ABB机器人的程序数据
abb机器人程序结构总结
abb机器人程序结构总结ABB 机器人程序结构ABB机器人程序由以下部分组成:头部:包含程序名称、作者、日期和版本等元数据。
变量声明:声明用于存储数据的变量。
变量类型包括:原始数据类型:布尔、整数、浮点数结构化数据类型:记录、数组、联合常量声明:声明程序中使用的常量值,这些值在运行期间不会改变。
函数/过程:定义可重用的代码块,可通过名称调用。
主程序:程序的入口点,包含机器人执行的操作序列。
它由以下部分组成:任务选择器:选择机器人要执行的特定任务。
循环结构:使用循环语句(如 FOR、WHILE 和 UNTIL)重复执行代码块。
条件语句:使用条件语句(如 IF、THEN、ELSE 和 ENDIF)根据条件执行不同的代码路径。
移动指令:控制机器人的运动,包括线性移动、旋转移动和路径规划。
I/O 操作:与外部设备交换数据,例如传感器、执行器和PLC。
异常处理:用于处理运行时错误和故障。
注释:为程序添加注释以增强可读性和理解。
RAPID 编程语言ABB 机器人程序使用 RAPID 编程语言编写。
RAPID 的特点包括:结构化编程:支持模块化和分层编程风格。
面向对象:允许创建和使用对象和类。
实时能力:支持中断和多任务,适用于机器人控制应用程序。
高级运动控制:提供路径规划、碰撞检测和轨迹生成等运动控制功能。
集成开发环境(IDE):提供代码编辑、调试和仿真工具。
机器人控制系统ABB 机器人由以下组件组成:机器人控制器:运行机器人程序并控制机器人的运动。
示教器:用于编程、配置和操作机器人。
机器人本体:由机械臂、关节、执行器和传感器组成。
I/O 设备:用于与外部设备通信,例如传感器、执行器和 PLC。
程序执行ABB 机器人程序在机器人控制器上执行以下步骤:1. 解释:机器人控制器将 RAPID 程序解释为机器代码。
2. 执行:解释的机器代码执行,控制机器人的运动和操作。
3. 中断:如果发生异常或事件(例如外部中断),程序执行可以中断。
(完整版)ABB机器人的程序编程

ABB[a]-J-6ABB 机器人的程序编程6.1 任务目标➢掌握常用的PAPID 程序指令。
➢掌握基本RAPID程序编写、调试、自动运行和保存模块。
6.2 任务描述◆建立程序模块test12.24,模块test12.24 下建立例行程序main 和Routine1,在main 程序下进行运动指令的基本操作练习。
◆掌握常用的RAPID 指令的使用方法。
◆建立一个可运行的基本RAPID程序,内容包括程序编写、调试、自动运行和保存模块。
6.3 知识储备6.3.1 程序模块与例行程序RAPID 程序中包含了一连串控制机器人的指令,执行这些指令可以实现对机器人的控制操作。
应用程序是使用称为RAPID 编程语言的特定词汇和语法编写而成的。
RAPID 是一种英文编程语言,所包含的指令可以移动机器人、设置输出、读取输入,还能实现决策、重复其他指令、构造程序、与系统操作员交流等功能。
RAPID 程序的基本架构如图所示:RAPID 程序的架构说明:1)RAPID 程序是由程序模块与系统模块组成。
一般地,只通过新建程序模块来构建机器人的程序,而系统模块多用于系统方面的控制。
2)可以根据不同的用途创建多个程序模块,如专门用于主控制的程序模块,用于位置计算的程序模块,用于存放数据的程序模块,这样便于归类管理不同用途的例行程序与数据。
3)每一个程序模块包含了程序数据、例行程序、中断程序和功能四种对象,但不一定在一个模块中都有这四种对象,程序模块之间的数据、例行程序、中断程序和功能是可以互相调用的。
4)在RAPID 程序中,只有一个主程序main,并且存在于任意一个程序模块中,并且是作为整个RAPID 程序执行的起点。
操作步骤:6.3.2 在示教器上进行指令编程的基本操作ABB 机器人的RAPID 编程提供了丰富的指令来完成各种简单与复杂的应用。
下面就从最常用的指令开始学习RAPID 编程,领略RAPID 丰富的指令集提供的编程便利性。
abb工业机器人离线程序的导出方法

abb工业机器人离线程序的导出方法
ABB工业机器人离线程序的导出方法如下:
1. 首先,在RobotStudio中打开需要导出的离线程序。
2. 在菜单栏中选择“文件” -> “另存为”。
3. 在弹出的窗口中选择要保存的文件路径和文件名。
4. 在文件格式中选择“RAPID 文件(机器人程序数据)”。
5. 点击“保存”按钮,将离线程序导出为RAPID文件。
6. 导出的RAPID文件可以在其他RobotStudio项目中打开,或者通过RobotStudio的在线功能上传到实际的机器人控制器中。
请注意,以上步骤可能会因RobotStudio版本的不同而有所差异。
如有问题,建议咨询ABB官方技术人员或在ABB的官网论坛上查询。
ABB机器人编程程序解析

ABB机器人编程1程序解析:1、此程序是典型的ABB机器人官方编程思路与方法,分为主程序,初始化例行程序和轨迹程序。
2、思路清晰,结构编排明确,方便使用者阅读。
%%%VERSION:1LANGUAGE:ENGLISH%%%MODULE MainModulePERS tooldata tGripper:=[TRUE,[[0,0,100],[1,0,0,0]],[25,[0,0,10],[1,0,0,0],0,0,0]];PERS wobjdata WobBox:=[FALSE,TRUE,"",[[1,1,1],[0,0,0,0]],[[0,0,0],[1,0,0,0]]];CONST robtarget pPointA:=[[1,1,1],[1,1,1,1],[-1,0,0,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]]; CONST robtarget pPointB:=[[1,1,1],[1,1,1,1],[-1,0,0,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]]; CONST robtarget PHome:=[[1,1,1],[1,1,1,1],[-1,0,0,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];PERS loaddata load_Empty:=[1,[0,0,0],[1,0,0,0],0,0,0];PERS loaddata load_Box:=[20,[0,0,0],[1,0,0,0],0,0,0]; 以上是固定的数据存放位置。
PROC main() 主程序,是一个程序的开始rInitial;Accset 60,60; 此部分其实可放入到rInitial中去,这样管理起来更方便velset 100,100; 此部分其实可放入到rInitial中去,这样管理起来更方便WHILE TRUE DOrBox; 在此指令后插入0.3秒的等待指令,防止CPU过负荷的情况出现。
4-4 ABB机器人程序数据和系统备份恢复

4.4.4任务实施—三个关键的程序数据的设定
2.工件坐标wobjdata
对机器人进行编程时就是在工件坐标中创建目标和路径。这带 来很多优点: (1)重新定位工作站中的工件时,只需要更改工件坐标的位 置,所有路径将即刻随之更新。 (2)允许操作以外轴或传送导轨移动的工件,因为整个工件 可连同其路径一起移动。
*注意:TCP取点数量的区别: 4点法,不改变tool0的坐标方向 5点法,改变tool0的Z方向 6点法,改变tool0的X和Z方向(在焊接应用最为常用)。
4.4.4任务实施—三个关键的程序数据的设定
1.工具数据tooldata
参考压缩包4.4.1.rspag
为了获得更准确的TCP,在以下例子中使用六点法进行操作: 前三个点的姿态相差尽量大些,这样有利于TCP精度的提高;
机器人运动速度数据
z50
zonedata
机器人运动转弯数据
tool0
tooldata
机器人工作数据TCP
4.4.3知识储备—程序数据的类型与分类
1.程序数据的类型分类
ABB机器人的程序数据共有76个,并且可以根据实际情况进行程序数据的创建,为ABB机器人的程序 设计带来了无限可能性。 在示教器的“程序数据”窗口可查看和创建所需要的程序数据。
4.4.3知识储备—程序数据
程序数据是在程序模块或系统模块中设定的值和定义的一些环境数据。创建的程序数据由同 一个模块或其他模块中的指令进行引用。下面是一条常用的机器人关节运动的指令MoveJ, 调用了四个程序数据。
ABB机器人的程序数据

ABB机器人的程序数据5.1任务目标➢掌握程序数据的建立方法。
➢掌握三个关键程序数据的设定。
➢熟悉机器人工具自动识别功能。
5.2任务描述◆以bool为例,建立程序数据,练习建立num、robtarget程序数据。
◆设定机器人的工具数据tooldata、工件坐标wobjdata、负荷数据loaddata。
◆使用LoadIdentify工具自动识别安装在六轴法兰盘上的工具(tooldata)与载荷(loaddata)的重量,与重心。
5.3知识储备5.3.1程序数据程序数据是在程序模块或者系统模块中设定的值与定义的一些环境数据。
创建的程序数据由同一个模块或者其他模块中的指令进行引用。
图中是一条常用的机器人关节运动的指令MoveJ,调用了四个程序数据。
图中所使用的程序数据的说明见表:程序数据数据类型说明p10 robtarget 机器人运动目标位置数据v1000 speeddata 机器人运动速度数据z50 zonedata 机器人运动转弯数据tool0 tooldata 机器人工作数据TCP5.3.2程序数据的类型与分类1.程序数据的类型分类ABB机器人的程序数据共有76个,同时能够根据实际情况进行程序数据的创建,为ABB机器人的程序设计带来了无限可能性。
在示教器的“程序数据”窗口可查看与创建所需要的程序数据。
2.程序数据的存储类型(1)变量VAR变量型数据在程序执行的过程中与停止时,会保持当前的值。
但假如程序指针被移到主程序后,数值会丢失。
举例说明:VAR num length:=0;名称之length的数字数据VAR string name:=”John”;名称之name的字符数据VAR bool finish:=FALSE;名称之finish的布尔量数据在程序编辑窗口中的显示如图:在机器人执行的RAPID程序中也能够对变量存储类型程序数据进行赋值的操作,如图:*注意:VAR表示存储类型为变量num表示程序数据类型*提示:在定义数据时,能够定义变量数据的初始值。
ABB机器人的程序数据

ABB的程序数据ABB程序数据文档1.介绍1.1 背景:介绍ABB以及其在工业领域的应用1.2 目的:说明本文档的目标和用途1.3 范围:准确定义本文档所涵盖的程序数据范围2.程序概览2.1 程序名称:给出程序的名称和描述2.2 程序版本:记录程序的版本号和更新历史2.3 程序结构:说明程序的主要功能和模块结构3.程序输入与输出3.1 输入数据:程序的输入要求和格式3.2 输出数据:说明程序的输出结果和格式3.3 数据流程:描述程序运行期间数据的流动和处理方式4.程序逻辑和算法4.1 主要算法:详细描述程序的主要算法和逻辑流程4.2 细节算法:介绍程序中涉及的关键算法和处理细节4.3 条件与循环:说明程序中使用的条件和循环结构5.设备和接口5.1 硬件要求:列出与程序运行相关的硬件设备和配置要求5.2 软件要求:说明程序运行所需的相关软件和版本要求5.3 接口定义:定义程序与其他设备或软件的接口及通信方式6.错误处理和异常情况6.1 常见错误:程序常见的错误和异常情况6.2 处理方法:说明程序对错误和异常情况的处理方法和策略6.3 日志记录:描述程序的错误日志记录和报警操作7.安全和法规要求7.1 安全要求:说明程序开发和运行过程中的安全要求7.2 法规要求:与程序相关的法律法规及合规要求7.3 数据保护:描述程序对数据保护和隐私的措施8.附件在本文档中提及的附件:- 附件1:程序源代码- 附件2:程序测试报告9.法律名词及注释9.1 法律名词:列出本文中涉及到的法律名词及其解释9.2 注释:对本文中使用的专业术语和缩写进行解释和注释。
ABB机器人_MB50程序注释

!主程序PROC main()VelSet 100, 1000; !机器人运行速度设置AccSet 100,100; !机器人加速度设置CheckWorldZone; !检查机器人Home位InitSystem; !初始化信号和机器人Home位WHILE TRUE DOSetDo do47_Process1Fault,0; !复位程序号错误信号TipDatechange; !电极帽数据更新程序WaitUntil gi_Style>0; !判断是否有程序号ProcessStyle; !程序号反馈及运行模式选择IF gi_Style>0 THENWaitUntil di10_Initiate_Style=1; !等待程序号校对ok为真TEST gi_Style !判断程序号CASE 10: !车型C01,程序号10TPErase; !清屏TPWrite CDate();TPWrite CTime();TPWrite "**************************";TPWrite "******** CarType_1 *******";TPWrite "**************************";Style10; !C01焊接程序CASE 11:TPErase;TPWrite CDate();TPWrite CTime();TPWrite "**************************";TPWrite "******** CarType_2 *******";TPWrite "**************************";!Style11;CASE 20:TPErase;TPWrite CDate();TPWrite CTime();TPWrite "**************************";TPWrite "******** CarType_3 *******";TPWrite "**************************";!Style20;CASE 24: !更换电极帽,程序号24TPErase;TPWrite CDate();TPWrite CTime();TPWrite "**************************";TPWrite "******** Change Tip *******";TPWrite "**************************";CASE 29: !电极帽修磨,程序号29TPErase;TPWrite CDate();TPWrite CTime();TPWrite "**************************";TPWrite "******** TipDress; *******";TPWrite "**************************";CASE 31:TPErase;TPWrite CDate();TPWrite CTime();TPWrite "**************************";TPWrite "******** Maitain *******";TPWrite "**************************";!STYLE31;DEFAULT:SetDO do47_Process1Fault,1; !置位程序号错误信号UiMsgBox\Header:="ProgramNumberOutOfRange!","ProgramNumberInCorrect"\MsgLine2:="IRC5ReceivedNumber:"+ValToStr(n_gi_Style)\MsgLine3:="PleaseSelectOKForRetry"\Buttons:=btnOK\Icon:=iconWarning\result:=nPressedKey;SetDo do47_Process1Fault,0; !复位程序号错误信号ENDTESTInitSignal; !初始化信号ENDIFENDWHILEENDPROC!C01焊接程序PROC Style10()RST_WTR1; !打开水WaitDI DI_Entry_ok4, 1; !等待进入允许4TPWrite "Leaving Home";ClkReset CycleTimer; !复位计时器ClkStart CycleTimer; !启动计时器计时Pick_check_Part; !料框/定位台抓料程序Gluing; !涂胶程序WaitDI DI_Entry_ok1, 1; !等待进入允许1RESet DO_jig_noninterference1; !复位夹具不干涉1信号(进夹具干涉区1)EnterZone 1; !进入机器人干涉区1Put_Grpper1; !换枪盘放置抓手程序ExitZone 1; !退出机器人干涉区1PulseDO\PLength:=2,DO_job_complete1; !输出工作完成(2S脉冲)1信号Pick_Gun1; !换枪盘抓枪程序Gun1TipJobREQ; !判断电极帽是否有更换/修磨(PLC_HMI)请求WaitDI DI_Entry_ok2,1; !等待进入允许2C01_mb50; !焊接程序Set DO_jig_noninterference1; !置位夹具不干涉1信号(出夹具干涉区1)Gun1TipJob; !判断电极帽是否需要更换/修磨PulseDO\PLength:=2,DO_job_complete2; !输出工作完成(2S脉冲)2信号Put_Gun1; !换枪盘放枪程序WaitDI DI_Entry_ok3,1; !等待进入允许3RESet DO_jig_noninterference1; !复位夹具不干涉1信号(进夹具干涉区1)EnterZone 1; !进入机器人干涉区1Pick_Grpper1; !换枪盘抓抓手程序ExitZone 1; !退出机器人干涉区1PulseDO\PLength:=2,DO_job_complete3; !输出工作完成(2S脉冲)3信号WaitTime 0.3; !等待0.3sMoveToHome; !机器人回Home位Set DO_jig_noninterference1; !置位夹具不干涉1信号(出夹具干涉区)ClkStop CycleTimer; !停止计时器计时Cycletime:=ClkRead(CycleTimer); !读取计时器时间WriteTP; !显示程序运行信息ENDPROC!料框/定位台抓料程序PROC Pick_check_Part()MoveJ PartP10, v1000, z50, Grpper1;MoveJ PartP20, v1000, z100, Grpper1;MoveJ PartP30, v1000, z100, Grpper1;MoveJ PartP40, v1000, z50, Grpper1;IF di09_Tryout_Mode_Req=1 THEN!空运行模式不去料框抓料GOTO PICK_DRYTRUN; !跳转至标签PICK_DRYTRUN ENDIFSearchpart; !料框抓料程序PICK_DRYTRUN: !标签PICK_DRYTRUNMoveJ PartP50, v1000, z50, Grpper1;MoveJ PartP60, v1000, z80, Grpper1;MoveJ PPart110, v1000, z50, Grpper1;MoveJ Zp10, v1000, z50, Grpper1;MoveJ Zp40, v1000, z50, Grpper1;MoveJ Zp20, v1000, z50, Grpper1;MoveL Zp70, v200, fine, Grpper1;GrpperOpen 1, FALSE; !抓手定位稍缩回GrpperOpen 2, TRUE; !抓手夹具打开Reset VacuumOpen; !复位真空吸盘信号WaitTime 1; !等待1sMoveL Zp60, v100, fine, Grpper1;Set VacuumOpen; !置位真空吸盘信号GrpperClose 1, FALSE; !抓手定位稍伸出GrpperClose 2, TRUE; !抓手夹具关闭Check_AIR; !检查气压MoveL Zp80, v500, z10, Grpper1;MoveJ Zp50, v1000, z50, Grpper1;MoveJ Zp30, v1000, z50, Grpper1;MoveJ Zp90, v1000, z50, Grpper1;MoveJ Zp100, v1000, z50, Grpper1;ENDPROC!料框抓料程序PROC Searchpart()AG:!标签AG处MoveL RelTool(Partfast1,0,0,-300), v500, z30, Grpper1\WObj:=wobj0;MoveL RelTool(Partfast1,0,0,-80), v300, fine, Grpper1\WObj:=wobj0;MoveL Partfast1, v100, fine, Grpper1\WObj:=wobj0; !料框第一个顶盖位置FindNo:=0; !顶盖位置计数赋值0WaitTime 0.1; !等待0.1sWHILE (Sensor1 = 0) and(Sensor2 = 0) DO!当顶盖传感器检测无信号,执行循环检测Partpickpoint:=Partfast1;Partpickpoint.trans.x:=Partfast1.trans.x-(((Partfast1.trans.x-Partlast1.trans.x)/9)*FindNo);Partpickpoint.trans.y:=Partfast1.trans.y-(((Partfast1.trans.y-Partlast1.trans.y)/9)*findNo);Partpickpoint.trans.Z:=Partfast1.trans.z-(((Partfast1.trans.z-Partlast1.trans.z)/9)*findNo);Partpickpoint.rot.q1 :=Partfast1.rot.q1-(((Partfast1.rot.q1-Partlast1.rot.q1)/9)*findNo);Partpickpoint.rot.q2 :=Partfast1.rot.q2-(((Partfast1.rot.q2-Partlast1.rot.q2)/9)*findNo);Partpickpoint.rot.q3 :=Partfast1.rot.q3-(((Partfast1.rot.q3-Partlast1.rot.q3)/9)*findNo);Partpickpoint.rot.q4 :=Partfast1.rot.q4-(((Partfast1.rot.q4-Partlast1.rot.q4)/9)*findNo);MoveL Partpickpoint,v100,fine,Grpper1\WObj:=wobj0;FindNo:=FindNo+1; !顶盖位置计数加1IF FindNo>10 THEN!判断顶盖位置计数值是否大于10 MoveL Partfast1, v200, fine, Grpper1\WObj:=wobj0; !抓手移动到料框第一个顶盖位置MoveL RelTool(Partfast1,0,0,-400), v500, z30, Grpper1\WObj:=wobj0;UiMsgBox\Header:="ThePanleBoxhadnopanle","PleaseCheckPanlebox!"\MsgLine2:="PleaseSelectOKForRetry"\Buttons:=btnOK\Icon:= iconWarning\result:=nPressedKey;Set DO_partErr; !置位板件检测故障信号REset DO_partErr; !复位板件检测故障信号FindNo:=0; !顶盖位置计数赋值0GOTO AG; !指针返回程序标签AG处ENDIFENDWHILESet VacuumOpen; !置位真空吸盘信号WaitDI Sensor1, 1; !等待顶盖检测传感器1信号为1 WaitDI Sensor2, 1; !等待顶盖检测传感器2信号为1 WaitDI Air_presssure_switch,1; !等待换枪盘气压检测信号为1 IF FindNo>0 THEN!判断顶盖位置计数值是否大于0 MoveL RelTool(Partpickpoint,0,0,-50), v200, z1, Grpper1\WObj:=wobj0;GrpperClose 2,TRUE; !抓手夹具关闭MoveL Partfast1, v200, z1, Grpper1\WObj:=wobj0;ELSEMoveL RelTool(Partfast1,0,0,-50), v300, fine, Grpper1\WObj:=wobj0;GrpperClose 2,TRUE; !抓手夹具关闭ENDIFMoveL RelTool(Partfast1,0,0,-300),v500,z30,Grpper1\WObj:=wobj0;ENDPROC!涂胶程序PROC Gluing()MoveJ PartP70, v1000, z100, Grpper1;MoveJ PartP90, v1000, z100, Grpper1;MoveJ PartP80, v1000, z100, Grpper1;MoveJ PartP100, v1000, z30, Grpper1;MoveL PartP120, v500, z30, Grpper1;MoveL PartP350, v200, fine, Grpper1;! start piontGlueStart TRUE, TRUE, 25, 1; !涂胶启动MoveL PartP130, v200, z1, Grpper1;MoveL PartP140, v200, z5, Grpper1;MoveL PartP110, v200, z5, Grpper1;GlueStart TRUE, TRUE, 10, 1; !涂胶启动MoveL PartP150, v200, z1, Grpper1;MoveL PartP160, v200, z1, Grpper1;MoveL PartP170, v200, z5, Grpper1;MoveL PartP180, v200, z5, Grpper1;MoveL PartP210, v200, z5, Grpper1;MoveL PartP190, v200, z5, Grpper1;MoveL PartP200, v200, z5, Grpper1;MoveL PartP230, v200, z5, Grpper1;MoveL PartP220, v200, z5, Grpper1;MoveL PartP250, v200, z5, Grpper1;MoveL PartP240, v200, z5, Grpper1;MoveL PartP270, v200, z5, Grpper1;MoveL PartP260, v200, z5, Grpper1;MoveL PartP280, v200, z5, Grpper1;MoveL PartP290, v200, z5, Grpper1;MoveL PartP300, v200, fine, Grpper1;! End pointGlueStart FALSE, FALSE, 0, 0; !涂胶关闭MoveL PartP310, v200, z10, Grpper1;MoveJ PartP320, v500, z50, Grpper1;MoveJ PartP340, v500, z50, Grpper1;MoveJ PartP330, v500, z50, Grpper1;MoveJ PartP360, v500, z50, Grpper1;MoveL PartP370, v200, fine, Grpper1;! start piontGlueStart TRUE, TRUE, 25, 1; !涂胶启动MoveL PartP380, v200, z5, Grpper1;MoveL PartP390, v200, z5, Grpper1;MoveL PartP400, v200, z5, Grpper1;GlueStart TRUE, TRUE, 10, 1; !涂胶启动MoveL PartP410, v200, z5, Grpper1;MoveL PartP450, v200, z5, Grpper1;MoveL PartP430, v200, z5, Grpper1;MoveL PartP420, v200, z5, Grpper1;MoveL PartP470, v200, z5, Grpper1;MoveL PartP460, v200, z5, Grpper1;MoveL PartP440, v200, z5, Grpper1;MoveL PartP480, v200, z5, Grpper1;MoveL PartP490, v200, z5, Grpper1;MoveL PartP700, v200, z5, Grpper1;MoveL PartP500, v200, z5, Grpper1;MoveL PartP530, v200, z5, Grpper1;MoveL PartP520, v200, z5, Grpper1;MoveL PartP510, v200, z5, Grpper1;MoveL PartP550, v200, z5, Grpper1;MoveL PartP540, v200, z5, Grpper1;MoveL PartP560, v200, z1, Grpper1;MoveL PartP570, v200, z1, Grpper1;MoveL PartP580, v200, z5, Grpper1;MoveL PartP590, v200, z5, Grpper1;MoveL PartP610, v200, z5, Grpper1;MoveL PartP600, v200, z5, Grpper1;MoveL PartP620, v200, z1, Grpper1;MoveL PartP630, v200, fine, Grpper1;! End piontGlueStart FALSE, FALSE, 0, 0; !涂胶关闭MoveL PartP640, v200, z10, Grpper1;MoveJ PartP660, v500, z50, Grpper1;MoveJ PartP650, v800, z50, Grpper1;MoveJ PartP670, v800, z100, Grpper1;MoveJ PartP690, v800, z100, Grpper1;MoveJ PartP680, v800, fine, Grpper1;ENDPROCCheck_AIR; !检查气压WaitGI Toolcode, 2; !等待换枪盘工具号为2WaitDI MPSdocked, 1; !等待换枪盘面贴合信号为1MoveJ p50, V2000, z30, Grpper1;MoveJ p40, V2000, z30, Grpper1;MoveJ p10, V2000, z30, Grpper1;GrpperOpen 2,TRUE;; !打开抓手夹具MoveL p20, V2000, z30, Grpper1;MoveL p30, V2000, z30, Grpper1;MoveL p80, V1000, z1, Grpper1;MoveL p70, V100, z1, Grpper1;MoveL p60, V100, fine, Grpper1;Reset VacuumOpen; !复位真空吸盘信号IODisable "mb50lrGR", 5; !停用抓手IO模块Set UnLocking; !松开换枪盘WaitDI un_locked, 1; !等待换枪盘打开到位WaitTime 1; !等待1sMoveL p160, V100, fine, tool0;MoveL p90, V100, z1, tool0;WaitDI MPSdocked, 0; !等待换枪盘面贴合信号为0MoveL p100, V1000, z1, tool0;MoveL p110, V2000, z1, tool0;MoveL p120, V2000, z10, tool0;MoveL p130, V2000, fine, tool0;Set DO_jig_noninterference1; !置位夹具不干涉1信号(出夹具干涉区1)Set DO_Action_request1; !置位动作请求1信号WaitDI DI_Action_complete1, 1; !等待动作完成1信号Reset DO_Action_request1; !复位动作请求1信号RESet DO_jig_noninterference1; !复位夹具不干涉1信号(进夹具干涉区1)MoveJ p140, V2000, z30, tool0;MoveJ p150, V2000, z30, tool0;ENDPROCMoveJ p150, V2000, z100, tool0;MoveJ p140, V2000, z100, tool0;Set DO_jig_noninterference1; !置位夹具不干涉1信号(出夹具干涉区1)Set DO_Action_request2; !置位动作请求2信号WaitDI DI_Action_complete2, 1; !等待动作完成2信号Reset DO_Action_request2; !复位动作请求2信号RESet DO_jig_noninterference1; !复位夹具不干涉1信号(进夹具干涉区1)MoveL p130, v1000, z50, tool0;MoveL p120, v500, z10, tool0;WaitDI un_locked, 1; !等待换枪盘打开到位WaitDI MPSdocked, 0; !等待换枪盘面贴合信号为0MoveL p110, v300, z10, tool0;MoveL p100, v100, z10, tool0;MoveL p90, V100, z1, tool0;MoveL p160, V100, fine, tool0;WaitDI MPSdocked, 1; !等待换枪盘面贴合信号为1WaitGI Toolcode, 2; !等待换枪盘工具号为2RESet UnLocking; !锁紧换抢盘WaitDI Locked, 1; !等待换枪盘锁紧到位WaitTime 1; !等待1sIOEnable "mb50lrGR", 10; !启用抓手IO模块GrpperOpen 1,TRUE; !抓手定位稍缩回GrpperOpen 2,TRUE; !抓手夹具打开WaitTime 0.5; !等待0.5sMoveL p60, V100, fine, Grpper1;MoveL p70, V100, z1, Grpper1;MoveL p80, V1000, z10, Grpper1;MoveL p30, V2000, z30, Grpper1;MoveL p20, V2000, z30, Grpper1;MoveJ p10, V2000, z30, Grpper1;MoveJ p40, V2000, z30, Grpper1;MoveJ p170, V2000, fine, Grpper1;ENDPROCReset GUN_Place_Clamp; !复位防尘盖关闭信号Set GUN_Place_UnClamp; !置位防尘盖打开信号MoveJ PGun10, V2000, z100, tool0;MoveJ PGun20, V2000, z100, tool0;WaitDI Unclamp1forGun, 1; !等待防尘盖打开到位MoveL PGun70, V2000, z100, tool0;MoveL PGun60, v1000, z50, tool0;WaitDI un_locked, 1; !等待换枪盘打开到位WaitDI MPSdocked, 0; !等待换枪盘面贴合信号为0MoveL PGun50, v100, z1, tool0;MoveL PGun40, V100, z1, tool0;MoveL PGunpoint, V100, fine, tool0;WaitDI MPSdocked, 1; !等待换枪盘面贴合信号为1WaitGI Toolcode, 1; !等待换枪盘工具号为1Reset UnLocking; !锁紧换抢盘WaitDI Locked, 1; !等待换枪盘锁紧到位WaitTime 1; !等待1sActUnit SGUN_1; !激活焊枪Set ATC_PickGun; !置位焊钳变压器温度报警辅助信号MoveL PGunpoint40, V100, fine, WELDGUN_1;MoveL PGunpoint50, V100, z1, WELDGUN_1;MoveL PGunpoint60, V1000, z10, WELDGUN_1;MoveL PGunpoint70, V2000, z100, WELDGUN_1;MoveJ PGunpoint80, V2000, z100, WELDGUN_1;MoveJ PGunpoint90, V2000, z100, WELDGUN_1;Reset GUN_Place_UnClamp; !复位防尘盖打开信号Set GUN_Place_Clamp; !置位防尘盖关闭信号WaitDI Clamp1forGun, 1; !等待防尘盖关闭到位ENDPROC!换枪盘放枪程序PROC Put_Gun1()Reset GUN_Place_Clamp; !复位防尘盖关闭信号Set GUN_Place_UnClamp; !置位防尘盖打开信号WaitDI Unclamp1forGun, 1; !等待防尘盖打开到位Check_AIR; !检查气压WaitGI Toolcode, 1; !等待换枪盘工具号为1ActUnit SGUN_1; !激活焊枪WaitDI MPSdocked, 1; !等待换枪盘面贴合信号为1ReSet ATC_PickGun; !复位焊钳变压器温度报警辅助信号MoveJ PGunpoint90, V2000, z50, WELDGUN_1;MoveJ PGunpoint80, V2000, z50, WELDGUN_1;MoveJ PGunpoint70, V2000, z30, WELDGUN_1;MoveL PGunpoint60, V1000, z1, WELDGUN_1;MoveL PGunpoint50, V100, z1, WELDGUN_1;MoveL PGunpoint40, V100, fine, WELDGUN_1;DeactUnit SGUN_1; !停用焊枪Set UnLocking; !松开换枪盘WaitDI Un_Locked, 1; !等待换枪盘打开到位WaitTime 1; !等待1sMoveL PGunpoint, V100, fine, tool0;MoveL PGun40, V100, z1, tool0;WaitDI MPSdocked, 0; !等待换枪盘面贴合信号为0MoveL PGun50, v100, z10, tool0;MoveL PGun60, v1000, z50, tool0;MoveL PGun70, V2000, z50, tool0;MoveJ PGun20, V2000, z100, tool0;MoveJ PGun10, V2000, z50, tool0;Reset GUN_Place_UnClamp; !复位防尘盖打开信号Set GUN_Place_Clamp; !置位防尘盖关闭信号WaitDI Clamp1forGun, 1; !等待防尘盖关闭到位ENDPROC!判断电极帽是否有更换/修磨(PLC_HMI)请求PROC Gun1TipJobREQ()IF DI_TipDressrequest=1 THEN !判断电极帽是否有修磨请求(HMI)STYLE29; !电极帽修磨ENDIFIF DI_Tipchangerequest=1 THEN!判断电极帽是否有更换请求(HMI)STYLE24; !电极帽更换ENDIFENDPROC!判断电极帽是否需要更换/修磨PROC Gun1TipJob()IF NRBTipWState < curr_gundata{1}.weld_counter THEN!判断当前焊点数是否大于修磨焊点数Set DO_TIPdressing; !置位修磨中信号Tip_Dress; !电极帽修磨服务程序REset DO_TIPdressing; !复位修磨中信号ENDIFIF nGun1TipChangeNum>RBTipChgNum THEN!判断当前修磨次数是否大于更换电极帽修磨次数Set DO_TIPchanging; !置位换电极帽中信号Tip_Change; !电极帽更换服务程序Tip_Dress; !电极帽修磨服务程序Reset DO_TIPchanging; !复位换电极帽中信号ENDIFENDPROCPROC Tip_Dress()!Tip Dress Process1TPErase; !清屏TPWrite "Tip Dress Process1";Water_1_OFF ; !关水Tip_Dressing ; !电极帽修磨程序RST_WTR1 ; !开水ENDPROC!电极帽修磨程序PROC Tip_Dressing()ActUnit SGUN_1; !激活焊枪!actually performs a tip dress now!*****Before position*******!MoveJ Tp60, v2000, z100, WELDGUN_1;MoveJ Tp70, v2000, z50, WELDGUN_1;MoveL Tp80, v2000, z50, WELDGUN_1;MoveL Tp100, v1000, z10, WELDGUN_1;MoveL Tp90, v1000, z10, WELDGUN_1;MoveL Tp110, v1000, z10, WELDGUN_1;MoveL Tp130, v1000, fine, WELDGUN_1;!*****Robot are Tip Dress position*******!set ATDStart; !启动修磨器MoveJ Tp120, v1000, fine, WELDGUN_1;SetForce gun1 ,G1TipWearForce; !焊钳压合!*****Robot Moving*******!MoveL Tp140, v1000, fine, WELDGUN_1;REset ATDStart; !关闭修磨器MoveL Tp150, v1000, z10, WELDGUN_1;MoveL Tp160, v1000, z10, WELDGUN_1;MoveL Tp170, v1000, z10, WELDGUN_1;MoveL Tp180, v1000, z30, WELDGUN_1;MoveJ Tp190, v1000, z50, WELDGUN_1;MoveJ Tp200, v1000, fine, WELDGUN_1;IF di09_Tryout_Mode_Req = 0 THEN!空运行模式下不更新电极帽数据TW_UPD; !电极帽修磨后数据更新ENDIFENDPROCPROC Tip_Change()ActUnit SGUN_1; !激活焊枪TPWrite "Ready to change Tip";Water_1_OFF ; !关水!*****Before position*******!MoveJ Tp10, v2000, z100, WELDGUN_1;MoveJ Tp20, v2000, z50, WELDGUN_1;MoveJ Tp30, v2000, fine, WELDGUN_1;!*****Robot are Tipchange position*******!Set DO_Tipchangepoint; !置位更换电极帽位置WaitDI DI_Tipchangecomplete ,1 ; !等待更换电极帽完成(HMI)ReSet DO_Tipchangepoint; !复位更换电极帽位置MoveJ Tp40, v2000, z50, WELDGUN_1;MoveJ Tp50, v2000, fine, WELDGUN_1;IF di09_Tryout_Mode_Req = 0 THEN!空运行模式下不更新电极帽数据TC_UPD; !电极帽更换后数据更新ENDIFRST_WTR1; !开水ENDPROC。
ABB机器人速度控制指令数据【免费下载】

ABB机器人运动过程当中,需要适当控制移动指令速度,打到生产需要的的实际速度,有助于更好让机器人代替人工生产,机器人更具有柔性。
这里主要了解ABB机器人的加速度控制指令PathAccLim和速度程序数据类型speeddata。
一、速控控制指令:PathAccLim1、使用说明PathAccLim(Path Acceleration Limitation)是降低路径沿线的TCP加速度指令,用于设置或重置沿运动路径的TCP加速度和/或减速度限值。
将沿运动路径(即路径坐标系中的加速度)实施限制。
路径方向中的正切加速度/减速度将会受到限制。
本指令未限制设备的总加速度,即世界坐标系中的加速度,因此,其无法直接用于保护设备,以免出现较大的加速度。
本指令仅可用于主任务T_ROB1,或者如果在MultiMove系统中,则可用于运动任务中。
2、参数:PthAccLim AccLim [\AccMax] DecelLim [\DecelMax]参数可选变元3、使用限制(1)容许的*小加速度/减速度为0.1 m/s2。
建议使加速度和减速度限制对称,即一般设定AccMax和DecelMax相同的值。
(2)如果将参数\AccMax或\DecelMax设置为一个过低的值,则将系统变量ERRNO设置为ERR_ACC_TOO_LOW。
随后,可用错误处理器对该错误进行处理。
(3)加速度/减速度限制适用于下一个执行机械臂运动的命令,其后对运动指令始终有效,直至执行新的PathAccLim指令设定新的值。
(4)自动设置*大加速度/减速度(PathAccLim FALSE, FALSE),即不使用设定的情况,当使用重启模式重置RAPID时,加载新的程序时和当从起点开始执行程序时设定为默认状态。
(5)如果存在指令AccSet和PathAccLim的组合,则系统以下列顺序降低加速度/减速度:先根据AccSet限制,再根据PathAccLim进行限制。
工业机器人实操与应用技巧第5章

6.单击此按钮进行名称的设定。 7.单击下拉菜单选择对应的参数。
8.单击“确定”完成设定。
Octobe
第五章 ABB机器人程序数据
任务5-2 建立程序数据的操作
5.2.1. 建立bool类型程序数据的操作
数据设定参数及说明见表
Octobe
数据设定参数 名称 范围
在程序编辑窗口中的显示如图所示:
Octobe
第五章 ABB机器人程序数据
任务5-4 常用程序数据说明
5.4.1. 数值数据num
num 用于存储数值数据;例如,计数器。 num 数据类型的值可以为: 整数;例如,-5 小数;例如,3.45 也可以指数的形式写入: 例如,2E3(=2*10^3=2000),2.5E-2(= 0.025)。 整数数值,始终将-8388607与+8388608之间的 整数作为准确的整数储存。小数数值仅为近似 数字,因此,不得用于等于或不等于对比。若 为使用小数的除法和运算,则结果亦将为小数。
Octobe
第五章 ABB机器人程序数据
1.认识程序数据 2.建立程序数据的操作 3.程序数据类型与分类 4.常用程序数据说明 5.三个关键程序数据的设定
Octobe
第五章 ABB机器人程序数据
任务5.1 认识程序数据
工作任务: ➢ 了解常用运动指令中所调用的
程序数据
程序数据是在程序模块或系统模块 中设定值和定义一些环境数据。创 建的程序数据由同一个模块或其它 模块中 的指令进行引用。如图所 示, 虚线框中是一条常用的机器 人关节运动的指令(MoveJ),并
《工业机器人实操与应用技巧》
RobotWare 6.0版本
ABB机器人程序指令汇总
11ABB机器人程序指令汇总。
一指令格式[此处图片未下载成功]二指令及其参数Data := ValueAccSet Acc RampActUnit MecUnitAdd Name A ddValueBreakCallBy Var Name Number Clear NameClkReset ClockClkStart ClockClkStop ClockClose IODevice! CommentConfJ [] | []ConfL [] | []CONNECT Interrupt WITH Trap routineCorrCon DescrCorrDiscon DescrCorrWrite Descr DataCorrClearDeactUnit MecUnitDecr NameEOffsSet EaxOffs ErrWrite [ ] Header Reason [ ] [ ] [ ]ExitExitCycleFOR Loop counter FROM S tart value TO End value [STEP Step value] DO ... ENDFORGOTO L abelGripLoad LoadIDelete InterruptIF Condition ...IF Condition THEN ...ELSEIF Condition THEN ...[ELSE ...]Incr NameIndAMove MecUnit Axis [ ] | [ ]Speed[ ]IndCMove MecUnit Axis Speed [ ]IndDMove MecUnit Axis Delta Speed [ ]IndReset MecUnit Axis [ ] | [ ] | [ ] | [ ] |[ ] | [ ] IndRMove MecUnit Axis [ ] | [ ] | [ ] |[ ] | [ ] Speed [ ] InvertDO SignalIODisable UnitName MaxTimeIOEnable UnitName MaxTimeISignalDI [ ] Signal TriggValueInterruptISignalDO [ ] Signal TriggValueInterruptISleep Interrupt ITimer [ ] Time InterruptIVarValue VarNo Value, InterruptIWatch InterruptLabe l:MoveAbsJ [ ] ToJointPos Speed [ ] | [ ] Zone[ ]Tool[ ]MoveC [ ] CirPoint ToPoint Speed [ ] | [ ] Zone [ ]Tool [ ]MoveJ [ ] ToPoint Speed [ ] | [ ] Zone [ ] Tool[ ]MoveL [ ] ToPoint Speed [ ] | [ ] Zone [ ] Tool[ ]Open Object [] IODevice [] | [] | [] | [] PathResol ValuePDispOn [ ] [ ] ProgPoint Tool [ ]PDispSet DispFramePulseDO [ ] SignalRAISE [ Error no ]Reset SignalRETURN [ Return value ]Rewind IODeviceSearchC [ ] | [ ] | [ ] Signal SearchPoint CirPoint ToPoint Speed [ ] | [ ] Tool [ ]SearchL [ ] | [ ] | [ ] Signal SearchPoint ToPoint Speed [ ] | [ ] Tool [ ]Set SignalSetAO Signal Value SetDO [ ] SignaxxValueSetGO Signal ValueSingArea [ ] | [ ] | [ ]SoftAct Axis Softness []Stop [ ]TEST Test data CASE Test value , Test valu e : ... [ DEFAULT: ...] ENDTEST TPReadFK Answer String FK1 FK2 FK3 FK4 FK5 [] [] []TPReadNum Answer String [] [] []TPShow WindowTPWrite String [] | [] | [] | []TriggC CirPoint ToPoint Speed [ ] Trigg_1 [ ][ ][ ]Zone Tool [ ]TriggInt TriggData Distance [ ] | [ ] InterruptTriggIO TriggData Distance [ ] | [ ] [ ] | [ ]|[] SetValue [ ] | [ ]TriggJ ToPoint Speed [ ] Trigg_1 [ ] [ ] [ ]Zone Tool [ ] TriggL ToPoint Speed [ ] Trigg_1 [ ] [ ] [ ]Zone Tool[ ] TuneServo MecUnit Axis TuneValueTuneServo MecUnit Axis TuneValue []UnLoad FilePath []VelSet Override MaxWaitDI Signal Value [] []WaitDO Signal Value [] []WaitTime [] Time WaitUntil [] Cond [] []WHILE Condition DO ... ENDWHILEWrite IODevice String [] | [] | [] |[][]WriteBin IODevice Buffer NCharWriteStrBin IODevice StrWZBoxDef [] | [] Shape LowPoint HighPointWZCylDef [] | [] Shape CentrePoint RadiusWZDisable WorldZoneWZDOSet [] | [] WorldZone [] | [] Signal SetValueWZEnable WorldZoneWZFree WorldZoneWZLimSup [] | [] WorldZone ShapeWZSphDef [] | [] Shape CentrePoint Radius 三函数及其参数Abs (Input)ACos (Value)AOutput (Signal)ArgName (Parameter)ASin (Value)ATan (Value)ATan2 (Y X)ByteToStr (ByteData [] | [] | [] | []) ClkRead (Clock) CorrRead Cos (Angle)CPos ([Tool] [])CRobT ([Tool] [])DefDFrame (OldP1 OldP2 OldP3 NewP1 NewP2 NewP3) DefFrame (NewP1 NewP2 NewP3 []) Dim (ArrPar DimNo)DOutput (Signal)EulerZYX ([] | [] | [] Rotation)Exp (Exponent)GOutput (Signal)GetTime ( [] | [] | [] | [] ) IndInpos MecUnit AxisIndSpeed MecUnit Axis [] | [] IsPers (DatObj)IsVar (DatObj)MirPos (Point MirPlane [] []) NumToStr (Val Dec [])Offs (Point XOffset YOffset ZOffset)OrientZYX (ZAngle YAngle XAngle)ORobT (OrgPoint [] | []) PoseInv (Pose)PoseMult (Pose1 Pose2)PoseVect (Pose Pos)Pow (Base Exponent) Present (OptPar) ReadBin (IODevice [])ReadMotor []AxisReadNum (IODevice [])ReadStr (IODevice [])RelTool (Point Dx Dy Dz [] [] []) Round ( Val [])Sin (An gl e )Sqrt (Value)StrFind (Str ChPos Set [])StrLen (Str)StrMap ( Str FromMap ToMap) StrMatch (Str ChPos Pattern) StrMemb (Str ChPos Set)11 StrOrder ( Str1 Str2 Order)StrPart (Str ChPos Len)StrToByte (ConStr [] | [] | [] | []) StrToVal ( Str Val )Tan (Angle)TestDI (Signal)Trunc ( Val [] )ValToStr ( Val )1。
ABB机器人标准指令详解
500 mm/s 800 mm/s 10 s
800 mm/s 1000 mm/s 1000 mm/s 6.25 s
2023/10/21
运动控制指令-VelSet
限制: 机器人冷启动,新程序载入与程序重置后,
系统自动设置为默认值。 机器人运动使用参变量 [\T] 时,最大运行速
度将不起作用。 Override 对速度数据 (speeddata) 内所有项
在一个数字数据值上增加 1,可以用赋值指 令替代,一般用于产量计数。
实例:
Incr reg1;
等同于
reg1:=reg1+1;
2023/10/21
计数指令-Decr
Decr Name;
Name: 数据名称。
实例:
ConfJ\On; … ConfJ\Off;
限制: 机器人冷启动,新程序载入与程序重置后,
系统自动设置为默认值。
2023/10/21
运动控制指令-ConfL
ConfL [\On]|[\Off];
[\On]: 启用轴配置数据。
( switch )
直线运动时,机器人移动至绝对 ModPos
点,如果无法到达,程序将停止运行。
2023/10/21
运动控制指令-SingArea
限制: 以下情况机器人将自动恢复默认值
SingArea\Off。 机器人冷启动。 系统载入新的程序。 程序重置 ( Start From Beginning )。
2023/10/21
运动控制指令-PathResol
PathResol PathSampleTime;
p10,外轴不动。
p20,外轴联动 track_motion。
p30,外轴联动 orbit_a。
ABB机器人程序样板

程序样板%%%VERSION:1LANGUAGE:ENGLISH%%%MODULE mainprg 程序模块名“存放数据”CONST robtarget pHome:=[[517.87,-0.01,708.53],[0.506292,-0.4935,0.509881,-0.490049],[-1,0,-1,1],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];PROC main() 主程序!*************************************! Main program for!*************************************Initall; 调用Initall子程序WHILE TRUE DO 程序循环执行IF DI_StartBotton1=1 THEN 如果DI_StartBotton1=1则执行rP1子程序rP1;ELSEIF DI_StartBotton2=1 THEN 如果DI_StartBotton2=1则执行rP2子程序rP2;ENDIFWaitTime 0.3; 时间等待指令ENDWHILEENDPROCPROC Initall() 子程序,用于初始化所有数据和状态AccSet 100,100; 加速度设定指令V elSet 100, 2000; 速度设定指令rCheckHOMEPos; 调用rCheckHOMEPos子程序ENDPROCPROC rCheckHOMEPos() 子程序,用于判断机器人是否在等待位置IF NOT CurrentPos(pHome,tool0) THENTPErase;TPWrite "Robot is not in the Wait-Position";TPWrite "Please jog the robot around the Wait position in manual";TPWrite "And execute the aHome routine.";WaitTime 0.5;EXIT;ENDIFENDPROCFUNC bool CurrentPos(robtarget ComparePos,INOUT tooldata TCP) 功能,用于检测机器人是否在某个位置上V AR num Counter:=0; 数据,只用于本功能的局部变量V AR robtarget ActualPos;!!---------------------------------------------------------------------------------!Abstract : Function to compare current manipulator position with a given position!---------------------------------------------------------------------------------!ActualPos:=CRobT(\Tool:=tool0\WObj:=wobj0);IF ActualPos.trans.x>ComparePos.trans.x-25 AND ActualPos.trans.x<ComparePos.trans.x+25 Counter:=Counter+1;IF ActualPos.trans.y>ComparePos.trans.y-25 AND ActualPos.trans.y<ComparePos.trans.y+25 Counter:=Counter+1;IF ActualPos.trans.z>ComparePos.trans.z-25 AND ActualPos.trans.z<ComparePos.trans.z+25 Counter:=Counter+1;IF ActualPos.rot.q1>ComparePos.rot.q1-0.1 AND ActualPos.rot.q1<ComparePos.rot.q1+0.1 Counter:=Counter+1;IF ActualPos.rot.q2>ComparePos.rot.q2-0.1 AND ActualPos.rot.q2<ComparePos.rot.q2+0.1 Counter:=Counter+1;IF ActualPos.rot.q3>ComparePos.rot.q3-0.1 AND ActualPos.rot.q3<ComparePos.rot.q3+0.1 Counter:=Counter+1;IF ActualPos.rot.q4>ComparePos.rot.q4-0.1 AND ActualPos.rot.q4<ComparePos.rot.q4+0.1 Counter:=Counter+1;RETURN Counter=7;ENDFUNCPROC aHome() 子程序,机器人回等待位置用MoveJ pHome, v30, fine, tool0;ENDPROCPROC rP1() 子程序,存放工作轨迹指令!Insert the moving routine to hereENDPROCPROC rP2() 子程序,存放工作轨迹指令!Insert the moving routine to hereENDPROCENDMODULE。
ABB机器人的程序数据要点

ABB机器人的程序数据要点1.程序指令:-ABB机器人的程序通常由基本指令组成,如移动、旋转、控制等。
- 移动指令包括直线移动(MoveL)、圆弧移动(MoveC)等,用于机器人的路径规划。
- 旋转指令包括旋转(Rotate)和朝向(Orient)等,控制机器人的朝向和姿态。
- 控制指令用于控制机器人的操作流程,如条件判断(If)、循环(Loop)等。
2.坐标系:- ABB机器人使用基于DH(Denavit-Hartenberg)参数的坐标系来描述机器人的位置和姿态。
- 坐标系由基点(Base)、工具(Tool)和用户定义的坐标系(Wobj)组成。
-基点是机器人的基准位置,工具是机器人的末端执行器,用户定义的坐标系用于特定任务或对象。
3.速度:-ABB机器人的速度指定机器人的运动速度,包括关节速度和末端速度。
- 关节速度(Speed)指定机器人各个关节的运动速度,单位为°/s或rad/s。
- 末端速度(Tool Speed)指定机器人末端执行器的运动速度,单位为mm/s。
4.路径规划:-路径规划是指机器人在执行任务时如何规划运动路径,以达到最佳效果。
-ABB机器人的路径规划通常使用直线插值和圆弧插值。
- 直线插值(Linear Interpolation)用于在直线路径上进行均匀的插值运动。
- 圆弧插值(Circular Interpolation)用于在圆弧路径上进行均匀的插值运动。
5.传感器数据:-ABB机器人可以与各种传感器进行连接,包括视觉传感器、力传感器等。
-视觉传感器可以用于机器人的视觉定位、目标检测等任务。
-力传感器可以用于机器人的力控制、物体抓取等任务。
-传感器数据可以通过机器人的IO接口进行读取和控制。
6.通信接口:-ABB机器人通常可以通过以太网、RS232等接口与外部设备进行通信。
-以太网接口用于机器人与上位控制系统、其他设备之间的数据交换。
-RS232接口用于机器人与外部设备之间的串行通信。
abb机器人程序结构总结
abb机器人程序结构总结ABB 机器人程序结构ABB 机器人编程采用 RAPID 语言,是一种基于任务的编程语言,具有模块化结构和直观语法。
其程序结构可概括为以下几个方面:程序模块RAPID 程序由以下模块组成:主模块(Main): 程序的入口点,定义了程序执行的顺序和流程。
任务模块(Task): 执行特定任务的独立线程。
它们可以并行执行,提高程序效率。
函数模块(Function): 执行特定操作的独立块,可以被多次调用。
指令RAPID 指令用于控制机器人的动作、传感器输入和输出设备。
指令分为以下类别:运动指令: 控制机器人的运动,如 Move、JointMove、CircMove。
信号指令: 处理来自传感器和其他 I/O 设备的输入,如WaitDI、WaitDO。
流程控制指令: 控制程序流程,如 If-Then-Else、Loop、Break。
数据处理指令: 执行数学运算、数据类型转换和变量操作。
数据类型RAPID 支持各种数据类型,包括:基本类型: 整数、浮点数、布尔值、字符串。
数组: 存储相同数据类型的元素集合。
结构体: 存储不同数据类型元素的集合。
联合: 存储不同数据类型的元素,但在任何给定时间只能存储一个元素。
变量变量用于存储数据。
它们通过声明来创建,并具有特定的数据类型。
变量可以是局部变量(仅在函数或任务中使用)或全局变量(可在整个程序中使用)。
输入和输出RAPID 提供 I/O 功能,用于与传感器、执行器和其他设备进行通信。
I/O 功能包括:数字输入(DI): 从传感器接收数字信号,表示开关状态或接近传感器。
数字输出(DO): 发送数字信号到执行器或其他设备,控制其状态。
模拟输入(AI): 从传感器接收模拟信号,表示压力、温度或其他连续值。
模拟输出(AO): 发送模拟信号到执行器或其他设备,控制其动作或值。
错误处理RAPID 提供错误处理机制,以处理在程序执行过程中发生的错误。
错误处理涉及:异常 (Trap): 异常表示程序执行过程中发生的异常情况,如运动错误或 I/O 错误。
ABB程序介绍

1、 Cut:剪切,可能会丢失指令或数据。
2 、Copy :复制。
3 、Paste :粘贴,将剪切或复制的指令或数据粘贴到相应位置。
4、 GotoTop:将光标移至顶端。
5、 GotoBottom :将光标移至底端。
6 、Mark :定义一块,涂黑部分。
·zone指机器人TCP不达到目标点,连续运行时,机器人动作圆滑、流畅。
·Base模块中已经定义的转弯区尺寸最小为z1,最大为z200。
·尽量使用较大的转弯区尺寸。
(3)参变量:
光标指在当前指令时,按功能键OptArg,可选择参变量。
·[\Conc](switch)
协作运动。机器人未移动至目标点,已经开始执行下一个指令。
二、编程窗口:
1、菜单键File:
1、 Open:打开一个现有文件。(程序.prg或模块.mod)
2、 New:新建一个程序。
3 、Saveprogram :存储更改后的现有程序。
4 、Saveprogramas:存储一个新程序。
5 、Print: 打印程序,现已经不使用。
一、程序储存器(Programmemory)的组成:
应用程序(Program)
系统模块(Systemmodules)
机器人程序储存器中,只允许存在一个主程序;所有例行程序与数据无论存在于哪个模块,全部被系统共享;所有例行程序与数据除特殊定义外,名称必须是唯一的。
1、应用程序(Program)的组成:
FK5:功能键5显示的字符串。(string)
在示教器显示屏上显示字符串数据,在功能键上显示相应字符串,选择按相应的功能键,机器人自动给数字变量赋于相应数值1-5。
(完整版)ABB工业机器人编程-第六章

在这里,大家一起学习程序数据的程序数据的类 型分类与存储类型这两个主题,以便大家能对程 序数据有一个认识,并能根据实际的需要选择程 序数据。
6.3.1. 程序数据的类型与分类
ABB机器人的程序数据共有100 个左右,并且可以根据实际情况 进行程序数据的创建,为ABB机 器人的程序设计带来了无限的可 能。
说明: PERS表示存储类型为可变量。
© ABB February 21, 2020
| Slide 15
在机器人执行的RAPID的程序中也可 以对变量存储类型程序数据进行赋值 的操作,如图所示。
说明:在程序中执行变量型程序数 据的赋值,在指针复位或者机器人 控制器重启后,都将恢复为初始值。
任务6-3 程序数据类型与分类
6.3.2. 程序数据的存储类型
6.2.2.建立程序数据num
6.单击此按钮进行名称的设定。
7.单击下拉菜单选择对应的参数。
8.单击“确定”完成设定。
© ABB February 21, 2020
| Slide 12
至此,大家就掌握了建立程序数据的 基本方法,以及相关参数的定义与设
定方法。
第六章 ABB机器人程序数据
任务6-3 程序数据类型与分类
第六章 ABB机器人程序数据
任务6-2 建立程序数据的操作
程序数据的建立一般可以分为两种形式,一种是 直接在示教器中的程序数据画面中建立程序数据, 另一种是在建立程序指令时,同时自动生成对应 的程序数据。
在任务中将完成直接在示教器中的程序数据画面 中建立程序数据的方法。是以建立布尔数据 (BOOL)和数字数据(NUM)为例子进行说明。
6.2.1. 建立程序数据bool
数据设定参数及说明见表
ABB机器人用户定义的数据类型(精品)
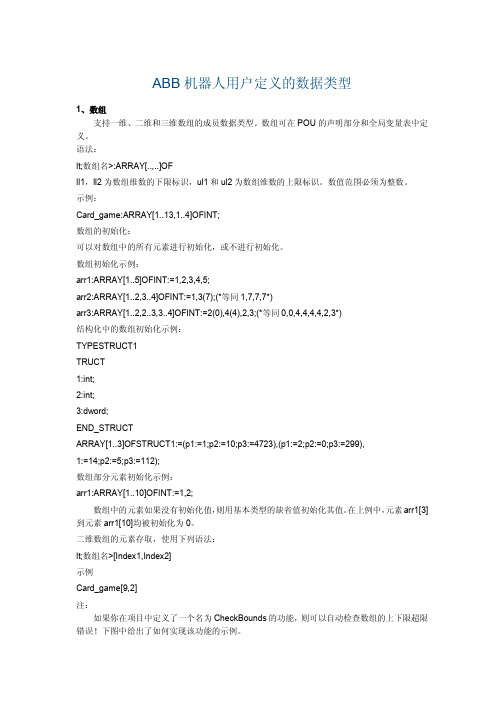
ABB机器人用户定义的数据类型1、数组支持一维、二维和三维数组的成员数据类型。
数组可在POU的声明部分和全局变量表中定义。
语法:lt;数组名>:ARRAY[..,..]OFll1,ll2为数组维数的下限标识,ul1和ul2为数组维数的上限标识。
数值范围必须为整数。
示例:Card_game:ARRAY[1..13,1..4]OFINT;数组的初始化:可以对数组中的所有元素进行初始化,或不进行初始化。
数组初始化示例:arr1:ARRAY[1..5]OFINT:=1,2,3,4,5;arr2:ARRAY[1..2,3..4]OFINT:=1,3(7);(*等同1,7,7,7*)arr3:ARRAY[1..2,2..3,3..4]OFINT:=2(0),4(4),2,3;(*等同0,0,4,4,4,4,2,3*)结构化中的数组初始化示例:TYPESTRUCT1TRUCT1:int;2:int;3:dword;END_STRUCTARRAY[1..3]OFSTRUCT1:=(p1:=1;p2:=10;p3:=4723),(p1:=2;p2:=0;p3:=299),1:=14;p2:=5;p3:=112);数组部分元素初始化示例:arr1:ARRAY[1..10]OFINT:=1,2;数组中的元素如果没有初始化值,则用基本类型的缺省值初始化其值。
在上例中,元素arr1[3]到元素arr1[10]均被初始化为0。
二维数组的元素存取,使用下列语法:lt;数组名>[Index1,Index2]示例Card_game[9,2]注:如果你在项目中定义了一个名为CheckBounds的功能,则可以自动检查数组的上下限超限错误!下图中给出了如何实现该功能的示例。
2、指针当程序运行时,变量或功能块地址保存在指针中。
指针声明为如下句法形式:<指针名>:POINTERTO<数据类型/功能块>;指针可指向任何数据类型、功能块和用户定义的数据类型。
ABB机器人程序注释
ABB机器人程序注释在工业自动化领域,ABB机器人凭借其高效、精准和可靠的特点,得到了广泛的应用。
为了更好地使用和管理ABB机器人,需要对机器人的程序进行注释。
本文将详细介绍ABB机器人程序注释的作用和方法。
一、ABB机器人程序注释的作用1、提高程序可读性:通过注释,使程序更易于理解,便于后续的维护和调试。
2、记录程序修改历史:注释可以记录程序的修改原因、修改时间和修改者等信息,方便跟踪程序的修改历史。
3、提高工作效率:通过注释,可以快速找到需要修改的代码段,减少查找和调试的时间。
4、防止错误:通过注释,可以提醒程序员注意某些容易出错的地方,从而减少错误的发生。
二、ABB机器人程序注释的方法1、单行注释:使用“//”对单行代码进行注释,例如:/这是一个单行注释int i = 0; //定义整型变量i并初始化为02、多行注释:使用“/”和“/”对多行代码进行注释,例如:c*这是一个多行注释下面是一个if语句/if (i < j) {//如果i小于j,则执行下面的代码i = j; //将i赋值为jelse {//如果i不小于j,则执行下面的代码i = i + 1; //将i加13、函数注释:在函数定义之前添加注释,说明函数的作用、输入参数和返回值等信息,例如:c***这是一个求和函数,输入两个整数作为参数,返回它们的和。
* @param a第一个整数参数* @param b第二个整数参数* @return它们的和*/int sum(int a, int b) {return a + b; //返回a和b的和以上是ABB机器人程序注释的作用和方法,通过对程序的注释可以提高程序的可读性、可维护性和可重用性。
同时也可以减少错误的发生和提高工作效率。
因此在进行ABB机器人程序编写时一定要重视程序的注释工作。
ABB机器人程序实例随着工业自动化的不断发展,机器人技术已经成为现代制造业中不可或缺的一部分。
ABB公司作为全球领先的机器人制造商之一,其机器人程序实例具有广泛的应用和借鉴价值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ABB[a]-J-5ABB机器人的程序数据5、1任务目标➢掌握程序数据的建立方法。
➢掌握三个关键程序数据的设定。
➢了解机器人工具自动识别功能。
5、2任务描述◆以bool为例,建立程序数据,练习建立num、robtarget程序数据。
◆设定机器人的工具数据tooldata、工件坐标wobjdata、负荷数据loaddata。
◆使用LoadIdentify工具自动识别安装在六轴法兰盘上的工具(tooldata)与载荷(loaddata)的重量,以及重心。
5、3知识储备5、3、1程序数据程序数据就是在程序模块或系统模块中设定的值与定义的一些环境数据。
创建的程序数据由同一个模块或其她模块中的指令进行引用。
图中就是一条常用的机器人关节运动的指令MoveJ,调用了四个程序数据。
图中所使用的程序数据的说明见表:程序数据数据类型说明p10 robtarget 机器人运动目标位置数据v1000 speeddata 机器人运动速度数据z50 zonedata 机器人运动转弯数据tool0 tooldata 机器人工作数据TCP5、3、2程序数据的类型与分类1、程序数据的类型分类ABB机器人的程序数据共有76个,并且可以根据实际情况进行程序数据的创建,为ABB机器人的程序设计带来了无限可能性。
在示教器的“程序数据”窗口可查瞧与创建所需要的程序数据。
2、程序数据的存储类型(1)变量VAR变量型数据在程序执行的过程中与停止时,会保持当前的值。
但如果程序指针被移到主程序后,数值会丢失。
举例说明:VAR num length:=0;名称为length的数字数据VAR string name:=”John”;名称为name的字符数据VAR bool finish:=FALSE;名称为finish的布尔量数据在程序编辑窗口中的显示如图:在机器人执行的RAPID程序中也可以对变量存储类型程序数据进行赋值的操作,如图:*注意:VAR表示存储类型为变量num表示程序数据类型*提示:在定义数据时,可以定义变量数据的初始值。
如length的初始值为0,name的初始值为John,finish 的初始值为FALSE。
*注意:在程序中执行变量型数据的赋值,在指针复位后将恢复为初始值。
(2)可变量PERS可变量最大的特点就是,无论程序的指针如何,都会保持最后赋予的值。
举例说明:PERS num nbr:=1;名称为nbr的数字数据PERS string test:=”Hello”;名称为test的字符数据在机器人执行的RAPID程序中也可以对可变量存储类型程序数据进行赋值的操作。
在程序执行以后,赋值的结果会一直保持,直到对其进行重新赋值。
*注意:PERS表示存储类型为可变量(3)常量CONST常量的特点就是在定义时已赋予了数值,并不能在程序中进行修改,除非手动修改。
举例说明:CONST num gravity:=9、81;名称为gravity的数字数据CONST string greating:=”Hello”;名称为greating的字符数据*注意:存储类型为常量的程序数据,不允许在程序中进行赋值的操作。
三种数据的存储类型在编辑界面的显示如下:3、常用的程序数据根据不同的数据用途,定义了不同的程序数据,下表就是机器人系统中常用的程序数据:程序数据说明bool 布尔量byte 整数数据0~255clock 计时数据dionum 数字输入/输出信号extjoint 外轴位置数据intnum 中断标志符jointtarget 关节位置数据loaddata 负荷数据mecunit 机械装置数据num 数值数据orient 姿态数据pos 位置数据(只有X、Y与Z)pose 坐标转换robjoint 机器人轴角度数据robtarget 机器人与外轴的位置数据speeddata 机器人与外轴的速度数据string 字符串tooldata 工具数据trapdata 中断数据wobjdata 工件数据zonedata TCP转弯半径数据*提示:系统中还有针对一些特殊功能的程序数据,在对应的功能说明书中会有相应的详细介绍,请查瞧随机光盘电子版说明书。
也可以根据需要新建程序数据类型。
5、4任务实施5、4、1建立程序数据程序数据的建立一般可以分为两种形式,一种就是直接在示教器中的程序数据画面中建立程序数据;另一种就是在建立程序指令时,同时自动生成对应的程序数据。
本节将介绍直接在示教器的程序数据画面中建立程序数据的方法。
下面以建立布尔数据为例子进行说明,练习时建立num与robtarget程序数据。
建立bool数据的操作步骤:1.ABB菜单中,选择“程序数据”。
2.选择数据类型“bool”,单击“显示数据”。
3.单击“新建…”。
4.进行名称的设定、单击下拉菜单选择对应的参数,设定完成后单击“确定”完成设定。
数据设定参数及说明见表:设定参数说明名称设定数据的名称范围设定数据可使用的范围存储类型设定数据的可存储类型任务设定数据所在的任务模块设定数据所在的模块例行程序设定数据所在的例行程序维数设定数据的维数初始值设定数据的初始值5、4、2三个关键的程序数据的设定在进行正式的编程之前,就需要构建起必要的编程环境,其中有三个必须的程序数据(工具数据tooldata、工件坐标wobjdata、负荷数据loaddata)就需要在编程前进行定义。
1、工具数据tooldata工具数据tooldata用于描述安装在机器人第六轴上的工具的TCP、质量、重心等参数数据。
一般不同的机器人应用配置不同的工具,比如说弧焊的机器人就使用弧焊枪作为工具,而用于搬运板材的机器人就会使用吸盘式的夹具作为工具。
默认工具(tool0)的工具中心点(Tool Center Point)位于机器人安装法兰盘的中心。
图中A点就就是原始的TCP点。
TCP的设定原理如下:1)首先在机器人工作范围内找一个非常精确的固定点作为参考点。
2)然后在工具上确定一个参考点(最好就是工具的中心点)。
3)用之前介绍的手动操纵机器人的方法,去移动工具上的参考点,以四种以上不同的机器人姿态尽可能与固定点刚好碰上。
为了获得更准确的TCP,在以下例子中使用六点法进行操作,第四点就是用工具的参考点垂直于固定点,第五点就是工具参考点从固定点向将要设定为TCP的X方向移动,第六点就是工具参考点从固定点向将要设定为TCP的Z方向移动。
4)机器人通过这四个位置点的位置数据计算求得TCP的数据,然后TCP的数据就保存在tooldata这个程序数据中被程序进行调用。
*提示:执行程序时,机器人将TCP移至编程位置。
这意味着,如果要更改工具以及工具坐标系,机器人的移动将随之更改,以便新的TCP到达目标。
所有机器人在手腕处都有一个预定义工具坐标系,该坐标系被称为tool0。
这样就能将一个或多个新工具坐标系定义为tool0的偏移值。
*注意:TCP取点数量的区别:4点法,不改变tool0的坐标方向5点法,改变tool0的Z方向6点法,改变tool0的X与Z方向(在焊接应用最为常用)。
前三个点的姿态相差尽量大些,这样有利于TCP精度的提高。
操作步骤:1.ABB菜单中,选择“手动操纵”。
2.选择“工具坐标”。
3.单击“新建”。
4.对工具数据属性进行设定后,单击“确定”。
5.选中tool1后,单击“编辑”菜单中的“定义”选项。
6.选择“TCP与Z,X”,使用6点法设定TCP。
7.选择合适的手动操纵模式。
8.按下使能键,使用摇杆使工具参考点靠上固定点,作为第一个点。
9.单击“修改位置”,将点1位置记录下来。
10.工具参考点变换姿态靠上固定点。
11.单击“修改位置”,将点2位置记录下来。
12.工具参考点变换姿态靠上固定点。
13.单击“修改位置”,将点3位置记录下来。
14.工具参考点变换姿态靠上固定点。
这就是第4个点,工具参考点垂直于固定点。
15.单击“修改位置”,将点4位置记录下来。
16.工具参考点以点4的姿态从固定点移动到工具TCP的+X方向。
17.单击“修改位置”,将延伸器点X位置记录下来。
18.工具参考点以此姿态从固定点移动到工具TCP的Z方向。
19.单击“修改位置”,将延伸器点Z位置记录下来。
20.单击“确定”完成设定。
21.对误差进行确认,越小越好,但也要以实际验证效果为准。
22.选中tool1,然后打开编辑菜单选择“更改值”。
23.在此页面中,根据实际情况设定工具的质量mass(单位kg)与重心位置数据(此中心就是基于tool0的偏移值,单位mm),然后单击“确定”。
*提示:此页显示的内容就就是TCP定义时生成的数据。
24.选中tool1,单击“确定”。
25.动作模式选定为“重定位”。
坐标系统选定为“工具”。
工具坐标选定为“tool1”。
26.使用摇杆将工具参考点靠上固定点,然后在重定位模式下手动操纵机器人,如果TCP设定精确的话,可以瞧到工具参考点与固定点始终保持接触,而机器人会根据重定位操作改变姿态。
如果使用搬运的夹具,一般工具数据的设定方法如下:图中,搬运薄板的真空吸盘夹具为例,质量就是25kg,重心在默认tool0的Z的正方向偏移250mm,TCP点设定在吸盘的接触面上,从默认tool0上的Z方向偏移了300mm。
在示教器上设定如下:1.在“手动操纵”界面,选择“工具坐标”。
2.单击“新建”。
3.根据需要设定数据的属性,一般不用修改。
4.单击“初始值”。
5.TCP点设定在吸盘的接触面上,从默认tool0上的Z正方向偏移了300mm,在此画面中设定对应的数值。
6.此工具质量就是25kg,重心在默认tool0的Z的正方向偏移250mm,在画面中设定对应的数值,然后单击“确定”,设定完成。
2、工件坐标wobjdata工件坐标对应工件,它定义工件相对于大地坐标(或其她坐标)的位置。
机器人可以拥有若干工件坐标系,或者表示不同工件,或者表示同一工件在不同位置的若干副本。
对机器人进行编程时就就是在工件坐标中创建目标与路径。
这带来很多优点:1)重新定位工作站中的工件时,只需要更改工件坐标的位置,所有路径将即刻随之更新。
2)允许操作以外轴或传送导轨移动的工件,因为整个工件可连同其路径一起移动。
*提示:A就是机器人的大地坐标,为了方便编程,给第一个工件建立了一个工件坐标B,并在这个工件坐标B中进行轨迹编程。
如果台子上还有一个一样的工件需要走一样的轨迹,那只需建立一个工件坐标C,将工件坐标B中的轨迹复制一份,然后将工件坐标从B更新为C,则无需对一样的工件进行重复轨迹编程了。
*提示:如果在工件坐标B中对A对象进行了轨迹编程,当工件坐标的位置变化成工件坐标D后,只需在机器人系统重新定义工件坐标D,则机器人的轨迹就自动更新到C了,不需要再次轨迹编程了。