高炉炉型计算
【2017年整理】高炉主要工艺参数计算公式_第三次讨论(10.13)

高炉主要工艺参数计算公式1、风口标准风速:V标=Q/(F*60)式中V标--风口标准风速,m/sQ――风量,m3/minF――风口送风总面积,m22、风口实际风速:V实= V标*(T+273)*0.1013/ (0.1013+P)*(273+20)式中V实--风口实际风速,m/sV标--风口标准风速,m/sT--风温,℃P--鼓风压力,MPa3、鼓风动能:E=0.412 * 1/n * O3/F2 * (T+273)2/(P+P0)2式中E--鼓风动能,j/sQ--风量,m3/minn--风口数目,个F--风口总截面积,m3T--热风温度,℃P--热风压力,MPaP0--标准大气压,等于101325PaV――炉缸煤气量,m3宝信疑问:O3是否就是Q3?Q:风量,m3/min;(是的)(动能公式按确认文件中宝信理解计算)V――炉缸煤气量,m3,公式中未使用;(不用)6、焦炭负荷:P=Q矿/Q焦式中P--焦炭负荷Q矿--矿石批重,kgQ焦--焦炭(干基)批重,kg7、综合负荷:P=Q矿/Q焦式中P--综合负荷Q矿--矿石批重,,kgQ综焦--综合干焦量批重(干焦量十其它各种燃料量×折合干焦系数批重,)kg宝信疑问:报表上的负荷采取焦炭负荷还是综合负荷;其中干基是否就是干焦(是的);(参照新发给你的报表)8、休风率: u=t/T×100%式中 u――休风率,%t ——高炉休风停产时间,minT——规定日历作业时间(日历时间减去计划达中休时间),min9、生铁合格率生铁合格率是指检验合格生铁占全部检验生铁的百分比。
其计算公式为:生铁合格率(%)= 生铁检验合格量(吨)×100%生铁检验总量(吨)生铁检验合格量是否同下面焦比中合格生铁产量一个概念(不是,生铁检验合格量不进行折算,而焦比中合格生铁产量要进行折算)或者说它们的关系如何计算说明:(1)高炉开工后,不论任何原因造成的出格生铁,均应参加生铁合格率指标的计算。
450立方米热风炉设计计算

450m3高炉自身空煤气双预热热风炉设计计算热风炉的加热能力(1m3高炉有效容积所具有的加热面积)一般为80~100m2/m3或更高。
前苏联5000m3的高炉蓄热面积为104 m2/m3,设计风温1440℃,为目前最高设计风温水平。
蓄热体面积120×450=54000 m2,设计三座热风炉,每座蓄热面积为18000m2,蓄热体单位体积传热面积48 m2/m3,每座热风炉蓄热体体积为375 m3。
蓄热室设计中,烟气流速起主导作用。
小于100 m3炉容,烟气流速1.1~1.3Nm/s。
炉容255~620 m3,烟气流速1.2~1.5Nm/s。
炉容大于1000 m3,烟气流速1.5~2.0Nm/s。
根据资料核算,参考以上烟气流速差异,设计时可采用:蓄热体高度L/蓄热体直径D的方法进行计算。
炉容大于1000 m3,L/D=3.5~4;炉容255~620 m3,L/D=3~3.5。
热风炉结构计算实例450m3高炉热风炉设计计算。
为实现热风炉外送热风温度~1150℃,确定热风加热能力为120 m2/m3,如果设置三个热风炉,则每个热风炉的蓄热面积为18000 m2。
热风炉结构的确定:假设蓄热室高/径=3.5,则 3.14×r2×7r×48=18000,r=2.57m,蓄热室直径5.14m,蓄热体高度18m。
燃烧器计算实例假设高炉利用系数为K=3.5t铁/m3·昼夜,年工作日按355天计算。
450m3高炉年产铁量估算为3.5×355×450=559125t。
焦比1:0.5,则冶炼强度i=1.75t焦/m3·昼夜。
高炉入炉风量V0=Vu·i·v/1440(V高炉入炉风量,Nm3/min;Vu高炉有效容积,m3;i冶炼强度,t焦/m3·昼夜;v每吨干焦的耗风量,Nm3/ t焦)V=450×1.75×2450/1440=1340 Nm3/min(实际1400)。
高炉主要技术经济指标与有关计算
I综QK
QMBQJB Vu
式中 I 综 —综合冶炼强度,t/(m3·d); Q K —日
干焦用量,t/d;Q M —日喷吹煤量,t/d;Q J —日
焦丁量,kg; B—喷吹燃料及焦丁折干焦系数。
9、燃烧强度:
IA
QK
QMBQJB
(d2 /4)
式中 I A —燃烧强度,t/(m2·d);Q K —日干焦 用量量,k,gt;/d;B—Q喷M —吹日燃喷料吹及煤焦量丁,折t干/d焦;Q系J数—。日焦d —丁 高炉炉缸直径,m。
P —日合格生铁产量,t/d; A—生铁折合炼钢 生铁系数; d —高炉炉缸直径,m。
由于炉型的特点不同,小型高炉可允许较高的冶
炼强度因而容易获得较高的利用系数。为了对比 不同容积的高炉实际的生产率,可对比其面积利 用系数。用高炉面积利用系数衡量高炉的生产率, 更为科学。高炉的面积利用系数一般在65~70 t/ (m2·d),有的高炉达到了70 t/(m2·d)以上。
各种燃料折干焦系数
燃料名称
计算单位
折合干焦系数
焦炭(干焦)
kg/kg
1.0
焦丁
kg/kg
0.9
重油(包括原油)
kg/kg
1.2
灰分≤10%
kg/kg
1.0
10%<灰分≤12%
kg/kg
0.9
喷吹用煤粉
12%<灰分≤15%
kg/kg
0.8
15%<灰分≤20%
kg/kg
0.7
灰分>20%
kg/kg
0.6
各牌号生铁折合炼钢生铁系数(A)
生铁种类 炼钢生铁
铸造生铁
球墨铸铁用生铁 含钒生铁
高炉本体尺寸设计
1. 比较法:
由给定的产量确定炉容,根据建厂的冶炼 条件,寻找条件相似,炉容相近,各项生产技 术指标较好的合理炉型作为设计的基础。经过 几次修订参数和计算,确定较为合理的炉型。 目前,设计高炉多采用这种方法。
风口中心线与铁口中心线间距离称 为风口高度(hf)。
风口高度可参照下式计算:
hf
hZ k
式中:
k ——渣口高度与风口高度之比,一般
取0.5~ 0.6,渣量大取低值。
(4)风口数目(n): 主要取决于炉容大小,与炉缸直径
成正比,还与冶炼强度有关。 风口数目可以按下式计算:
中小型高炉:
n 2(d 1)
2. 计算法:
计算法即经验数据的统计法。 计算时可选定某一关系式,算出某一主
要尺寸,再根据炉型中各部位尺寸间的关系 式作炉型计算,最后校核炉容,修定后确定 设计炉型。
经验公式 :
大型高炉:
Hu 6.44Vu0.2
d 0.32Vu 0.45
适应于我国50~70年代1000~2000m3高 炉的基本情况,炉型为瘦长型。
炉腹高度由下式计算 :
h2
D 2
d
tg
炉腹角一般为79º~83º,过大不利于煤气
分布并破坏稳定的渣皮保护层,过小则增
大对炉料下降的阻力,不利于高炉顺行。
4. 炉身: 炉身呈正截圆锥形。
作用:
(1)适应炉料受热后体积的膨胀,有利于 减小炉料下降的摩擦阻力,避免形成料拱。
(2)适应煤气流冷却后体积的收缩,保证 一定的煤气流速。
D
d1 2
tg
2850m3高炉各部炉容计算数据

2850m3高炉各部炉容计算数据1、2850m3高炉内型尺寸1.1高炉内型尺寸图 1为高炉内型示意图,各部分具体准确数据见表 1。
图 1 高炉内型示意图1.2高炉各部分体积计算各部分尺寸参照表 1准确数据:⑴ 炉喉52141h d V ⨯⨯=π喉=⨯⨯14.3418.4002×2.000 =110.78m 3按料线高度1.2米计算炉喉有效容积)(52141喉有效喉有效h d V ⨯⨯=π=⨯⨯14.3418.4002×0.80 = 44.31 m 3 ⑵ 炉身42121)(31h R R r r V ⨯+⨯+⨯=π身或 42121)2()2()2()2(31h D D d dV ⨯⎥⎦⎤⎢⎣⎡+⋅+⨯=π身=⨯⨯14.331﹝4.22+4.2×6.6+6.62﹞×17.50 =⨯⨯14.331﹝17.64+27.72+43.56﹞×17.50=⨯⨯14.33188.92×17.50=1628.72 m 3 ⑶ 炉腰3241h D V ⨯⨯=π腰=⨯⨯14.34113.22×2.0= 273. 56 m 3 ⑷ 炉腹222)(31h r r R R V ⨯+⨯+⨯=π身或者是: 222)2()2()2()2(31h d d D DV ⨯⎥⎦⎤⎢⎣⎡+⋅+⨯=π身=⨯⨯14.331(6.62+6.6×5.8+5.82)×3.6=⨯⨯14.331(43.56+38.28+33.64)×3.6=⨯⨯14.331(43.56+38.28+33.64)×3.6=⨯⨯14.331115.48×3.6 =435.13m 3⑸ 炉缸1241h d V ⨯⨯=π缸=⨯⨯14.34111.62×4.70 =496.46 m 3⑹ 死铁层0241h d V ⨯⨯=π缸=⨯⨯14.34111.62×2.4 =253.51 m 3⑺ 炉缸上下部容积按风口中心线为炉缸上沿至下500mm 位置,来计算炉缸风口上、下部分容积)(1241风口上部风口上部h d V ⨯⨯=π=⨯⨯14.34111.62×0.5 =52.81 m 3)(1241风口下部风口下部h d V ⨯⨯=π=⨯⨯14.34111.62×(4.7-0.5) =443.64 m 31.3 高炉内型空间总容积(高炉炉喉上沿至炉底砖表面的炉内全部空间总容积,即为包括死铁层容积)死铁层缸腹腰身喉总V V V V V V V V i +++++==∑=110.78+1628.72+273. 56+435.13+496.46+253.51 =3198.16m 31.4 高炉有效炉容(高炉炉喉上沿至铁口中心线的空间容积,即传统的计算容积)缸腹腰身喉V V V V V V V i ++++==∑=110.78+1628.72+273. 56+435.13+496.46=2944.65 m 31.5高炉有效工作炉容(高炉料线至铁口中心线的空间容积)缸腹腰身喉有效有效V V V V V V V i ++++==∑ =44.31+1628.72+273. 56+435.13+496.46 =2879.6341 m 31.6 高炉有效冶炼炉容(高炉有效冶炼容积为料线以下至风口中心线以上的空间容积))(风口上部缸腹腰身喉有效冶炼V V V V V V V i ++++==∑=44.31 +1628.72+273. 56+435.13+52.81 =2434.53 m 31.7高炉炉喉截面积2141d S ⨯=π喉=⨯⨯14.341×8.42 =55.39 m 21.8高炉炉腰截面积241D S ⨯=π腰=⨯⨯14.34113.22 =136.78 m 21.9高炉炉缸截面积S 缸=241d ⨯⨯π=⨯⨯14.34111.62 =105.63 m 21.10高炉高径比1(高炉炉喉上沿至铁口中心线/炉腰直径)D h h h h h DH u/)(54321++++==λ =(2.0+17.5+2.0+3.6+4.7)/13.2 =29.8/13.2 =2.261.11 高炉高径比2(高炉炉喉上沿至铁口中心线/炉缸直径)d h h h h h d H u/)(543213++++==λ =(2.0+17.5+2.0+3.6+4.7)/11.6 =29.8/11.6 =2.57。
高炉炉型设计

制钢铁/年
(万吨)
W2
70 40 60 65 50 30
铸造生铁/年
(万吨)
这种两头小中间大的准圆筒型,符合炉料
下降时受热膨胀、松动和软化熔化的要求
,同时也与煤气上升过程中温度下降、体
积收缩相适应。随着精料和高压操作等新 技术的发展,高炉炉型进一步向着“矮胖” 、“大型横向”发展。
世界高炉之王——沙钢5860立方米炼铁高炉
日本第二大钢铁集团——日本JFE钢铁福山厂 。
(左起)第2高炉、第3高炉、第4高炉、第5高炉,4号高炉 2006年5月扩容到5000立方米,5号高炉扩容到5500立方米
•
=(W1+1.1W2)/ 350
• 若设计n座高炉:
• 单座高炉日产P=(W1+1.1W2)/ 350n
p
•
利用系数
v
=
单座高炉日产/单座高炉有效容积=
V
' u
•
V
' u
p v
• 取 v =2― 2.25 t / m3 •d
五、按计算法Ⅰ进行炉型设计 • 1、大型高炉: Hu 6.4V 4u0.2; H u ― 有效高度
图1 高炉炉型示意图
三、炉型设计的要求
• 高炉炉型的合理性,是高炉能实现高产、优质、 低耗、长寿的重要条件。实践证明,合理的设计 炉型能促进高炉冶炼指标的改善,利于寿命的延 长。因此,炉型是高炉最基本的要素。合理炉型 应该是使炉型能够很好的适应于炉料的顺利下降 和煤气流的上升运动。既要符合高炉冶炼规律, 又要和原燃料、设备和生产技术等条件所达到的 水平相适应。
铁 ― 铁水密度,可取7.1 t/m3
d ― 炉缸直径,m
3、死铁层厚度ho :铁口中心线到炉底砌砖 表面之距离
高炉炉型选择以及炉容计算

3600高炉本体设计原始数据:高炉有效容积:Vu=3600高炉年工作日:355天高炉利用系数:设计内容:1.高炉炉型的选择;2.高炉内型尺寸的计算(包括风口、铁口、渣口数量,大型高炉一般不设渣口);3.高炉耐火材料的选用;4.高炉冷却方式和冷却器的确定;5.高炉炉壳厚度的确定。
高炉本体包括高炉基础、炉衬、冷却装置、以及高炉炉型设计计算等。
高炉的大小以高炉有效容积()表示,本设计高炉有效容积为3600,按我国规定,属于大型高炉;高炉炉衬用耐火材料,是由陶瓷质和砖质耐火材料构成的综合结构;有些高炉也采用高纯度的刚玉砖和碳化硅砖;高炉冷却设备器件结构也在不断更新,软水冷却、纯水冷却都得到了广泛的应用。
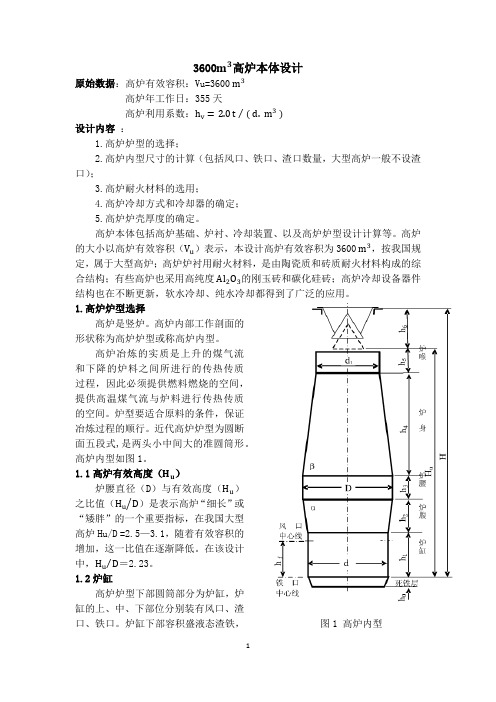
1.高炉炉型选择高炉是竖炉。
高炉内部工作剖面的形状称为高炉炉型或称高炉内型。
高炉冶炼的实质是上升的煤气流和下降的炉料之间所进行的传热传质过程,因此必须提供燃料燃烧的空间,提供高温煤气流与炉料进行传热传质的空间。
炉型要适合原料的条件,保证冶炼过程的顺行。
近代高炉炉型为圆断面五段式,是两头小中间大的准圆筒形。
高炉内型如图1。
高炉有效高度(炉腰直径(D)与有效高度()之比值是表示高炉“细长”或“矮胖”的一个重要指标,在我国大型高炉Hu/D =—,随着有效容积的增加,这一比值在逐渐降低。
在该设计中,。
炉缸高炉炉型下部圆筒部分为炉缸,炉缸的上、中、下部位分别装有风口、渣口、铁口。
炉缸下部容积盛液态渣铁,图1 高炉内型上部空间为风口燃烧带。
铁口位于炉缸下水平面,铁口数目依炉容或产量而定,对于3000的高炉,设置3—4个铁口,以每个铁口日出铁量1500—3000t设置铁口数目。
在该设计中,设置4个铁口。
渣口与铁口中心线的距离称为渣口高度(),它取决于原料条件,即渣量的大小。
渣口高度的确定参照下式计算:= =式中:P——生铁日产量,t;B——生铁产量波动系数,取;N——昼夜出铁次数,取9;——铁水密度,取;C——渣口以下炉缸容积利用系数,一般为,在该设计中,取;d——炉缸直径m。
冶炼计算基础公式

冶炼计算基础公式一、定量调剂(据技术操作规程)定量调剂参数系数表1 影响焦比百分量应按综合焦比计算2 ±1m3/(min.m2)即每平方米炉缸面积,每分钟±1m3风量例:矿石品位上升1%,现有综合焦比460 kg/t,计算矿石品位上升后综合焦比。
按定量调剂含铁量上升1%综合焦比下降1.5%460*(1-0.015)=453.1 (kg/t)二、高炉容积计算炉型参数:炉喉容积= 3.14*d1²/4*h5=3.14*8.2²/4*1.8=95 m³³炉身容积=3.14*( d1²+ d1*D+D²)/12*h4=3.14*( 8.2²+ 8.2*13+13²)/12*13.5=1212 m³炉腰容积= 3.14* D ²/4*h3=3.14*13²/4*1.8=385 m³炉腹容积=3.14*( d²+ d*D+D²)/12*h1=3.14*( 11.56²+ 11.56*13+13²)/12*3.4=403 m ³³炉缸容积= 3.14* d ²/4*h1=3.14*11.56²/4*4.2=441 m ³³有效容积Vu=炉喉容积+炉身容积+炉腰容积+炉腹容积+炉缸容积 =95+1212+385+403+441=2536 m ³高炉的工作容积V 工=部分炉喉容积+炉身容积+炉腰容积+炉腹容积+部分炉缸容积=95*(1.8-1.3)/1.8+1212+385+403+441 *(4.2-3.7)/4.2=2079 m ³³三、主要指标公式(据高炉生产知识问答)1、有效容积利用系数ηu :用高炉有效容积计算所得出的系数值称为高炉有效容积利用系数ηu ,我国是把铁口中心线到炉喉间的高炉容积称为高炉有效容积V u 。
2000m3高炉炉型设计

2000m3 高炉炉型设计说明书
摘要:本设计要求建 2000m3 炼铁高炉。设计主要内容包括高炉炉型设计计算及高炉本体立 剖图,同时对所设计高炉的特点进行简述。设计高炉有效容积为 2000m3,高径比取 2.3,高 炉利用系数取值为 2.0,据此设计高炉炉型。设计本着优质、高产、低耗和对环境污染小的 宗旨,为日产生铁 4000t 的高炉提供高炉内型设计。设计说明书对 2000m3 高炉内型进行了 的详细的计算,并结合国内外相同炉容高炉的先进生产操作经验及相关的数据,力求设计的 高炉达到高度机械化、自动化和大型化,达到最佳的生产效益。 关键词:高炉发展;高炉炉型;炉型计算;
3
②炉缸 高炉炉型下部的圆筒部分为炉缸,炉缸的上、中、下部位分别没有 风口、渣口与铁口,现代大型高炉多不设渣口。炉缸下部容积盛装液态渣铁,上 部空间为风口的燃烧带。
(1)炉缸直径 炉缸直径过大和过小都直接影响高炉生产。直径过大将导 致炉腹角过大,边缘气流过分发展,中心气流不活跃而引起炉缸堆积,同时加速 对炉衬的侵蚀;炉缸直径过小限制焦炭的燃烧.影响产员的提高。炉缸截面积应 保证一定数量的焦炭和喷吹燃料的燃烧,炉缸截面燃烧强度是高炉冶炼的一个重 要指标,它是指每 1h 每 1m3 炉缸截面积所烧侥的焦炭的数量,一般为 1.00~ 1.25t/(m 2·h)。炉缸截面燃烧强度的选择,应与风机能力和原燃料条件相适应, 风机能力大、原料透气性好、燃料可燃性好的燃烧强度可选大些,否则选低值。
(1)无型阶段-又称生吹法。在土坡挖洞,四周砌行块,以木炭冶炼,这 是原始的方法。
(2)大腰阶段-炉腰尺寸过大的炉型。出于当工业不发达,高炉冶炼以人 力、蓄力、风力、水力鼓风,鼓风能力很弱,为了保证整个炉缸截面获得高温, 炉缸直径很小,冶炼以木炭或无烟煤为燃料,机械强度很低,为了避免高炉下部 燃料被压碎,从而影响料柱透气性,故有效高度很低;为了人工装料方便并能够 将炉料装到炉喉中心.炉喉直径也很小,而大的炉腰直径减小了烟气流速度,延 长了烟气在炉内停留时间,起到焖住炉内热量的作用。因此,炉缸和炉喉直径小, 有效高度低,而炉腰直径很大。这类高炉生产率很低,一座 28m3 高炉日产量只 有 1.5 t 左右。
高炉炉型选择以及炉容计算
3600m3高炉本体设计原始数据:高炉有效容积:Vu=3600 m3高炉年工作日:355天⁄ )高炉利用系数:h v=2.0t ( d. m3设计内容:1.高炉炉型的选择;2.高炉内型尺寸的计算(包括风口、铁口、渣口数量,大型高炉一般不设渣口);3.高炉耐火材料的选用;4.高炉冷却方式和冷却器的确定;5.高炉炉壳厚度的确定。
高炉本体包括高炉基础、炉衬、冷却装置、以及高炉炉型设计计算等。
高炉的大小以高炉有效容积(V u)表示,本设计高炉有效容积为3600 m3,按我国规定,属于大型高炉;高炉炉衬用耐火材料,是由陶瓷质和砖质耐火材料构成的综合结构;有些高炉也采用高纯度 Al2O3的刚玉砖和碳化硅砖;高炉冷却设备器件结构也在不断更新,软水冷却、纯水冷却都得到了广泛的应用。
1.高炉炉型选择高炉是竖炉。
高炉内部工作剖面的形状称为高炉炉型或称高炉内型。
高炉冶炼的实质是上升的煤气流和下降的炉料之间所进行的传热传质过程,因此必须提供燃料燃烧的空间,提供高温煤气流与炉料进行传热传质的空间。
炉型要适合原料的条件,保证冶炼过程的顺行。
近代高炉炉型为圆断面五段式,是两头小中间大的准圆筒形。
高炉内型如图1。
1.1高炉有效高度(H u)炉腰直径(D)与有效高度(H u)⁄是表示高炉“细长”或之比值(H u D)“矮胖”的一个重要指标,在我国大型高炉Hu/D =2.5—3.1,随着有效容积的增加,这一比值在逐渐降低。
在该设计⁄ 2.23。
中,H u D=1.2炉缸高炉炉型下部圆筒部分为炉缸,炉缸的上、中、下部位分别装有风口、渣口、铁口。
炉缸下部容积盛液态渣铁,图1 高炉内型上部空间为风口燃烧带。
铁口位于炉缸下水平面,铁口数目依炉容或产量而定,对于3000m3以上的高炉,设置3—4个铁口,以每个铁口日出铁量1500—3000t设置铁口数目。
在该设计中,设置4个铁口。
渣口与铁口中心线的距离称为渣口高度(H Z),它取决于原料条件,即渣量的大小。
高炉炉型计算

(4)死铁层厚度
选取: h 0 1 . 5 m
(5)炉腰直径、炉腹角、炉腹高度
选取:
D d
1 . 13
则: D 1 . 13 9 . 8 11 . 07 取
D 11 m
选取: 80 30 ' 则: h 2
取
D d 2 tg 80 30 ' 3 . 58
84 7 '21 ' '
选取:
H
u
D
2 . 56
则:H u 2 . 56 11 28 . 16
取 H u 28 . 2 m
求得:
h 3 H u h1 h 2 h 4 h 5 28 . 2 3 . 5 3 . 5 17 2 . 0 2 . 2 m
' u '
2015 . 2 2018 2018
0 . 14 %
<1% 炉型设计合理,符合要求。
(9)绘制高炉炉型图:
风口中心线
铁口中心线
图3-2 2018m3高炉炉型图
作业: 钢1:设计一座年产100万吨的高炉。
钢2:设计一年产150万吨的高炉车间。
钢3:设计一年产250万吨的高炉车间。
V3
4
D h2
2Leabharlann 4 11 2 . 2 209 . 08 m
2
3
炉身体积:
V4
12
h4 ( D
2
2
Dd 1 d )
2 1 2 3
12
17 (11 11 7 . 5 7 . 5 ) 1156 . 04 m
第三章 高炉本体设计(炉型)1
一般炉腰直径(D)与炉缸直径(d)有一定比例关系,D/d取 值:
大型:1.10 ~1.15; 中型1.15 ~1.25; 小型高炉1.25~1.5 h3一般取值1~3m,炉容大取上限,设计时可通过调整炉腰高 度修定炉容。
炉腹上部的圆柱形空间为炉腰,是高炉炉型中直径最大的部位。
作用:
(1)炉腰处恰是冶炼的软熔带,透气性变差, 炉腰的存在扩大了该部位的横向空间,改善了透 气条件。 (2)在炉型结构上,起承上启下的作用,使炉 腹向炉身的过渡变得平缓,减小死角。
高炉内型变化情况表
Hu/D 高炉容积/m3 1000~2000 300~1000 <300
20世纪70~80年代
<2.9 2.9~3.5 >3.5
20世纪90年代以后
2.5~2.7 2.7~3.2 >3.2
3 高炉本体设计
3.1 炉型 3.1.1 高炉五段炉型 1)炉型及其意义: 牵涉到高炉冶炼顺行,还与高炉冶炼能量消耗有 关,高炉寿命的长短。 2)五段炉型(尺寸要素是约定俗成) 高炉内型从下往上分为炉缸、炉腹、炉腰、炉身 和炉喉五个部分,该容积总和为它的有效容积, 反映高炉所具备的生产能力。 我国高炉内型尺寸的表示方法(P76) 五段炉型是适应炉料变化,T↑―V↑,T煤气↓― V↓
3 高炉本体设计
高炉本体包括炉型(形)--工作空间;炉衬(耐火材 料);冷却;金属结构(炉壳、支柱);高炉基础。 目前高炉本体发展方向
1)炉型向大型横向发展
2)炉衬由单一陶瓷质向陶瓷质和碳质耐火材料综
合结构发展
3)高炉冷却设备不断改进,贯流式风口,软水密 闭循环广泛使用
1一炉底耐火材料: 2一炉壳; 3一炉内砖衬生产后的侵 蚀线; 4一炉喉钢砖, 5一炉顶封盖; 6一炉体砖衬; 7一带凸台镶砖冷却壁; 8一镶砖冷却壁; 9一炉底碳砖; 10一炉底水冷管; 11一光面冷却壁
高炉一般计算
工作总结在繁忙的工作中不知不觉又迎来了新的季度,回顾前几个月的工作历程,在部门领导和同事们的关心与帮助下圆满的完成了生产任务,并在前辈师傅的授受中努力提高高炉冶炼理论知识,学习他们在工作中积累的丰富经验,为了更好地做好以后的工作,现将上季度学到的专业知识做如下总结:冶炼周期可以估计改变装料制度(如变料等)后渣铁成分、温度、流动性等发生变化的时间,从而和时注意观察、分析判断、掌握炉况变化动向;当高炉计划休风或停炉时,根据冶炼周期可以推测休风料到达时间,以便掌握休风或停炉的时机。
(1)用时间表示:hC V t V P hC PV V t )1('24)1('24-=-=有有有有=ηη式中 t ——冶炼周期,h ; V 有——高炉有效容积,m 3;P ——高炉日产量,t /d ; V ’——1t 铁的炉料体积,m 3/t ; C ——炉料在炉内的压缩系数,大中型高炉C≈12%,小高炉C≈10%。
(2)用料批表示:生产中常采用由料线平面到达风口平面时的下料批数,作为冶炼周期的表达方法。
如果知道这一料批数,又知每小时下料的批数,同样可求出下料所需的时间。
))(焦矿批C V V V N -+=1( 式中 N 批——由料线平面到风口平面曲的炉料批数;V ——风口以上的工作容积,m 3;V 矿——每批料中矿石料的体积(包括熔剂的),m 3; V 焦——每批料中焦炭的体积,m 3。
通常矿石的堆积密度取2.0~2.2t/m 3,烧结矿为1.6t/m 3,焦炭为0.55t/m 3, 冶炼周期是评价冶炼强化程度的指标之一。
冶炼周期越短,利用系数越高,意味着生产越强化。
风口以上高炉工作容积的计算公式:V=V 效—n/4(D ²*H+d ²*h )式中 V 效——高炉有效容积,m ³; D ——炉缸直径,mH ——铁口中心线至风口中心线的距离,md ——炉喉直径m h ——高炉料线,m 理论出铁量的计算通过计算出铁量,可以检查放铁的好坏和铁损的情况,如发现差距较大时,应和时找出产生原因,尽快解决P 理论出铁量=G 矿石消耗量×Fe 矿石品位×0.997/0.945 理论出渣量的计算渣量批=QcaO 批//CaO 渣安全容铁量计算安全容铁量=0.6×ρ铁×1/4πd 2hh 取低渣口中心线到铁口中线间距离,mρ铁——铁水密度,7t /m 3;d ——炉缸直径,m全焦冶炼实际入炉风量计算V B =0.933C 焦×C Φ×K ×P /﹙0.21+0.29f ﹚×1440式中V B ——入炉实际风量,m ³/min0.933——1kgC 燃烧需要的氧量,m ³/kg(0.21+0.29f ﹚——湿空气含氧量,其中f 为鼓风量湿分,%C焦——综合燃料含碳量,%C Φ——风口前燃烧的碳量占入炉量的比率,一般去65-75%,中小高炉取较小值K ——综合燃料比,kg/t P ——昼夜产铁量,t根据碳平衡计算入炉风量(V 风,m 3)(1)风口前燃烧的碳量(C 风,kg ):由碳平衡得:C 风=C 焦+C 煤+C 料+C 碎-C 铁-C 尘-C 甲烷-C d熔铁铁铁还2244126260551228245612CO b P Mn Si r Fe C CO d d ⋅++++⋅=b CO2——熔剂中CO 2被还原的系数,本例为0.4。
2500m3高炉炉型设计
总计水分质量
有以上计算得出物料平衡表如下:
序号 1 2
收入项 原燃料 鼓风
kg 2194.1 1491.46
表8
序号 1 2 3 4
支出项 生铁 炉渣 煤气 水分
共计
kg 1000 385.347 2245.8 53.365
3679.512
共计
3685.56
CH4的
生成热
10088331.44 100
共计
1 水分分 6884143.697 68.24 2 解 73511.72 0.73 3 喷吹物 201868.22 2.00 4 分解 188415 1.87 5 游离水 43611.792 0.43 6 蒸发 1172360 11.62 7 铁水带 677600.63 6.72 8 走 477952.44 4.74 9 炉渣带 368867.941 3.66
: ——由C生成的 ——焦炭挥发份
(1)入炉总量=鼓风带入+焦炭带入+煤粉带入 (2)鼓风中的水分: (3)焦炭挥发份: (4)煤挥发份: ,其中40%的氢气发生还原反应 :110.06×40%=44.024m3。 (5)生成CH4 : 进入煤气的氢气体积:,(假定其中还原的铁氧化物中,1/3是用语还 原,2/3是用于还原) (6)由 ,得
1 原燃料条件
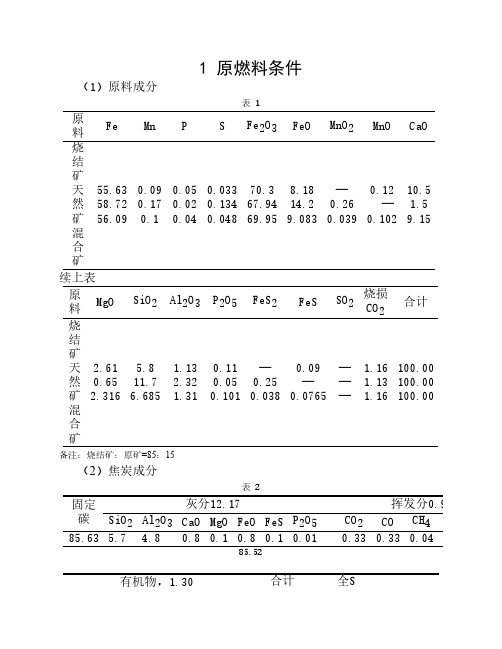
(1)原料成分
表1
原 料
Fe
Mn
P
S Fe2O3 FeO MnO2 MnO CaO
烧
结
矿
天 55.63 0.09 0.05 0.033 70.3 8.18 — 0.12 10.5
然 58.72 0.17 0.02 0.134 67.94 14.2 0.26 — 1.5
2500m3高炉炉型设计

1 原燃料条件(1)原料成分表 1原料Fe Mn P S Fe2O3FeO MnO2MnO CaO烧结矿天然矿混合矿55.6358.7256.090.090.170.10.050.020.040.0330.1340.04870.367.9469.958.1814.29.083—0.260.0390.12—0.10210.51.59.15续上表原料MgO SiO2Al2O3P2O5FeS2FeS SO2烧损CO2合计烧结矿天然矿混合矿2.610.652.3165.811.76.6851.132.321.310.110.050.101—0.250.0380.09—0.0765———1.161.131.16100.00100.00100.00备注:烧结矿:原矿=85:15(2)焦炭成分表 2固定碳灰分12.17 挥发分0.91SiO2Al2O3CaO MgO FeO FeS P2O5CO2CO CH4H2N285.63 5.7 4.8 0.8 0.1 0.8 0.1 0.01 0.33 0.33 0.04 0.05 0.16有机物,1.30合计全S 游离水H2N2S0.40 0.40 0.50 100.00 0.52 4.80 (3)煤粉成分表 3品种 C H2O2H2O N2S灰分,12.27合计SiO2Al2O3CaO MgO FeO煤粉77.5 4.35 4.05 0.79 0.42 0.66 7.48 3.42 0.6 0.3 0.45 100.00主要技术经济指标:矿石配比,烧结矿:原矿=85:15;焦比: 350kg/t;煤比:150kg/t;鼓风湿度: 1.5% ;热风温度:1200℃;炉顶温度:200℃;rd=0.42。
(4)预定铁水成分表 4成分Si Mn S P C Fe 合计% 0.35 0.09 0.03 0.08 4.45 95.00 100.00(5)元素分配表 5元素Fe Mn P S生铁炉渣煤气0.9970.0030.50.51.00 0.062 配料计算2.1铁矿石的用量单位: Kg铁平衡:Fe铁+ Fe渣+Fe尘= Fe矿+ Fe熔+ Fe焦+ Fe煤焦炭带入Fe量 =560.0075560.0005350() 2.1()7288kg ⨯⨯⨯+=煤粉带入Fe量560.0045150)0.53()72kg⨯=⨯=进入渣中Fe0.003950) 2.86()0.997kg =⨯=需要混合矿量950 2.10.53 2.86)1694.1()0.5609kg --+==每吨生铁的实际用量:混合矿:1694.1 1.0031699.2()(0.003)kg⨯=其中为机械为机械损失350 1.051=367.85()kg⨯焦炭:(其中机械损失:0.003;水分:0.048)煤粉:150kg;所以,每顿生铁实际用量为:1699.2+367.85+150=2217.05kg2.2生铁成分的校对[P]:36210(1694.10.000443500.0001)0.076%142-⨯⨯+⨯⨯=[S]:0.03%;[Si]:0.35%[Mn]:原料带入的锰有50%进入生铁,炉渣中含量为1.1kg ,故[Mn]=1.1×55/71×1/1000=0.09%[C] :(100-95-0.35-0.09-0.03-0.076)/100=4.454%校核后的生铁成分:表 6Fe Si Mn S P C 合计95.00 0.35 0.09 0.03 0.076 4.454 100.00 2.3渣量和炉渣成分的计算(1)S含量计算原料,燃料带入的硫总量:1694.10.00053500.00521500.0066 3.66()kg⨯+⨯+⨯=进入生铁的S : kg3.0进入煤气的S :kg183.0%666.3=⨯炉渣中的S kg 177.3183.03.066.3=--(2)FeO :kg 68.35672997.0003.0950=⨯⨯(3)MnO :711694.10.0010.5 1.09()55kg ⨯⨯⨯=(4)2SiO :601694.10.06693500.05651500.0748 3.5136.83()28kg ⨯+⨯+⨯-⨯= (5)CaO :1694.10.09153500.000761500.006=156.18()kg ⨯+⨯+⨯ (6)MgO :kg 17.400012.0350003.0150%32.21.1694=⨯+⨯+⨯ (7)Al 2O 3:kg 23.440483.03500342.0150%31.11.1694=⨯+⨯+⨯总渣量:kg 347.38523.4417.4018.15683.13609.168.3177.3=++++++。
(第 四 章)高炉本体及附属设备

内部冷却:将冷却介质通入冷却设备内 部进行冷却。包括冷却壁、冷却板、板 壁结合冷却结构、炉身冷却模块及炉底 冷却等。 冷却壁设臵于炉壳与炉衬之间,有光 面冷却壁和镶砖冷却壁两种 。光面冷 却壁用于炉底和炉缸,镶砖冷却壁用 于炉镶砖冷却壁;c-上部带凸 台镶砖冷却壁;d-中间带凸台镶砖冷却壁
3) 合理炉型:促进改善高炉冶炼指标, 并利于长寿的炉型。
Hu——有效高度; h0——死铁层厚度;
d1
h1——炉缸高度; h2——炉腹高度; h3——炉腰高度; h4——炉身高度; h5——炉喉高度;
Hu
h4
h5
hf——风口高度; hz——渣口高度; d——炉缸直径; D——炉腰直径; d1——炉喉直径; α——炉腹角; β——炉身角;
高炉本体及附属设备
The Blast Furnace Facility and Equipment
李杰
学习目的:
高炉结构
高炉附属设备
高炉 本体结构
1、高炉本体介绍
高炉炉型
冷却设施
风口装置
铁口装置
炉顶装料装置
炉型:高炉的内部工作空间是由炉墙砖砌 成的,这个空间的几何形状就是炉型或内 型。 1) 设计炉型:设计时通过高炉中心线绘 在图纸上的炉型; 2) 操作炉型:投产后,炉墙内表面受损 所形成的炉型;
3)冷却水箱(冷却板):这是埋设在高炉砖衬
中的冷却器。其材质以铸铁为主,也有用铸钢和 钢板焊接的。从外形上可分为扁平卧式和支梁 式.
风口装臵:从热风炉来的热风先通过呈环状围
绕着高炉的围管中,再经风口装臵进入高炉。风 口装臵由热风围管以下的送风支管、弯管、直吹 管、风口水套等组成。
1、热风围管; 2、送风支管; 3、弯管;4、直吹管; 5、风口水套;
第三章 高炉本体设计(炉型)1资料
3.近代高炉
3 高炉本体设计
原始高炉炉型
1-中国;2-德国;3-英国(P75)
近代高炉炉型(1:500)
1-攀钢高炉,V有1000m3,H有/D=3.05;2-本钢高炉,V有2000m3,H有/D=2.68; 3-日本鹿岛,V有5050m3,H有/D=1.95(P75)
3.1.2 炉型尺寸的确定 2)d、h1
①炉缸作用: ②d的确定 J-燃烧强度;J=24~28t/(m2·d) 法一: A J Vu I 1 d 2 J Vu I d 1.13 Vu I 4 J 2 J=1.0~1.20t/(m ·h) 设计时往小取,高炉强化留有余地,J↓→d↑ i :30 ~ 50 t/(m2·h) I Vu
3 高炉本体设计
高炉本体包括炉型(形)--工作空间;炉衬(耐火材 料);冷却;金属结构(炉壳、支柱);高炉基础。 目前高炉本体发展方向
1)炉型向大型横向发展
2)炉衬由单一陶瓷质向陶瓷质和碳质耐火材料综
合结构发展
3)高炉冷却设备不断改进,贯流式风口,软水密 闭循环广泛使用
1一炉底耐火材料: 2一炉壳; 3一炉内砖衬生产后的侵 蚀线; 4一炉喉钢砖, 5一炉顶封盖; 6一炉体砖衬; 7一带凸台镶砖冷却壁; 8一镶砖冷却壁; 9一炉底碳砖; 10一炉底水冷管; 11一光面冷却壁
3 高炉本体设计
3.1 炉型 3.1.2 炉型尺寸的确定 1)Vu、Hu
内容积:料线到铁口中心线之间的距离。 工作容积:料线到风口中心线之间的距离。 Hu大,可以延长煤气与炉料的接触时间,有利于煤气的热 能和化学能的充分利用;煤气流穿过料柱的阻力大,不利于 高炉顺行。 Hu 过大,可增大煤气流穿过料柱的阻力,不利于高炉顺行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高炉炉型计算
高炉炉型是指高炉内部耐火材料构成的几何空间,近代高炉炉型由炉缸、炉腹、炉腰、炉身和炉喉五部分组成。
炉型的设计要适应原燃料条件,保证冶炼过程的顺行。
高炉炉型设计的依据是单座高炉的生铁产量,由产量确定高炉有效容积,以高炉有效容积为基础,计算其它尺寸。
一、确定容积
1、确定年工作日
高炉的工作日是指高炉一代寿命中,扣除大、中、小修时间后,平均每年的实际生产时间。
根据国内经验,不分炉容大小,年工作日均可定为355天。
2、确定高炉日出铁量
年工作日
年产量
高炉日出铁量=
t/d
3、确定高炉的有效容积V u
U
u P
V η高炉有效容积利用系数高炉日出铁量=
二、高炉缸尺寸
1、炉缸直径d
炉缸直径的计算可参考下述经验公式:
大型高炉 45
.032.0u V d =
3620m 以下高炉 37.0564.0u V d = 计算后取整
2、炉缸高度'h
A 渣口高度h 渣 m 式中:b ——生铁产量波动函数,一般取值1.2 N ——昼夜出铁次数,取9
铁γ——铁水密度,取值7.1t/m3
C ——渣口以下炉缸容积利用系数,取值055
一般小高炉设一个渣口,大中型高炉设两个渣口,高低渣口标高差一般为100~200mm ,2000m 3以上高炉渣口数目应和铁口数目一起考虑,如有两个铁口,可以设二个渣口。
B 、风口高度h 风
k ——渣口高度与风口高度的比,一般k 二0.5~0.6(渣量大取低值)。
C 、炉缸高度h 1
h 1=h 风+a
式中a ——风口结构尺寸,一般a=0.35~0.5m ,中小高炉取下限,大高炉取上限。
2
27.1d c N bp h 铁渣γ⋅=k
h h 渣风=
三、死铁层厚度h 0
死铁层的作用在于防止炉底炉渣,煤气侵蚀和冲刷,使炉底温度均匀稳定。
通常死铁层厚度为450~600mm ,新设计的大型高炉多在1000mm 左右或更高。
四、炉腰直径D 1、炉腰直径D
大型高炉D/d=1.10~1.15 中型高炉D/d=1.15~1.25 小型高炉D/d=1.25~1.5 2、炉腹角α
炉腹角α一般为79°~82°。
3、炉腹高度2h
炉腰直径和炉腹角确定后,炉腹高度就已经确定了。
近代大中型高炉炉腹高度度接近,一般为3.0~3.6m ,小高炉低些。
五、炉喉直径d 1 ,炉喉高度h 5, 炉身角β,炉身高h 4,炉腰高h 3
1、炉喉直径d 1
目前d 1/D 常在0.65~0.72之间,大中型高炉可取0.7,小型高炉可取0.67。
2、炉身角β
目前设计炉型β均在82°~84°之间,大型高炉炉身角小些,小型高炉炉身角大些. 3、炉身高h 4
炉喉直径d ,和炉身角β确定,炉腰直径D 也确定了,炉身高h 4实际就随之而定。
4、炉喉高5h 一般在2米左右。
5、炉腰高h 3
炉腰高度大小对高炉冶炼过程影响不很显著,在设计时常用炉腰高度来调整炉容积,一般为0.5~3m ,可按以下步骤计算:
(1)先确定高炉有效高度H u
大型高炉 2
.044.6u u V H = 620m 3以下高炉265
.005.4u u V H =
(2)确定炉腰高h 3
()54213h h h h H h u +++-=
六、校核炉容
炉缸容积
炉腹容积
炉腰容积
()αtg d D h -=2
12()βtg d D h 142
1
-=1
214h d V π=()
2
22212d Dd D h V ++=π
32
34
h D V π=
炉身容积
炉喉容积
高炉实际有效容积543211
V V V V V V u ++++=
其相对误差 要求小于1%,否则必须重新调整计算。
七、其它尺寸
1、 大钟直径d 0
大钟直径决定了炉喉与大钟的间隙,即(d 1-d 0)/2,它的大小决定着炉料堆类的位置。
不同炉容炉喉间隙见下表:
不同炉容的炉喉间隙 高炉有效容积(米3) 55
100
250
600
1000
1500
2000 炉喉间隙 (毫米)
500 550 600 700 800 900
950~1000
2、风口数目n
中小型高炉常用n=2(d+1) 大型高炉可用n=2(d+2) 3、铁口数目
日产生铁量在2500~3000吨以下的高炉可只设置一个铁口,大型高炉可设置2~3个铁口。
4、渣口数目
一般小高炉设一个渣口,大中型高炉设两个渣口,高低渣口标高差一般为100~200mm ,
2000m 3以上高炉渣口数目应和铁口数目一起考虑,如有两个铁口,可以设二个渣口。
5、炉顶法兰盘至大钟下降位置的底面高度h 6
h 6的值可参照相近炉容的高炉选取。
八、高炉计算后各部分尺寸列表,并缩小比例画出你所设计高炉的内型图。
H 全高,毫米; H u —有效高度,毫米;
h 6—炉顶法兰盘至大钟下降位置的底面高度,毫米;
h 3—炉腰高度;毫米; h 2—炉腹高
()
21124412
d Dd D h V ++=π
52
154
h d V π=%1001⨯-=∆u
u
u V V V V
度,毫米;
h1—炉缸高度,毫米;h0—死铁层高度,毫米;
h f—铁口中心线至风口中心线的高度,毫米;
h z—铁口中心线至渣口中心线的高度,毫米;
d0—大钟直径,毫米;d1—炉喉直径,毫米;
d—炉缸直径,毫米;D—炉腰直径,毫米;
a—炉腹角;β—炉身角。
附图—我国高炉内型尺寸的表达方法。