最新互换性与技术测量第一章
互换性与技术测量胡凤兰第一章绪论

细的特殊场合,其余四种为基本系列。
qr r 10
1.2.2 优先数系和优数
各系列的公比qr如下:
R5:公比q5 = R10:公比q10= R20:公比q20= R40:公比q40= R80:公比q80=
5 10 1.6
10 10Leabharlann 1.2520 10 1.2
40 10 1.06
80 10 1.03
1.3.1 GPS的作用
GPS是国际标准中影响最广的重要基础标准之一,它不仅是产品信息传递与交 换的基础标准,也是产品市场流通领域中合格评定的依据,是工程领域必须 依据的技术规范。具体作用主要表现在:
为企业的产品开发提供了一套全新的工具,为产 品的数字化设计和制造提供了基础支撑。
实现产品的精确几何定义及规范的精度过程定义, 更加合理、经济和有效地利用设计、制造和检测的 资源,显著降低产品的开发成本。
1.1.1 互换性的定义
互换性
指同一规格的零部件中任取一件,不需经过任何选择、修配或调
整,就能装配成满足预定使用功能要求的机器或仪器,则零部件所具有的这种
性能就称为互换性。
互换性在零部件的装配(或维修更换)过程中应该同时具备三个条件 :
装配前,不需选择; 装配时,不需修配和调整; 装配后,可以满足预定的功能要求。
1.1.4 互换性生产的实现
3. 现代化生产的实现 现代化生产的特点是规模大、分工细、协作单位多、互换性要求高。
互换性与技术测量课堂笔记
度,键、轴承等,齿轮传动 3.发展: 1)1902 年英国提出 2)1926 年成立国际标准协会(ISA)
3)1947 年成立国际标准组织(ISO) 4)1955 年中国机械工业部第一次颁布公差 与配合标准 三、优先数系:优先采用数值系列 十进段(0.1~1,1~10,10~100) 等比数列 公比:qr=r√10 Rr 系列:R 是创始人,r 是项数 派生系列:R10/3=q(10√10)3
EI≤EaE≤S (二)尺寸公差:尺寸的变动范围 1.孔:Th=Ds-Di=ES-EI 2.轴:Ts=ds-di=es-ei 总结:/公差/偏差 1.偏差可正、可负、可零,公差必须为正。 2.偏差与加工难度无关,与精度无关;公差 与加工难度有关,公差决定加工精度。
公差下降,难度上升,精度上升。
(三)公差带作用: 1.零线:代表公称尺寸 2.公差:公差带的宽度
实际尺寸必须在极限尺寸内
4.实体尺寸:用材料多少 1)最大实体尺寸:用材料最多。加工合格
尺寸的起始尺寸。 a.孔:DM=Di b.轴:dM=ds 2)最小实体尺寸:加工和合格尺寸的终止
尺寸。 a.孔:DL=Ds b.轴:dL=di 5.作用尺寸:孔和轴相互作用时产生的尺寸。 1)孔的作用尺寸:和孔相互内接的最大理
公差带:
形状:两平面平行 方向://A 位置:对称面到 A 距离为 l 被测要素为线,则公差带形状为线 被测要素为面,则公差带形状为面
公差带 形状
基本偏差的计算
孔的基本偏差由轴的换算而来,X 或 Y 不变。
基孔制<=>基轴制(配合性质不变) 1)孔、轴基本偏差代号相互替换。 2)孔、轴公差等级不等。 孔的基本偏差计算: (一)通用规则: EI=-es:间隙配合(A~H/a~h) ES=-ei:过渡配合 孔与轴同级
互换性与技术测量:第一章 绪论

二、公差标准和几何量的测量(公差标准化)
现代化工业生产的特点是规模大,协作单位多,互换性要 求高,为了正确协调各生产部门和准确衔接各生产环节,必 须有一种协调手段,使分散的局部的生产部门和生产环节保 持必要的技术统 一。成为一个有机的整体,以实现互换性生 产。
标准与标准化正是联系这种关系的主要途径和手段,是 实现互换性的基础。
R5系列 q5≈1.6
R10系列 q10≈1.25
R20系列 q20≈1.12
R40系列 q40≈1.06
R80系列 q80≈1.03
(3)变形系列 Βιβλιοθήκη 三种:A、派生系列; 是从基本(或补充)系列中每隔N
项导出的系列。
B、移位系列; 它的公比与某一基本系列相同但项
值不同。
C、复合系列; 是指几个公比不同的系列组合而成
换;
(2)装配与更换后能满足使用和生产上的 需求。
3、互换性包括几何参数和机械性能的互换 机械性能包括很多方面,例如:刚度、
强度、硬度、传热性、导电性、热稳定性还 有其它物理化学参数等。
本课程只讨论几何参数的互换。
4、几何参数 几何参数一般包括尺寸大小、几何形状
(宏、微观)以及相互位置关系等。
5、公差
1、公差标准 A 技术标准:对产品和工程建设质量、规格及检验方面所作 的技术规定。
我国的技术标准分三级:国家标准(GB)、部门标准 (专业标准,如JB)、企业标准。 B 公差标准:对零件的公差和相互配合所制订的标准。 2、加工误差和公差
(1)加工误差:加工过程中产生的尺寸、几何形状和相互 位置误差。
互换性与技术测量
互换性与技术测量课程的要求:
互换性与技术测量是一门专业基 础课,通过本课程的学习以后要求大家:
互换性与技术测量第三版课后题答案程玉兰

《互换性与测量技术基础》(第三版)课后习题答案第一章习题及答案1-1 什么叫互换性?它在机械制造中有何重要意义?是否只适用于大批量生产?答:同一规格的零部件,不需要做任何挑选、调整或修配,就能装配到机器中去,并达到使用要求,这种特性就叫互换性。
互换性给产品的设计、制造和使用维修都带来了很大方便。
它不仅适用于大批量生产,也适用于单件小批生产,互换性已经成为现代机械制造企业中一个普遍遵守的原则。
1-2 完全互换和不完全互换有何区别?各用于什么场合?答:互换程度不同:完全互换是同一规格的零部件,不需要做任何挑选、调整或修配,就能装配到机器中而满足使用要求;不完全互换是同一规格的零部件,需要经过挑选、调整或修配,再装配到机器中去才能使用要求。
当使用要求和零件制造水平、经济效益没有矛盾,即机器部件装配精度不高,各零件制造公差较大时,可采用完全互换进行零件生产;反之,当机器部件装配精度要求较高或很高,零件制造公差较小时,采用不完全互换。
1-5 下面两列数据属于哪种系列?公比为多少?( 1 )电动机转速: 375 , 750 , 1500 , 3000 ,、、、( 2 )摇臂钻床的主参数(钻孔直径): 25 , 40 , 63 , 80 , 100 , 1 25等答:( 1 )此系列为派生系列: R40/12 ,公比为( 2 )此系列为复合系列,前三个数为 R5 系列,后三位为 R10 系列。
补充题:写出 1 ~ 100 之内的派生系列 R20/3 和 R10/2 的优先数常用值。
答: R20/3 : 1.00 , 1.40 , 2.00 , 2.80 , 4.00 , 5.60 , 8.00 , 11.2 ,16.0 , 22.4 , 31.5 , 45.0 , 63.0 , 90.0R10/2 : 1.00 , 1.60 , 2.50 , 4.00 , 6.30 , 10.0 , 16.0 , 25.0 , 40.0 ,63.0 , 100第二章习题及答案2-5 (略)2-9 试从 83 块一套的量块中,同时组合下列尺寸: 48.98mm , 29.875mm ,10.56mm 。
互换性与技术测量(第五版 )课后习题答案

7.在万能工具显微镜上相象法测量圆弧样板,测得弦长L为95mm, 弓高h为30mm,测量弦长的测量极限误差为±2.5μm,测量弓高的测量
极限误差为±2μm。试确定圆弧的直径极其测量极限误差。 8.游标尺测量箱体孔的中心距,有如下三种测量方案:①测量孔
2 Xmax=ES-ei=0.023mm, Ymin=Ei-es=-0.018mm, 配合公差:Ty=Xmax-Ymin=0.041mm, 属于过度配合
图1.1 图1.2
图型如图1.2
3 Ymax=EI-es=-0.060mm, Ymin=ES-ei=-0.011mm, 配合公差:Ty=Ymax-Ymin=0.049mm, 属于过盈配合 图型如图1.3
(5) P~ZC 过盈配合; ≤IT7,采用差级配合,属特殊规则:
ES=-EI+A,可换为Φ50U7/h6 查表1-8:IT6=16,IT7=25 查表1-10,h:es=0,ei=-16
查表1-11,U:ES=-70+△=-61,EI=-86
课后第二章习题
1.试从83块一套的量块中,同时组合下列尺寸(单位为mm): 29.875,48.98,40.79,10.56。
2.仪器读书在20mm处的示值误差为+0.002mm,当用它测量工件 时,读数正好为20mm,问工件的实际尺寸是多少?
3.测量方法在等精度的情况下对某一试件测量了15次,各次的测 量结果如下(单位为mm):30.742,30.743,30.740,30.741, 30.739,30.739,30.741,30.742,30.740,30.743,30.739, 30.739,30.740,30.732,30.741,求单次测量的标准偏差和极限误 差。
互换性与技术测量课件-第1章 绪论

现代大规模生产
互换性与技术测量培训课件-第1章 绪论
1.2.1互换性标准的发展
11
自1902年英国Newall公司出版了极限表以来,公差与配合标准经历了一百多年 的发展历史。 1959年,我国正式颁布了GB159~174公差与配合国家标准。随后又发布了各种 结合件、传动件、表面光洁度以及表面形状和位置公差标准。 我国的公差标准也在随着国际标准的变化不断地更新。
互换性与技术测量培训课件-第1章 绪论
1.3长度测量技术发展简介
13
在古代,最初是以人的手、足等作为长度的单位
亨利一世规定,他的手臂向前平伸,从鼻尖到指尖的距离定 为“1码”。
1791年,法国议会批准以通过巴黎的地球子午线的1/4000万 为1m的定义。
历时多年,法国测量了西班牙巴塞罗那到法国敦克尔刻的地 球子午线长度,并按测量结果制作了3.5×20mm矩形截面 的铂杆,以此杆两端之间的距离为1m,此杆保存在巴黎 档案局,成为档案米尺(metre archives)。
1979年,我国将原有的1959年版标准修订为GB1800~1804-1979。
1996年,又将该公差与配合标准改名《极限与配合》,并不断修订有关标准。
互换性与技术测量培训课件-第1章 绪论
1.2.2产品几何量技术规范(GPS)标准体系简介 12
产品几何技术规范(Geometrical Prodห้องสมุดไป่ตู้ct Specification ,GPS)
互换性与技术测量培训课件-第1章 绪论
1.3长度测量技术发展简介
15
互换性与技术测量培训课件-第1章 绪论
1.3 本课程的任务
16
学生在学完本课程后应达到下列要求: ① 掌握标准化和互换性的基本概念及有关的基本术语和定义; ② 基本掌握本课程中几何量公差标准的主要内容、特点和应用原则; ③ 初步学会根据机器和零件的功能要求,选择几何量公差与配合; ④ 能够查用本课程介绍的公差表格,正确标注图样; ⑤ 熟悉各种典型几何量的检测方法和初步学会使用常用的计量器具。
互换性与技术测量第一章 孔与轴的极限与配合9.27

+ 0 +0.039 -0.025 -0.050
+0.039 -0.025
过盈配合
+ 0 +0.039
+0.079 +0.054
+ 0 -
过渡配合
+0.039 +0.034 +0.009
ø 50
Ø50
ø 50
计算
解:(1)最大间隙 Xmax=ES-ei=+0.039-(-0.050) = +0.089mm 最小间隙 Xmin=EI-es=0-(-0.025)= +0.025 mm 配合公差 T f =︱Xmax—Xmin︱=︱+0.089-(+0.025)︱ = 0.064 mm (2) 最大过盈 Ymax=EI-es=0-(+0.079)= -0.079mm 最小过盈 Ymin=ES-ei=+0.039-(+0.054) = -0.015mm 配合公差 T f =︱Ymin—Ymax︱=︱-0.015-(-0.079)︱ = 0.064 mm (3) 最大间隙 Xmax=ES-ei=+0.039-(+0.009) = +0.030mm 最大过盈 Ymax=EI-es=0-(+0.034)= -0.034 mm 配合公差 Tf =︱Xmax—Ymax︱=︱+0.030-(-0.034)︱ = 0.064 mm
Dmin Dmax
孔、轴的极限尺寸
dmin
dmax
2 极限与配合的基本词汇
三.偏差(deviation)与公差(tolerance)
1.尺寸偏差 某一尺寸减去基本尺寸所得的代数差 (简称偏差) 2.实际偏差( Ea、ea ) 实际尺寸减去基本尺寸所得的代数差 Ea=Da-D ea=da-d 3.极限偏差 极限尺寸减去基本尺寸所得的代数差 上偏差(ES、es)ES=Dmax-D es=dmax-d 下偏差(EI、ei) EI=Dmin-D ei=dmin-d
互换性与技术测量第1章绪论课件

课程网址:
PPT学习交流
4
第1章 绪论
1.1 互换性概述 1.2 互换性标准的发展 1.3 长度测量技术发展简介 1.4 标准化和优先数系
PPT学习交流
5
第1章 绪论
本章的学习要求
• 了解互换性的基本概念 • 了解GPS标准体系及其概况 • 了解计量技术的发展简况 • 了解标准和标准化的基本概念 • 掌握优先数和优先数系的基本常识 • 重点:互换性和标准化的概念
PPT学习交流
3
参考资料: 1、李柱等编,互换性与测量技术-几何产品技术规范
与认证GPS ,高等教育出版社,2004 2、王伯平,互换性与技术测量,高等教育出版社,
2005 3、万书亭,互换性与技术测量基础,电子工业出版社,
2007 4.机械工程基础与通用标准实用丛书编委会 编,形状
和位置公差——机械工程基础与通用标准实用丛书,中国 计划出版社
13
1.1 互换性概述
三、互换性分类
1、按互换的程度分类 完全互换与不完全互换。
A、 完全互换性 特点:不限定互换范围,以零部件装配或更换时不需要挑选
或修配为条件, 100%的互换。 B、不完全互换性 特点:因特殊原因,只允许零件在一定范围内互换。 例如:分组互换、调整互换、修配互换、概率互换(大数互
PPT学习交流
9
1.1 互换性概述
机械和仪器制造业中的互换性包括几何参数的互换性和 性能参数(如硬度、强度等)的互换性。
•几何参数:一般包括尺寸大小、几何形状(宏观、微观) 及相互位置关系等。
•机械产品的性能包括很多方面,例如:刚度、强度、硬度、 传热性、导电性、热稳定性还有其他物理、化学参数等。
互换性与技术测量第1章习题答案
还没完!!!!!
4)验算: Φ25H8/f8,则Xmax=ES-ei=33+41=74µm Xmin=EI-es=0+20=20µm 满足 Xmax=86µm Xmin=20µm的要求 +0.033 故配合为Φ25H8/f8,孔为Φ25H8( ) 0 -0.02 轴Φ25f(
-0.041
)
(3)配合的基本尺寸=60mm,
尺寸标注
-0.030
(0.015) -0.015(∅10)-0.080 ∅
孔 ∅18 孔 ∅30 轴 ∅40 轴 ∅60
(18.017) (13.006) (-0.017) (+0.006) (+0.01 1) (30.012) (29.991) +0.012 (39.950) (39.888) -0.050 60.041 (60.011) (+0.04 1) (0) (-0.009) -0.112 (+0.011) (-0.022) 0.021
0.065
轴
0.098
下 偏 差
2.已知下列三对孔、轴相配合符合要求: (1)分别计算三对配合的最大、最小间隙(Xmax、Xmin)或过盈(Ymax、Ymin) 及配合公差 (2)分别绘出公差带图,并说明它们的配合类别 +0.033 孔:∅20 0 轴:∅20 -0.098 -0.065
孔
0.065
+ H 80 0.039 装配时,当选Φ50 f 7 −0.025 装配时,当选 −0.050 在Xmax=0.089,Xmin=0.025间 , 间
而在工作时,实际孔轴均收缩后为: 而在工作时,实际孔轴均收缩后为:
考虑热膨胀时的配合
则Xmax=-0.029-(-0.078)=0.049 - - ) 则Xmin=-0.068-(-0.053)=-0.015 - - )=- =Ymax形成了过度配合 不合适
《互换性与技术测量》第一章 孔与轴的极限与配合
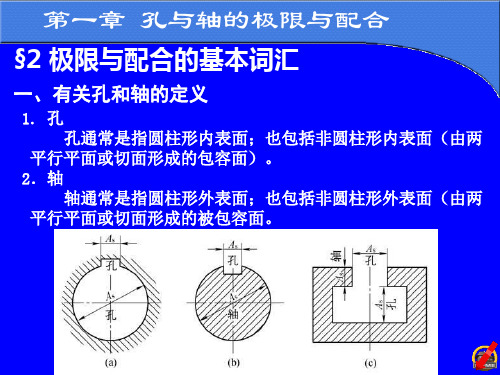
第一章 孔与轴的极限与配合
§2 极限与配合的基本词汇
5.提取组成要素的局部尺寸: 一切提取组成要素上两对应点距离的统称。 6 .极限尺寸: 指允许的尺寸变化的两个极限值,它包括上极限尺寸和下极 限尺寸。 上极限尺寸(或最大极限尺寸):尺寸要素允许的最大尺寸。 下极限尺寸(或最小极限尺寸):尺寸要素允许的最小尺寸。
第一章 孔与轴的极限与配合
§2 极限与配合的基本词汇
Dmax 、Dmin 、d max 、d min
第一章 孔与轴的极限与配合
§2 极限与配合的基本词汇
Dmin Da Dmax
d min d a d max
第一章 孔与轴的极限与配合
§2 极限与配合的基本词汇
三、有关偏差和公差的术语和定义(续)
X max Ymax 2
第一章 孔与轴的极限与配合
§2 极限与配合的基本词汇
四、有关配合的术语和定义(续)
4.配合公差 间隙配合 T f X max X min Th Ts
过盈配合 T f Ymax Ymin Th Ts
过渡配合 T f X max Ymax Th Ts 它反映配合性质, 即配合松紧变化程度。
第一章 孔与轴的极限与配合
§2 极限与配合的基本词汇
三、有关偏差和公差的术语和定义(续)
4. 极限制
公差带有两个基本参数: 位置ES(es)或EI(ei) 用标准化的公差与极限偏差组成标准化的孔、轴公差带的制 度称为极限制。 大小(Th
、Ts
)
第一章 孔与轴的极限与配合
§2 极限与配合的基本词汇
第一章 孔与轴的极限与配合
§3 极限与配合国家标准
一、孔、轴标准公差系列(公差带大小的标准化) 2. 标准公差等级与代号
精品课件-互换性与技术测量-第1章

第1章 绪 论
(2) 几何形状误差:由于机床、刀具的几何形 状误差及其相对运动的不协调,使光滑圆柱的表面在加 工中产生了误差。如图1-1(b)所示, 产生了素线的不直 (da1、da2、da3的直径尺寸大小不一),即为直线度误差; 因为光滑圆柱的横截面理论上都是理想的几何圆,而加 工后实际形状变成一个误差圆,如图1-1(c)所示(da4、 da5的横剖面尺寸不同), 出现了圆度误差。 以上即为 几何形状误差。
第1章 绪 论
图 1-1 (a)零件的尺寸要求;(b)零件的轴剖面;
(c)零件的横剖面
第1章 绪 论
(3) 相互位置误差:如图1-2所示, 在车削台 阶轴时, 由于其结构的特点, 需要先加工大尺寸一端, 然后再调头车削小直径一端。 如果操作者调整轴线不仔 细, 加工后该零件会产生台阶轴的轴线错位, 从而会 出现同轴度误差, 造成零件的实际位置与理想位置的偏 离。
第1章 绪 论
1. 1. 2 1. 使用过程
由于工件具有互换性, 因而在它磨损到极限或 损坏后, 可以很方便地用备件来替换。 在使用过程中, 可以缩短维修时间和节约费用, 提高修理质量, 延长产 品的使用寿命, 从而提高了机器的使用价值。
2. 生产制造 按照互换性原则组织加工, 实现专业化协调生 产, 便于计算机辅助制造(CAM), 以提高产品质量和 生产效率, 同时降低生产成本。
第1章 绪 论
现代机器的生产应该是互换性生产,它符合现代化 大工业的发展条件。以电视机和汽车的生产为例,它们各自 都有成千上万个零件,由若干个省、几十家企业生产制造, 而总装厂仅生产部分零部件。在自动生产线上将各企业的合 格零件装配成部件,再由部件迅速总装成符合国家标准的电 视机或汽车,从而使年产量几十万台甚至几百万台成为可能, 而这种现代化大工业的生产使得产品质量更高,产品的价格 更为低廉。消费者在现代化进程中得到了实惠,同时也注意 到互换性的生产和维修给社会各个层面带来了极大的方便, 推动了社会的发展。
互换性与技术测量(第五版)课后习题答案
lim h 为±2μm。试确定圆弧的直径极其测量极限误差。
8.游标尺测量箱体孔的中心距,有如下三种测量方案:①测量孔径 d 1 、 d 2 和孔边距 L1 ;②测量孔径 d 1 、 d 2 和孔边距 L2 ;③测量孔边距和 L2 ; 。若已知它 们的测量极限误差 lind1 = lim d 2 = 40m , lim L1 = 60m , lim L2 =±70 m ,试计 算三种测量方案的测量极限误差。 9.设工件尺寸为 200h9 ,试按《光滑工件尺寸的检验》标准选择计量器具, 并确定检验极限。 第二章习题答案
1 1 L L L 1 8、答案:① L L1 d1 d 2 2 2 L1 d1 d 2 2
lim L 60 2 40 2 40 2 20 11 66.3um
1 1 L L L 1 m 1 ② L L2 d1 d 2 2 2 d1 d 2 2 L2
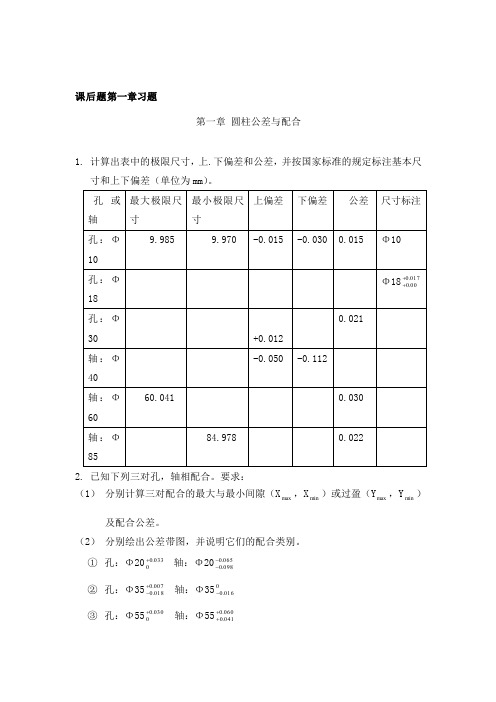
1. 孔或轴 孔:Φ 10 孔:Φ 18 孔:Φ 30 轴:Φ 40 轴:Φ 60.041 60 轴:Φ 85.00 85 84.978 0 -0.022 0.022 60.011 0.041 +0.011 0.030 39.950 39.888 -0.050 -0.112 0.062 30.012 29.991 +0.012 -0.009 0.021 18.017 18.00 +0.017 +0.006 0.011 9.985 9.970 -0.015 -0.030 0.015 最大极限尺 最小极限尺 寸 寸 上偏差 下偏差 公差 尺寸标注
0.033 ① 孔:Φ20 0 0.007 ② 孔:Φ35 0.018 0.030 ③ 孔:Φ55 0 0.065 轴:Φ20 0.098 0.017 Φ18 0.00
互换性与技术测量(第五版)全部答案
课后题第一章习题第一章圆柱公差与配合基本要求:公差配合基本术语及定义,公差带图示法。
圆柱体结合的特点。
公差与配合国家标准的体系和结构,标准公差,基本偏差,公差带与配合。
公差与配合的选用:基孔制与基轴制的选择,公差等级的选择,配合的选择,不同基准制的应用。
公差与配合在图纸上的标注。
1.计算出表中的极限尺寸,上.下偏差和公差,并按国家标准的规定标注基本尺寸和上下偏差(单位为mm)。
2.已知下列三对孔,轴相配合。
要求:(1)分别计算三对配合的最大与最小间隙(Xm ax ,Xm in)或过盈(Ym ax,Ym in)及配合公差。
(2)分别绘出公差带图,并说明它们的配合类别。
① 孔:Φ20033.00+ 轴:Φ20065.0098.0-- ② 孔:Φ35007.0018.0+- 轴:Φ350016.0- ③ 孔:Φ55030.00+ 轴:Φ55060.0041.0++3. 下列配合中,查表1——7,表1——10,表1——11确定孔与轴的最大与最小间隙或过盈以及配合公差,画出公差带图,并指出它们属于哪种基准制和哪类配合?(1)Φ50H8/f7 (2)Φ80G10/h10 (3)Φ30K7/h6 (4)Φ140H8/r8 (5)Φ180H7/u6 (6)Φ18M6/h54.将下列基孔(轴)制配合,改换成配合性质相同的基轴(孔)制配合,并查表1——8,表1——10,表1——11,确定改换后的极限偏差。
(1)Φ60H9/d9 (2)Φ30H8/f7 (3)Φ50K7/h6 (4)Φ30S7/h6 (5)Φ50H7/u65.有下列三组孔与轴相配合,根据给定的数值,试分别确定它们的公差等级,并选用适当的配合。
(1)配合的基本尺寸=25mm ,X m ax =+0.086mm ,X m in =+0.020mm (2)配合的基本尺寸=40mm ,Y m ax =-0.076mm ,Y m in =-0.035mm (3)配合的基本尺寸=60mm ,Y m ax =-0.032mm ,Y m in =+0.046mm6.根据结构的要求,图1——1所示为黄铜套与玻璃透镜间的工作温度t=-50℃时,应有0.009—0.075mm 的间隙量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1992~1996年上述新国标进行了部分修订,将《公差与配合》 改为《极限与配合》,用《极限与配合 基础 第一部分:词汇》 (GB/T1800.1—1996)替代GB1800-1979中的《公差与配合 的术语及定义》,用《一般公差 线性尺寸的未注公差》 (GB/T1804—1992)替代《未注公差尺寸的极限偏差》 (GB1804—1979)。
孔的最小极限尺寸减去轴的最大极限尺寸所得的代数差 称为最小间隙,用X min表示。
X min=D min - d max =EI - es 实际生产中,平均间隙更能体现其配合性质。
X av =(X max +X min)/2
轴
Ymin
过盈配合
+ 0
孔
-
具有过盈(包括最小过盈等于零)的配合称为 过盈配合。此时,孔的公差带在轴的公差带之 下。
为零。
间隙配合
过渡配合
轴 轴
轴轴
+
轴孔
0
-
轴 轴
轴
过盈配合
配合制(续)
基轴制:基本偏差为一定的轴的公差带与不同基本偏差孔的公差 带形成各种配合的一种制度。基轴制中的轴为基准轴,其上偏差 为零。
间隙配合
过渡配合
过盈配合
孔
孔
+
0
-
孔
孔轴
孔孔 孔 孔
配合的类别
通过公差带图,我们能清楚地看到孔、轴公差带之间 的关系。根据其公带位置不同,可分为三种类型:间 隙配合、过盈配合和过渡配合。
+ 0
49.975 、最小极限尺寸为 -
Ø 49.959mm的轴的公差带
图。
+0.025
孔
-0.025
轴 -0.041
Home
三、有关“配合”的术语和定 义
1、间隙或过盈 孔的尺寸减去相配合的轴的尺寸,所得
差值为正值时,此差值称为间隙,用代 号“X”表示。 孔的尺寸减去相配合的轴的尺寸,所得 差值为负值时,此差值称为过盈,用代 号“Y”表示。
实际生产中,平均过盈更能体现其配合性质。 Y av =(Y max +Y min)/2
过渡配合
轴
+
孔
0
-
可能具有间隙也可能具有过盈的配合称为过渡配合。 此时,孔的公差带与轴的公差带相互重叠。
其特征值是最大间隙X max和最大过盈Y max。
孔的最大极限尺寸减去轴的最小极限尺寸所得的代 数差称为最大间隙,用X max表示。
其特征值是最大过盈Y max和最小过盈Y min。
孔的最小极限尺寸减去轴的最大极限尺寸所得的代 数差称为最大过盈,用Y max表示。
Y max= D min- d max =EI - es
孔的最大极限尺寸减去轴的最小极限尺寸所得的代数 差称为最小过盈,用Y min表示。
Y min= D max - dmin=ES - ei
Home
尺寸公差带图
为了表明两个相互结合的孔、轴的基本尺寸、 极限尺寸、极限偏差与公差的关系
零线:表示基本尺寸的一条直线,以其为基
Th
准确定偏差和公差,零线以上为正,以下为
孔
负。
尺寸公差带:由代表上、下偏差的两条直线 +
所限定的一个区域。公差带有两个基本参数,0 即公差带大小与位置。大小由标准公差确定,-
Th=︱ D - max Dmin ︱= ︱ ES-EI︱
Ts=︱ d - max dmin ︱= ︱ es-ei︱
公差与极限偏差的比较
两者区别: 从数值上看:极限偏差是代数值,正、负或零值是有意义的;而
公差是允许尺寸的变动范围,是没有正负号的绝对值,也不能为 零(零值意味着加工误差不存在,是不可能的)。实际计算时由 于最大极限尺寸大于最小极限尺寸,故可省略绝对值符号。 从作用上看:极限偏差用于控制实际偏差,是判断完工零件是否 合格的根据,而公差则控制一批零件实际尺寸的差异程度。 从工艺上看:对某一具体零件,公差大小反映加工的难易程度, 即加工精度的高低,它是制定加工工艺的主要依据,而极限偏差 则是调整机床决定切削工具与工件相对位置的依据。 两者联系:公差是上、下偏差之代数差的绝对值,所以确定了两 极限偏差也就确定了公差。
2 配合的概念
基本尺寸相同, 相互结合的孔、 轴公差带之间的 关系,称为配合。
max D min D
ES EI
孔
零线
轴
es ei
max d
D(d)
配合制
改变孔和轴的公差带位置可以得到很多配合,为便于现代大生产, 简化标准,标准对配合规定了两种配合制:基孔制和基轴制。
基孔制:基本偏差为一定的孔的公差带与不同基本偏差轴的公差 带形成各种配合的一种制度。基孔制中的孔为基准孔,其下偏差
基本尺寸
位置由基本偏差确定。
Ts
轴
基本偏差:标准中表列的,用以确定公差带
相对于零线位置的上偏差或下偏差。一般为
靠近零线的那个极限偏差。
标准公差:标准中表列的,用确定公差带大 小的任一公差。
尺寸公差带图(举例)
画出基本尺寸为Ø 50,最
大极限尺寸为Ø 50 .025 、
最小极限尺寸为Ø 50 mm 的孔与最大极限尺寸为Ø
互换性与技术测量第一章
第一节 概述
1944年:国民党政府制定了“尺寸公差与配合”的国家标准,但 实际使用的是日本、德国、美国标准。
1955年:参照苏联标准,第一机械工业部颁布“公差与配合”的 部颁标准,此标准只是将苏联标准(OCT标准)付与了中文名词。
1959年:颁布了“公差与配合”的国家标准GB159~174— 1959(简称“旧国标”)(精度等级偏低、配合种类偏少)
轴
+
孔
孔
0
-
轴
孔轴
基本尺寸
间隙配合
+
孔
0
-
轴
具有间隙(包括最小间隙为零)的配合称为间 隙配合。此时,孔的公差带在轴的公差带之上。
其特征值是最大间隙X max和最小间隙X min。
孔的最大极限尺寸减去轴的最小极限尺寸所得的代 数差称为最大间隙,用X max表示。
X max=D max- dmin=ES - ei
二、 有关偏差与公差的术语和定义
偏差:某一尺寸减去基本尺寸所得的代数差。包括实
际偏差和极限偏差。极限偏差又分上偏差(ES、es) 和下偏差(EI、ei)。
ES=Dmax-D
es=dmax-d
EI=Dmin-D
ei=dm极限尺寸与最小
极限尺寸之代数差的绝对值。孔、轴的公差分别用Th 和Ts表示。