钳工锉配图纸
高级钳工技能训练——六方转位组合锉配 ppt课件
3、装配件1、件2
(2)件1、件2配钻、 配铰销钉孔
(1)件2划销钉孔位置线 (4)精修外形
(3)配装销钉
4、锯、锉件2六方槽
34.64
(2)钻工艺排孔
17.32
(1)件2六方槽划线
20
(3)锯削,去余量
(4)锯、锉件2六方槽
5、锯、锉件3
(2)锯六方外 形 (3)锉六方外 形
锉相对面,保证 平行+尺寸精度
34.64
(1)件3六方形划线
锉相邻面,保证平 行+尺寸精度+角度
6、装配件3
(1)件3中心位置划线、打样冲眼
(2)安装件3
(4)安装销钉
(3)件3与件1配钻销孔
六方转位组合锉配
项目分析 1、图纸分析
精品资料
2、加工精度分析 •形位精度 •尺寸精度
•装配要求
•表面质量
•配合要求
制定工艺方案
1、加工件1外形 2、加工件2外形
•保证尺寸精度
件1 •留0.3~0.5 精修余量
(2)锯、锉件1外形余量 •保证尺源自精度(1)修锉基准面•留0.3~0.5 精修余量 件2
高级钳工技能训练六方转位组合锉配(实用资料)ppt

模块一 钳工基本加工方法及技巧 内 容 锯、锉、钻、铰加工操作
装配钳工 (高级)
课题一 钳工基础训练 项 目 1 六方转位组合锉配
5、锯、锉件3
项目分析
工艺制定
技能训练 (2)锯六方外 形
教学小结 (3)锉六方外 形
思考练习
锉相对面,保证 平行+尺寸精度
装配钳工 (高级)
模块一 钳工基本加工方法及技巧 内 容 锯、锉、钻、铰加工操作
模块一 钳工基本加工方法及技巧 内 容 锯、锉、钻、铰加工操作
工艺制定
技能训练
教学小结
(1)件3中心位置划线、打样冲眼
思考练习
(2)安装件3
装配钳工 (高级)
(4)安装销钉
(3)件3与件1配钻销孔
课题一 钳工基础训练
项 目 1 六方转位组合锉配
项目分析
•(2)锯、锉件1外形余量
•工(2艺)锯制、定锉件1外形余量
•(1)件2划销钉孔位置线 •锉相对面,保证平行+尺寸精度
•技(4能)锯训、练锉件2六方槽
•(2)件1、件2配钻、配铰销钉孔 •(3)件3与件1配钻销孔
•教(3学)件小3与结件1配钻销孔
•(4)锯、锉件2六方槽 •(2)锯、锉件1外形余量
•思(3考)锯练、习锉件2外形余量
•(1)件2划销钉孔位置线 •(4)锯、锉件2六方槽 •(3)锯、锉件2外形余量 •锉相对面,保证平行+尺寸精度
模块一 钳工基本加工方法及技巧 内 容 锯、锉、钻、铰加工操作
装配钳工 (高级)
课题一 钳工基础训练 项 目 1 六方转位组合锉配
项目分析
技能训练
工艺制定 技能训练 教学小结 思考练习
• •
钳工技能-锉配

(2)锉配内、外六方体有两种加工顺序, 一种是按前面锉配四方体的方法,先锉配 一组对面,然后依次将3组试配后,做整 体修锉配入;另一种方法是可以先配锉3 个邻面,用120°样板(见图7.18)检查和 用外六方体试配检查3面120°的角度与等 边边长的准确性,并按划线线条锉至接触 线,然后再同时锉3个面的对组面,使六 边形3组面用角都能塞入,再做整体修锉 配入。
对凸凹件进行锉配修正,以达到间 隙要求。
图7.6 凸件的划线
图7.7 去掉凸件一角
图7.8 加工完的凸件
图7.9 凹件的划线
图7.10 去掉凹件多余料
四、操作要点
(1)为了给最后的锉配留有一定的余量,在 加工凸凹件外轮廓尺寸时,应控制到尺寸的 上极限偏差。
(2)为了能对20mm凸凹件的对称度进行测量 控制,60mm处的实际尺寸必须测量准确,并 应取其各点实测值的平均数值。
距离,如图 7.1所示。
(2)对称度公差带是距离为公差值t,且 相对基准中心平面对称配置的两平行平 面之间的区域,如图7.2所示。
图7.1 对称度误差
图7.2 对称度公差带
2.对称度误差的测量
测量被测表面与基准面的尺寸A和B, 其差值之半即为对称度的误差值。
图7.3 对称度误差的测量
3.对称度误差对工件互换精度的影响
图7.18 内、外120°量角样板
(3)对内六边形棱角线的直线度控制方 法与四方体相同,必须用板锉按划线仔 细直锉,使棱角线直而清晰。
(4)六方件在锉配过程中,若某一面产 生配合间隙增大时,对其间隙面的两个 邻面可做适当修正,即可减小该面的间 隙。采用这种方法要从整体来考虑其修 正部位和余量,不可贸然动手。
Hale Waihona Puke 图7.13 内直角量角样板
钳工技能项目九锉配凹凸体

10 超差全扣
4 一处超差扣1分
6 一处超差扣2分
10 一处超差扣1分
20 一面超差扣2分
违章操作一次扣2分
谢谢
7.加工凸形面: 1)选择一肩按划线锯去一角,粗精锉两垂直面,直 至精度要求。 2)按划线锯去另一肩角,粗精锉两垂直面至精度要 求。 8.加工凹形面: 1)用钻头钻出排孔,锯除凹形面的多余部分,后粗 锉至接触线条。 2)细锉凹形面顶端面,保证与凸件端面的配合精度。 3)细锉凹件的两侧垂直面,保证与凸件侧面的配合 精度要求。 4)全部锐边倒角,并保证尺寸精度。
四、考核标准
序号
检查内容
1 50±0.05
2 20±0.05
3 尺寸 (两处)
4 尺寸
5 20配作
6 配合后凹凸对称度0.10
7 工艺孔4—Φ3
8 平面
11 安全文明生产
配分 评分标准
得分
10 超差全扣
10 超差全扣
10 超差全扣
10 超差全扣
10 超差全扣
钳工技能项目九锉配凹凸体
项目九:锉配凹凸体
一、目标任务 1.掌握对称度工件的划线、配合件的制作; 2.学会孔的攻螺纹加工; 3.正确使用和保养千分尺; 4.对称度工件的加工和测量方法; 5.掌握锉锉削、锯削、钻削的基本技能,达到一定 的加工精度要求。
二、实训图纸
三、工作过程 1.锉削A、B两垂直面作为基准。 2.以A、B两垂直面为基准,划出轮廓线。 3.锯削,根据图示要求留合适的锉削余量。 4.按图样要求锉好外轮廓,达到尺寸精度及垂直度、 平行度、表面粗糙度的要求达到尺寸要求。 5.以A、B两垂直面为基准,按要求划出凹凸体加工线。 6.钻工艺孔4-Φ3。
《钳工工艺与实训》课件——项目七 锉配凹凸件

任务四 铰孔与攻螺纹孔
五、攻螺纹孔
用锪钻进行孔口形面的加工称为锪孔。锪孔的形式有锪圆柱形埋头孔、锪锥形埋头孔、 锪孔端平面三种。
锪孔时,切削速度不宜过高,锪钢件时需加润滑油,以免锪削表面产生径向振纹或出 现多棱形等质量问题。 1. 攻螺纹孔工具
丝锥是加工内螺纹的工具。主要由工作部分和柄部组成。工作部分包括切削部分和校 准部分。切削部分制成锥形,有锋利的切削刃,起主要切削作用。校准部分用来修光和校 准已切出的螺纹。手攻螺纹时,用铰手作为夹持丝锥的工具,也称铰杠。铰手也可以作为 手用铰刀的夹持工具。
任务四 铰孔与攻螺纹孔
二、扩孔
用扩孔钻或麻花钻等扩大工件孔径ห้องสมุดไป่ตู้方法,称为扩孔。一般用麻花钻或专用的扩孔钻 扩孔。 1. 扩钻孔
任务四 铰孔与攻螺纹孔
2. 扩孔加工的特点 (1)因在原有孔的基础上扩孔,所以切削余量较小且导向性好。 (2)刀体的刚性好,能用较大的进给量。 (3)排屑容易,加工表面质量较钻孔好。 (4)扩孔可以部分的纠正孔的轴线歪斜,常用于孔的半精加工。 (5)扩孔加工一般可作为铰孔的前道工序。 3. 扩孔方法 (1)扩孔时为了保证扩大的孔与先钻的小孔同轴,应当保证在小孔加工完工件不发生 位移的情况下进行扩孔。 (2)扩孔时的切削速度要低于钻小孔的切削速度,而且扩孔开始时的进给量应缓慢, 因开始扩孔时切削阻力很小,容易扎刀,待扩大孔的圆周形成后,经检测无差错再转入正 常扩孔。
4. 刃磨检测 (1)样板检测,如图7-15所示,标准麻花钻的 几何角度和对称要求, 可以使用检测样板检测。 (2)过程检测,在刃磨过程中最经常采用的就 是目测的方法。目测时,把钻头的切削部分向上 竖立,两眼平视,由于两主切削刃一前一后会产 生视差,往往感到左刃(前刃)高而右刃(后刃) 低,所以要旋转180°后反复看几次,如果结果一 样,就说明对称了。 (3)试切检测,用磨好的钻头试钻一个锥坑, 麻花钻如果刃磨合格了, 就能无振动, 轻易切 入,孔口呈圆形。常见的问题有:孔口呈三边或 五边形;振动厉害;切屑呈针状;钻头发热不易 切入。
钳工实训与技能考核训练项目三 凹凸体锉配 任务二 加工凹形体

图3-30嵌配
项目三 凹凸体锉配 任务二 加工凹形体
盲配(暗配)——对称,为不许对配与互配的锉配。 由他人在检查时锯下,判断配合是否达到规定要求,如 图3-31所示。
图3-31 盲配 多件配——多个配合件组合在一起的锉配,要求互相 翻转,变换配合件中的任一件的一定位置均能达到配合 要求,如图3-32所示。
图3-9 錾子的刃磨
图3-10 錾子刃磨示意图
项目三 凹凸体锉配 任务二 加工凹形体
⒉手锤 手锤一般分为硬手锤和软手锤两种。软手锤有铜 锤、铝锤、木锤和硬橡皮锤等。软手锤一般用在装配、 拆卸零件的过程中。硬手锤由碳钢(T7)淬硬制成。钳工 所用的硬手锤有圆头和方头两种,如图3-11所示。
图3-11 手锤
錾削形状较为复杂的薄板工件时当工件轮廓线较复杂的时候为了减少工件变形一般先按轮廓线钻出密集的排孔然后利用扁錾尖錾逐步錾削如图326所示图325錾削较大薄板料示意图图326分割曲线形板料示意图錾削油槽錾削油槽如图327所示图327錾削油槽2
项目三 凹凸体锉配 任务二 加工凹形体
项目三 凹凸体锉配 任务二 加工凹形体
项目三 凹凸体锉配 任务二 加工凹形体
图3-32多件配 旋转配——旋转配合件,多次在不同固定位置均能 达到配合要求,如图3-33所示。
图3-33旋转配
项目三 凹凸体锉配 任务二 加工凹形体
③按锉配的精度要求不同可分为: 初等精度要求—配合间隙在0.06 mm~0.10mm。 Ra3.2um各加工面平行度、垂直度均≤0.04 mm ~0.06mm。 中等精度要求—配合间隙在0.04 mm~0.06mm。 Ra1.6um。各加工面平行度、垂直度均≤0.02 mm ~0.04mm。 高等精度要求—配合间隙在0.02 mm~0.04mm。 Ra0.8um。各加工面平行度、垂直度均≤0.02mm以下。 ④按锉配的复杂程度可分为: 简单锉配——由两个工件配合,初等精度要求, 单件配合面在5个以下的锉配。 复杂锉配——混合式锉配,中等精度要求,单件 配合面在5个以上的锉配。 精密锉配——多级混合式锉配,高精度要求,单 件配合面在10个以上的锉配。
钳工工艺--锉配及复合作业(PPT 61页).ppt

31
三、生产实习图
32
四、实习步骤 1.按图样要求,加工四方体六个面,加工步骤可参照前面讲 过的锉削六面体方法。
2.锉配内四方体 (1)修整外形基准面A、B,使其互相垂直并与大平面垂直 。 (2)以A、B两面为基准,按图样尺寸划线,并用加工好的 四方体校核所划线条的正确性。 (3)钻排孔,用扁冲錾子沿四周錾去余料(下左图)然后用方锉 粗锉余量,每边留0.1~O.2mm作细锉用量。
(4)在作配合修锉时,可通过透光法和涂色显示法来确定其修 锉部位和余量,逐步达到正确的配合要求。
19
2. 角度样板的尺寸测量角度样板斜面锉削时的尺寸测量 ,一般都采用间接的测量法(见下图所示)。
20
其测量尺寸M与样板的尺寸B,圆柱直径d之间有如下关系:M= Bຫໍສະໝຸດ c tgd2 22式中
即 式中
5
第一单元 锉削凹凸体
一、教学要求 1. 掌握具有对称度要求的工件划线; 2. 会正确使用和保养千分尺; 3. 初步掌握具有对称度要求的工件加工和测量方法; 4. 熟练锉、锯、钻的技能,并达到一定的加工精度要求,为 锉配打下必要的基础。
6
二、相关工艺知识 1.对称度概念 (1)对称度误差是指被测表面的对称平面与基准表面的对
2. 20mm凸形面加工时,只能先去掉一垂直角料,待 加工至所要求的尺寸公差后,才能去掉另一垂直角料。由于受 测量工具的限制,只能采用间接测量法,来得到所需要的尺寸 公差。
14
3. 采用间接测量方法来控制工件的尺寸精度,必须控制 好有关的工艺尺寸。例如为保证20mm凸形面的对称度要求,用 间接测量控制有关工艺尺寸,用下左图解说明如下:图a为凸 形面的最大与最小控制尺寸;图b为在最大控制尺寸下,取得 的尺寸19.95mm,这时对称度误差最大左偏值为0.05mm,图c为 在最小控制尺寸下,取得尺寸20mm,这时对称度误差最大右偏 值为0.05mm。
钳工任务三锉配

钳工任务三锉配任务三、凹凸件锉配图样及技术要求注:评分标准见下页教师签字评分标准考核项目考核内容考核要求配分评分标准扣分得分主要项目尺寸精度尺寸精度对称度公差尺寸精度尺寸精度平行度公差60±0.05(两处)20±0.05(两处)0、126±0.2040±0.04(两处)0.03(三处)1081081015每超差0.05扣1分每超差0.02扣1分每超差0.02扣1分每超差0.05扣1分每超差0.02扣1分每超差0.02扣1分一般项表面粗糙度垂直度公Ra3.2μm(7处)0.03(514122每降一个等级扣2分尺寸公差每目差工艺孔精度表面粗糙度尺寸精度处)4×φ3Ra1.6μm(2处)12±0.2443超0.02扣1分不合格不得分每超0.02扣1分每降一个等级扣2分每超差0.05扣1分安全及文明生产1、按国家颁布的有关法规或行业(企业)的规定2、按行业(企业)自定的有扣分不超过10分关规定工时定额4h根据超工时定额情况扣分。
(完整版)钳工实训图纸
审核
比例
1∶1
材料
45
标准
数量
1
乐至县高级职业中学
学号
图号
07
任务九:制作V形镶配
日 期
签 字
V形镶配
制图
审核
比例
1∶1
材料
45钢板
标准
数量
1
乐至县高级职业中学
学号
图号
08
任务七:攻丝练习
日 期
签 字
螺纹孔板
制图
审核
比例
1∶1
材料
45钢板
标准
数量
1
乐至县高级职业中学
学号
图号
07
任务十:制作錾口锤子
加工要求:1、锐边倒角R0.3;
2、锯割面不准修锉。
日 期
签 字
錾口锤子
制图
审核
比例
1∶1
材料
45
标准
数量
1
乐至县高级职业中学
学号
图号
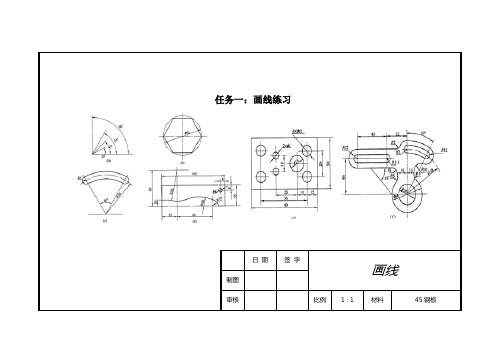
任务一:画线练习
日 期
签 字
画线
制图
审核
比例
1∶1
材料
45钢板
标准
数量
1
乐至县高级职业中学
学号
图号
01
任务二:制作多角样板
加工要求:1、巩固画线操作;
2、锯割成形。
日 期
签 字
多角样板
制图
审核
比例
1∶1
材料
45钢板
标准
数量
1
乐至县高级职业中学
学号
图号
02
任务三:制作T形板
加工要求:1、划出内T形全部加工线;
钳工技能-锉配

(2)锉配内、外六方体有两种加工顺序,
一种是按前面锉配四方体的方法,先锉配 一组对面,然后依次将3组试配后,做整 体修锉配入;另一种方法是可以先配锉3 个邻面,用120°样板(见图7.18)检查和 用外六方体试配检查3面120°的角度与等
边边长的准确性,并按划线线条锉至接触 线,然后再同时锉3个面的对组面,使六 边形3组面用角都能塞入,再做整体修锉 配入。
合间隙1和2,如图7.14(c)所示。
(4)当四方体有平面度误差时,则锉配后 将产生喇叭口。
任务三 六方件锉配
通过六方件的锉配练习,可以进一 步掌握六方体的锉配方法,以达到锉配 精度要求,并掌握正确的六边形画线、 锉配误差检查和修正方法,同时可以提 高对锉配工具的正确使用和修整。
一、工艺知识
1.六方件的划线方法
图7.14 基准件误差对锉配精度的影响
(2)当四方体一面有垂直度误差,且在一个 位置锉配后取得零间隙,则在转位180°作
配入修正后,产生了附加间隙,将使四方
形成为“平行四边形”,如图7.14(b)一个位 置锉配后取得零间隙,则在转位180°作 配入修正后,使四方体小尺寸一处产生配
图7.13 内直角量角样板
2.四方体的形状误差对锉配的影响
(1)当锉削后的四方体各边尺寸出现误差 时,如当配合面的一边加工尺寸为25mm, 另一边加工尺寸为24.95mm,且在一个位 置锉配后取得零间隙,则转位90°作配入 修正后,配合面之间将引起间隙扩大,其 值最小为0.05mm,如图7.14(a)所示。
对凸凹件进行锉配修正,以达到间 隙要求。
图7.6 凸件的划线
图7.7 去掉凸件一角
图7.8 加工完的凸件
图7.9 凹件的划线
图7.10 去掉凹件多余料
钳工V形镶配操作
附件2
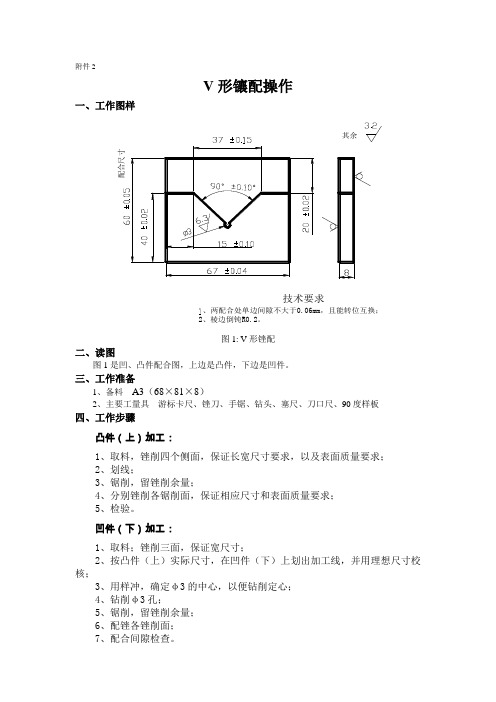
V 形镶配操作
一、工作图样
技术要求
其余
、两配合处单边间隙不大于0.06mm,且能转位互换;
2、棱边倒钝R0.2。
图1: V 形锉配
二、读图
图1是凹、凸件配合图,上边是凸件,下边是凹件。
三、工作准备
1、备料 A3(68×81×8)
2、主要工量具 游标卡尺、锉刀、手锯、钻头、塞尺、刀口尺、90度样板
四、工作步骤
凸件(上)加工:
1、取料,锉削四个侧面,保证长宽尺寸要求,以及表面质量要求;
2、划线;
3、锯削,留锉削余量;
4、分别锉削各锯削面,保证相应尺寸和表面质量要求;
5、检验。
凹件(下)加工:
1、取料;锉削三面,保证宽尺寸;
2、按凸件(上)实际尺寸,在凹件(下)上划出加工线,并用理想尺寸校核;
3、用样冲,确定φ3的中心,以便钻削定心;
4、钻削φ3孔;
5、锯削,留锉削余量;
6、配锉各锉削面;
7、配合间隙检查。
五、质量检测评分标准
V形锉配评分表
姓名:单位:制作成品编号:。