铝合金配料计算
铝合金下料公式
铝合金下料公式①平滑 B-28下滑 B-28边框 H上方B÷2-49内下方B÷2-49外下方B÷2-49光企(内)H-66光企(外)H-56大勾 H-66小勾 H-56②上固 B-28 边框 H上固下滑 B-28 下滑 B-28上方B÷2-49内下方B÷2-49外下方B÷2-49光企(内)h-66-14.52-56-14.5光企(外)h2-66-14.5大勾 h2小勾 h-56-14.5-28(58°~58°)上固压条(横)B-63 上固压条(竖)h 1-25盖板 h1③上固 B-28 下固 B-28上固下滑 B-28 上滑下固 B-28下滑 B-28 边框 H上方B÷2-49内下方B÷2-49外下方B÷2-49光企(内)h-66-14.5-35.52-56-14.5-35.5光企(外)h2-66-14.5-35.5大勾 h2小勾 h-56-14.5-35.52-28(58°~58°)上固压条(横)B-63 上固压条(竖)h 1-28(58°~58°)下固压条(横)B-63 上固压条(竖)h 3上固定盖板 h1-25上固定盖板 h3①平滑 B-27下滑 B-27边框 H上方B÷2-50内下方B÷2-52外下方B÷2-52光企(内)H-65光企(外)H-55大勾 H-65小勾 H-55②上固 B-27 边框 H上固下滑 B-27 下滑 B-27 上方B÷2-50内下方B÷2-52外下方B÷2-52光企(内)h-65-19.52-55-19.5光企(外)h2-65-19.5大勾 h小勾 h-55-19.52-38(58°~58°)上固压条(横)B-63 上固压条(竖)h 1-35盖板 h1③上固 B-27 下固 B-27上固下滑 B-27 上滑下固 B-27下滑 B-27 边框 H上方B÷2-50内下方B÷2-52外下方B÷2-52光企(内)h-65-19.5-352-55-19.5-35光企(外)h2-65-19.5-35大勾 h2小勾 h-55-19.5-352-38(58°~58°)上固压条(横)B-63 上固压条(竖)h 1-38(58°~58°)下固压条(横)B-63 上固压条(竖)h 3上固定盖板 h-351-35上固定盖板 h3兴发2000-A系列推拉窗下料公式:①平滑 B-30下滑 B-30边框 H上方B÷2-63内下方B÷2-65外下方B÷2-65光企(内)H-65光企(外)H-55大勾 H-65小勾 H-55②上固 B-30 边框 H上固下滑 B-30 下滑 B-30上方B÷2-63内下方B÷2-65外下方B÷2-65光企(内)h-65-102-55-10光企(外)h2-65-10大勾 h2小勾 h-55-102-33(58°~58°)上固压条(横)B-63 上固压条(竖)h 1-28盖板 h1③上固 B-30 下固 B-30上固下滑 B-30 上滑下固 B-30下滑 B-30 边框 H上方B÷2-63内下方B÷2-65外下方B÷2-65光企(内)h-65-10-12-55-10-1光企(外)h2-65-10-1大勾 h2小勾 h-55-10-12-33(58°~58°)上固压条(横)B-63 上固压条(竖)h 1-33(58°~58°)下固压条(横)B-63 上固压条(竖)h 3上固定盖板 h-281-28上固定盖板 h3①横框 B-40竖框 H扇料(横) B-34(45°~45°)扇料(竖) H-34(45°~45°)扇压条(横) B-122扇压条(竖) H-164②横框 B-40中框 B-40竖框 H扇料(横) B-34(45°~45°)扇料(竖) h-34+7.5(45°~45°)2扇压条(横) B-122-164+7.5扇压条(竖) h2上固压条(横) B-48-80+7.5上固压条(竖) h1③横框 B-40中框 B-40竖框 H扇料(横) B-34(45°~45°)扇料(竖) h—34+7.5+7.5(45°~45°)2扇压条(横) B-122-164+7.5+7.5扇压条(竖) h2上固压条(横) B-48-80+7.5上固压条(竖) h1下固压条(横) B-48下固压条(竖) h-80+7.53④横框 B-40竖中框 B-40竖框 H扇料(横)B÷2-34+7.5(45°~45°)扇料(竖)H-34(45°~45°)扇压条(横)B÷2-122+7.5扇压条(竖) H-164⑤横框 B-40横中框 B-40竖框 H-20-17竖中框 h2扇料(横)B÷2-34+7.5(45°~45°)-34+7.5(45°~45°)扇料(竖) h2扇压条(横)B÷2-122+7.5扇压条(竖) h-164+7.52上固压条(横) B-48-80+7.5上固压条(竖) h1⑥横框 B-40横中框 B-40竖框 H竖中框 h-17-172扇料(横)B÷2-34+7.5(45°~45°)-34+7.5(45°~45°)扇料(竖) h2扇压条(横)B÷2-122+7.5+7.5扇压条(竖) h-164+7.5+7.52上固压条(横) B-48上固压条(竖) h-80+7.51下固压条(横) B-48下固压条(竖) h-80+7.53XJ38平开窗横边框 3811 2支 B-26 90°- 90°横中框 3802 1支 B-26 90°- 90°横扇料 3803 4支(B-21)/2 45°- 45°竖边框 3801 2支H 90°- 90°竖中框 3802 1支 H2-13 90°- 90°竖扇料 3803 4支(B-21)/2 45°- 45°横上固压条 3805 2支 B-26 58°- 58°竖上固压条 3805 2支 H1-25 58°- 58°横扇压条 7630 4支(B-195)/2 58°- 58°竖扇压条 7630 4支 H2-71 58°- 58°。
铝合金配料计算
• 回炉料:用量P=30%*80kg=24kg。成份如下: Si: 9.2%。Mg:0.27%。Mn:0.4%。杂质Fe:0.4%。
• 2)拟定元素旳烧损量E(见下表)
• E硅:1%。E镁:20%。E锰:0.8%。 • E铝:1.5%。
• 3)计算涉及烧损在内旳100kg炉料中各元 素旳需求量Q。Q=a/(1-E)
• 5)计算24kg回炉料中各元素旳具有量B
•
B硅=24kg*9.2%=2.21kg
•
B镁=24kg*0.27%=0.07kg
•
B锰=24kg*0.4%=0.1kg
•
B铝=24kg*89.73%=21.53kg
• (89.73%=1—9.2%—0.27%—0.4%—0.4%)
• 6)计算应补加元素重量C。C=A-B
•
• 4、计算实例
• 1)熔制ZL104合金80kg。
(1)配料计算成份:Si:9%。Mg:0.27%。 Mn:0.4%。杂质Fe:不大于0.6%。
(2)所用炉料:中间合金、新料、回炉料
• 中间合金:Al—Si(12%), Fe:0.4%
•
Al—Mn(10%), Fe:0.3%
• 新料:镁锭,Mg99.8%。铝锭Al99.5%、Fe0.3%
• 中间合金中所带入旳铝量Alm=D-C
• Al—Si合金带入旳铝量: 42.17—5.06=37.11kg • Al—Mn合金带入旳铝量:2.2—0.22=1.98kg
• 8)计算应加入旳纯铝Alc。
• Alc=73.37—21.53—37.11—1.98=12.75kg
• 9)计算实际旳炉料总重量W
•
C硅=7.27—2.21=5.06kg
铝合金钛硼丝加入量公式
铝合金钛硼丝加入量公式铝合金是目前工业生产中广泛应用的一种金属材料,具有良好的强度、韧性和耐腐蚀性能。
而钛硼丝是一种常用的强化剂,可以有效提高铝合金的强度和硬度。
因此,在铝合金生产过程中,正确控制钛硼丝的加入量对于保证铝合金的质量具有重要意义。
本文将介绍铝合金钛硼丝加入量的相关理论和计算公式。
钛硼丝在铝合金中的加入量影响着合金的强度和硬度。
一般来说,过多的钛硼丝会使得合金过于脆化,而过少的加入量则不能充分发挥钛硼丝的强化效果。
因此,确定合适的钛硼丝加入量是非常重要的。
钛硼丝在铝合金中的加入量可通过以下公式来计算:m=V*ρ其中,m表示钛硼丝的加入量,单位为克;V表示铝合金的体积,单位为立方米;ρ表示钛硼丝的密度,单位为千克/立方米。
钛硼丝的密度一般为4.5克/立方厘米,可以根据该数值计算得到密度的千克/立方米。
确定铝合金的体积是计算加入量的关键。
铝合金的体积可以通过以下公式来计算:V=A*l其中,A表示铝合金的横截面积,单位为平方米;l表示铝合金的长度,单位为米。
铝合金的横截面积可以通过外径和壁厚来计算得到:A=π*(D1^2-D2^2)/4其中,π为圆周率,D1和D2分别为铝合金管的外径和内径。
铝合金的长度可以根据实际情况进行测量或者估算得到。
通过以上的计算公式,我们可以确定铝合金钛硼丝的加入量,从而实现对合金强度的调控。
需要注意的是,这里的计算公式是理论值,实际生产中还需要考虑各种因素的影响,如钛硼丝的分散性、添加剂的杂质含量等。
总之,铝合金钛硼丝的加入量对于合金的质量具有重要影响。
根据以上的计算公式,我们可以确定合适的加入量,从而提高铝合金的强度和硬度。
然而,实际生产中还需要结合具体情况进行调整,以确保合金的质量达到标准要求。
铝合金配料计算

铝合金配料计算铸造有色合金熔炼配料,以往以理论计算为依据,采用表格法进行。
由于计算过程繁琐,很难在生产现场计算。
随着科学技术的进步,对有色合金的化学成分有了更为严格的要求,不少工厂还增设了炉前检测手段。
如果仍然按照传统办法进行计算,确实有一定困难。
本文作者们通过多年摸索,从生产实践中总结出一种简易计算法。
1 配料计算注意事项1.1 合理确定控制值参照技术标准和产品技术要求确定控制值,不能简单的求其中间值。
控制值应由技术人员根据合金日常力学性能指标和物理特性表确定并公布到炉前,供操作者贯彻执行。
1.2 合理选择炉料根据工作合金质量要求,正确选择主体金属(铜、铝、镁、锌等,下同)和各种中间合金及纯金属的质量等级。
即要保证质量,又要考虑经济效益。
炉料成分是配料计算的依据,各种入炉材料,化学成分必须明确。
同牌号回炉料未按炉批存放时,在成品成分稳定的情况下,可以按照控制值进行计算。
1.3 合理确定烧损率熔炼过程中各元素变化差异很大,影响烧损率的因素很多。
但是,在同一台炉子上,炉况基本正常,熔炼某一合金,炉料变化不大时,烧损率变化不大。
对于那些炉前具有先进检测仪器的工厂,烧损率甚至可以根据上一炉烧损情况进行调整。
‘熔化过程中主体金属也有烧损,为了计算方便,主体金属的烧损不计。
对于那些与主体金属烧损率相近的合金元素也可以不计,只对那些烧损率与主体金属相差很大的合金元素才给予考虑。
这样作,对于某一种合金来讲,计算就简便多了。
同牌号回炉料,熔化过程中各元素烧损较少。
重熔时,只对高烧损的合金元素进行补加,其它元素可以不进行调整。
1.4 配料成分及配料比从理论上讲:配料成分( )=控制值( )÷E1一烧损率( )]配料比一配料成分( )÷炉料成分( )对于那些没有炉前检测仪器的工厂,技术人员应将成品报告及时通知操作者,并以配料成分(或配料比)的形式公布到炉前,让操作者进行计算。
2 配料计算2.1 计算步骤及计算公式(1)根据铸件技术要求和回炉料实际库存数量确定回炉料使用量,并计算出新料总量。
铝合金门窗重量计算公式计算

铝合金门窗重量计算公式计算
铝合金门窗是一种常见的建筑材料,它具有轻便、美观、防腐蚀等特点。
在制作铝合金门窗时,需要对其重量进行计算,以保证其安装、运输和使用。
本文将介绍铝合金门窗重量计算公式的计算方法。
首先,铝合金门窗的重量与其尺寸、型号、型材厚度、玻璃厚度、玻璃面积等因素有关。
因此,在进行重量计算时需要考虑这些因素。
其次,要计算铝合金门窗的重量,需要用到以下公式:
门窗重量(kg)=型材长度(m)×型材宽度(m)×型材厚度(mm)×铝材密度(g/cm)×2+玻璃面积(m)×玻璃厚度(mm)×玻璃密度(g/cm)
其中,铝材密度一般为2.7g/cm,玻璃密度一般为2.5g/cm。
例如,一扇宽1.2m、高1.8m、型材厚度为1.2mm的铝合金门窗,玻璃厚度为5mm,玻璃面积为1.8m,那么其重量可以通过以下计算得出:
门窗重量(kg)=1.2m×1.8m×1.2mm×2.7g/cm×2+1.8m×5mm
×2.5g/cm=16.632kg
因此,这扇铝合金门窗的重量为16.632kg。
总之,通过上述公式可以准确地计算出铝合金门窗的重量,从而进行材料采购、运输、安装等操作,保证门窗的安全、稳定、美观。
- 1 -。
铝合金熔炼规范

铝合金熔炼规范文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-铝合金的熔炼规范适用于重力和压铸用铝硅(包括Al-Si-Mg、Al-Si-Cu等)指导性文件:《铝的熔炼规范》。
(1)总则①按本文件生产的铸件,其化学成分和力学性能应符合GB/T 9438-1999《铝铸件》、JISH 5202-1999《铝铸件》、ASTM B 108-03a《铝金属型铸件》、GB/T 15115-1994《压铸铝》、JISH 5302-2006《铝》、ASTM B 85-03《铝》、EN1706-1998《铝》等标准的规定。
②本文件所指的铝熔炼,系在电阻炉、感应炉及煤气(天然气)炉内进行。
一般采取石墨或铸铁。
铸铁须进行液体渗铝。
(2)配料及炉料1)配料计算①镁的配料计算量:用氯盐精炼时,应取上限,用无公害精炼剂精炼时,可适当减少;也可根据实际情况调整加镁量。
②铝压铸时,为了减少压铸时粘模现象,允许适当提高铁含量,但不得超过有关标准的规定。
2)金属及回炉料①新金属铝锭:GB/T 1196-2002《重熔用铝锭》铝硅锭:GB/T 8734-2000《铝硅锭》镁锭: GB 3499-1983《镁锭》铝铜中间:YS/T 282-2000《铝中间锭》铝锰中间:YS/T 282-2000《铝中间锭》各牌号的预制锭:GB/T 8733-2000《铝锭》、JISH 2117-1984《铸件用再生铝锭》、ASTM B 197-03《铝锭》、JISH 2118-2000《压铸铝锭》、EN1676-1996《铝锭》等。
②回炉料包括化学成分明确的废铸件、浇冒口和底剩料,以及溢流槽和飞边等破碎的重熔锭。
回炉料的用量一般不超过80%,其中破碎重熔料不超过30%;对于不重要的铸件可全部使用回炉料;对于有特殊要求(气密性等)的铸件回炉料用量不超过50% 。
3)清除污物为提高产品质量,必须清除炉料表面的脏物、油污、废铸件上的镶嵌件,应在熔炼前除去(可用一个熔炼炉专门去除镶嵌件)。
铝合金型材重量计算公式
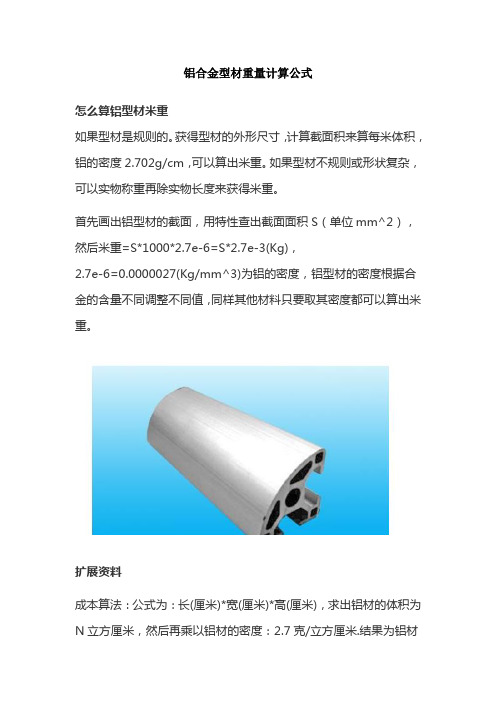
铝合金型材重量计算公式怎么算铝型材米重如果型材是规则的。
获得型材的外形尺寸,计算截面积来算每米体积,铝的密度2.702g/cm,可以算出米重。
如果型材不规则或形状复杂,可以实物称重再除实物长度来获得米重。
首先画出铝型材的截面,用特性查出截面面积S(单位mm^2),然后米重=S*1000*2.7e-6=S*2.7e-3(Kg),2.7e-6=0.0000027(Kg/mm^3)为铝的密度,铝型材的密度根据合金的含量不同调整不同值,同样其他材料只要取其密度都可以算出米重。
扩展资料成本算法:公式为:长(厘米)*宽(厘米)*高(厘米),求出铝材的体积为N立方厘米,然后再乘以铝材的密度:2.7克/立方厘米.结果为铝材的重量,单位是克,再把此结果换算成公斤,也就是把此结果再乘以0.001,最后,再把此结果乘以铝材当日的公斤价格。
举个具体的例子:客户要求报一块铝片的价格,长宽高分别是:10CM,5CM,3CM。
则体积为:10*5*3=150立方厘米,重量为:150*2.7=405克,换成公斤为:405*0.001=0.405公斤。
成本为:假如当时铝材的价格是22块钱一公斤.则:0.405*22=8.91元。
这块铝材的成本就出来了.你要是报价,就可以再加上一些你的利润就行了。
如果型材是规则的。
获得型材的外形尺寸,计算截面积来算每米体积,铝的密度2.702g/cm,可以算出米重。
如果型材不规则或形状复杂,可以实物称重再除实物长度来获得米重。
拓展资料:铝合金型材米重计算方法:常用铜合金、铝合金理论重量简易计算公式材料类别理论重量(W)简易计算公式铜棒W=0.00698×直径的平方黄铜棒W=0.00668×直径的平方铝棒W=0.0022×直径的平方方铜棒W=0.0089×边宽的平方方黄铜棒W=0.0085×边宽的平方六角铜棒W=0.0077×对边距离的平方六角黄铜棒W=0.00736×对边距离的平方铜板W=0.0089×厚×宽黄铜板W=0.0085×厚×宽铝板(纯铝)W=0.00271×厚×宽花纹铝板(纯铝)W=0.00271×厚×宽×长+(宽×长×0.6)紫铜管W=0.028×壁厚×(外径-壁厚)如果型材是规则的。
70系列的铝合金窗含量计算
70系列的铝合金窗含量计算70系列的铝合金窗含量指的是窗框的铝合金成分的含量。
一般来说,窗框的铝合金含量越高,窗框的质量越好,耐用性和稳定性也更强。
下面将从铝合金窗的基本知识、合金成分和优势等方面,详细介绍70系列铝合金窗的含量计算。
首先,了解铝合金窗的基本知识是计算窗框含量的前提。
铝合金窗是以铝合金为主要材料制作的窗框,通常使用的铝合金规格有60系列、70系列、80系列和90系列等。
其中,70系列铝合金窗的含量计算是本文的重点。
其次,70系列铝合金窗的合金成分主要包括铝、铜、锌、镁等元素。
具体的合金比例和含量可能因不同厂家或产品而有所差异。
一般来说,70系列铝合金窗的含量为铝(Al)含量约为90%以上,铜(Cu)含量约为2%-4%,锌(Zn)含量约为1%-3%,镁(Mg)含量约为0.5%-1.5%。
除此之外,还有少量的锰(Mn)、铁(Fe)、铬(Cr)等元素作为合金添加剂。
然后,计算70系列铝合金窗的含量需要了解窗框的总重量和不同元素所占的重量比例。
一般来说,窗框的总重量是已知的,可以通过称重的方式测得。
然后,可以通过金属成分分析仪等专业工具检测窗框中不同元素的含量。
最后,根据元素的重量比例计算出每种元素所占的重量。
例如,如果窗框总重量为100克,铝的含量为90%以上,则铝的重量为90克以上。
最后,70系列铝合金窗的含量计算还需要考虑不同加工工艺和产品形态的影响。
例如,采用挤压、焊接、冲压等不同加工工艺制作的窗框,在含量上可能有所差异。
同时,不同形状和尺寸的窗框,其含量也可能有所不同。
因此,在具体计算窗框含量时,需要参考厂家提供的技术参数和实验数据。
综上所述,70系列铝合金窗的含量计算需要考虑窗框的总重量、不同元素的重量比例、加工工艺和产品形态等因素。
通过合理的计算方法,可以准确评估窗框的铝合金含量,为选购和使用提供科学依据。
铝合金米重的计算公式

铝合金米重的计算公式铝合金在我们的日常生活和工业生产中可是相当常见呢!那要怎么算出铝合金的米重呢?这就得提到铝合金米重的计算公式啦。
先来说说铝合金的特点,它轻巧、坚固,还耐腐蚀,所以在汽车制造、航空航天、建筑等领域都大显身手。
就拿我上次去一家汽车配件厂参观的经历来说吧。
那是一个阳光明媚的日子,我走进那个充满机器轰鸣声的车间,看到工人们正忙碌地操作着各种设备。
其中有一个区域专门在加工铝合金的零部件。
我好奇地凑过去,看到一根根铝合金型材在机器的切割、冲压下,逐渐变成了精致的汽车配件。
当时我就想,这些铝合金材料的重量怎么算呢?这就引出了咱们要说的铝合金米重的计算公式。
铝合金米重的计算公式是:米重(kg/m)= 截面积(mm²)×长度(m)×密度(2.7g/cm³)÷ 1000 。
这里面,截面积就是铝合金材料横截面的面积。
比如说,铝合金是个长方形的型材,那截面积就等于长乘以宽。
要是横截面是个圆形,那截面积就是π乘以半径的平方。
咱们来举个例子哈。
假如有一根铝合金型材,它的横截面是一个长方形,长是 50mm,宽是 20mm,长度是 1m。
那先把长和宽换算成厘米,长就是 5cm,宽就是 2cm。
截面积就是 5×2 = 10cm²。
然后把长度1m 换算成 100cm。
密度是 2.7g/cm³。
按照公式算一下,米重 = 10×100×2.7÷1000 = 2.7kg/m 。
再比如说,如果铝合金的横截面是个圆形,直径是 30mm,长度还是 1m。
先把直径换算成厘米,就是 3cm,半径就是 1.5cm。
截面积就是 3.14×1.5×1.5 = 7.065cm²。
再代入公式算算,米重= 7.065×100×2.7÷1000 ≈ 1.90kg/m 。
在实际应用中,这个公式可太有用啦!比如说在建筑行业,要计算铝合金门窗的用料重量,就能通过这个公式算得清清楚楚,既不会浪费材料,又能保证结构的稳固。
60克铝合金重量计算公式
60克铝合金重量计算公式铝合金是一种常见的金属材料,具有较轻的重量和良好的强度,因此被广泛应用于航空航天、汽车制造、建筑和电子设备等领域。
在实际生产中,对铝合金的重量进行精确计算是非常重要的,这不仅可以帮助生产厂家合理安排材料使用,还可以确保产品的质量和性能。
铝合金的重量计算公式可以通过以下方式进行计算:W = V ×ρ。
其中,W表示铝合金的重量,单位为克;V表示铝合金的体积,单位为立方厘米;ρ表示铝合金的密度,单位为克/立方厘米。
在实际应用中,铝合金的密度通常为2.7克/立方厘米。
因此,我们可以通过测量铝合金的体积,然后使用上述公式计算出其重量。
在进行铝合金重量计算时,首先需要测量铝合金的体积。
可以通过直接测量铝合金的长、宽、高,并进行乘积计算得到其体积。
另外,也可以通过测量铝合金的水排量来间接得到其体积。
在进行测量时,需要确保测量的准确性,以保证计算结果的准确性。
一旦得到了铝合金的体积,就可以使用上述公式计算出其重量。
在实际生产中,这种计算方法可以帮助生产厂家合理安排材料使用,从而节约成本,提高生产效率。
另外,通过对铝合金重量的精确计算,还可以确保产品的质量和性能,满足客户的需求。
除了上述的计算方法,还可以通过使用专业的铝合金重量计算软件来进行计算。
这些软件通常会提供更加精确的计算结果,同时还可以进行多种参数的灵活调整,满足不同生产需求。
在实际应用中,生产厂家可以根据自身的需求选择合适的计算方法,以确保计算结果的准确性和可靠性。
总的来说,铝合金的重量计算是生产过程中非常重要的一环。
通过合理的计算方法和准确的计算结果,生产厂家可以合理安排材料使用,节约成本,提高生产效率,同时还可以确保产品的质量和性能。
因此,在实际生产中,需要重视铝合金重量的精确计算,并采取相应的措施来确保计算结果的准确性。
铝合金重量计算公式表
铝合金重量计算公式表我们需要了解铝合金的密度。
铝合金的密度通常在 2.65 g/cm³到2.9 g/cm³之间,具体取决于合金的成分和处理方式。
在计算铝合金重量时,我们可以采用平均密度来简化计算。
我们需要知道铝合金的体积。
铝合金的体积可以通过测量直接获得,也可以通过计算几何形状来估算。
对于常见的几何形状,我们可以使用相应的体积计算公式来计算。
以下是一些常见几何形状的体积计算公式:1. 矩形体积计算公式:V = l × w × h其中,V表示体积,l表示长度,w表示宽度,h表示高度。
2. 圆柱体积计算公式:V = π × r² × h其中,V表示体积,π表示圆周率(取 3.14),r表示半径,h 表示高度。
3. 球体积计算公式:V = (4/3) × π × r³其中,V表示体积,π表示圆周率(取3.14),r表示半径。
通过使用这些公式,我们可以计算出铝合金的体积。
然后,将体积与密度相乘,就可以得到铝合金的重量。
除了几何形状的计算公式外,对于复杂形状的铝合金件,我们可以使用三维建模软件来计算体积。
通过将铝合金件的三维模型输入软件中,软件可以自动计算出铝合金的体积,并根据密度计算出重量。
需要注意的是,由于铝合金通常是由多种元素组成的复杂合金,不同合金的密度也会有所不同。
因此,在实际计算中,我们需要查阅相关资料或咨询专业人士,以获取准确的密度值。
铝合金的表面处理也会影响其重量。
例如,如果铝合金表面经过喷涂或镀层处理,这些附加层的重量也需要计算在内。
计算铝合金的重量需要考虑合金的密度和几何形状。
通过测量或计算几何形状的体积,并将其与密度相乘,我们可以得到铝合金的重量。
在实际计算中,我们还需要考虑附加层的重量和合金的实际密度。
准确计算铝合金的重量对于工程设计和生产制造具有重要意义,可以帮助我们更好地控制材料的使用和成本的控制。
铝合型材重量计算公式
铝合型材重量计算公式铝合金型材是一种常见的建筑材料,它具有重量轻、强度高、耐腐蚀等优点,因此在建筑、航空航天、汽车制造等领域得到了广泛应用。
对于工程设计和施工来说,准确计算铝合金型材的重量是非常重要的,可以帮助工程师和施工人员合理安排材料和设备,确保工程的质量和安全。
铝合金型材的重量计算公式是一个基本的工程计算公式,它可以帮助我们快速准确地计算出铝合金型材的重量。
下面我们将介绍铝合金型材重量计算公式的推导和应用。
首先,我们需要了解铝合金型材的密度。
铝的密度约为2.7g/cm³,而不同的合金成分会略有不同,但一般可以取2.7g/cm³作为计算的标准密度。
其次,我们需要知道铝合金型材的截面积和长度,这些参数可以通过型材的规格书或者实际测量得到。
铝合金型材的截面积可以通过以下公式计算得到:截面积 = 型材宽度×型材厚度。
铝合金型材的重量计算公式为:重量 = 密度×截面积×长度。
通过以上公式,我们可以快速计算出铝合金型材的重量。
下面我们通过一个实际的例子来演示一下。
假设一根铝合金型材的规格为100mm × 50mm × 3mm,长度为2m,我们可以先计算出其截面积:截面积 = 100mm × 50mm = 5000mm² = 0.05m²。
然后,我们可以根据密度和截面积计算出该型材的重量:重量 = 2.7g/cm³× 0.05m²× 2m = 0.27kg。
通过这个例子,我们可以看到,铝合金型材的重量计算公式非常简单,只需要知道型材的规格和长度,就可以快速准确地计算出其重量。
这对于工程设计和施工来说非常方便。
除了上面介绍的基本计算公式之外,有时候我们还需要考虑型材的形状是否为规则形状,如果是非规则形状,就需要采用积分的方法来计算其截面积。
另外,对于一些特殊形状的型材,比如圆管、方管等,也有相应的重量计算公式,需要根据具体情况进行计算。
铝合金门窗下料计算公式
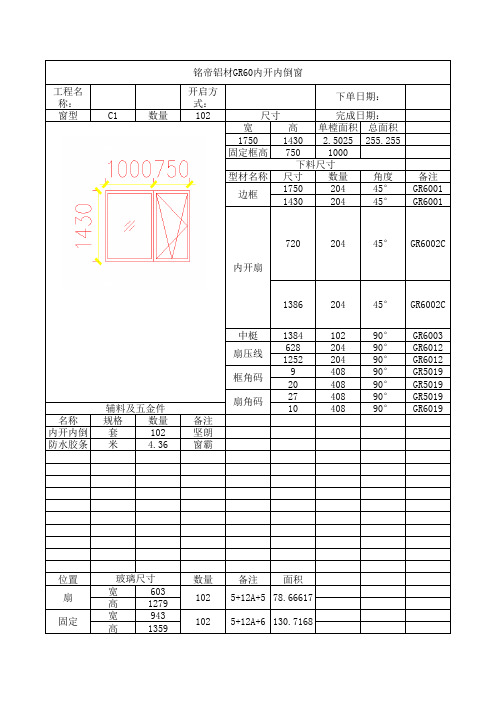
720 内开扇
204
45° GR6002C
1386
204
45° GR6002C
中梃 1384
102
90° GR6003
扇压线
628 1252
204 204
90° 90°
GR6012 GR6012
框角码
9 20
408
90° GR5019
408
90° GR5019
辅料及五金件
扇角码
27 10
408
90° GR5019
制单 制作班组
审核
批准
时间
扇宽-框 小面-框 小面 /2+12 (搭接 量) 扇高-2* 框小面 +12(搭 接量)
工程名
称:
窗型
C1
数量
铭帝铝材GR60内开内倒窗
开启方 式: 102
下单日期:
尺寸
完成日期:
宽
高 单樘面积 总面积
1750 1430 2.5025 255.255
固定框高 750
1000
下料尺寸
型材名称 尺寸 数量 角度
边框
1750 1430
204 204
45° 45°
备注 GR6001 GR6001
408
90° GR6019
名称 规格 数量 备注
内开内倒 套
102
坚朗
防水胶条 米
4.36 窗霸
位置 扇
固定
玻璃尺寸
宽
Байду номын сангаас
603
高
1279
宽
943
高
1359
数量 102
备注 面积 5+12A+5 78.66617
铝合金门窗料公式
铝合金门窗料公式(总10页) -CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除铝合金门窗料公式窗户玻璃高=勾光企尺寸-7cm窗扇玻璃宽=上下方尺寸-0.8cm亮窗玻璃宽=(上下滑尺寸-7cm)/2亮窗玻璃高=中柱+1.2cm三扇上下方长(用四支勾企)=(上下滑长-10.5cm)/3三扇上下方长(用四支全企)=(上下滑长-12.6cm)/3四扇不带中封=(上下滑长/2-8cm)/2内纱高度=勾光企长-2cm外纱高度=勾光企长+0.5cm中封尺寸 3.2cm门窗加工工艺划样所谓划样就是在已切割好的型材上标画出五金配件的安装位置以及安装五金件应铣槽、应钻孔的位置及大小尺寸。
划样工序在整个塑料门窗加工制作过程中是一个举足轻重的工序,它的作用就是以绘图的形式直接在型材上将技术设计意图表现出来。
工人的操作皆应按划绘进行,划绘错误将造成大量的废品,以使加工成本上升。
正确的划样,能很好的控制门窗的加工质量,并能减少不必要的损失。
随着塑料门窗的发展,与其配套的五金配件越来越多,各种五金件尺寸大小、安装位置、安装方法都不相同,同一名称的五金件有不同的式样和不同的安装方法,就是同一种五金件用在不同品牌的塑料型材上,其安装位置和安装方法都不尽相同,要保证生产出的门窗齐整统一,就要进行划样。
在型材上划线应使用笔芯粗细为0.5mm的铅笔,以便于擦去重划和加工以后便于擦去。
不应用其他笔划线,特别是不能使用擦不去的笔来进行划样。
在型材切割时由于种种原因必然会造成一定的误差,所以在划样定位时,特别是一些比较关键的尺寸,应从两边同时进行尺寸量取和定位。
在同一根型材上进行多处划样时,可采用不同的符号来表示不同的加工内容,以便操作工人能方便的确认。
对每根划样的型材应标明代号、门窗号、加工数量、左右是否对称等。
划好样的型材一般称之为样棒,应随整个工艺流程流转,不可半途遗失、损坏或更改门窗密封胶条安装塑料门窗用的密封胶条,不可能是一根正好适合于门窗长度的环形密封胶条,它必须用一根通长胶条穿入应穿的地方,其长度要根据需要来剪断。
铝合金门窗下料计算公式

你需要什么牌子的公式凤铝的要不要凤铝:70c 边锋=窗户高上下滑=窗户宽—30MM勾光企=上下滑包外-43(外)=上下滑包外—53(内)上下方=(上滑—90MM)/2(两开) (上滑—180MM)/4 (四开)纱窗高=外勾企—25MM纱窗宽=上方+60MM888 边锋=窗户高上下滑=窗户宽—30MM勾光企=上下滑包外-55(外)=上下滑包外—65(内)上下方=(上滑—110MM)/2(两开) (上滑—220MM)/4 (四开)纱窗高=外勾企—33MM纱窗宽=上方+80MM898 边锋=窗户高上下滑=窗户宽—30MM勾光企=上下滑包外-55(外)=上下滑包外—65(内)上下方=(上滑—95MM)/2(两开) (上滑—190MM)/4 (四开)纱窗高=内勾企纱窗宽=上方+60MM如何制作铝合金窗户(1)断料。
断料,又称“下料”,是铝合金门窗制作的第一道工序,也是关键的工序。
断料主要使用切割设备,材料长度应根据设计要求并参考门窗施工大样图来确定,要求切割准确;否则,门窗的方正难以保证,断料尺寸误差值应控制在2mm范围内。
一般来说,推拉门窗断料宜采用直角切割;平开门窗断料宜采用45°角切割;其它类型应根据拼装方式来选用切割方式。
(2)钻孔。
铝合金门窗的框扇组装一般采用螺丝连接,因此不论是横竖杆件的组装,还是配件的固定,均需要在相应的位置钻孔。
型材钻孔,可以用小型台钻或手枪式电钻,前者由于有工作台,所以能有效保证钻孔位置的精确度;而后者是因为操作方便。
钻孔前应根据组装要求在型材上弹线定位,要求钻孔位置准确,孔径合适,不可在型材表面反复更改钻孔,因为孔一旦形成,则难以修复。
(3)组装。
将型材根据施工大样图要求通过连接件用螺丝连接组装。
铝合金门窗的组装方式有45°角对接、直角对接和垂直对接三种。
横竖杆的连接,一般采用专用的连接件或铝角,再用螺钉、螺栓或铝拉钉固定。
铝合金门窗的组装质量,应符合下列规定:①门窗装饰表面不应有明显的损伤。
铝合金门窗下料计算公式
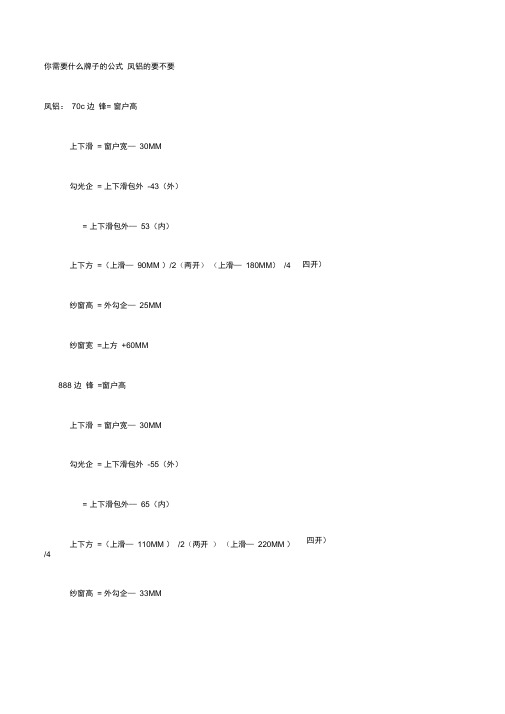
你需要什么牌子的公式凤铝的要不要凤铝:70c 边锋= 窗户高上下滑= 窗户宽—30MM勾光企= 上下滑包外-43(外)= 上下滑包外—53(内)上下方=(上滑—90MM )/2(两开)(上滑—180MM)/4纱窗高= 外勾企—25MM纱窗宽=上方+60MM888 边锋=窗户高上下滑= 窗户宽—30MM勾光企= 上下滑包外-55(外)= 上下滑包外—65(内)上下方=(上滑—110MM )/2(两开)(上滑—220MM )/4纱窗高= 外勾企—33MM 四开)四开)纱窗宽=上方+80MM898 边锋=窗户高上下滑= 窗户宽—30MM勾光企= 上下滑包外-55(外)= 上下滑包外—65(内)上下方=(上滑—95MM )/2(两开)(上滑—190MM)/4 (四开)纱窗高= 内勾企纱窗宽=上方+60MM如何制作铝合金窗户(1)断料。
断料,又称“下料”,是铝合金门窗制作的第一道工序,也是关键的工序。
断料主要使用切割设备,材料长度应根据设计要求并参考门窗施工大样图来确定,要求切割准确;否则,门窗的方正难以保证,断料尺寸误差值应控制在2mm 范围内。
一般来说,推拉门窗断料宜采用直角切割;平开门窗断料宜采用45 °角切割;其它类型应根据拼装方式来选用切割方式。
(2)钻孔。
铝合金门窗的框扇组装一般采用螺丝连接,因此不论是横竖杆件的组装,还是配件的固定,均需要在相应的位置钻孔。
型材钻孔,可以用小型台钻或手枪式电钻,前者由于有工作台,所以能有效保证钻孔位置的精确度;而后者是因为操作方便。
钻孔前应根据组装要求在型材上弹线定位,要求钻孔位置准确,孔径合适,不可在型材表面反复更改钻孔,因为孔一旦形成,则难以修复。
(3)组装。
将型材根据施工大样图要求通过连接件用螺丝连接组装。
铝合金门窗的组装方式有45 °角对接、直角对接和垂直对接三种。
横竖杆的连接,一般采用专用的连接件或铝角,再用螺钉、螺栓或铝拉钉固定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• 4)根据熔炼实际重量W,熔制80kg实际所 需元素量A。A=W*Q/100
• • • • A硅=80*Q硅/100=7.27kg A镁=80*Q镁/100=0.27kg A锰=80*Q锰/100=0.32kg A铝=80*Q铝/100=73.37kg
• 5)计算24kg回炉料中各元素的含有量B
• 2)确定元素的烧损量E(见下表)
• E硅:1%。E镁:20%。E锰:0.8%。 • E铝:1.5%。
• 3)计算包括烧损在内的100kg炉料中各元 素的需求量Q。Q=a/(1-E)
• • • • Q硅=9/(1—E硅)=9.09kg Q锰=0.4/(1—E锰)=0.40kg Q镁=0.27/(1—E镁)=0.34kg Q铝=90.33/(1—E铝)=91.7kg
第八节 铝合金配料计算
配料方法 1、按投料量计算。 固定每炉的投料量,计算各种炉料的重量。 2、按铝锭重量即新金属重量计算。 3、计算步骤 1)确定熔炼要求:合金牌号,所需合金液重 量,所用炉料(中间合金成分、回炉料用量P)。 2)确定元素的烧损量E。 3)计算包括烧损在内的100kg炉料中各元素 的需求量Q。Q=a/(1-E) 4)根据熔炼合金的实际重量W,计算各元 素的需要量A。A=W*Q/100
• 中间合金中所带入的铝量Alm=D-C
• 8)计算应加入的纯铝Alc。
• Alc=73.37—21.53—37.11—1.98=12.75kg
• 9)计算实际的炉料总重量W
• W=12.75 +42.17+2.2+0.20+24=81.32kg
• 10)炉料中的Fe含量 • U铁=12.75 *0.3%+42.17 *0.4%+2.2 *0.3% +24 *0.4% • =0.03825+0.1687+0.0066+0.096=0.30955kg • 重量百分比:0.30955 *100/80=0.39% • 小于0.6%,满足配料要求。
• 6)计算应补加元素重量C。C=A-B
• 7)计算中间合金加入量D。D=C/F
• • •
• •
(F:中间合金中元素的质量分数) D硅=5.06kg *100/12% =42.17kg D锰=0.22kg *100/10% =2.2kg
Al—Si合金带入的铝量: 42.17—5.06=37.11kg Al—Mn合金带入的铝量:2.2—0.回炉料中各元素的含有量B。 6)计算应补加元素重量C。C=A-B 7)计算中间合金加入量D。D=C/F F:中间合金中元素的质量分数。 中间合金中所带入的铝量Alm=D-C 8)计算应加入的纯铝Alc。 9)计算实际的炉料总重量W。 10)核算杂质含量u(主要为Fe)。
• 4、计算实例 • 1)熔制ZL104合金80kg。 (1)配料计算成分:Si:9%。Mg:0.27%。 Mn:0.4%。杂质Fe:小于0.6%。 (2)所用炉料:中间合金、新料、回炉料
• 中间合金:Al—Si(12%), Fe:0.4% • Al—Mn(10%), Fe:0.3% • 新料:镁锭,Mg99.8%。铝锭Al99.5%、Fe0.3% • 回炉料:用量P=30%*80kg=24kg。成分如下: Si: 9.2%。Mg:0.27%。Mn:0.4%。杂质Fe:0.4%。
• • • • • • • • B硅=24kg*9.2%=2.21kg B镁=24kg*0.27%=0.07kg B锰=24kg*0.4%=0.1kg B铝=24kg*89.73%=21.53kg (89.73%=1—9.2%—0.27%—0.4%—0.4%) C硅=7.27—2.21=5.06kg C镁=0.27—0.07=0.20kg C锰=0.32—0.1=0.22kg