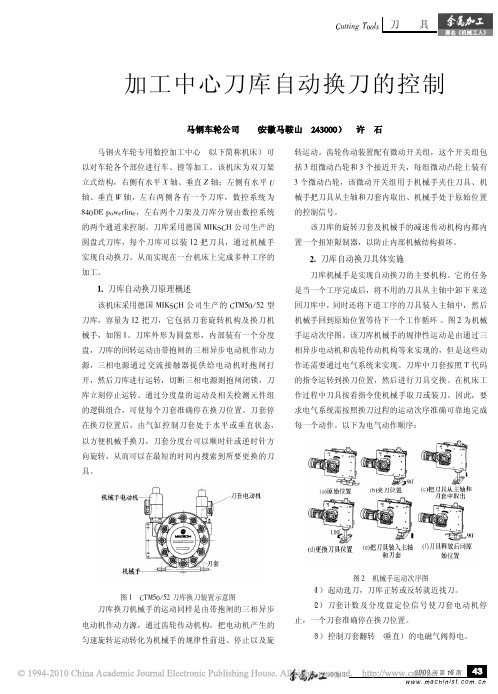
加工中心刀库自动换刀的控制
#" 镗刀杆! $" 镗刀! (" 上下调整螺钉 ’" 两侧调整螺钉
图! #
此刀具的特点:可用于组合机床或其他机械加工机 床,结构紧凑,制造简单,使用灵活。效率高,且在刀 具磨损后可调整继续使用,有效延长刀具寿命,减小机 床夹具调整时间。
( 收稿日期:$&&5&$#5 )
############################################
冷加工
! " " # 年 第 $% 期 # !" ! ! !" " # $ % & ’ & ( )" $ * "" $ ’
刀! ! 具
!"##$%& ’(()*
( # ) 刀套垂直到位,发出到位信号,主轴定向给出 位置到达确认信号。 ( $ ) 机械手从原始位置起动,旋转 %&’ 到达机械手 夹刀位置。 ( ( ) 机械手抠刀到位发出停止信号,把刀具从主轴 和刀套中取出,机械手电动机停止。 ( ) ) 抠刀确认及刀具松开给出到位信号。 ( * ) 刀具夹放松完毕,起动机械手旋转 +*&’ ,到达 刀具更换位置。 ( % ) 机械手电动机停止信号使机械手电动机停止。 ( +& ) 装刀确认及刀具夹紧给出到位信号。 ( ++ ) 机械手电动机起动,使机械手回到原始位置。 ( +, ) 机械手电动机停止信号,使机械手电动机停 止。 ( +- ) 机械手原始位置开关发信号。 ( +# ) 控制刀套翻转 ( 水平) 的电磁气阀得电。 +$ ) 刀套翻 转 处 于 水 平 位 置 的 接 近 开 关 发 信 号 ( ( 刀库换刀动作完成) 。 刀库及机械手的动作可以由 ./ 来控制,也可以由 01/ 来控制,由于该刀库选用的普通的 三 相 异 步 电 动 机,故采用 01/ 来控制刀库及机械手的动作。由于该机 床数 控 系 统 为 *#&23 456789:;7, 它 内 部 集 成 了 <) — -+$ —,20 的 01/ 系统,为 01/ 编程控制刀库和机械手 的动作提供了方便。01/ 程序设计采用了模块化、参数 化和标准化的编程方法,按控制功能将程序块分成不同 的功能块,利用程序块形式的参数编程特点,将控制功 能程序标准化。程序结构如图 - 所示。
加工中心自动换刀系统设计说明书
摘要加工中心是现代机械加工中用得最多的设备之一,而自动换刀装置作为加工中心的核心部件,一直处在不断改进之中。
本课题要求设计一台小型加工中心的刀库及自动换刀装置。
本次设计分为两大部分。
首先,主要针对目前机床上常用的几种类型的刀库(鼓盘式刀库、链式刀库、格子盒式刀库等)进行了比较分析,最终选用链式刀库结构,选择伺服电机驱动,采用蜗杆蜗轮装置减速,并完成了链条的选择和链轮的设计计算。
另外,选择双臂单爪机械手结构,对其运动作了详细的分析,最终将换刀运动分解为手臂的伸缩,手架的伸缩和回转三个动作。
全部采用液压系统进行控制。
在合理选用液压缸之后,绘制出了液压系统控制图、机械手动作原理图,基本完成了自动换刀装置的设计工作。
关键词:伺服电动机驱动;链式刀库;机械手换刀;液压系统控制AbstractProcessing Center is a modern mechanical processing equipment used in one of the largest and automatic tool change device as the core parts processing center, has been in the continuous improvement of. The topics designed a small knife processing center for devices and automatic tool change. The design is divided into two parts. First of all, the main view of the current machine, commonly used for several types of knives (knives drum disc library, the chain knife, knife lattice cassette library, etc.) a comparative analysis, the final choice of the chain knife structure, choice of servo motor Driver, a worm worm deceleration devices, and completed the chain and sprocket of the choice of design and calculation. In addition, the choice of single-claw manipulator arms structure, its movement made a detailed analysis will eventually ATC campaign for the decomposition of the telescopic arm, hand-stretching and rotating the three movements. All the hydraulic system used to control. A reasonable choice of hydraulic cylinders, to map out plans of the hydraulic control systems, mechanical hand movements schematics, basically completed the installation of automatic tool change the design work.Keywords:The servo motor actuates; Chain knife storehouse; The manipulator trades the knife; The hydraulic system controls目录目录摘要 (I)Abstract (Ⅲ)1 绪论1.1 本课题的来源、目的及意义 (1)1.1.1 课题的来源 (1)1.1.2 本课题研究的目的 (1)1.1.3 本课题研究的意义 (1)1.2 课题背景及国内外研究现状 (2)1.3 本课题研究的主要内容 (3)2 刀库及换刀机构总体结构设计2.1 刀库的结构设计 (3)2.1.1 方案分析比较 (3)2.1.2 刀库容量的确定 (6)2.1.3 刀库选刀方式的确定 (6)2.1.4 刀库的设计及计算 (6)2.2 自动换刀装置设计 (13)2.2.1 方案分析比较 (13)2.2.2 机械手自动换刀工作流程设计 (13)2.2.3 换刀机械手结构设计 (22)2.2.4 换刀手手臂和手爪结构设计 (23)2.2.5 液压缸、活塞杆的选择 (24)2.2.6 液压系统工作原理 (26)设计总结 (27)致谢 (29)参考文献 (30)1 绪论1.1课题的来源及研究目的和意义1.1.1课题的来源刀库和机械手是加工中心稳定可靠运行的关键功能部件。
加工中心换刀详细说明

加工中心换刀说明
第四步(5):换刀臂旋 转180度换刀后主轴夹紧 刀具 一般情况此动作不会有什 么故障
刀具需要检测主轴夹紧信 号 如果主轴夹紧信号没有, 将停在此位置 故障时先问清楚是否已换 刀,因为在换刀时有两个 90度位置
注意:各换刀信号是否一直有(如刀套主轴 侧到位信号,ATC门开信号)
加工中心换刀说明
第四步(5):换刀臂在 90度位置旋转0度位置 一般情况此动作不会有什 么故障
注意:各换刀信号是否一直有(如刀套主轴 侧到位信号,ATC门开信号)
加工中心换刀说明
第五步:ATC门关闭
一般情况此动作不会有什 么故障 系统需要检测ATC门关闭 信号 如没有此信号,X,Y轴将 不能移动,一直等待此信 号,
Hale Waihona Puke 一加工中心换刀说明
第四步(1):换刀臂旋 转 接下来就是换刀臂旋 转。 如果换刀臂不旋转有以下 原因 1、ATC门到位信号没有, 系统以为ATC门还在关闭 状态。 2、刀套到位信号没有。 3、大隈机床换刀主轴必 须有刀 如图一是刀套到位信号位 置
一
加工中心换刀说明
第四步(2):换刀臂旋 转90度 换刀臂先旋转90度抓刀。 抓住刀后,主轴松刀 如果换刀臂停在抓刀位置 不旋转有以下原因 1、没有主轴松刀到位信 号(又有以下原因:1.主 轴松刀传感器失效,2.液 压阀没有动作,松刀靠液 压松的)
如图一是刀套到位信号位 置
加工中心换刀说明
第四步(3):换刀臂在 90度位置向前伸出 换刀臂在90度抓刀后执行 10-3这个动作。 一般情况此动作不会有什 么故障
注意:各换刀信号是否一 直有(如刀套主轴侧到位 信号,ATC门开信号)
加工中心换刀说明
第四步(4):换刀臂在 90度位置向前伸出后换刀 臂旋转180度换刀 如图执行10-4这个动作。 一般情况此动作不会有什 么故障 注意:各换刀信号是否一 直有(如刀套主轴侧到位 信号,ATC门开信号)
三种自动换刀装置常见于型材加工中心
三种自动换刀装置常见于型材加工中心型材加工中心的自动刀具更换系统由刀库和自动刀具更换装置组成。
自动刀具更换系统有两个优点:一是主轴箱内只保留一个主轴,有利于简化主轴结构,提高主轴刚度;二是存放大量不同类型和功能的刀具,便于完成各种复杂多步的加工程序。
因此,自动刀具更换系统是区分数控机床和数控加工中心的重要标志。
型材加工中心自动换刀系统中的自动换刀装置主要分为三种类型:直接换刀、机械手换刀和转塔头。
我们一一介绍直接换刀所谓直接换刀,是指换刀过程由刀库与主轴箱配合完成,顾名思义,这是直接的换刀方式。
根据换刀过程中刀库是否有位移,直接换刀可分为刀库位移和刀库固定两种方式。
在刀库位移方式中,刀库可以移动。
换刀前,刀库进入换刀工作区,换刀后退出该区域。
由于刀库运动较多,布局精致,灵活性和适应性差。
在刀库的固定模式下,刀主要通过主轴箱的移动进行选择。
刀库可以保持静止,也可以只旋转位置。
前者只能有序选择刀具,适用于刀具数量较少的数控加工中心,后者可以实现转位选择刀具。
这种刀具选择减少了刀库的移动,可以大大简化刀库的设计结构,控制刀具更换过程简单可靠。
机械手换刀所谓机械手换刀方式,是指机械手在换刀时操作,负责在刀库和主轴之间传输刀具,将所需的刀具推到主轴上,然后将更换的刀具送回刀库。
虽然这种换刀方式不像以前那么直接,但它避免了刀库和主轴移动换刀,而是由机械手取代。
这降低了机械元件的运动范围,更快地完成换刀,设计布局更灵活,因此广泛应用于大多数型材加工中心。
如果每个刀具都用自己独立的机械手切换,则称为专用换刀机械手;相反,更多的刀具使用公共机械手切换,称为公共换刀机械手方式。
后者有三种类型:换刀机械手、双手换刀机械手和刀具传输机械手。
转塔头方式转动塔头的方法是通过砖塔的旋转将所需的刀具移动到相应的位置。
一般是顺序换刀,结构紧凑,换刀时间短,一般用于加工曲轴等细工件,需要完成多个工序。
塔式自动换刀装置分为塔式刀架换刀和砖塔主轴头换刀两种方式。
加工中心自动换刀装置结构
加工中心自动换刀装置结构
加工中心自动换刀装置是现代数控机床的重要组成部分,其结构主要由刀库、刀杆、刀座、换刀机构、信号传感器等部分组成。
刀库是自动换刀装置的存储器,可容纳数个刀柄,常用的有圆弧式、直线式和旋转式等多种形式,不同形式的刀库在结构上有所差异,但其本质作用是一样的。
刀杆则是将刀具从刀库中取出,并传递给刀座的部分,其材料通常为高强度合金钢,具有较高的刚性和耐磨性。
刀座是刀具的支撑部件,其主要作用是将刀具固定在数控机床工作台上,并通过数控机床的指令精确控制其移动和加工路径。
换刀机构是自动换刀装置的核心部件,其结构复杂,包括电机、减速器、传动链、传动装置等多个组成部分,其作用是控制刀杆的升降和前后移动,使刀具能够准确地进入刀座并完成换刀操作。
信号传感器则是自动换刀装置的辅助部件,其作用是通过检测刀具的位置和状态等信息,向数控机床发出信号,控制换刀机构的运行。
总之,加工中心自动换刀装置是一项高度自动化的技术,其结构复杂,涉及到多个专业领域,对机械加工工艺和设备性能提出了高要求。
- 1 -。
加工中心自动换刀程序的设计与调试

s c r e e n o f t h e t o u c h s c r e e n .F a c t h a s p r o v e d t h a t t h e A T C ma k e s t h e p r o d u c t i o n p r o c e s s i n a g o o d r u n n i n g s t a t e , a n d i t p u t s u p t h e p r o —
L I U L u.C HANG Xi a o l i n g
( G u a n g d o n g I n d u s t r y C o l l e g e ,G u a n g z h o u G u a n g d o n g 5 1 0 3 0 0 ,C h i n a )
t o o l pr o c e s s ,a p p l y i ng t he i n n e r PL C o f NC ,t h e p r o g r a m o f ATC wa s d es i g n e d.The d e bu g g i ng wa s c o mp l e t e d b y t he c o o r d i na t i o n o f t h e
关键词 :加工 中心 ;自动换 刀;P L C ;触摸屏
中 图分 类 号 :T P 2 7 文献 标 识 码 :A 文 章 编 号 :1 0 0 1— 3 8 8 1( 2 0 1 3 )2 0—0 6 4— 4
Pr o g r a m De s i g n a n d De bu g g i ng o f t h e ATC o f t h e Ma c h i n e Ce nt e r
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
全自动换刀木工加工中心:
技术参数:
配件名称品牌型号性能及特点
床身济南格特木工加工中心重型,厚壁方管6mm-10mm,内部浇注,重1吨
主轴意大利主轴9KW 进口品牌换刀主轴,耐用,假一赔十
刀库台湾圆盘式-8换刀快、换刀精确
变频器台湾台达11KW 性能好,有过电压过电流保护主轴的功能
导轨台湾银钛直径30采用了独特的偏移哥特式沟槽设计理念,高精度、长寿命、耐冲击。
传动Z轴滚珠
丝杠,XY轴
齿条传动
丝杠3205,齿条2
模大斜齿条
耐磨,精度高
操作系统台湾新代系统国内一线品牌、智能化高
伺服电机日本安川850W,Z轴加抱闸确保加工过程稳定性强、精度高、速度快
驱动器日本安川SGDM-15ADA与伺服电机相匹配
线缆江苏华电雕刻机专用线,柔性强,耐高温、低温
润滑系统自动注油LG11无需人工保养,方便快捷真空泵WS7.5KW吸力大、冷却效果好、耐用行星减速机台湾120减速比大、齿隙小、动力足吸尘系统双桶PC-2吸力大、吸尘效果好
自动对刀仪HR Z-NANO 刀具的调整既费时费力,又不易准确,最后还需试切;自动对刀仪解决了这一麻烦。
加工精度0.03mm
重复定位精
度0.02mm
工作电压AC380V/AC220V
应用软件
精雕
/Artcam/type3/
文泰
最大加工速
度60000mm/min
台面类型真空吸附台面
工作方式伺服驱动
刀柄直径 3.175-32mm
工作指令标准G代码
性能特点:
◆床体钢结构厚壁方管焊接,经震动时效处理,坚固耐用,不易变形。
◆Z轴采用德国产滚珠丝杠,台湾高精密直线导轨,精度高更耐用。
X、Y轴采用齿条传动,速度更快,更好的提高效率,节省成本。
◆软件兼容性强,可兼容type3/artcam/castmate/文泰等多种CAD/CAM设计制作软件,具有刀具补偿、中文显示、后台编辑、主轴多点定位、模拟操作显示、故障显示功能。
◆台湾新代控制系统,操作更简便,斗笠式自动换刀系统,更省时安全。
◆驱动系统采用安川伺服电机、驱动器。
功能齐全、性能稳定、可靠性高。
◆自动油路润滑系统,维护、保养更方便。
◆真空吸附夹具两用台面,加工异型工件更加轻松自如,吸力更强,可达250立方/小时。
◆拥有断点续雕、断电恢复、加工时间预测等功能。
◆设计更加人性化。
不论大力切割还是精雕细琢都能得心应手。
◆本款机型关键机构均采用精密零部件装配而成。
全自动换刀木工加工中心加工从12万到17万也可以在选配自动上下料。