30t高功率电弧炉技术参数及设备清单
日产30吨矿热电弧炉设计

摘要我国是钛资源大国,但在钛资源的利用上,无论是钛渣、钛材还是钛白都与钛工业发达国家存在着一定的差距,与钛资源大国的地位极不相称。
所以,要发展我国的钛工业,应加大钛资源的开发与利用的力度,特别是发展富钛料的生产。
富钛料的生产一般采用矿热电弧炉冶炼,本课题主要设计日产30吨钛渣的矿热电弧炉,首先通过查阅文献了解矿热电弧炉情况,然后根据物料平衡计算出炉子各重要部分的尺寸,再利用能量平衡验算尺寸的正确性,最后得到满足设计要求的电弧炉。
矿热电弧炉的设计关系到富钛料的产量和质量,对我国钛工业的发展具有重要意义。
关键词矿热电弧炉,钛渣,物料平衡,能量平衡ABSTRACTOur country is prosperous country of titanium resources. While, in the rate of titanium resource use, either titanium slag, titanium or titanium dioxide and titanium industry in developed countries, there exists a large gap, so that the titanium resource is not coordinate to the reputation of titanium around the world. So, for the development of China's titanium industry, it should increase the development and utilization of titanium resources strength, which must develop the rich titanium material production.Titanium slag production generally uses the electric furnace smelting of ore smelting electric arc furnace,This paper designs a Daily-product 30 tons of titanium slag electric furnace. For the first of all according to Consult material to understand mine hot furnace,then according to the material balance calculation of the important part of the size and by using the energy balance checking dimension correct, it came to the conclusion how much necessary amount need to be designed. Ore smelting electric furnace design is in relation to the high quality titanium material production; to industry of our country titanium has important implications.Keywords Electric furnace,Titanium slag,Material balance,Energy balance目录摘要................................................................................................ 错误!未定义书签。
2019年LF30t技术说明书

L F —30 型钢包精炼炉技术说明书目录一、概述二、主要技术参数三、设备概述及技术指标四、供货范围五、LF-30型钢包精炼炉辅助设备六、不供货范围七、质量保证和售后服务八、设计方案的审查九、技术资料的提供一、概述:简述LF钢包精炼炉是用电弧产生的热能,进行二次精炼的一种炉外精炼设备。
高压电源通过专用的电炉变压器,将电能输送到电极上,在电极与钢液之间产生电弧,通过电弧产生热量而进行钢水的精炼。
LF-30型钢包精炼炉(以下简称精炼炉),具有加热升温、底吹氩搅拌、合金化微调、成分控制、喂丝等功能。
主要冶炼炭素结构钢、合金钢、轴承钢等各种优质钢。
平均处理钢水量30t,平均冶炼周期小于40min、该LF炉冶炼周期短、三相阻抗不平衡系数小、电耗低、电极消耗低、升温速度快、技术指标先进。
我公司设计的LF—30型钢包精炼炉采用全液压传动、三臂三立柱、桥架式结构,管式水冷包盖,导电管导电,钢包底部吹Ar气体搅拌,电极升降采用电液比例阀-PLC计算机自动调节电极升降,钢包车采用中硬齿面减速器,变频调速。
速度2~20m/min。
设备运行可靠,操作简便,技术指标先进,可以满足短流程、高效率、连续生产的要求。
LF炉设备使用环境a) 海拔不超过 1000m;b) 环境温度: 5~40℃范围内;c) 使用地区最湿月每日最大相对湿度的月平均值不大于90%;d) 周围没有导电尘埃,爆炸性气体及能严重腐蚀金属和绝缘的腐蚀性气体。
e)一般要求供电变压器为电炉变压器的倍以上,当不能满足此要求时,或增加供电变压器容量,或采用专用中间变压器供电。
f) 三相电弧炉的工作短路电流,不应大于电炉变压器额定电流的倍。
二、主要技术参数:三、设备概述及技术指标:LF-30型钢包精炼炉由机械设备和电气设备两部分组成。
机械设备主要由钢水包、钢包车、拖缆装置、管式水冷钢包盖、包盖提升机构、加热工位桥架、电极升降机构、横臂装配、水冷系统、氩气系统、液压系统、喂丝机、电极接长站、短网系统部分组成。
30T电弧炉安装调试验收标准

宝丰特钢30T电弧炉安装、调试、验收实施标准要点47第一章安装要求一、炉体及倾动平台制作安装1、炉壳焊接应符合《现场设备、工业管道焊接工程施工及验收规范》的规定。
2、上下炉壳直径偏差最大直径与最小直径之差不得大于15mm,炉壳高度的极限偏差为设计高度的±3/1000。
3、下炉壳与倾动平台接合面应接触紧密,局部间隙不得大于3mm.4、倾动平台定位柱的焊装要保证定位柱的不垂直度<1/1000.5、炉门框安装应保证炉门在框架上升降灵活,无歪斜和卡阻现741象6、有水冷件接头及进出口金属软管及阀门的安装应确保在1.5倍工作压力下无渗漏现象。
7、倾动平台炉后出钢槽两侧应设安全防护栏,以利出钢和检修维护人身安全。
8、倾炉摇架和炉壳必须确保直接或通过支承轨座可靠接地。
9、上炉壳及水冷炉盖需在主配管下部安装盲板可拆卸的排渣管,以利管路内焊渣定期排出。
二、炉盖提升旋转机构1、炉盖旋转机构的安装应符合下列要求:A、当平台处于0位时,电极立柱托架的铅垂度公差为0.5/1000;B、当平台处于0位时,弧形支承轨道的水平度公差为0.2/1000;C、炉盖旋开角度保证≮65°;确保空吊旋转时不与炉盖上四孔及加料孔干涉。
D、炉盖旋转到位时,不发生撞击摆动现象,并能保证料罐加料顺利通过执行卸料动作;2、炉盖提升机构的安装应符合下列要求:A、当平台处于0位时,支承架的铅垂度公差为1/1000,且上端应向离开炉心的方向倾斜;B、炉盖吊架中心与炉体中心距偏差≯±5mm,提升炉盖时应保持炉盖水平,不允许有歪斜提升下降现象发生。
C、确保炉盖设计提升行程的实现;D、所有链销连接,支座焊接或安装均可靠。
三、电极升降机构及横臂1、当平台处于0位时电极立柱的铅垂度公差为0.5/1000,且上端宜向离开炉心方向倾斜,立柱中心距离偏差≯±2mm。
2、导轮与电极立柱导轨的总间隙a1+a2≯1mm,侧向导轮与导轨间隙为0.5-1mm。
20、30T电炉性能比较

维修及出钢口填料 3 min
炉体:
公称容量 最大出钢量 炉壳内径 操作形式 倾炉角度 出钢形式 炉盖提升高度 炉盖旋转角度 炉壳吊装重量
变压器:
30t 36t 4600Φ mm 右或左操作(用户选定) 出钢 45°;出渣 400mm ~82° 约90t(含炉衬) 12° (EBT)或出钢嘴出钢
变压器额定容量 变压器一次电压 频 率 变压器二次电压 调压方式 变压器二次额定电流 短网阻抗值 三相阻抗不平衡系数
20t/30t高功率电弧炉技术参数对比
冶炼周期:
项目 冶炼周期 通电时间 辅助时间
30吨高功率电炉 (陕西众隆冶金设备有限公司)
140-160min(出钢--出钢) 120~140min(20℃→1650℃) 吹氧量 30m3/t钢水 20 min 加料 (二次) 出钢 其它辅助时间 8 min 3 min 6 min
φ 400 φ 1100 6m/min 4m/min 2800mm
比例阀(PLC控制)
12MPa 水乙二醇
0.4~0.6Mpa ≤35℃ ≤55℃ 280m /h
3
450 4~5 10~15 101
电极升降控制方式
液压系统:
比例阀(PLC控制)
工作压力 液压介质
冷却水系统:
12MPa 水乙二醇
冷却水进水压力 冷却水回水压力 冷却水进水温度 冷却水出水温度 冷却水耗量
主要经济消耗指标: Kw.h/t 电耗
0.3MPa(开环) 无压回水 ≤35℃ ≤55℃ ~350m3/h
580(氧枪助燃) 3~5 30 ~200
电极参数:
18000KVA 35KV 50Hz 385-200V 9-13级(有载调压) 35.440KA ≤2.6mΩ ≤5%
锡钢30t超高功率偏心底出钢电弧炉
ΗΓ
Λ
! 炉左 右
达 涅 利 公 司 对 水 冷 炉 壁 正 常 使 用 寿 命 保证 次 以 上 水 冷炉 盖正 常使 用寿 命保证
Γ !!
短 网 与 电极 横 臂
电炉 短 网 设 计 吸 收 了 国 内外 同 类 电 炉 短
网 的长 处 并在 此 基础 上 又 有 新 的改 进 补 偿
,
。
次以 上
。
经 一 年 多 使 用证 明 达 涅 利 公
, ,
司 的 质量 保 证 是 可 信 的 现 在 已 冶 炼 了 炉 大 部 分 水 冷 块还 在 继 续 使 用
, ,
。
ΓΗ !!
器 由 无 锡 钢 厂 设 计 完 成 整 个 短 网 包括 变 压
器 出 线 补 偿器 都 采 用 水 冷 却 短 网 采 用 铜 管
表
名称 公 称 容量 最 大 出钢 量 变 压 器公 称 容 量
炉 壳 内径
Π; 4
一 ∗ 9 # #!
。
功率偏 心 底 出 钢 电 弧炉 由西 安 电炉 研 究 所 设
计 无 锡钢 厂 制 造 安装 调 试 关键 部件 由 国
,
型电 弧炉基 本 技术 参 数
单位
外引进 该 炉热 调试 一 次成 功 这 是我 国 自行
,
水 静 压 力 作 用 下 自动 穿 透 钢 水 流 到 炉 底 的 钢 包 中 为 了避 免 钢 水 带 出 渣 该 电炉 设有 快
,
。
,
体 和 炉 盖 而 水 冷 块 焊 接 质量 要 求 较 高 工 艺
,
。
速 回倾 功 能
,
。
电 炉 用 出钢 水 口 砖 由无 锡 钢 厂
30t电弧炉的二次精炼工艺
30
平均出钢量/ t
36
残留钢水量/ t
1~2
变压器容量/ kVA
12 500
电极直径/ mm
450
出钢最大倾角/ °
12
中心距/ mm
2 005
出钢直径/ mm
130
一次电压/ V
35 000
二次电压/ V
340~120
一次电流/ A
21 000
采用 精 炼 工 艺 后 , 生 产 能 力 由 原 设 计 7. 5 万 t/ a ,提高到 13 万 t/ a 。
李淑清 ,女 ,32 岁 ,讲师 。1990 年毕业于鞍山钢铁学院钢
冶专业 。从事特殊钢工艺技术研究 。
收稿日期 :1999207202
© 1994-2007 China Academic Journal Electronic Publishing House. All rights reserved.
工艺 组别
Ⅰ 工艺 A
Ⅱ
Ⅰ 工艺 B
Ⅱ
C 0. 18~
0. 19 0. 20~
0. 21 0. 17~
0. 19 0. 19~
0. 21
Mn 0. 95~
1. 05 0. 95~
1. 05 0. 85~
0. 95 0. 85~
0. 95
Cr 1. 10~
1. 20 1. 10~
1. 20 1. 00~
二炼钢分厂 1997 年开始精炼工艺试运行 ,轴 承钢夹杂物一次合格率由 93 %提高到 97 % , [ O ] 由 45 ×10 - 6降至 13. 6 ×10 - 6 ,可按 YB9268 标准和 YJ Z284 协议生产高纯度轴承钢 ;齿轮钢淬透性稳 定 ,晶粒度级别 7~8 级 ;铁路车轴钢采用 EBT + LF + VD 工艺 ,钢中 [ O ] < 25 ×10 - 6 ,各类夹杂物 ≤2. 0 级 ,占 95 % ,晶粒度 > 6. 5 级 ,复验合格率 100 %。
电炉参数

二、 0.5吨/250KW(铝壳)中频感应熔炼炉主要技术参数: 项目参数电炉参数额定容量 0.50t最大容量 0.55t炉衬厚度 50mm感应圈内经φ 56mm感应圈高度 700mm最高工作温度 1750℃熔铜工作温度 1600℃电耗≤700kW.h/t熔化率 0.42t/h电器参数中频电源额定功率 250KW变压器容量 300KV A整流相数 6脉变压器一次电压 10KV变压器二次电压(额定输入电压) 3N-380V额定输入电流 420直流电压 510V直流电流 490A中频电源最高输出电压 750V额定工作频率 1000Hz额定工作电压 1400V冷却水系统冷却水流量 30t/h供水压力 0.2~0.35MPa进水温度 5~35℃出水温度 <55℃三、0.5.0吨/250KW中频熔炼炉(铝壳)配置表:序号设备名称规格型号数量备注1 中频电源柜 KGPS-250KW/1KHz 1套含低压开关、电抗器2 补偿电热电容器 250KW/1KHz 1套电容器/水冷铜排组3 铝壳炉体 GWJ-0.5-250/1000 2台支撑架/感应圈/ 等4 坩埚模 0.5t专用 2只钢质5 水冷电缆电容到炉体之间 2套6 连接铜排电源到电容之间 1套7 倾炉系统 431减速机 2个8 倾炉操作盒 1个0.5吨/250KW中频熔炼炉(铝壳)配置表:序号设备名称规格型号数量单价总价1 中频电源柜 KGPS-250KW/1KHz 1套 4.0 4.02 补偿电热电容器 250KW/1KHz 1套 1.5 1.53 铝壳炉体 GWJ-0.5-250/1000 2台 1.5 2.54 坩埚模 0.5t专用 2只 0.05 0.15 水冷电缆电容到炉体之间 1套 0.3 0.36 连接铜排电源到电容之间 1套 0.3 0.37 倾炉系统 431减速机 2个 0.35 0.78 倾炉操作盒 1个 0.1 0.1价格合计:9.0万含税二、成套设备主要技术参数:三、 1.0吨/600KW中频熔炼炉(钢壳)成套设备标准配置表:二、成套设备主要技术参数:、成套设备主要技术参数:吨中频熔化电炉,主要用于黑色金属的冶炼,例:钢材,球铁,灰铁等1.快速熔炼炉,高功率配置2000KW/500HZ,进线电压66V,输出电压1300V。
高功率超高功率电弧炉炼钢技术
另外,电熔氧化铝也是很好的坩埚材料,氧化铝为中性的耐火材料, 其耐火度和抗热冲击性能都较好。使用电熔镁砂与电熔氧化铝配合制 作的大吨位感应电炉的坩埚的使用寿命较长。
4.3感应电炉炼钢设备及工艺简介
4.3.1 炼钢用感应电炉的主要技术性能 通常用于炼钢的感应电炉为无芯感应电炉。
电流频率根据电炉容量选用高频感应电炉、 中频感应电炉与工频感应电炉。 4.3.1.1 高频感应电炉 高频感应电炉使用的电流频率一般在200~ 300kHz,电炉容量一般在10~60kg。这类 电炉常用于科学实验的少量合金熔炼。
4.3.2.2 坩埚的烧结
烧结坩埚一般采用供电烘烤法。用钢板或 铸钢板制作模样在烘烤时,由于感应发热 可起到烘烤和烧结坩埚的作用。为此,在 钢模样上可钻些φ3㎜的小孔,以增强模样 的发热能力,加快烘干和烧结的速度。第 一次开炉时,最好连续多熔化几炉,以便 使坩埚充分烧结。每次开炉熔化后,应将 炉盖盖好,以防坩埚急剧受冷而产生裂纹。
4.2.4 无渣出钢技术
电弧炉实现超高功率化后,如果还原期继续仍在电弧炉中 进行,会造成变压器功率的浪费。若将还原期转移到精炼 炉中进行,氧化渣就不能进入精炼炉。因此,采用无渣出 钢技术非常必要。目前,常使用的无渣出钢技术为偏心炉 底出钢(EBT),从而导致留钢留渣操作。
无渣出钢避免了电弧炉内的氧化性炉渣随着钢水进入钢包 内,为下一步进行炉外精炼进行脱硫、脱氧及合金化创造 非氧化性条件,从而提高精炼炉内的脱硫、脱氧效果,提 高合金收得率,利于钢中化学成分的稳定;无渣出钢杜绝 了炉内氧化性炉渣进入钢包内,从而避免了氧化渣对钢包 衬的侵蚀,提高了包衬的寿命;无渣出钢杜绝了炉内氧化 性炉渣进入钢包内减少了精炼时加入的造渣量,从而有利 于钢包吹氩或搅拌强度的提高。无渣出钢为冶炼超低磷钢 提供了有利条件,并利于熔化时热量的传递和熔池的快速 形成。
电弧炉设计
电弧炉设计1.炉型设计新设计的电炉应具有如下特点:具有较高的生产率,电能、耐火材料和电极消耗低,满足多种钢种冶炼时冶金反应的要求。
一个新的电炉炼钢车间设计,首先应根据车间的生产规模和钢种要求合理的确定炉子容量和座数,然后进行电炉设计,包括以下内容:确定电弧炉的形状和尺寸,并选择变压器的变量和确定合理的电力参数。
设计步骤:①求出炉内钢液和熔渣的体积。
②计算熔池的深度和直径;③确定熔炼室空间的高度和直径; ④确定炉顶的拱高和炉盖的厚度; ⑤确定炉衬尺寸和炉壳直径;⑥确定变压器的功率与电压的级数和大小; ⑦求出电极直径; ⑧确定电极心圆直径。
1.1熔池的形状和尺寸电弧炉的大小以其额定容量(公称容量)来表示,所谓额定容量是指新设计的电炉熔池所能容纳的钢水量。
熔池:容纳钢液和熔渣的那部分容积。
熔池的容积应能足够容纳适宜熔炼的钢液和熔渣,并留有余地。
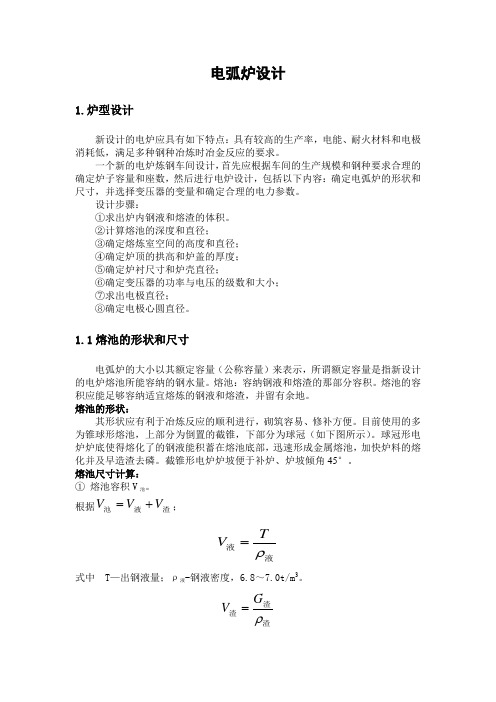
熔池的形状:其形状应有利于冶炼反应的顺利进行,砌筑容易、修补方便。
目前使用的多为锥球形熔池,上部分为倒置的截锥,下部分为球冠(如下图所示)。
球冠形电炉炉底使得熔化了的钢液能积蓄在熔池底部,迅速形成金属熔池,加快炉料的熔化并及早造渣去磷。
截锥形电炉炉坡便于补炉、炉坡倾角45°。
熔池尺寸计算: ① 熔池容积V 池。
根据渣液池V V V +=;液液ρTV =式中 T —出钢液量;ρ液-钢液密度,6.8~7.0t/m 3。
渣渣渣ρG V =式中 G 渣-按氧化期最大渣量计算,钢液量的7%(碱性); ρ渣—3~4t/m 3② 熔池直径D 和深度H 。
当选定炉坡倾角45°时,一般取D/H=5左右较合适。
由截锥体和球冠体的体积计算公式可知,熔池的计算公式为:)()(池2121222h 4d 3h 6d d h 12+⨯+++=ππD D V 式中 h 1—球冠部分高度,一般取h 1=H/5;h 2—截锥部分高度,h 2=H-h 1=4/5H ;D —熔池液面直径,通常采取D/H=5,即D=5H ; d —球冠直径,因d=D-2h 2=5H-8/5H=17/5H ,整理得:330968.01.12D H V ==池1.2熔炼室尺寸熔炼室指熔池以上至炉顶拱基的那部分容积,其大小应能一次装入堆积密度中等的全部炉料。
30吨退火炉方案
1.炉门升降到位分别由 3 个接近开关控制(型号:E2E—X14MD1)。其功
能分别为降到位、升到位以及极限限位,另外,在炉门提升主轴上加装 1 个光电 开关(EE—SPX403),当接近开关功能失效时,该光电开关能起到报警以及代替 接近开关功能的作用。炉门升到位后,由 2 个有位置显示的气缸带动安全销锁紧, 以确保安全(气缸型号:QGBⅡ—K80×50—MT4)。
18.复合料车的工位选择以及装出料动作,既可以通过程控器自动完成,也 可以在操作台上手动完成。料车的装出料必须与对应的炉子炉门升降进行联锁。
19.复合料车起动时需设警铃示警,运行过程中应有闪光示警信号。 20.其它联锁和报警参考合同附件中的要求。
四、 温控要求:
1.卡口加热器分别布置在炉顶两侧风道中,用晶闸管调功器控制,温控系
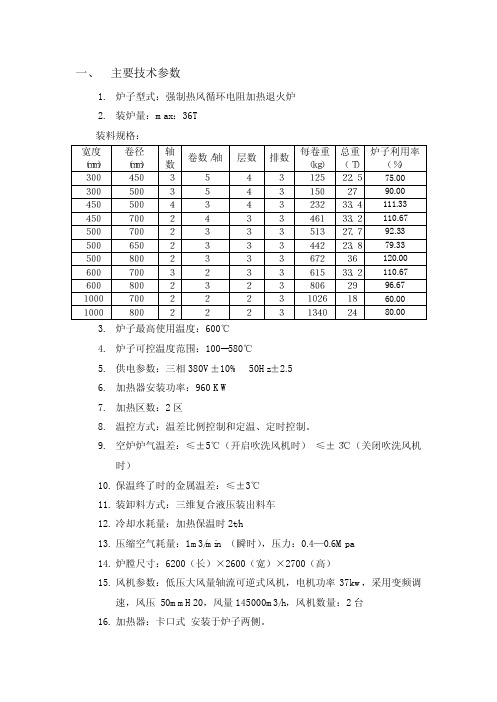
时)
10. 保温终了时的金属温差:≤±3℃
11. 装卸料方式:三维复合液压装出料车
12. 冷却水耗量:加热保温时 2t/h
13. 压缩空气耗量:1m3/min (瞬时),压力:0.4—0.6Mpa
14. 炉膛尺寸:6200(长)×2600(宽)×2700(高)
15. 风机参数:低压大风量轴流可逆式风机,电机功率 37kw,采用变频调
4. PLC 控制系统应能随时显示各阶段的炉温和料温;在控制柜上分别安装 电流表、电压表以及电度表。
5.应设置炉温、料温超温报警,热电偶失效报警以及退火周期结束报警。
五、 电气控制元件型号、位置、功能表
名称 接近开关
电磁换向阀 气动球阀执行机
构 电接点压力表
电接点双 金属温度计
带位置显示气缸
炉子外壳用 Q235-Aδ5mm 钢板并用型钢加强,采用连续气密焊缝保证具有足够 的强度、刚度和气密性。炉子内壁考虑到受热膨胀,在结构上作相应处理。为防 止氧化,保证炉内料卷质量,内壁材料采用 SUS430 δ2mm(太钢产)耐热不 锈钢板分块搭接拼装结构,炉底采用 SUS430δ5mm(太钢产)并用锚固件与外 壁板固定,炉子绝热材料内层采用硅酸铝纤维针刺毯,外层采用岩棉板,两层之 间加 0.2m 铝箔。
电弧炉炉体参数表

1~200t炼钢电弧炉炉体有关参数一览表
球底熔池使用公式: h
V=πh (R — ) V=0.1583R 3
3 h= R —R ×Cos 40° d= 2Rsin 40°
锥台底熔池计算用公式: π
V = h '(d 2 + d '2+d/ d ')
12
= 0.109(d 3—d ′3)
d-d '
h '= × tg40° 2
d '= 3 0.109d 3-v
0.109
D d H ′
h ′
钢液面位置
R
h
d ′
40°H
说明:
1.炉膛容积按一次加料满足最大容量的冷料体积计算,冷料堆比重取1.6t / m 3。
2.炉坡角度取40°,可在45°倾角出净钢水。
3.额定容量、最大容量根据国家标准GB10067.2-88选取。
4.炉膛侧壁耐火衬厚度最小不得小于300mm(水冷炉壁时另行考虑);炉底耐火衬厚一般不得小于
500mm(直流炉时根据具体情况另行考虑)。
高阻抗电弧炉主要技术参数
注:变压器额定功率,以及二次电压可以按照冶金工艺及炉况所不同适当变更。
30T偏心炉底出钢电弧炉的总体设计 答辩
设计人:杨贺超 指导老师:张兴中
摘要
•
•
•
电弧炉炼钢技术发展至今已有近100年的历史,到现在它一成为炼 钢设备中主要的一种炼钢技术。它具有许多其它炼钢方法所不具备 的优点。 通过对偏心炉电弧炉结构和原理的学习,确定本设计的结构方案。 参考相关数据和资料,最终确定合理的结构和性能。 电弧炉设备组成包括:电弧炉主体设备、电极调节装臵、炉体倾动 装臵、炉盖提升装臵和旋转装臵等几部分组成。出钢方式是偏心炉 底出钢,驱动方式全部采用液压驱动方式,炉盖提升装臵采用炉盖 旋开式。对一些重要数据进行了简单的计算。
5、柱塞缸的计算 根据上述书中设计公式可以查的 其中ψ=1.33,则: 查表得:d=180 mm 6、柱塞最大行程的确定 扇形板半径 R=3500 mm 前倾角α=18°,后倾角β=15°, 则: 这里取 l=2050 mm 7、柱塞杆的内外径的确定 由于柱塞杆的直径 d=180 mm较大,一般 可作为空心杆,可取d1=180 mm,d2=120 mm。 8、柱塞杆的稳定性计算 先确定细长比l/R,初取l=3000 mm, 则: l/R=55.6 mm m=85 柔性系数 n=1 , 末端条件系数(两端铰接) >l/R 按照高登· 拉金公式 fc=4900 Mpa a=1/5000 则: 而实际 F=480 KN<<PR 故柱塞杆不会失稳。
第3章 电弧炼钢炉炉体传动系统
一、倾动系统 为了出钢出渣,炉体设臵倾动系 统 特点 重载低速 电弧炉炉体和钢水重量之和可达几 百吨,有相当大的氢动力才能使炉 体倾动 为了保证盛有高温炉液的炉体在各 种操作平稳、准确定位,必须采用 低的倾动速度 炉体倾动角度小 为了尽量缩短水冷电缆的长度和不 降低电极的使用寿命,炉子倾动角 度在满足工艺的条件下应尽量小, 炉体向出钢侧倾动角度为1—18度, 出渣侧倾动角度为1—15度
30T电弧炉技术说明书

30T电弧炉技术说明书30T电弧炉技术说明书30T电弧炉技术说明书1、产品简介:本产品为炉盖旋转、顶装料、偏心底出钢式,电极升降采用比例阀自动调节,PLC控制等。
2、用途:该产品用于普通结构钢、优质钢和高级合金结构钢。
3、产品使用条件:3.1 环境温度+5~+40℃。
3.2 海拔不超过1000m。
3.3 使用地区最湿月每日最大相对湿度的月平均值≤90%。
3.4 周围没有导电尘埃、爆炸性气体及能严重破坏金属和绝缘的腐蚀性气体。
4、产品主要技术参数:额定容量30t最大出钢量40t(留钢5t)炉壳内径φ4300mm出钢/出渣倾角(最大)20°/12°石墨电极直径φ400mm石墨电极分布圆φ1100mm电极最大行程3100mm电极升/降速度6/4.5m/min炉盖提升高度400mm炉盖旋转角度~66°液压系统:工作压力12Mpa工作介质水-乙二醇压缩空气系统:工作压力>0.4Mpa耗量5m3/h变压器:额定容量16 MVA一次电压35KV二次电压430~342.5~220V 13级二次电流26917A调压方式有载电动调压二次端子出线方式内封△侧出线冷却方式油水冷却器短网:阻抗值≤0.65+j2.7mΩ三相不平衡系数≤5%冷却水系统:进水压力0.5Mpa(闭环)0.35Mpa(开环)进水温度≤35℃出水温度≤55℃耗量~480m3/h水质应符合GB10067.1~4-88《电热设备基本技术条件》国家标准中的第5.1.3.3内容要求,既:PH值6~8悬浮性固体<10mg/L氯离子平均<60 mg/L可解性固体<100mg/L电导率<10□ s/cm总硬度<10度(每度水为10mgCaO每升水)5、成套范围:(单台)炉体1套倾炉装置1套水冷炉盖1套炉盖提升机构1套炉盖旋转机构1套电极升降机构1套气动装置1套水冷装置1套短网系统1套液压装置1套电炉变压器1台低压电控及PLC系统1套高压开关柜1套以下材料由用户自备a) 石墨电极及接头b) 耐火材料c) 液压介质6.设备概述:6.1电炉操作方式:左、右操作各一台6.2倾炉机构:倾炉机构由轨道、倾炉油缸、摇架平台、水平支撑机构和支座等组成。
30tEBT电弧炉_LF精炼炉生产铁路铸钢件的工艺研究_贾长江
·32·
2013 年第 2 期
贾长江,宋德晶,孙宝金,隋 臣:30 t EBT 电弧炉-LF 精炼炉生产铁路铸钢件的工艺研究
铸造设备与工艺
的成分和温度达到出钢工艺要求。 采用留钢留渣操作,留钢量 10%~15%。生铁配
碳,熔清碳 0.50%以上,三次装料法,石灰随废钢加 入料罐。留钢留渣操作在通电后即可吹氧,利用熔 化前期温度不高对去磷的有利条件,调整好炉渣的 碱度、氧化性、流动性和渣量,去除钢中 50% ̄70% 的磷。熔化后期及时推料,以加速熔化,去磷操作应 在熔化期完成,保证炉渣的碱度和氧化性,及时补 加石灰和吹氧操作。及时放掉高磷炉渣,以免后期 发生返磷。最后一次加料前根据前期流渣情况部分 放渣,一般为渣量的 10%~30%。全熔后取熔清样, 如磷高则进行换渣操作,低功率供电。在磷能达到 要求的情况下,熔氧后期以吹氧升温为主,保证熔 池均匀而活跃的沸腾,促进气体和夹杂物的去除。 根据不同的吹氧目的采用不同的吹氧操作,化渣操 作在渣面或渣层中吹氧;脱碳操作吹氧管与钢液面 成 20°~30°角,插入钢水深 200 mm 左右,沿水平 方向徐徐移动;脱磷操作在钢渣界面吹氧,增加反 应界面,促进钢渣反应。整个熔化、氧化过程渣量要 达到 3% ̄4%,前期渣量偏大,后期偏小,碱度达到 2 ̄3.在熔氧后期操作中应做到:在氧化顺序上,先磷 后碳;在温度控制上,先慢后快;在造渣上,先大渣 量去磷,后薄渣脱碳。 2.2 EBT 电弧炉出钢 2.2.1 成分要求
表 4 精炼渣(变渣后)的主要化学成分(质量分数,%) 成分 CaO SiO2 Al2O3 MgO MnO FeO R(CaO /SiO2) 含量 47~53 15~19 20~25 2.5~5.0 0.3~1.3 0.3~1.0 2.5~3.5
内蒙华业特钢有限公司2x30T电炉
内蒙华业特钢有限公司2x30T电炉(风量为2x55万),3x40TAOD炉+40TLF炉(总风量100万)除尘方案2008-7-15 19:13:20 作者:全立明来源:艾普网目录一、概述<2>二、设计依据<2>三、设计范围<4>四、设计原则<5>五、设计技术指标<5>六、除尘工艺<6>七、电气及自动化仪表控制<13>八、土建及给排水<14>九、价格表<15>十、工艺图<15>一、概述内蒙华业特钢股份有限公司位于包头市昆区,公司内新建一个炼钢厂,内设20吨氧气顶吹转炉一座、30吨炼钢电炉两座(同时运行生产)、40吨AOD精炼炉三座(两用一备)、40吨LF炉一座,还配有连铸机一台。
钢厂在炼钢或精炼过程中会产生大量高温烟尘。
为了满足环保和工业卫生的要求,钢厂在建设主体设备的同时,特建设完整的排烟除尘系统。
该系统建设运行后,烟尘排放浓度≤50mg/Nm3,车间内岗位粉尘≤10mg/Nm3,完全达到和低于国家排放标准和安全卫生标准。
二、设计依据1.《工业炉窑大气污染物排放标准》GB9708-1996;2.《大气污染物综合排放标准》GB12348-90;3.《环境空气质量标准》GB3095-79;4.《工业企业设计卫生标准》TJ-79;5.《钢铁工业废气粉尘排放标准》GB9708-1996;6.内蒙华业特钢提供的工艺参数和车间有关工条件;(1)、2x30吨电炉工艺参数及相关条件(见表1)表1:序号项目单位数量备注1公称容量t302炉壳直径Ф46003变压器容量MV A220004电极直径mmФ4505电极最大行程mm31006平均出钢量t/炉407最大出钢量t/炉458最大脱碳速度%/min9吹氧压力MPa8~1010吹氧量Nm3/吨钢4011吹氧时间min/炉4012炉体前后倾角度+12、-2213电极分布圆直径mmФ110014冶炼时间min/炉100~12015加料次数次/炉316年作业天数天300电炉布置形式纵向18天车轨面标高+21 m19操作平台标高+6 m(2)、3x40吨AOD炉工艺参数及相关条件(见表2)表2:序号项目单位数量备注1AOD炉公称容积t402最大出钢量t40~453吹气时间min/炉55~604平均冶炼周期min/炉55~705最大降碳速度%/min0.16倾炉角度出钢/出渣min/炉60º/30º7天车轨面标高m+218AOD炉顶面标高m+10~+119操作平台标高m+6(用户提供)10炉气量标m3/h6000~800011炉气温度℃940~1280三、设计范围1.除尘工艺:(1)、平台上的固定导流罩、移动导流罩和半封闭罩;(2)、屋顶烟尘捕集罩;(3)、除尘器本体(含保温)及出灰装置;(4)、除尘管道,支架,切换阀门和排放烟囱;(5)、除尘风机,电机,进口调节阀,执行机构,进、出口膨胀节,一次仪表等由华业特钢负责。
30t EBT电弧炉-LF精炼炉生产铁路铸钢件的工艺研究
3 2・
2 0 1 3 年第 2 期
贾长江, 宋德晶, 孙宝金, 隋 臣: 3 0 t E B T 电弧炉一 L F 精炼炉生产铁 路铸钢 件的工 艺研究
一
冶炼和精炼装备 。经过半年的试验和改进 , 生产流
程 日趋稳定 , 产 品质量稳步提高。主要生产铁路低 合金铸钢件 , 如摇枕、 侧架等 , 钢种为 D B钢( 低温 B
级钢 ) 、 B级 钢 ( Z G 2 5 Mn N i ) 、B +级 钢 ( Z G 2 5 Mn —
我 国至今 已为国际矿石出 口商澳大利亚力拓公 司、 B H P 公司 、 F M G公司和巴西淡水河谷公司生产了近 1 0 0 0 0辆矿石车。 最大的矿石车编组为 2 4 0 辆/ 列, 总牵引重量为 3 . 8 4 万t , 为大秦线总牵引重量的 1 . 7 倍, 其运用转向架 已经达到了 3 5 t 轴重 、 3 7 t 轴重和 4 0 t 轴重 , 可见其运行工况非常恶劣。 重载 、 快 捷 货 车 的关 键 、 核 心 部 件 大 多 为 铸 钢 产品( 如摇枕 、 侧架 、 车钩等 ) 。随着铁路货车提速重 载技术的深入发展 , 对铁路铸钢产品的质量 、 性能 提出了更高的要求 。 如摇枕 、 侧架、 车钩技术条件对 钢 中[ O ] 含量和夹杂物进行了严格规定 。 通过精炼技 术提高铸钢件质量是铁路铸钢件生产发展 的必然 趋势 , 偏 心底 出钢 电弧 炉 的 留钢 留 渣操 作 , 可 实 现 无渣 出钢 , 钢流短且呈直线状 , 为精炼炉提供优质 钢液 。L F 炉精炼具有精确控制钢水成分和浇注温 度, 降低钢 中【 O ] 、 【 N ] 、 【 P ] 、 【 s 】 含量 , 降低钢 中夹杂物 含量和改变夹杂物形态等功能 ,而且设备简单 , 投 资费用低 , 操作灵活被广泛应用。 国 内一家 公 司 于 2 0 1 2年 7月投 产 3 0 t 偏 心 底 出钢电弧炉 一 3 0 t L F钢包精炼炉 ,此套装备是 目前 世界上用于铁路铸钢件生产的吨位最 大的现代化
超高功率电弧炉变压器容量及技术参数的确定
抽头
电抗器容量
1#
2#
3#
4#
5#
8 300kVar 8 300 7 000 5 500 4 000
0
该电抗器为一外附电抗器 ,串联在变压器一 次侧 ,为无载调节 ,具有连续过载 20 %的能力 ,应 装有隔离开关与接地开关 。
对于本例 ,增加电抗后电弧功率不变 ,阻抗提 高 ,电压上升 、电流下降 ,使得电耗降低 、电极消耗 降低 , 电 流 波 动 减 小 了 45 % , 可 降 低 电 压 闪 烁 20 %以上 ,降低对电网的要求 ,减少无功动态补偿 的容量 。 3. 2 变压器主要参数
Abstract Besides capacity of electric arc furnace , the production conditions such as charging , melting steel grade , steelmaking process and production flow sheet influence the determination of rating capacity of transformer for electric arc furnace . It has been obtained by analysis that for ultra2high power (UHP) electric arc furnace using scrap charging the rela2 tion formula between rating capacity of transformer Pn and parameters2 electric power consumption W , transformer power uti2 lization ratio C2 , total power on time ton and steel tapping tonnage W is Pn = (W·G·60) Π( ton ·cosφ·C2 ) , and the setting method of transformer’s secondary voltage is given. Combined with high2impedance techniques , the methods to determine the reactance capacity and transformer technical parameters of UHP electric arc furnace and the idea to determine the section of graphite electrode are presented in this paper.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
概述1.技术方案的依据而编制的。
方案是按照三位一体短工艺流程生产线的基本要求和行业常规条件;并参照国家有关标准进行设计的。
2.设备特性2.1特点及用途30t高功率炼钢电弧炉采用管式水冷炉壁、管式水冷炉盖、偏心底出钢、采用铜-钢复合导电横臂、集束式大截面水冷电缆、变压器侧出线、水冷铜管短网、电极升降自动调节控制系统等。
炉体结构形式上采用连体式、可分离式炉壳、管式水冷炉壁、管式水冷炉盖、偏心底出钢。
还可根据需要在炉体上配备三支纯氧助熔烧嘴,炉门也可配炭氧枪以缩短冶炼时间,降低电耗成本。
采用泡末渣埋弧操作工艺,水泼渣技术。
本设备用于冶炼各种普碳钢、优质碳结钢、低合金钢、合金钢等,并为LF精炼炉设备提供初炼钢水。
2.2炉子年产量最大出钢量45吨每炉平均出钢量40吨(留钢~6吨)炉子冶炼周期时间≤120分每天冶炼炉数>13炉年作业时间310天单炉年产钢量≥16万吨2.3工艺流程炼钢工艺流程如图所示:附件一主要技术参数及设备说明一、30t高功率电弧炉主要技术参数序号名称单位数值附注1.1电炉容量公称容量t 30平均出钢量t 40 每炉留钢5-7t1.2平均冶炼周期min ≤1101.3单炉年产钢量万吨≥161.4年作业率% 85 310天1.5日冶炼炉数炉>131.6摇架导轨中心距mm 5100 高架式1.7出渣方式水泼渣操作1.8炉体装置炉壳内径mm Ø4600熔池直径mm Ø3700熔池深mm 830 含渣层厚100-150mm 熔池容积m3 7.65炉底耐材厚mm 650钢液容积m3 5.7钢液质量t 38(新炉衬)比重7t/m3炉内总容积m3 31.75炉壳总高度mm 3500水冷炉壁面积m2 20.5 管式炉门尺寸(宽×高)mm 1000×760EBT出钢口直径 mm Ø130EBT出钢启动方式液压及手动水冷炉壁型式水冷密排管式炉壳更换方式可分体吊装上炉壳尺寸、重量下炉壳尺寸、重量、含耐材总重1.9 炉盖炉盖提升高度mm 400电极心圆直径mm 1150±10炉盖提升时间s <60炉盖旋开角度(°)-75旋开速度(°)/s ≤1.5传动控制方式PLC-液压炉盖水冷面积m2 17 水冷密排管式1.10 短网电参数相电抗绝对值mΩ/相 2.46三相电抗不平衡≤ 5%1.11 电炉变压器额定容量KVA 20000 可长期超载20%一次电压KV 35二次电压V 500-380-260二次额定电流 A 30388调压方式有载电动调压进出线方式顶进,侧出,三角形内封口1.12 电极升降装置电极升降行程mm 3100电极直径mm Ø450 国产高功率电极上升最大速度m/min 6下降最大速度m/min 4控制方式PLC-电液比例阀电极调节器响应时间s ≤0.31.13 炉体倾动装置出钢最大倾角(°)20 正常出钢12°-15°出渣最大倾角(°)15出钢(出渣)倾炉速度(°)/s 1 出钢快速回倾速度≥3 控制方式PLC-比例阀1.14 冷却水装置进水压力MPa 0.25-0.3(表压)带显示进水温度℃<35 带显示出水温度℃<55 有报警冷却水耗量m3/h炉盖160 工业水炉壁200 工业水变压器50 工业水其它m3/h 110 工业水合计520水质要求PH 7-8.5总硬度dH 10 以现有水质为准悬浮物mg/l ≤45 以现有水质为准导电率µs/min ≤500 以现有水质为准1.15 液压系统工作压力MPa 10-12泵流量l/min 117×3工作介质水一乙二醇(甲方自备)柱塞恒压变量泵型号ATV55DR额定压力/最大压力bar 350/400排量Ml/r 117配用电机Y225M-6 30kW数量台 3生产厂美国派克电液比例阀型号4WRGE16E200额定压力bar 315流量L/min 200数量台 3型号4WR225E325额定压力bar 315流量L/min 325数量台炉体倾动一个生产厂美国派克高压罐(皮囊储能器组)数量 1 组8个容积m3 0.8 (事故状态可将电极提起)集液箱容积m3 4.5材质不锈钢1.16 压缩空气系统耗量Nm3/h 4 不含炭枪用气压力MPa ≥0.41.17 耐火材料重量t -601.18 炉体吊装重量t -801.19 金属结构重量t -190 不含液压及电气设备重量二、机械设备说明30t高功率电弧炉为炉盖旋开顶装料式(操作形式:左操作),其机械部分由倾动装置、炉体装配、水冷炉盖、炉盖提升及旋转装置、电极升降装置、大电流线路、冷却水系统、液压系统、气动系统等组成。
另外,可配备炉门炭氧枪一套(另购),炉体上可装助熔烧嘴三支(另购)。
主要特点如下:2.1炉体炉子总体结构采用ABB型连体式结构,可分离式炉壳、管式水冷炉壁、管式水冷炉盖、偏心底出钢。
炉体是由上炉壳、下炉壳、炉门机构、偏心底出钢机构和管式水冷炉壁组成。
上炉壳是由无缝钢管焊成的框架结构,水冷炉壁安装在框架内,框架还起着水分配器和回水管的作用。
上炉壳可安装纯氧烧嘴,共三支。
位于二个电极的冷区。
安装烧嘴的固定支座位于炉壳外侧,其装卸、调整皆很方便。
下炉壳是由圆筒形炉壳和蝶形炉底焊接而成,并带有偏心底出钢口。
出钢时需在炉中留12%左右的余钢,炉体倾动为12-15度即可完成出钢,炉役后期若炉底有凹坑,炉体最大可倾动20度,将残钢倒尽。
水冷炉壁为水冷密排管式结构,共十块,均布在上炉壳上,进出水均设球阀,出水处设水温检测(可不设),可监测每块水冷块的出水温度,并能对水冷块的冷却强度进行调整。
总进水有压力传感仪表及温度检测,总进水压力及出水温度皆可在计算机上显示。
炉体设计须充分考虑用户的废钢状况予以修正,炉内总容积为38.1m3,全部废钢冶炼时,装料次数为三次(采用废钢+25%铁水冶炼时,装料次数为两次),以创造有利条件,保证炉子快节奏冶炼。
上炉壳和下炉壳之间用销轴联接,便于拆卸,炉体上有牢固的吊耳,因此炉壳可整体吊出或吊入。
炉门孔设计已考虑了炉门采用炭氧枪操作的空间,炉门的开启后用水冷液压缸驱动。
偏心底出钢机构,安装在炉体上,出钢口底板的开启为液压缸驱动,安全、可靠,也可用人工手动开启。
上、下炉壳的材质为16Mn,使炉壳总体强度提高。
炉体设计时需满足槽出钢形式和EBT出钢形式2.2水冷炉盖炉盖分为大炉盖和小炉盖。
大炉盖为同心圆管式水冷炉盖,上面有加料孔,小炉盖为耐材炉盖,上有三个电极孔。
大炉盖和小炉盖之,更换小炉盖很方便,大炉盖上有四个耳板,通过销轴和炉盖提升机构连接。
炉盖进水设有蝶阀及压力传感器仪表,出水设水温检测仪表,水的压力及水温皆可在计算机上显示。
2.3炉盖提升和旋转机构炉盖提升和旋转机构有旋转架、炉盖提升液压缸、传动装置、同步轴、炉盖旋转支承装置、旋转锁定装置、支承滚轮以及旋转液压缸等部件组成。
旋转架是用钢板焊成,其上有工作平台,以便操作人员在其上更换电极及进行设备维护。
电极升降立柱的导向轮也安装在旋转架上,旋转架有足够的热态强度和刚度,其下部安装两组滚轮,使旋转架可在倾动平台的弧形轨道上运动。
炉盖提升机构的两个液压缸及传动装置皆安装在旋转架内,同步轴可使炉盖提升运动同步,液压系统中采用液压锁以保证炉盖处于提升行程中的任意位置,炉盖旋转与炉盖提升具有联锁关系。
当旋转架旋回、炉盖回到炉体上后,旋转锁定装置将旋转架和倾动架锁紧。
当炉盖提起时,旋转锁定装置带动锁定销由倾动平台定位孔中拔出,锁紧解除。
这种结构简单可靠,便于维护。
炉盖旋开结构的回转支承由两组轴承组成,以承受炉盖提升及旋转运动所产生的静载及动载,消除由于制造及安装误差在旋转轴上产生的附加弯矩,在旋转液压缸的驱动下,可将炉盖及提升旋转机构平稳地旋开或旋回,其旋开角度,应能保证料筐装料及炉体吊出。
旋转架由钢板焊接,材质为16Mn。
2.4炉子倾动装置炉子倾动装置由倾动摇架(弧形架)及平台、基座、倾动液压缸等部件组成。
倾动摇架及平台由钢板焊成,材质为Q235。
炉体的下炉壳通过销轴与其连接。
倾动液压缸的上端通过关节轴承和摇架上的支座相连,下端亦通过关节轴承与基础上的支座相连,这样可以保证炉子倾炉动作时消除由于安装误差所产生的侧向力。
倾动液压缸是两个活塞式缸,能满足后倾出钢速度及快速、慢速回倾出渣的要求。
倾动液压缸由比例阀控制,因此出钢速度及回倾速度皆可按要求得到最佳的调节。
为了便于运输和制造,倾动平台设计成三大件,安装时将这三大件先用螺栓连接,调整后焊为整体,成为一个倾动平台,平台下部焊由两个箱形结构的倾动摇架,其下表面有止动销,这些止动销在炉子倾动时,准确的插入基座上表面的销孔内,以保证倾动过程无水平滑动和倾动角度的准确。
倾动摇架的倾动半径使炉子重心在倾动过程中始终处于倾动中心的后面,使炉子的回倾更容易。
倾动平台下部设有炉盖旋开时的支承及炉体处于水平位置(如向炉内装料时)的支承。
这些支承点用气缸(或液压缸)驱动。
当炉盖旋开时,旋转支承必须将倾动平台支承住。
即使将倾动液压缸拆除,炉子仍处于水平位置,不会倾翻。
当电炉要进行倾动操作时,水平支承应首先收回。
倾动平台上设有四个炉壳定位销,便于将炉壳固定在倾动平台上。
2.5电极横臂及电极升降装置电极横臂采用铜-钢复合全水冷导电横臂,三根铜钢复合导电横臂均为箱式结构,并进行强制水冷,以保证足够的热态强度及刚度。
电极的加紧装置置于横臂中,为后置式,三相可自由互换,具有良好的工作环境,电极利用蝶簧夹紧,液压缸放松,工作可靠,维护调整极为方便。
每相横臂与立柱间均设置绝缘。
而且电极抱圈的绝缘面进行陶瓷喷涂处理,相间具有良好绝缘保护,热态工作下绝缘十分可靠。
立柱与横臂的联接方式为螺栓联接,横臂可在装配位置进行微量调整,以保证三相电极的正确位置。
中相横臂后段抬高,使整个短网呈空间三角形布置。
电极升降装置包括电极横臂和电极立柱装置两大部分。
电极横臂由三套铜钢复合导电横臂、三套电极夹紧、放松机构及三个电极夹头和三套电极喷淋装置组成。
同时安装在它上面的金属软管以及绝缘件也包括在供货范围内。
电极立柱装置包括电极立柱,立柱导向轮装置和电极升降液压缸,同时还有立柱与横臂联接的全部绝缘件、紧固件、水路用管线及管件等。
设备组成:铜钢复合导电横臂3套导电夹头3套电极抱圈3套电缆接头3套电极喷淋装置3套电极夹紧缸3套蝶形弹簧3套金属软管6套电极升降缸3套高压软管3套电极立柱3套导向轮装置24套行程开关6套主要参数:电极直径Ø450mm 高功率电极电极分布圆Ø1150mm±10mm电极最大行程3100mm电极升降速度6/4m/min 上升/下降2.6大电流线路大电流线路是指变压器二次侧出线铜管以后由补偿器组、穿墙铜管组、铜排、大截面水冷电缆、导电横臂以及石墨电极等。