FeSO4对铜基粉末冶金摩擦材料性能的影响
铁含量对铜―铁基摩擦材料性能的影响

写一篇铁含量对铜―铁基摩擦材料性能的影响的报告,600字
铜―铁基摩擦材料的性能受到铁的含量的影响。
本报告介绍了这一影响,并且详细分析了不同铁含量对铜―铁基摩擦材料性能的影响。
铜―铁基摩擦材料由铜和铁共同制成,具有优异的耐磨性、耐腐蚀性和高强度等特点。
增加铁的含量将提高材料的介电性能,抗氧化和耐热性能也会有所增强。
但是,随着铁含量的增加,摩擦系数和耐磨性也会降低,过多的铁将会显著降低材料的表面硬度和抗磨性,使得材料效果变差。
实验表明,当铁含量为85%时,铜―铁基摩擦材料在摩擦中
的磨损行为更为复杂,摩擦系数最高,但随着摩擦时间的增加,性能也会显著降低。
而当铁含量提高到95%时,铜―铁基摩
擦材料的摩擦系数虽然明显下降,但其耐磨性明显比85%的
材料好得多,即使在长时间的摩擦中,也能保持一定的磨损程度。
此外,铁含量过高会增加材料的热膨胀系数,使材料在摩擦过程中的表面温度显著升高,影响了材料的韧性。
并且,较高的铁含量会增加材料的非晶硬化,进一步影响其耐磨性。
综上所述,铁含量对铜―铁基摩擦材料性能有着重要的影响,当铁含量大于90%时,摩擦材料的性能将会急剧降低。
因此,在进行摩擦材料的设计制造时,需要在合理范围内控制铁的含量,以保证它的性能。
铜含量对铁基粉末冶金航空刹车材料摩擦磨损性能的影响
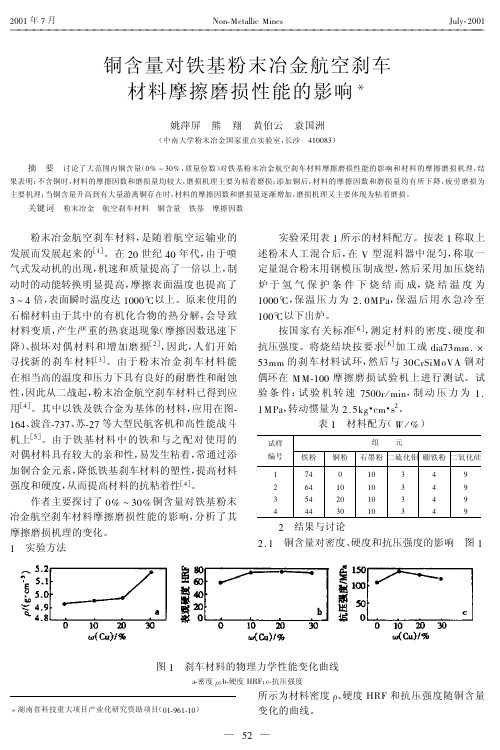
2001年7月Non-MetaIIic MinesJUI y ,!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!2001铜含量对铁基粉末冶金航空刹车材料摩擦磨损性能的影响"姚萍屏熊翔黄伯云袁国洲(中南大学粉末冶金国家重点实验室,长沙410083)摘要讨论了大范围内铜含量(0%~30%,质量份数)对铁基粉末冶金航空刹车材料摩擦磨损性能的影响和材料的摩擦磨损机理,结果表明:不含铜时,材料的摩擦因数和磨损量均较大,磨损机理主要为粘着磨损;添加铜后,材料的摩擦因数和磨损量均有所下降,疲劳磨损为主要机理;当铜含量升高到有大量游离铜存在时,材料的摩擦因数和磨损量逐渐增加,磨损机理又主要体现为粘着磨损。
关键词粉末冶金航空刹车材料铜含量铁基摩擦因数粉末冶金航空刹车材料,是随着航空运输业的发展而发展起来的[1]。
在20世纪40年代,由于喷气式发动机的出现,机速和质量提高了一倍以上,制动时的动能转换明显提高,摩擦表面温度也提高了3~4倍,表面瞬时温度达1000C 以上。
原来使用的石棉材料由于其中的有机化合物的热分解,会导致材料变质,产生严重的热衰退现象(摩擦因数迅速下降)、损坏对偶材料和增加磨损[2],因此,人们开始寻找新的刹车材料[3]。
由于粉末冶金刹车材料能在相当高的温度和压力下具有良好的耐磨性和耐蚀性,因此从二战起,粉末冶金航空刹车材料已得到应用[4]。
其中以铁及铁合金为基体的材料,应用在图-164、波音-737、苏-27等大型民航客机和高性能战斗机上[5]。
由于铁基材料中的铁和与之配对使用的对偶材料具有较大的亲和性,易发生粘着,常通过添加铜合金元素,降低铁基刹车材料的塑性,提高材料强度和硬度,从而提高材料的抗粘着性[4]。
作者主要探讨了0%~30%铜含量对铁基粉末冶金航空刹车材料摩擦磨损性能的影响,分析了其摩擦磨损机理的变化。
α-SiC的粒度对铜基摩擦材料摩擦磨损性能的影响
α-SiC的粒度对铜基摩擦材料摩擦磨损性能的影响孟康龙;姚萍屏【摘要】选取粒度为1 μm和10 μm的立方型6H α-SiC陶瓷颗粒,制备含碳化硅陶瓷颗粒的铜基粉末冶金摩擦材料.通过扫描电镜(SEM)观察分析该材料的摩擦表面和亚表面的显微组织形貌,研究α-SiC粒度对铜基摩擦材料摩擦磨损性能的影响.结果表明:α-SiC陶瓷颗粒的加入可显著降低铜基摩擦材料的磨损,并能有效抑制材料缺陷源处微裂纹的萌生和扩展.SiC陶瓷颗粒的粒度对铜基摩擦材料机械混合层的形貌和抵抗摩擦过程中剪切变形的能力有显著影响,10 μm α-SiC陶瓷颗粒能有效强化基体,显微硬度较不含α-SiC的材料提高1倍以上,表现出较优异的摩擦磨损性能,摩擦因数和摩擦因数稳定性最高,分别为0.31和0.58,磨损量最小.【期刊名称】《粉末冶金材料科学与工程》【年(卷),期】2010(015)003【总页数】6页(P294-299)【关键词】粉末冶金;摩擦材料;α-SiC;亚表面【作者】孟康龙;姚萍屏【作者单位】中南大学粉末冶金国家重点实验室,长沙,410083;中南大学粉末冶金国家重点实验室,长沙,410083【正文语种】中文【中图分类】TF125.9铜基粉末冶金摩擦材料具有导热性和耐热性好、摩擦因数高以及耐磨损等特点,目前已被广泛用作航空飞机和高速列车的制动材料。
铜基粉末冶金摩擦材料通常由几种甚至十几种组元组成[1], 这些组元按其作用可分为基体组元、润滑组元和摩擦组元。
SiC颗粒具有强度大、弹性模量高、热膨胀系数低和价格便宜等优点,是金属基粉末冶金摩擦材料最常使用的摩擦组元之一。
目前,SiC对铜基复合材料摩擦磨损性能的影响报道较多[2-4],但关于SiC粒度对铜基粉末冶金摩擦材料的摩擦性能的影响鲜有报道。
SiC是1种典型的多型结构化合物,迄今为止已发现160余种晶体[5]。
繁多的SiC多型体中,以6H α-SiC最为常见,其应用也最为广泛。
Fe含量及摩擦组元对铜基粉末冶金摩擦材料性能的影响

2 0 1 4年 2月
粉 末 冶金技 术
Po wd e r M e t al l ur g y Tec hnol o gy
Vo 1 .3 2,No .1
Fe b . 2 01 4
F e 含 量 及 摩 擦 组 元 对 铜 基 粉 末 冶 金 摩 擦 材 料 性 能 的影 响
于 潇 郭 志猛 一 杨 剑 ’ 裴 广 林
赵 翔
彭 坤
1 ) ( 北 京 科 技 大 学 新 材料 技 术 研 究 院 , 北京 1 0 0 0 8 3 ) 2 ) ( 西 安 航 空 制 动 科 技 有 限公 司 , 西安 7 1 3 1 0 6 )
摘 要 : 以电解 C u 粉、 还原 F e粉 、 石墨等为 主要原料 , 采 用粉末 冶金加 压烧 结工艺 制备 了 C u基 粉 末 冶 金 摩擦材料 , 研究了 F e 含量及 S i O 、 A 1 0 , 、 S i C等 摩 擦 组 元 对 烧 结 合 金 的 显 微 组 织 、 力 学 性 能 和摩 擦 磨 损 性 能 的 影响。结果表 明 : F e 主 要 影 响摩 擦 材 料 的 力 学 性 能 , 随 F e含 量 的 增 加 , 摩 擦材 料的硬度 、 抗 压 强 度 和 抗 弯 强 度显著提高 , F e含 量 为 1 5 %( 质 量分数 , 下 同) 时具有高 摩擦 系数 、 较低磨 损量 和稳定 的摩擦过 程 ; 添 加 摩 擦 组元 S i C后 的 材 料 强 度 最 高 、 摩擦系数最大 、 磨损量最小 , 但增加了对偶材料 的磨损 , 加S i O , 后 材 料 摩 擦 系 数 最小 、 磨损量最大 , A 1 0 , 所 起作用介于二者之 间。
Fe在铜基粉末冶金摩擦材料中的作用
蝼
图 2 四 种 材 料 在 不 同摩 擦 速 度 下 的摩 擦 系 数
由图 2可 知 ,随摩擦 速 度 的提高 ,材 料 的摩 擦 系数呈 现逐渐 降低 的趋 势 。究 其 原 因 ,摩 擦 是 两 摩 擦 表 面 间相互 粘 着 和 啮 合 程 度 及 其 性 质 的 函数 _8 J。 根 据 分子 一机械 啮合 理 论 ,当 两摩 擦 面 间微 凸 体 相 互接 触时 ,接触 点材 料 由于 分子 间作 用力 而粘 和在 一起 。 摩 擦过 程 中 ,这 些接 触点 间 产生 相对运 动 ,从 而发 生 剪切现 象 。这种 剪 切力 必然 成 为摩擦 阻 力 。在 低转
速下摩 擦 时 ,摩 擦 表 面温升 不 大 ,摩擦 表 面未 发生 相 变等复 杂 变化 ,摩擦 阻 力 主 要来 源 于材 料 表 面 微 凸 体 与对 偶 表 面微 凸体 间 的相 互作 用 。而 铜基摩 擦 材 料较对 偶 材料 软得 多 ,因此 ,此 时摩擦 副 间 的相互作 用 主 要是 对偶 表面 硬质 微 凸体对 较软 的铜基 材料 表 面 的犁沟 作用 。故 低转 速摩 擦 时摩擦 系 数较大 。随 着摩 擦转 速 的提 高 ,由 于大 量 摩 擦 热 的存 在导 致 材 料摩擦 表 面温 度迅 速 提 高 ,而基 体 铜 较 软 ,因此 ,材 料摩擦 面 在摩擦 过 程 中发 生 软 化 和 产生 大 量 变 形 。 材料 表面存 在 的这 种严 重畸 变导 致材 料表 面能 急剧 升高 ,表面 原子 活 性 增 大 。 因此 高 温 下 表 面层 中均 匀分 布 的 Fe极 易 与大 气 中的氧 发生 反应 ,形成 一层 致 密 的氧化 膜 。高 摩 擦 速 度下 ,一 方 面 材料 表 面 的 软 化 ,增 强 了材 料 的塑性 ,降 低 了微 凸体 间的机 械 啮 合 作 用 ,因此 ,降 低 了 材料 的摩擦 系数 。另一 方 面 , 表面 氧化 膜 的形 成 也 阻隔 了对偶 与材 料金 属 问的直 接 接触 ,从 而进 一步 降低 了高速摩擦 下 的摩 擦 系数 。
基体铜的粒度对铜基粉末冶金摩擦材料性能的影响
基体铜的粒度对铜基粉末冶金摩擦材料性能的影响刘建秀;贾徳晋;樊江磊;吴深;邵建敏;张驰【摘要】采用粒度为270、150、106和75 μm的气雾化纯铜粉作为基体,通过粉末冶金热压烧结的方式,制备铜基摩擦材料.研究基体铜的粒度对材料的物理力学性能、材料组织和摩擦性能的影响.采用MM-3000摩擦磨损试验机测试3000~7000 r/min转速条件下材料的摩擦性能,结果表明:铜粉粒度从270 μm减小到75 μm时,材料的流动性变差,压坯密度降低,材料的硬度呈减小趋势,从18.5 HBW降到14.0 HBW.但是铜粉粒度为106 μm时,硬度反而增加为2.0 HBW.随着转速的升高,摩擦系数呈先增加后减小的趋势,粒度为106 μm的试样摩擦系数比较稳定,摩擦系数变化从0.336到0.348,磨损率也最低,在7000 r/min初速度下仅为47 mg.%Taken gas-atomized copper powder of particle size (270、150、106 and 75 μm) as bases, the copper-based powder metallurgy friction materials were prepared by hotpress sinter. Effect of copper powder particle size on mechanical properties, morphology and friction performance was evaluated by a MM -3 000 friction damage test machine. The rotation speed is 3 000~7 000 r/min,The results showed that the hardness decreases from 18.5 HBW to 14.0 HBW with decrease of copper powder particle size. The material has a biggest hardness of 22.0 HBW when the copper powder particle size is75 μm. The friction coefficient increases and then decreases with the rotation speed increase. The friction coefficient becomes more steady when the copper powder particle size is 75 μm.The friction coefficient increases from 0.336 to 0.348,and rate ofwear decreases either. It is only 47 mg when the rotation speed is 7 000r/min.【期刊名称】《材料与冶金学报》【年(卷),期】2018(017)001【总页数】6页(P69-74)【关键词】铜基粉末冶金;基体铜粒度;摩擦系数;磨损率【作者】刘建秀;贾徳晋;樊江磊;吴深;邵建敏;张驰【作者单位】郑州轻工业学院机电工程学院,郑州45 0000;郑州轻工业学院机电工程学院,郑州45 0000;郑州轻工业学院机电工程学院,郑州45 0000;郑州轻工业学院机电工程学院,郑州45 0000;郑州轻工业学院机电工程学院,郑州45 0000;郑州轻工业学院机电工程学院,郑州45 0000【正文语种】中文【中图分类】TG115;TF802从2009年12月26日中国首条高速铁路通车至2014年中国高速铁路营业里程已达1.6万公里,稳居世界第一[1].高速铁路的快速发展,需要我国的列车不断的提速.然而,速度增加1倍,制动功率就需要增加8倍来满足要求,但是,国产的摩擦材料摩擦系数微低,且稳定性不佳,难以满足高速列车的需要,目前主要依赖进口.为了实现高速列车摩擦材料的早日国产化,国内针对高速摩擦材料开展了大量研究.粉末冶金材料以其良好的导热性、稳定的摩擦系数、高耐磨性等优点,得到广泛应用[2].铜基粉末冶金摩擦材料以其组织均匀、导热性好、耐磨性高、摩擦系数稳定等优点,大量应用于快速列车的制动摩擦材料.目前国内铜基粉末冶金摩擦材料的性能还不能满足250 km/h 以上快速列车的严格要求,需要进一步提高摩擦材料的性能.影响铜基粉末冶金摩擦材料性能的因素主要是其成分和工艺.铜基粉末冶金摩擦材料主要是由基体铜、摩擦组元、润滑组元和稀有金属[3-5]通过粉末冶金的方法制成的金属基颗粒复合材料[6].大多数人都通过研究摩擦组元[7-12]、润滑组元[13-16]等成分,以及烧结温度[17-20]、压制压力[19-22]等烧结工艺来提高铜基摩擦材料的性能.但是,有关基体对铜基粉末冶金摩擦材料性能影响的研究还很少.本文主要研究基体铜的粒度对摩擦材料硬度、孔隙率、密度、组织和摩擦性能的影响,为改变国内快速列车刹车摩擦材料依赖进口的现状提供理论基础.1 实验1.1 材料制备按照表1的比例,在V型混料机中混料8 h,冷压后热压烧结,经保温及室温冷却后,制备出铜粉粒度为270、150、106和75 μm的试样,依次编号为:Cu50、Cu100、Cu200、Cu300.表1 铜基粉末冶金摩擦材料成分组成Table 1 Chemical composition of the copper-based powder metallurgy friction material成分粒度μm纯度质量分数%气雾化CuFeCr-Fe鳞片状石墨MoS2Sn270、150、106、757515015075≤15099.899899999.999.95715~1710~129~111~3余量1.2 性能测试使用布氏硬度仪测量烧结试样的硬度,在试样上取5个均匀分布的数据点,测出硬度取平均值.采用排水法,根据国标GB 5163-1985,计算试样的密度(ρ)以及孔隙度(θ).采用MM-3 000摩擦磨损试验台测试材料的摩擦性能,试样摩擦面由三个厚13~15 mm 的正方体组成,试验参数如表2所示.采用电子扫描仪(SEM)观察试样的组织形貌以及磨损表面的形貌.表2 摩擦磨损试验参数Table 2 Test parameters of friction and wear试样面积cm2有效半径cm制动初速度r·min-1制动压力MPa试验惯量kg·m23730000 550 243740000 550 243750000 550 243760000 550 243770000 550242 结果与讨论2.1 显微组织与力学性能表3为4种试样的硬度、密度和孔隙率.由表3可以看出,试样Cu50、Cu100、Cu300的密度随着铜粉粒度的减小而逐渐降低,原因在于随着铜粉粒度的减小,粉末的流动性能变差,导致压坯密度降低,烧结密度随铜粉粒度的减小而减小.随着铜粉粒度的减小,铜颗粒的总体表面积增大,由于润湿性的差异,表面的结合性能降低,孔隙率呈上升的趋势.试样硬度值的变化规律同烧结密度的变化保持一致,随着烧结密度的增加,硬度值呈上升趋势.但是,试样Cu200的烧结密度为5.23g/cm3、硬度为22.0 HBW,都高于试样Cu50的烧结密度4.99 g/cm3、硬度18.5 HBW,孔隙率为12.54%低于试样Cu50的孔隙率16.55%,其原因在于Cu50和Cu100试样的基体颗粒较大,材料其他成分的颗粒很多在150 μm以上,接触颗粒之间形成较大的空隙,成型烧结过程中,彼此进入对方空隙的效果差.Cu200试样的基体粒度则较小,由于颗粒尺寸间的差异,在成型烧结的过程中,相互填补彼此空隙的效果好.Cu300试样的基体颗粒虽小,但其流动性差,并不能达到填补彼此空隙的良好效果.所以试样Cu200中基体铜颗粒和其他组元颗粒之间形成了最佳配比,增加各组元之间的接触面积,使压坯密度升高,孔隙率降低,提高烧结密度和硬度.表3 各试样的物理和力学性能Table 3 Physical and mechanical properties of the samples试样编号硬度HBW密度(g·cm-3)孔隙率%Cu5018 54 991655Cu100154 9517 15Cu20022 05 2312 54Cu30014 04 9317 45图1为4种试样的组织形貌.其中大片浅灰色为金属基体铜,镶嵌在基体铜中的深灰色为金属Fe,棱角分明的暗灰色为金属Cr-Fe,黑色条状成分为石墨,Fe粉上分布的黑色点状物质为空隙.由图1可以看出,随着铜粉粒度减小,基体铜分布的均匀性越高,且连续性越好,这是由于粒度越小,铜颗粒之间的界面越容易结合.但是,Fe和Cr-Fe与基体铜的界面结合性先升高后降低,孔隙率呈先降低后升高的趋势,这是因为随着基体铜粒度的减小,Fe和Cr-Fe的扩散性能提高,在试样中分布越均匀,相互接触面积增大,结合性能增强,同时由于润湿性的差异,孔隙率增加.然而Cu200的孔隙率却最低,原因是铜颗粒和其他组元颗粒之间相互填补,增大了不同组元之间的结合面积,提高了整体的结合性能.摩擦时材料剥落大多都是从石墨层开始的,随着基体铜粒度的减小,鳞片状石墨逐渐由杂乱分布状态变为层状分布状态,且试样Cu200的石墨垂直于压制方向呈层状分布,可以从表面变形层挤出,均匀分布在摩擦表面,从而降低磨损.图1 试样烧结后的微观形貌Fig.1 Microstructures of the sintered sample with different copper particle size(a)—Cu50; (b)—Cu100; (c)—Cu200; (d)—Cu300.2.2 摩擦磨损性能图2为4种试样在初速度为 3 000、 4 000、 5 000、 6 000 和 7 000 r/min 下的平均摩擦系数变化曲线,可以观察到随着转速的增加,4种试样的平均摩擦系数大体呈现先增大后减小的趋势.随着粒度的增大,直接作用于摩擦面的颗粒越大,摩擦系数越大.随着转速的增大,在摩擦力和摩擦热的作用下,由于润湿性、孔隙的存在,材料中有颗粒脱落,镶嵌在表面的摩擦膜中,起磨粒的作用,在3 000~6 000 r/min 的初速度下,4种试样的摩擦系数随着转速增大而增大,其中Cu50、Cu100、Cu300三种试样的摩擦系数增幅较大,最高可达0.03,Cu200样品组织分布均匀,各组元结合性好,颗粒脱落较少,摩擦系数的变化比较稳定,仅为±0.1.转速在6 000~7 000 r/min的条件下,由于摩擦面温度不断升高,促使摩擦面产生一系列的塑性变形和氧化现象,形成一层氧化膜.氧化膜有效减少了摩擦材料与对偶的直接接触,所以4种试样的摩擦系数都有所减小.氧化膜的稳定直接影响摩擦系数的稳定性,随着基体粒度的减小,在摩擦力作用下颗粒的脱落程度降低,摩擦面破坏程度降低,摩擦系数更稳定.所以Cu50、Cu100、Cu300试样随着粒度的减小,摩擦系数的变化幅度呈减小趋势,Cu200试样的摩擦系数几乎不变,是因为Cu200的基体粒度小,同其他组元相互颗粒间容隙度小,分布更加均匀,起到夹持作用,减少颗粒脱落,使摩擦面更稳定.图2 试样在不同初速度下的摩擦系数变化曲线Fig.2 Friction coefficient curves with different rotation speeds图3 为4种试样在初速度为3 000、 4 000、 5 000、 6 000和7 000 r/min下的磨损率变化曲线,以试样每10次制动的面磨损量(mg)作为磨损率参数.由图3可以看出,随着转速的升高,磨损率呈增大的趋势.试样Cu50、Cu100、Cu300随着基体Cu粒度的减小,磨损呈降低的趋势,Cu200的磨损率最小,且磨损率波动最小.在5 000 r/min初速度时,最大相差15 mg,但在7 000 r/min初速度条件下最大相差却达到50 mg.图3 试样在不同初速度下的磨损率变化曲线Fig.3 Wear loss curves with different rotation speeds图4 为4种试样摩擦(初速度为7 000 r/min)后的表面形貌.由图可观察出,Cu50试样的摩擦表面有大面积的脱落,摩擦膜被严重破坏,且脱落处有石墨粒聚集.Cu100试样呈现斑状脱落,仅有小片区域出现脱落,同时表面部分区域被磨屑覆盖.Cu200的摩擦表面比较平整几乎没有表面脱落现象,且分布着均匀的第三体,有效减小材料的磨损.Cu300的摩擦表面只有微量的脱落,第三体的分布状态介于Cu200和Cu100之间.4种试样随着粒度的减小,一方面,石墨分布状态由杂乱无章逐渐变为层状分布状态,良好的嵌入材料中,可以通过表面变形层挤出,均匀的分布在摩擦面,起到良好的润滑作用.另一方面,孔隙率逐渐减少,在摩擦的过程中,增强相与基体的结合性逐渐增强,从而减少了材料的脱落.在摩擦作用下,材料会产生磨屑,随着磨屑的不断增加,在摩擦力、压力和温度的共同作用下,这些磨屑颗粒会发生塑性变形,形成薄膜.由于氧化作用形成一层致密的氧化膜,氧化膜在摩擦过程中,一方面把材料和对偶阻隔开,减少直接接触,从而降低黏着磨损的可能;另一方面,高硬度的氧化膜阻碍遗留在摩擦副之间的磨粒直接作用在材料摩擦面上,降低磨粒对摩擦表面产生犁沟效应.通过观察摩擦表面脱落膜的厚度并进行Fe元素扫描分析,发现Fe、O元素含量较高,由此得出为氧化膜.在高速的摩擦作用下,磨屑增加,受摩擦力和载荷作用的影响,在摩擦面参与氧化膜的形成.当氧化层的厚度增加到一定程度,在摩擦过程中,压力和冲击同时作用在脆硬的氧化膜上,氧化膜会产生裂纹,进而不断地延伸和扩展,再由裂纹的相互连接,最后导致表面薄膜的脱落.如图4(a)所示,从氧化膜脱落的磨粒最终在摩擦表面参与摩擦,在压力和摩擦力的作用下,磨粒被压入氧化膜,导致材料表面进一步产生裂纹,引起材料表面脱落,循环往复,材料的磨损逐渐增大.如图4(c)和(d)所示,只有较小的脱落,在摩擦过程中,形成的磨屑较少,对表面的氧化膜破坏较小,所以摩擦表面的氧化膜比较稳定,不仅有效地降低了材料的磨损,同时氧化膜的脱落程度也很低,从而减少了氧化膜产生的磨粒对摩擦表面的进一步磨损.图4 试样摩擦后的微观形貌Fig.4 Friction surface micrographs of the samples(a)—Cu50; (b)—Cu100; (c)—Cu200; (d)—Cu3003 结论(1)采用不同粒度的气雾化铜粉作为基体,通过热压烧结制成铜基粉末冶金摩擦材料试样,研究表明随着铜粉粒度的减小,试样基体的连续性越来越均匀,试样的硬度大体呈降低的趋势,但试样Cu200的硬度最高,为22.0 HBW,提高了材料的耐磨损性能.(2)随着铜粉粒度的减小,密度呈减小的趋势,试样Cu200的密度最大,为5.23 g/cm3;孔隙率和密度相反,呈增大的趋势,但Cu200的孔隙率最小,为12.54/%,减少材料的脱落,提高材料的抗摩擦磨损性能.(3)在7 000 r/min的初速度下进行摩擦磨损试验,随着粒度的减小,摩擦系数整体呈降低的趋势,Cu200摩擦系数的稳定性最高,磨损率呈降低的趋势,且Cu200的磨损率最低.Cu基体的粒度为106 μm,铜基粉末冶金摩擦材料具有最佳综合性能,材料的硬度为22.0 HBW,密度为5.23 g/cm3,孔隙率为12.54/%,摩擦系数为0.348,磨损率为47 mg.参考文献:[1] 苏醒. 中国高铁到底有多牛?全球叹服![N]. 人民日报, 2015-10-20.(Su Xing. How strong are Chinese high-speed trains ? Global admiration ! [N]. People’s Daily, 2015-10-20.)[2] 张忠莹, 鲁乃光. 粉末冶金摩擦材料综述[J]. 粉末冶金技术, 1986(03). (Zhang Zhongying, Lu Naiguang. Summary of powder metallurgy friction [J]. Powder Metallurgy Technology, 1986(03).)[3] 孙忠刚, 高飞, 王德庆. 锡对粉末冶金铜基摩擦材料摩擦磨损性能的影响 [J]. 润滑与密封, 2014, 39(12): 29-38.(Sun Zhonggang, Gao Fei, Wang Deqing. Effects of Sn content on friction and wear properties of copper matrix frictional material [J]. Lubrication Engineering, 2014, 39(12): 29-38.)[4] 符蓉, 房顺利, 高飞, 等. 铬对铜基粉末冶金材料摩擦磨损性能的影响 [J]. 润滑与密封, 2013, 38(10): 15-20.(Fu Rong, Fang Shunli, Gao Fei, et al. Effects of Cr content on friction and wear properties of copper matrix frictional material [J]. Lubrication Engineering, 2013, 38(10): 15-20.)[5] 姚冠新, 牛华伟. 镍对铜基粉末冶金摩擦材料摩擦磨损性能的影响 [J]. 热加工工艺, 2016, 45(8): 121-124.(Yao Guanxin, Niu Huawei. Effects of nickel on tribological wear properties of copper-based powder metallurgy friction material [J]. Hot Working Technology, 2016, 45(8): 121-124.)[6] (苏)费多尔钦科N M. 现代摩擦材料 [M]. 徐润泽, 译. 北京: 冶金工业出版社, 1983.(Fedor Cinco N M. Modern friction materials [M]. Xu Runze translates. Beijing: Metallurgical Industry Press, 1983.)[7] 赵翔, 郝俊杰, 彭坤, 等. Cr-Fe为摩擦组元的铜基粉末冶金摩擦材料的摩擦磨损性能 [J]. 粉末冶金材料科学与工程, 2014, 19(6): 935-939.(Zhao Xiang, Hao Junjie, Peng Di, et al. Friction and wear behavior of Cu-based P/M friction materials with Cr-Fe as friction components [J]. Materials Science and Engineering of Powder Metallurgy, 2014, 19(6): 935-939.)[8] 陈洁, 熊翔, 姚萍屏, 等. Fe在铜基粉末冶金摩擦材料中的作用 [J]. 粉末冶金工业, 2016, 16(4): 16-20.(Chen Jie, Xiong Xiang, Yao Pingping, et al. The working of Fe in copper-based P/M friction material [J]. Powder Metallurgy Industry, 2016, 16(4):16-20.)[9] 姚萍屏, 熊翔. Fe及SiO2对铜基刹车材料摩擦磨损性能的影响机制 [J]. 摩擦学报, 2006, 26(5): 478-483.(Yao Pingping, Xiong Xiang. Friction and wear behavior and mechanism of Fe and SiO2 in Cu-based P/M friction material [J]. Tribology, 2006, 26(5): 478-483.)[10] 卢宏, 张婧琳, 刘联军, 等. SiO2粒度对铜基粉末冶金摩擦材料性能的影响 [J]. 粉末冶金技术, 2014, 32(3):195-199.(Lu Hong, Zhang Jinglin, Liu Lianjun, et al. The effect of SiO2particle size on Cu-based powder metallurgy friction materials [J]. Powder Metallurgy Technology, 2014, 32(3): 195-199.)[11] Zhang Yongzhong, Zhao Guoding. The effect of interfacial modifying on the mechanical and wear properties of SiCp/Cu pomposities [J]. Materials Letters, 2003, 57: 4583-4591.[12] 周海滨, 姚萍屏, 肖叶龙, 等. SiC颗粒强化铜基粉末冶金摩擦材料的表面形貌特征及磨损机理[J]. 中国有色金属学报, 2014, 24(9): 2272-2279.(Zhou Haibin, Yao Pingping, Xiao Yelong, et al. Topographical characteristics and wear mechanism of copper-based powder metallurgy friction materials reinforced by SiC particle [J]. The Chinese Journal of Nonferrous Metals, 2014, 24(9): 2272-2279.)[13] Lei Liu, Yiping Tang, Haijun Zhao, et al. Fabrication and properties of short carbon fibers reinforced copper matrix composites [J]. Journal of Materials Science, 2008, 43(3): 974-979.[14] 杨浩, 朱明明, 李卫. 短碳纤维增强铜基复合材料的载流摩擦磨损行为[J]. 特种铸造及有色金属, 2013, 33(8):765-768.(Yang Hao, Zhu Mingming, Li Wei. Friction and wear behaviors of short carbon fibre reinforced copper matrix composites with electric current [J]. Special Casting and Nonferrous Alloys, 2013, 33(8): 765-768.)[15] 陈军, 姚萍屏, 盛洪超, 等. 碳对铜基粉末冶金摩擦材料性能的影响 [J]. 材料热处理, 2006, 35(14): 13-16.(Chen Jun, Yao Pingping, Sheng Hongchao, et al. Effect of carbon on property of copper-base powder metallurgy friction material [J]. Material and Heat Treatment, 2006, 35(14): 13-16.)[16] LI Jingfu, Zhang Lei, Xiao Jinkun, et al. Sliding wear behavior of copper-based composites reinforced with graphene nanosheets and graphite [J]. Transactions of Nonferrous Metals Society of China, 25(2015) 3354-3362.[17] 王天国, 覃群. 烧结温度对铜基粉末冶金摩擦材料组织和性能的影响 [J]. 机械工程材料, 2016, 40(1): 39-42.(Wang Tianguo, Qin Qun. Effect of sintering temperature on microstructure and properties of Cu-based powder metallurgy brake material [J]. Materials for Mechanical Engineering, 2016, 40(1): 39-42.) [18] 盛洪超, 熊翔, 姚萍屏. 烧结温度对铜基粉末冶金航空刹车材料摩擦磨损行为的影响 [J]. 非金属矿, 2006, 29(1): 52-55.(Sheng Hongchao, Xiong Xiang, Yao Pingping. Effect of sintering temperature on abrasion behavior of Cu-based P/M aircraft brake materials [J]. Non-Metallic Mines, 2006, 29(1): 52-55.)[19] 熊翔, 盛洪超, 姚萍屏. 铜基航空刹车材料的烧结温度与烧结压力[J]. 中南大学学报, 2007, 38(2): 206-212.(Xiong Xiang, Sheng Hongchao, Yao Pingping. Sintering pressures and tenperatures of Cu-based aircraft brake materials [J]. Journal of Central South University, 2007 38(2): 206-212.)[20] 王建强, 李国民, 赵洪波. 烧结工艺对铜基粉末冶金摩擦材料的影响 [J]. 润滑与密封, 2013, 38(10): 77-79.(Wang Jianqiang, Li Guomin, Zhao Hongbo. The effect of sintered process on Cu-based powder metallurgy friction materials [J]. Lubrication Engineering, 2013, 38(10); 77-79.)[21] 姚萍屏, 盛洪超, 熊翔, 等. 压制压力对铜基粉末冶金刹车材料组织和性能的影响[J]. 粉末冶金材料科学与工程, 2006, 11(4): 239-243.(Yao Pingping, Sheng Hongchao, Xiong Xiang, et al. Effect of compaction pressure on microstructures and properties of Cu-based P/M brake materials [J]. Materials Science and Engineering of Powder Metallurgy, 2006, 11(4): 239-243.)[22] 王培, 陈跃, 张永振. 烧结压力对铜基粉末冶金闸片材料摩擦学性能的影响 [J]. 机械工程材料, 2014, 38(6): 66-69.(Wang Pei, Chen Yue, Zhang Yongzhen. Influence of sintering pressure on tribological property of Cu-based powder metallurgy material for brake [J]. Materials for Mechanical Engineering, 2014, 38(6): 66-69.)。
摩擦速度对铜基摩擦材料摩擦磨损性能影响

摩擦速度对铜基摩擦材料摩擦磨损性能影响摩擦速度是影响铜基摩擦材料摩擦磨损性能的重要因素之一。
在摩擦过程中,摩擦速度会对材料表面的磨损、摩擦热和摩擦学性能产生影响。
本文将对铜基摩擦材料在不同摩擦速度下的摩擦磨损性能进行分析研究。
一、铜基摩擦材料的基本性能铜基摩擦材料是一种新型的高性能摩擦材料,具有优良的摩擦学性能、高温稳定性和抗磨损性能。
其主要成分为铜基合金,常用的铜基材料有铜-锡合金、铜-锌合金、铜-镍合金等。
二、摩擦速度对铜基摩擦材料摩擦磨损性能的影响1. 磨损率变化摩擦速度对铜基摩擦材料的磨损率有一定的影响。
当摩擦速度增加时,材料表面受力变化,摩擦热和磨擦力增大,容易产生热膨胀和磨损现象,从而加剧材料的磨损。
而当摩擦速度较低时,材料表面的温度和应力较小,磨损率相对较低。
2. 摩擦学性能变化随着摩擦速度的增加,铜基摩擦材料的摩擦系数也会随之增加,摩擦学性能也会发生相应变化。
对于一些要求高速摩擦的工况,如高速铁路、航空等领域,需要选择抗磨损、摩擦系数稳定的铜基摩擦材料。
3. 磨损形态变化在摩擦过程中,材料表面的磨损形态也会发生变化。
随着摩擦速度的增加,磨损形态会由点状磨损、区域性磨损逐渐转变为大面积磨损,甚至产生严重的表面磨损与裂纹。
三、总结综上所述,摩擦速度是影响铜基摩擦材料摩擦磨损性能的重要因素,受摩擦速度影响的性能包括磨损率、摩擦学性能和磨损形态等。
在实际应用中,需要根据工况的不同选择不同的铜基摩擦材料以获得最佳的摩擦磨损性能。
针对铜基摩擦材料的摩擦磨损性能影响因素之一的摩擦速度,需要进一步研究其具体影响机理,以便更好地指导其实际应用。
首先,随着摩擦速度的增加,材料表面的温度升高,摩擦热增大,从而加速了材料表面的磨损。
此外,在高速摩擦过程中,摩擦力也随之增大,这对于材料表面的磨损、剥落等现象也有较大的促进作用。
其次,不同的铜基材料对于摩擦速度的敏感程度可能也有所不同,因此需要对不同的材料进行具体实验验证。
铬对铜基粉末冶金材料摩擦磨损性能的影响

铬 对 铜 基 粉 末 冶 金 材 料摩 擦磨 损性 能 的影 响
符 蓉 房顺利 高 飞 韩 晓明
( 大连交通大学 连续挤压教育部工程研究 中心 辽宁大 连 1 1 6 0 2 8 )
摘要 :采用粉末冶金工艺 制备铜 铬基粉 末冶金 摩擦材 料 ,在 制动 压力 0 . 5~0 . 7 6 MP a 、制 动速度 1 0 0 0—3 0 0 0 r / m i n 范围内,探讨干 、湿 2种状态下铬对材料摩擦磨损性能 的影 响。结果表 明,随铬含量增加 ,材 料的摩擦 因数 和磨 损量降低 ,且随制动压力增加 ,摩擦因数降低 ;在低摩擦速度时 ,湿摩擦因数低于干摩擦 ,高速时则相反。铬降低 了材 料的摩擦因数 和磨损量 的原因在于铬增加 了材料的硬度而起到了降低摩擦面的损伤程度和表面粗糙度的作用。在较低的
we a r o f t h e ma t e ia r ls re a r e d u c e d wi t h i n c r e a s i n g c h r o mi u m c o n t e n t , a n d t h e f ic r t i o n c o e f f i c i e n t i s r e d u c e d wi t h t h e i n c r e a s e o f t h e b r a k e p r e s s u r e; t h e we t f ic r t i o n c o e f f i c i e n t i s h i g he r t h a n d y  ̄i r c i f o n c o e f i c i e n t a t l o w s p e e d, a n d l o we r a t h i g h
水分对铜基摩擦材料摩擦磨损性能的影响

制 变化 , 由干摩 擦 时 的磨 粒 磨 损 和粘 着磨 损 转 即 变 为疲劳 磨损 . 阳 针 对 铝 青铜 材 料 的试 验 结 刘 果 表 明 , 摩 擦 降低 了磨 损 量 , 提 高 了摩 擦 系 湿 但 数, 这被认 为湿 摩擦 时 表 面大 量 犁 沟 引起 较 大剪 切 力. . i[ 等关 于环境 湿度 对类金 刚石 材料性 E Lu7
表 明湿摩擦 条件 下摩 擦 系数 和磨损率 明显 低于 干
摩擦 , 这被认为是水的润滑和冷却作用 降低 了摩 擦 表 面 温 度 , 而 减 少 粘 着 和 塑 性 变 形 等. 泽 从 周
华 从 摩擦 磨损机 理 角 度 , 为 水膜 引起 磨 损 机 认
1 试 验 材 料 和 方 法
第 3 卷 第 2期 1 21 0 0年 4月
大
连
l N . 13 o 2
Ap . r 201 0
J URNA OF DA I JAOT NG UNI ER I Y O L L AN I O V ST
文 章 编 号 :6 3 9 9 (0 0 0 — 0 8 0 17 — 5 0 2 1 )2 0 3 - 3
擦 性能是 有 意义 的.
认 识摩擦 材料 在 干 、 摩擦 条 件 下 的材料 性 能 也 湿
显 现 出迫切性 .
材 料摩擦 磨损 性能 的变 化规律 随其 所处摩 擦 条 件 的不 同 而有 所不 同 , 擦 环 境 的改变 联 系 到 摩 摩 擦温度 和表 面状 态等 , 因此 , 掌握 摩擦 材料在 不
能影响研究表明, 环境湿度提高 , 摩擦 系数降低 , 原因在于水膜起 到润滑和增加实际接触面积作
用. 可见 , 水分 对摩 擦材料 性 能的影 响在不 同 的摩 擦 条件下 表现 出 不 同 的结 果 , 面 对这 些 不 同 的 而 试 验结 果 , 究 者 给 出的解 释 是 不一 致 的. 研 因此 , 认 识材料 在 不 同摩 擦条 件下 的磨损 机制仍 需大 量 的工作 . 对 铜 基粉 末 冶金 摩 擦材 料 , 于 干 、 针 处 湿 条 件下 , 摩擦 性 能 的变 化 规 律 如何 ?这方 面 的研 究 工作仍 很难 见到 报导 . 显然 , 探讨这 种材 料 的摩
不同晶型SiCp对铜基粉末冶金摩擦材料摩擦磨损性能的影响

一
2 1 年第 7期 01
姚萍屏等 :不 同晶型 SC 对铜基粉末冶金摩擦材料摩擦磨损性 能的影 响 i。
3
和颗粒表面状态存在 差异 有关 ,据 有关 文献报 道 。 , 。 pSC相对 OSC具 有 较 高 的硬度 和 韧 性 ,且 pSC .i /i . . —i 颗粒 的表面相对 O S ti — C颗粒 的表 面粗糙 度高 ,这样 会 增 强 SC i 与铜合 金基体 的结 合性 ;而 且材料 的硬 度 与材料 内各组 元硬度密切相关 ,因此 ,加入不 同晶型
BS 只具 有 一种结 构 ,O S .C i Li 的6 . C中 H、4 H、1R和 5 2 R为最 常见类 型 ,尤 以 6 l H数 量 最 多。 由于 pSC —i 相对 .i SC具有较 高的硬 度 、韧性和热 导率 ,具有相
基 金项 目 :国家 高新 技术研 究发展 计划 项 目 (08 A3S4 ; 20A 0Z0)
Y o Pn pn F n K n a g Me g K n ln S eZ ih n Dig L a ig ig a u yn n a go g h hc a g n i
( t eK yL brt yo P w e M tlr ,et l ot nvr t,hnsaH n n40 8 ,hn ) Sa e ao o f o dr e l g C nr u U i syC agh u a 10 3 C ia t ar au y aS h ei
21 0 1年 7月
润滑 与密封
LUBRI AT ON C I ENGI NEERI NG
J l 0 1 u y2 1
Vo. 6 No 7 13 .
第3 6卷 第 7期
铜基粉末冶金复合材料的摩擦性能

铜基粉末冶金复合材料的摩擦性能铜基粉末是当前的冶金行业应用较为普遍的材料,利用其自身的性质,提升金属复合材料自身的性能,满足实际的需求。
与传统的金属相比,其复合材料具有优良的性能,如,导热性、导电性、耐热性、抗冲击性以及高韧性等,基于此,作者结合学习经验,对铜基粉末冶金复合材料的摩擦性能进行详细的分析研究,以供参考。
标签:铜基粉末;冶金复合材料;摩擦性能引言:随着时代不断发展,科学技术高速发展,人们对于材料的性能要求不断提升,促使复合材料应时代发展。
金属基复合材料自身具有良好的金属性,相对来说尺寸较为稳定,被广泛应用在各个行业中,促使各行业发展,并且相对来说,其成本较低,合成技术易于控制,其材料被广泛应用在电子、汽车、航天以及武器等领域。
一、铜基粉末冶金复合摩擦材料(一)成分铜基粉末冶金复合材料是指,以铜为或者合金为基体材料,并结合实际的要求,添加合理的材料进行制作,利用现阶段的粉末冶金方法进行合理制备,进而形成性能良好的复合材料。
改性填料的添加主要目的是防止铜在制动过程中由于产生热而导致摩擦材料发生粘着,保证其稳定性,同时改善其整体性能,促使其符合多元化性能要求。
(二)优点相对来说,与传统的金属材料相比,铜基粉末冶金复合材料自身具有较多的优良性能,具体来说,主要包括以下几方面:首先,良好的摩擦稳定性,其复合材料在实际的制作过程中,结合实际的需求,添加一定的填料,提升其整体的性能。
尤其是相对来说,在制动过程中,要求其在不同的情况下保证自身的稳定性,实际上,铜基粉末冶金复合材料自身的摩擦性能还受外界的环境影响,例如,高温、潮湿以及高载等,进而满足实际的需求[1]。
其次,良好的导热性,在实际的制动过程中,受摩擦自身的影响,会产生大量的热,进而影响材料自身的性能,因此,为保证其实际的性能不受影响,应保证其具有良好的导热性,将产生的热量进行合理的传导,避免其出现性能变化,物理与化学性质稳定,制动平稳。
最后,良好的耐磨性,受材料自身的作用影响,在实际的使用过程中,其材料必然会发生一定的磨损,进而降低材料自身的性能与使用寿命,增大消耗率,因此,应保证其具有良好的耐磨性,进而在应用过程中,可以利用其性能进行有效的制动,降低摩擦波动系数,满足实际的需求。
铜基粉末冶金摩擦材料调速制动摩擦系数试验

铜基粉末冶金摩擦材料调速制动摩擦系数试验王延忠;魏彬;宁克焱;韩明;沈蓉【摘要】为得到速度和压力边界条件在摩擦元件接合过程中对摩擦特性的影响机制,设计一种变速滑摩的方法,针对径向槽、双圆弧槽和螺旋槽3种沟槽形式,通过不同工况摩滑过程和闭锁过程的摩擦系数试验数据分析,获得了摩擦系数随滑摩速度及压力载荷变化的特性.试验结果表明,变速滑摩试验可以很好地体现摩擦元件制动过程中的流体动力效应、边界摩擦效应和粘附闭锁效应;沟槽形式一定程度上影响摩擦系数随速度的变化趋势,静摩擦系数随载荷的增大而减小最后趋于稳定;在不同载荷条件下,摩擦系数对速度边界的敏感程度存在差异;变速过程静动比分析结果表明,Cu基粉末冶金摩擦材料适合在重载条件下工作,而且双圆弧沟槽摩擦元件的接合平顺性更好.【期刊名称】《哈尔滨工业大学学报》【年(卷),期】2014(046)001【总页数】5页(P116-120)【关键词】摩擦机理;沟槽;Cu基粉末冶金;边界条件;调速滑摩【作者】王延忠;魏彬;宁克焱;韩明;沈蓉【作者单位】北京航空航天大学机械工程学院,100191北京;北京航空航天大学机械工程学院,100191北京;中国北方车辆研究所车辆传动重点实验室,100072北京;中国北方车辆研究所车辆传动重点实验室,100072北京;中国北方车辆研究所车辆传动重点实验室,100072北京【正文语种】中文【中图分类】TH117大功率Cu基粉末冶金摩擦材料在高能量密度传动系统中得到了广泛应用.现阶段广泛采用SAE台架试验和Pin On Disc销盘试验作为材料摩擦特性的验证手段.针对复杂边界情况的摩擦元件摩擦特性,大多数试验都在SAE#2或相似的试验台上完成.该试验台能够完成挤压、滑摩、闭锁等多工况的模拟.Haviland[1]、Evans [2]和Holgerson[3]等通过SAE制动试验初步研究了湿式离合器接合过程的摩擦特性,得出了制动过程中存在多种摩擦机理的结论.Tatiah[4]和 Osanai [5]等对湿式摩擦副多次接合过程的热失效机理进行了理论和试验研究,得到了以失效模式为基础的温度场热应力模型,Kim[6]通过制动试验研究了铜基物质在摩擦磨损过程所起到的重要作用,并分析了其成分对摩擦磨损特性的影响.Pin On Disc销盘试验台因结构简单常用于摩擦磨损模型的验证[7].YAN Wenyi [8]等以应力分析为基础提出了磨合磨损模型,通过销盘试验对该模型进行了试验验证,Laraqia[9]使用销盘试验机验证了三维温度场解析模型.Wahlströma [10]等采用销盘试验对多种航空制动材料进行了摩擦特性的试验分析.现阶段所采用的试验方法大多为模拟制动试验,该种方法虽然有效模拟了制动的全过程,但不易于对制动过程各个阶段及其相应的摩擦机理进行深入研究,边界条件相互影响,试验数据的同一性和稳定性比较差,销盘试验影响因素单一,不能模拟复杂表面对摩擦特性的影响,试验所得到的结果与结论即使对同一型号的产品也没有普遍的适用性.本文应用自行设计的调速摩擦磨损试验机,采用模拟制动边界及调速主动控制方法来更精确地分析边界条件对摩擦系数的影响.1 制动过程阶段划分行星变速机构中的某铜基粉末冶金湿式摩擦材料的典型制动过程及其参数变化曲线如图1所示.该试验在传统的SAE台架上完成,所采用的试样如图2(a)所示,机械特性如表1所示.图1 摩擦元件紧急制动过程示意图图2 用于摩擦机理验证的试验试环表1 某Cu基粉末冶金材料试验参数试样尺寸/(mm×mm)刚度/GPa沟槽形式冷却形式冷却油量/(mL·min-1)Φ85×Φ65 Φ85×Φ65 Φ85×Φ65 2.26 2.26 2.26径向槽双圆弧槽螺旋槽轴心喷油轴心喷油轴心喷油90 90 90由图1可以看出,在整个制动试验过程中,所施加的载荷变化不大,多组试验过程中的环境温度变化也不明显,速度的变化基本呈线性下降趋势;由于载荷固定,扭矩和摩擦系数曲线呈相同的变化趋势;接合初期摩擦系数有微幅波动,之后趋于平缓,在速度降低到某一特定值后摩擦系数出现峰值(闭锁效应).由长期实践经验可知,摩擦系数的变化往往对应着摩擦磨损形式的改变即摩擦机理的变化[11].通过对大量模拟制动试验的观察以及相应的摩擦机理的分析,可以将整个制动过程分为 4个阶段:A(摩擦副流体膜挤压阶段)[12-13]、B(固液混合摩擦阶段)、C(边界接触阶段)和D(黏附闭锁阶段).影响材料摩擦特性的主要边界条件是面压、速度和温度,整个制动过程各阶段的主要边界条件影响因素如图3所示.闭锁摩擦系数是摩擦副相对转速趋于零时的摩擦系数,本质上该阶段摩擦机理接近低速拖摩、静摩擦系数情况.但闭锁摩擦并不是确定对应着某种摩擦机理的摩擦形式,所以闭锁摩擦系数可以是以上B、C、D中的任何一种摩擦类型,为任一种摩擦机理所主导.黏附闭锁效应的产生是针对于重载情况,在轻载小惯量的试验条件下,可能还没有完全完成A、B、C、D这4个阶段就已经完成了闭锁,结束了整个制动过程.图3 摩擦制动过程主要边界条件2 摩擦机理变速试验验证采用SAE台架制动工况研究摩擦机理有简单、直观的特点[14].但由于制动过程时间较短,接触面压力变化范围大,并且在制动过程中涉及到元件振动、流体阻尼的影响,摩擦系数在短时间内波动较大.在这种情况下,材料摩擦机理与边界的关系往往会被许多试验因素所掩盖,试验的同一性很不理想.为了验证制动过程所提出的分阶段研究摩擦机理的设想,采用了模拟制动边界、调速主动控制的方法来更精确地分析边界条件对摩擦系数的影响.2.1 试验设备试验采用自行设计的调速摩擦磨损试验机,该设备包括调速系统、液压伺服加载系统、双量程扭矩测量系统、高低频信号采集系统、润滑冷却及控制显示系统,如图4所示.试验机的转速由速度编程器控制,加载方式为液压闭环加载,稳定性好.有1 500N和500 N两套扭矩测量系统以及高低频采样采集系统.采用不同夹具可完成多尺度盘盘对摩和销盘对摩的试验.轴心喷油的设计更贴近传动过程中的实际情况.采用球头自调心机构可以保证摩擦表面良好贴合.图4 试验系统构成示意图2.2 试验方法为了确定摩擦副在不同边界工况的摩擦机理,设计了定载变速的滑摩试验.选取抗磨液压油,控制冷却油流量为 90 mL/min,冷却油温度350 K,采用线性变速及阶梯压力多工况磨合,磨合时间为150 min,磨合后摩擦系数及冷却油温度都较稳定.摩擦机理验证试验的压力边界条件为不同载荷区间的连续变速试验,速度边界为在3.5 min内转速完成从0~700 r/min匀速增加,再从700 r/min均匀降回0.为了保证试验的同一性和数据的一致性,采用了多组试验连续进行的方法,在编程器内将速度曲线输入,对摩擦系数进行连续的采集.此过程重点分析速度边界及压力边界对流体特性、边界膜特性以及固固接触特性的影响.3 试验结果与讨论3种沟槽在静闭锁区域的摩擦系数曲线如图5~7.速度区间是从 600 r/min 到 0 再到600 r/min,其中摩擦系数峰值处是速度小值.总体来看,相同载荷下,螺旋槽的静摩擦系数最大,径向槽的静摩擦系数次之,双圆弧槽的静摩擦系数最小.在此试验工况下,速度极低,分子间的结合力大,易发生黏附,此时的摩擦系数较大;随着转速增高,分子间结合力下降,黏附现象消失,随着润滑剂的影响不断增加,混合润滑形成,对于径向槽摩擦副(如图5),静闭锁摩擦系数随着载荷的增加而减小,随着转速的增加,摩擦系数逐渐减小,而且载荷越小,摩擦系数随速度增加减小得越快,不同载荷下摩擦系数随速度增加,先趋同一致,然后再相互分离.试验数据显示,Cu基粉末冶金湿式摩擦元件自身特性的稳定性较好,没有出现明显摩擦特性的突变;加速减速过程特性基本对称;面压对静摩擦系数和滑动摩擦系数均存在较大影响,该材料的静摩擦系数远大于滑动摩擦系数,导致了粉末冶金材料多工况工作时的平稳性较差,闭锁冲击很强;静摩擦系数值为摩擦系数极大值,这也阐明了在机理明确的条件下,静摩擦系数和闭锁摩擦系数特性相似的结论.图5 径向槽静闭锁区间摩擦系数曲线图6 双圆弧槽静闭锁区间摩擦系数曲线图7 螺旋槽静闭锁区间摩擦系数曲线双圆弧槽和螺旋槽的静摩擦系数总体趋势和径向槽相似,只是螺旋槽摩擦副的摩擦系数曲线随转速增加没有出现明显的汇聚与交叉,而是基本保持着各自原有的位置关系.这可能是因为双圆弧沟槽的摩擦试样在滑摩速度逐渐增加的过程中摩擦机理处于相对稳定的状态.中高速区的局部摩擦系数曲线如图8~10所示.速度区间为 500 r/min 到 700 r/min.可以看出,双圆弧槽和径向槽的摩擦特性相似,低速区摩擦系数随着面压的增大而减小,中高速区摩擦系数随着面压的增大而增大(径向槽500 N轻载情况除外).螺旋槽在500 N载荷情况出现摩擦系数突然增大的情况,总体速度区间内摩擦系数呈现随载荷的增大而减小趋势.在高速区(图5~7),螺旋槽摩擦副的稳定性较差,高速区摩擦系数随速度变化非常敏感,不利于在速度变化较大、较快的工况条件下工作.径向槽和双圆弧槽的特性相似,但径向槽在轻载条件下(500 N)摩擦系数比螺旋槽略大,重载条件下,双圆弧槽摩擦系数随速度变化比径向槽稳定,更适合在较大面压下工作.图8 径向槽滑摩区间摩擦系数曲线图9 双圆弧槽滑摩区间摩擦系数曲线图10 螺旋槽静滑摩区间摩擦系数曲线实验数据表明:轻载条件下(500 N),摩擦特性存在较大的异性,首先,极轻载荷情况下的闭锁摩擦系数在所有载荷形式中是最高的,但轻载条件下的摩擦系数受沟槽形式和滑动速率变化的影响较为明显.这是因为在载荷较小而滑摩速度又较高的情况下,流体动特性对摩擦特性的影响不能忽略,径向槽、双圆弧槽以及螺旋槽以及不同沟槽的动力效应不同,导致轻载情况下的摩擦特性随速度变化较大,随着面压的增大,流体动力效应对整个系统的加成效应减小,摩擦系数趋于稳定,静动比下降,摩擦特性趋于稳定.3种沟槽形式摩擦副不同载荷下的静动比曲线如图11所示,横坐标用名义面压表示,同时对应的是500~3 000 N的载荷.除了螺旋槽500 N(0.2 MPa)情况,3种摩擦副的静动摩擦系数比随载荷增加而减小,这也证实了Cu基粉末冶金湿式摩擦元件更适用于重载情况.除极轻载条件,双圆弧槽摩擦副的静动比曲线低于另外两条,这说明双圆弧槽在相同工况下接合更平顺,工作更平稳,在轻中载条件下,螺旋槽略好于径向槽,重载情况二者特性相近.图11 不同沟槽形式静动摩擦系数比例曲线4 结论对不同沟槽摩擦特性的试验分析表明:Cu基粉末冶金摩擦材料摩擦特性随边界条件变化的特点如下:1)当试验转速集中在 0~700 r/min,载荷集中在500~3 000 N时,摩擦系数在加速与制动段呈现出较对称的特性.2)静闭锁摩擦系数远大于滑动摩擦系数,静动比基本上呈随面压的增大而减小的趋势,这表明Cu基粉末冶金摩擦副更适合于在中、重载条件下工作.3)径向槽和双圆弧槽具有静摩擦系数随载荷增大而减小,滑动摩擦系数随载荷增大而增大的特点(径向槽500 N除外);螺旋槽摩擦副在速度区间内随载荷增大摩擦系数基本呈降低的趋势.4)在某些特定工况下,双圆弧槽相比于其他两种槽形静动摩擦系数比较小,双圆弧摩擦元件的接合会较平顺,工作时也更加平稳.参考文献[1]HAVILAND M L, RODGERS J J, DAVISION E D.Surface temperatures and friction in lubricated clutches[C]//Automotive engineering congress and exposition.Detroit, Michigan, USA:SAE Int, 1963:28-36.[2]EVANS E M, WHITTLE J.Friction in wet clutches[J].Proceedings of the Institution of Mechanical Engineers,1968,182(14):132-138. [3]HOLGERSON M.Apparatusformeasurementof engagement characteristics of a wet clutch[J].Wear,1997,213(1/2): 140-147. [4]TATIAH K.An analysis of automatic transmission clutch-plate temperatures[C]//Automotive Engineering Congress.Detroit,Michigan, USA: SAE Int, 1972:287-294.[5]OSANAI H, ILEDA K, KATO K.Relations between temperature in friction surface and degradation of friction materials during engaging of we tfriction [C]//International Congress and Exposition.Detroit,Michigan, USA: SAE Int, 1990: 53-57.[6]KIM S J, LEE J Y, HAN J M.The role of copper on the friction and wear performance of automotive brake friction materials[J].J Mater Manf, 2012,5(1): 9-18.[7]BORTOLETO E M,ROVANI A C,SERIACOPI V,et al.Experimental and numerical analysis of dry contact in the pin on disc test[J].Wear,2013, 301(1): 19-26.[8]YAN Wenyi,O′DOWD N P, BUSSO E P.Numerical study of sliding wear caused by a loaded pin on a rotating disc[J].Journal of the Mechanics and Physics of Solids, 2002, 50(3):449-470.[9]LARAQIA N, ALILATA N, GARCIA J M, et al.Temperature and division of heat in a pin-on-disc frictional device-Exact analytical solution [ J].Wear,2009,266(7):765-770.[10]WAHLSTRÖMA J,SÖDERBERG A.A pin-on-disc simulation of airborne wear particles from disc brakes[J].Wear, 2010, 268(5):763-769.[11]王延忠,魏彬,吴项宇,等.大功率重载摩擦元件磨损率的分形预测方法[J].润滑与密封,2012,37(10):1-5.[12]WANG Yanzhong, WEI Bin.Mixed-modal disk gas squeeze film theoretical and experimental analysis[J].International Journal of ModernPhysics, 2013, 27(25): 1350168:1-21.[13]WANG Yanzhong, WEI Bin.A linear solution for gas squeeze film characteristicsin ultrasonicexcitation condition[J].Journalofthe Chinese Society of Mechanical Engineers, 2013,34(5): 469-473.[14]WANG Yanzhong, WEI Bin, WU Xiangyu.Wet friction-elements boundary friction mechanism and friction coefficient prediction [J].Tribology Industry,2012,34(4): 198-205.。
不同摩擦条件下铜-铁基粉末冶金材料的摩擦性能
被 称 为第三 体 , 它覆 盖在 摩擦 表 面 , 对摩 擦磨 损性 能 起 到重 要作 用 。低速 摩擦 形 成 的这些 颗粒 状第 三体 增 加 了摩擦 面微 凸体 间 的 啮合 程 度 , 表现 出较 高 的
关 键 词 : 属 材 料 ; 一 基 粉末 冶金 材 料 ; 金 铜 铁 干摩 擦 ; 摩 擦 ; 三体 湿 第
中图 分 类 号 :G16 1 ;T 152 文 献 标 识码 : 文章 编 号 :0 1— 2 1 2 1 ) 2— 0 2—0 T 4 . 1 F 2 . A 10 0 1 ( 0 1 0 0 3 6
大。
_I一 _  ̄a le mp
◆
f tio L ur ̄ e ri c r ac
图 1 温 度 测 量 示 意 图
Fi .1 Sc ma i ft mpe a u e m e s r me g he te o e r t r a u e nt
肇 斟
4m m 。
速 度 /r-ri。 ( a n。 )
图 3 摩擦 速 度对摩 擦 系数 的影 响 ( e含量 1 % ,. MP ) F O 0 5 a
F g 3 E fc so it n s e d o r t n c e c e t i. f t ff ci p e n fi i o f i n e r o co i
4 7 L mn . m / i。磨 损 量 的 测 定 采 用 精 度 为 万 分 之 一 的
素 ” 。当压 力 、 速度 、 汽等条 件变化 时 , 会 改 水 都
收稿 日期 :0 0— 7— 8 2 1 0 0
Fe在铜基粉末冶金摩擦材料中的作用

书山有路勤为径,学海无涯苦作舟Fe 在铜基粉末冶金摩擦材料中的作用于材料表面微凸体间的相互作用。
而铜基摩擦材料较对偶材料软得多。
因此,此时摩擦副间的相互作用主要是对偶表面硬质微凸体对较软的铜基材料表面的犁沟作用。
故低转速摩擦系数较大。
随着摩擦转速的提高,由于大量摩擦热的存在导致材料摩擦表面温度迅速提高,而基体铜较软,因此,材料摩擦面在摩擦过程中发生软化和产生大量变形。
材料表面存在的这种严重畸变导致材料表面能急剧升高,表面原子活性增大。
因此高温下表面层中均匀分布的Fe 极易与大气中的氧发生反应,形成一层致密的氧化膜。
高摩擦速度下,一方面材料表面的软化,增强了材料的塑性,降低了微凸体间的机械啮合作用,因此,降低了材料的摩擦系数。
另一方面,表面氧化膜的形成也阻隔了对偶与材料金属间的直接接触,从而进一步降低了高速摩擦下的摩擦系数。
Fe 在铜基粉末冶金摩擦材料中一般是作为摩擦组分加入的。
作为摩擦组元加入铜基材料的Fe,只有当其含量大于4%后,材料的摩擦系数才随Fe 含量的增加而提高。
Fe 含量越高,材料摩擦系数的提高程度也越大,并且在不同的转速条件下都能保持较高的摩擦系数,特别是在高转速条件下都能保持较高的摩擦系数,特别是在高转速摩擦条件下都能保持较高的摩擦系数。
Fe 对材料的增磨作用一方面在于,如前所述,Fe 颗粒均匀弥散地分布在材料基体中,起到了颗粒强化作用,明显提高了材料的强度、硬度;另一方面,存在于摩擦面的Fe 颗粒本身强度、硬度就比基体铜大,在摩擦过程中当较软的基体磨损后,Fe 颗粒便突出于摩擦表面,直接与对偶表面相接触,承受摩擦阻力。
并且材料中Fe 颗粒与基体铜结合紧密,基体铜对镶嵌其中的Fe 颗粒的把持作用较强,摩擦过程中受摩擦冲击力作用时,Fe 不易被拔出基体,从而提高了材料表面微凸体与对偶表面微凸体间的相互作用力,即提高了摩擦过程中摩擦副间的运动阻力,因此。
莫来石含量及粒径对铜铁基复合材料摩擦学性能的影响

第48卷第6期2020年6月硅酸盐学报Vol. 48,No. 6June,2020 JOURNAL OF THE CHINESE CERAMIC SOCIETY DOI:10.14062/j.issn.0454-5648.20190778 莫来石含量及粒径对铜铁基复合材料摩擦学性能的影响侯宝强,郭海霞,朱宇璇,王波,杨建锋(西安交通大学,材料强度国家重点实验室,西安 710049)摘要:采用粉末冶金方法制备了含莫来石的铜铁基复合材料,通过分别添加0~25%(体积分数)工业莫来石和高纯莫来石,对比两者含量对复合材料基本特性及摩擦磨损性能的影响,研究了石墨含量对摩擦系数的调节作用,分析了莫来石粒度对复合材料摩擦性能的影响。
结果表明:随着莫来石添加量的增加,复合材料致密度降低、硬度上升、弯曲强度下降。
复合材料摩擦系数均在两莫来石含量为15%时最大,磨损率均在莫来石含量为5%时最小。
相比高纯莫来石,粒度分布宽、颗粒形态多样的工业莫来石对复合材料的弯曲强度和磨损率均产生不利影响。
石墨含量为15%(体积分数)时,含工业莫来石(15%)复合材料的摩擦系数在0.3~0.4,且磨损率较低。
分级筛选后的大尺寸工业莫来石颗粒有利于增大摩擦系数,球磨细化后的小尺寸工业莫来石颗粒对增大摩擦效果有限,且磨损率较高。
关键词:粉末冶金;铜铁基复合材料;莫来石;摩擦磨损中图分类号:TF125 文献标志码:A 文章编号:0454–5648(2020)06–0794–09网络出版时间:2020–05–08Effects of Mullite Contents and Particle Size on Tribological Properties of Copper-ironMatrix CompositesHOU Baoqiang, GUO Haixia, ZHU Yuxuan, WANG Bo, YANG Jianfeng(State Key Laboratory for Mechanical Behavior of Materials, Xi′an Jiaotong University, Xi′an 710049, China) Abstract: Copper-iron matrix composites containing mullite were prepared by powder metallurgy. By adding 0–25% (volume fraction) industrial mullite and high purity mullite respectively, the effects of mullite contents on the mechanical properties and tribological performances of the composites were compared. Furthermore, the influences of graphite content and mullite particle size on the friction performance of the composite were studied as well. With the increase of mullite content, the relative density and bending strength of the composites decreased, although the hardness increased. The coefficient of friction (COF) rose to the highest when mullite content was 15% and the wear rate showed smallest when mullite content was 5%. Compared with high-purity mullite, industrial mullite with wide particle size distribution and various particle shapes had a negative impact on the bending strength and wear rate of the composites. With 15% (volume fraction) graphite addition, the friction coefficient of the composite containing 15% industrial mullite was 0.3–0.4, with a lower wear rate. The industrial mullite with large particle size after sieving selection were beneficial to increase the friction coefficient. However, the industrial mullite with small particle size after ball milling had little effect on increasing the friction, and the wear rate was higher.Keywords:powder metallurgy; copper–iron matrix composites; mullite; friction and wear铜铁基摩擦材料因具有导热高、耐热性好,以及优异的摩擦磨损性能而被广泛应用于制动材料[1–5]。
铜基粉末冶金材料
铜基粉末冶金材料铜基粉末冶金材料是一类以铜粉为主体,添加少量其他金属元素,经过粉末冶金技术制成的材料。
它具有高强度、高导热、高导电、高耐磨等优良性能,被广泛应用于电子、机械、汽车、航空航天等领域。
一、铜基粉末冶金材料的制备技术铜基粉末冶金材料的制备技术包括粉末制备、混合、压制、烧结等工艺。
其中,粉末制备是铜基粉末冶金材料制备的关键步骤之一。
目前,常见的粉末制备方法有机械法、化学法、气相法等。
而混合、压制、烧结等工艺的优化也是铜基粉末冶金材料制备的重要环节。
铜基粉末冶金材料具有以下几个显著的性能特点:1.高强度:铜基粉末冶金材料的强度高于铸造材料和锻造材料。
2.高导热性:铜基粉末冶金材料具有良好的导热性能,能够快速传递热量,适用于高温环境。
3.高导电性:铜基粉末冶金材料具有优异的导电性能,适用于电子器件。
4.高耐磨性:铜基粉末冶金材料的硬度高,具有较好的耐磨性能,适用于高强度、高磨损的工作环境。
三、铜基粉末冶金材料的应用领域铜基粉末冶金材料在电子、机械、汽车、航空航天等领域都有应用。
其中,电子领域应用最为广泛。
铜基粉末冶金材料可以制成电子器件的散热片、导电板、焊接材料等。
而在机械领域,铜基粉末冶金材料可以制成摩擦材料、轴承、齿轮等。
在汽车领域,铜基粉末冶金材料可以制成摩擦材料、制动器等。
在航空航天领域,铜基粉末冶金材料可以制成航空发动机叶轮等。
四、铜基粉末冶金材料的发展前景铜基粉末冶金材料具有优良的性能特点和广泛的应用前景,目前已经成为了粉末冶金材料的重要组成部分之一。
随着科技的不断进步和应用领域的不断拓展,铜基粉末冶金材料的市场需求也在不断增加。
因此,铜基粉末冶金材料的发展前景十分广阔。
铜基粉末冶金材料具有高强度、高导热、高导电、高耐磨等优良性能,被广泛应用于电子、机械、汽车、航空航天等领域。
随着科技的不断进步和应用领域的不断拓展,铜基粉末冶金材料的市场需求也在不断增加,其发展前景十分广阔。
铁在铜基粉末冶金摩擦材料中的作用的开题报告
铁在铜基粉末冶金摩擦材料中的作用的开题报告
摩擦材料是一类主要应用于摩擦和磨损领域的材料,其性能和使用
条件直接影响到机械设备的使用寿命和效率。
铜基粉末冶金摩擦材料广
泛应用于工程机械、航空航天、冶金冶炼、煤炭开采等领域,具有良好
的摩擦性能、磨损性能、耐热性能和耐蚀性能等优点。
然而,铜基粉末冶金摩擦材料在实际使用过程中会出现一些问题,
如磨损程度大、耐热性能差等。
针对这些问题,许多学者和科研人员进
行了深入的研究,发现添加一些合适的添加剂可以改善材料的性能。
其中,铁是一种常用的添加剂之一,通过添加适量的铁可以改善铜基粉末
冶金摩擦材料的耐磨性能和耐热性能,提高其使用寿命和效率。
铁在铜基粉末冶金摩擦材料中的作用主要有以下方面:
1. 改善材料的力学性能
适量添加铁可以提高铜基粉末冶金摩擦材料的硬度、强度和延展性
等力学性能,从而增加材料的耐磨性能和耐热性能。
2. 优化材料的化学成分
铜基粉末冶金摩擦材料中添加铁可以调整其化学成分,降低材料中
的杂质含量,提高材料的稳定性和均匀性。
同时,铁还可以提高材料的
导热性能和耐蚀性能。
3. 改进材料的微观结构
铁可以改变铜基粉末冶金摩擦材料的微观结构,使其形成更加致密
的晶格结构,提高材料的强度和硬度,从而增加材料的耐磨性能和耐热
性能。
综上所述,铁在铜基粉末冶金摩擦材料中具有重要的作用,适量添
加铁可以改善材料的磨损程度和耐热性能,提高材料的使用寿命和效率。
因此,对铁在铜基粉末冶金摩擦材料中的作用进行深入研究,对于优化材料性能和提高材料应用效果具有重要意义。
铜基陶瓷强化摩擦材料的摩擦磨损性能

A t d n t eFrcin a d W e rP o e t so r mi- h n e S u y o h it n a r p ri fCe a c En a c d o e Cu B s mp sts - a e Co o i d e
F og, A G S ufn , O G B oyn A e YUQn - n U R n Y N h — g S N a—u ,G O Fi, igj a u
列 车运行 速 度 的不 断提高 , 制 动装 置 及 制动 材 料也 提 出 了更 高 的 要求 J铜 基 陶 瓷强 化 摩 擦材 对 . 料具 有导 热性好 、 摩擦 系数 高 、 热性 好 以及 耐 磨 损 等特 点 , 本 上 满 足 了高 速 列 车 的制 动需 要 J列 耐 基 .
车制动时 , 往往面临着摩擦条件如压力 、 速度 、 干湿条件等的变化 , 而这些 因素均对制动材料的摩擦磨损 性能有影响 铜基粉末冶金闸片与铝制动盘的摩擦对比表明, 4. J 材料 的磨损量随载荷和速度的增加而 增加 , 摩擦系数随摩擦压力和速度不同变化较大 , 低速时摩擦因数随压力升高先升后 降, 高速时摩擦因 数随压力升高先降后升 . 对于青铜材料 , 在湿摩擦条件下 , 低速下水润滑的摩擦系数大, 磨损率小 , 高 速下两种摩擦方式的摩擦系数和磨损率相近 . J对于铜基陶瓷强化摩擦材料, 进行这方面的研究工作
g. y e f c o n a r p r e we e me s rd b rci n t se n e fe e tp e — r t n a d we r p o e t s i i i r a u e y a f to e tr u d rdi r n r s i
( ho f tr l Si c n nier g ai i t gU ie i ,D l 10 8 C ia c S ol e a c n eadE g ei ,D l J o n nvr t ai 16 2 , hn ) o Ma i s e n n n a ao sy n a
高速列车粉末冶金制动闸片的制备与摩擦磨损性能研究
高速列车粉末冶金制动闸片的制备与摩擦磨损性能研究1. 本文概述随着高速列车技术的迅速发展,制动系统作为列车安全运行的关键组成部分,其性能的优化和提升日益受到重视。
高速列车制动系统通常采用粉末冶金制动闸片,因其具有优异的摩擦磨损性能、较高的热稳定性和良好的耐久性。
本文旨在研究高速列车粉末冶金制动闸片的制备工艺及其摩擦磨损性能,以期为高速列车制动系统的优化设计提供科学依据和技术支持。
本文将综述高速列车粉末冶金制动闸片的发展背景、研究现状和关键性能指标,明确研究的必要性和重要性。
随后,详细介绍粉末冶金制动闸片的制备工艺,包括原材料的选择、粉末混合、压制和烧结等关键步骤,探讨各工艺参数对制动闸片性能的影响。
在此基础上,本文将重点研究粉末冶金制动闸片的摩擦磨损性能。
通过设计一系列摩擦磨损试验,分析不同工况下制动闸片的摩擦系数、磨损率和摩擦表面的微观形貌,揭示其摩擦磨损机制。
本文还将考察制动闸片的热稳定性和耐久性,评估其在高速列车制动过程中的性能表现。
最终,本文将综合实验结果,提出优化高速列车粉末冶金制动闸片性能的方案和建议,为高速列车制动系统的安全、高效运行提供科学依据和技术支持。
通过本研究,期望能够推动高速列车制动技术的发展,为我国高速列车制动系统的自主研发和性能提升贡献力量。
2. 制动闸片材料的选择与制备制动闸片作为高速列车的重要安全部件,其材料的选择与制备工艺对列车的运行安全和制动性能具有决定性的影响。
本研究中,我们经过深入调研和试验,最终选择粉末冶金工艺制备制动闸片。
粉末冶金工艺能够制备出具有优良机械性能和摩擦磨损性能的复合材料,且易于实现材料的均匀分布和微观组织的优化。
在材料选择上,我们主要考虑了材料的硬度、耐磨性、抗热衰退性和热稳定性等因素。
通过对比分析,我们选择了以铁基粉末为基体,添加适量的铜、石墨、二硫化钼等润滑剂,以及稀土元素进行强化的复合材料。
这种材料组合既保证了制动闸片具有较高的硬度和耐磨性,又能够减少制动过程中的摩擦热,防止制动热衰退。
粉末冶金摩擦材料原料作用分析

高铁粉末冶金刹车片用原材料作用分析粉末冶金摩擦材料的问世距今已有近百年的历史,尤其在近几年发展尤为迅猛。
粉末冶金工艺可以将金属和非金属组分的不同性能很好地配合于一种材料中,已有逐渐代替有机物粘结高分子材料的趋势。
粉末冶金摩擦材料一般由三部分组成:构成基体金属骨架的组元、润滑组元和摩擦组元。
是一种含有金属和非金属多种组分的假合金。
1构成基体金属骨架的组元简称基体组元。
常用铜、铁、二硫化钼、镍、钛、铬、钼、钨、磷、锡、铝、锌等。
基体组元由基本组元和辅助组元两部分组成,基本组元在成分中占的比重最大。
在铁基中,基本组元是铁。
在铜基中,基本组元是铜。
辅助组元与基本组元形成合金,从而改善基本组元的性能,或者是赋予基本组元以某种所需要的性能。
辅助组元在铁基材料中有二硫化钼、镍、铬、钼、铜及磷等。
在铜基中主要是锡、铝、锌及磷等。
粉末冶金摩擦材料的性能、工艺特点在很大程度上取决于基体组元的化学成分、结构和物理机械性能。
基体组元保证了材料的承载能力、热稳定性、耐磨性,以及在高温工作时保持住摩擦剂和润滑剂颗粒的能力。
一般在粉末冶金摩擦材料中,基体组元占铁基材料的50%~70%,占铜基材料的60%~90%。
1.1铁近年来铁基粉末冶金摩擦材料的发展很快,主要是由于它节省有色金属,在高温高负荷下显示出更加优良的摩擦性能,机械强度高,能够承受比较大的压力,因而它应用在很多领域。
但是,由于铁与对偶具有很强的亲和性,有利于粘结过程的发展,因此需加入大量的其他元素使铁合金化以降低铁的塑性,提高其强度、屈服极限和硬度,以克服次缺点,但同时也提高了成本和加工工艺复杂度。
铁基材料的基体组元中,加入镍、铬、钼,主要目的在于提高材料机械-物理性能和耐热耐腐性能。
加入磷,能提高材料的强度,提高耐磨性。
加入二硫化钼,能提高材料的机械性能和摩擦性能。
加入铜,能提高材料的导热性能,有利于材料的强度。
1.2铜铜基粉末冶金摩擦材料具有工艺性能好,摩擦系数稳定,抗粘结、卡滞性能好,导热快等特点,在中高速制动方面使用比较多,比如高铁刹车片基本都是铜基材料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FeS04对铜基粉末冶金摩擦材料性能的影响/龙波等445FeS04对铜基粉末冶金摩擦材料性能的影响龙波,白同庆,李东生(北京百慕航材高科技股份有限公司,北京100095)摘要研究了FeS04对铜基粉末冶金摩擦材料性能的影响。
结果表明,摩擦材料中添加FeS04产生了较好的润滑效果。
在烧结过程中FeSO。
发生分解生成S02和如03,s02与基体材料中的金属反应生成FeS、M nS等金属硫化物。
随着F eS04含量增加,材料的密度与硬度逐渐降低;在M M-1000摩擦试验机上进行摩擦性能测试,结果表明随着Fes04含量的增加,摩擦副摩擦系数降低;当材料中FeS04含量为4%时,金属陶瓷摩擦材料具有最佳的摩擦磨损性能。
关键词FeSO‘金属陶瓷摩擦系数磨损E f f ect of FeS04A ddi t i on on Pr oper t i es of C oppe r-ba sed Pow derM e t al l ur gy Fr i ct i on M at er i alL O N G B o,B A I Tongqi ng,L I D ongs heng(B A I M T E C M at er i al C o.,Lt d,B ei j i ng100095)A bs t ract T he ef fect of FeS04o n t he copper-ba se d pow der m e t al l ur gy f ri ct i o n m at er i aI i s i nves t i gat ed i n t h i spa per.T he r es u l t s ho w s t hat t he addi t i on of FeS04m ak es pr ef e r abl e l ubr i cat i ve act i on t O t he f r ict ion m at eri al.D uri ng t he s i nt er i n g per i od,FeS04i s decom pos ed i n t O S02and如03.The SQ r eact s w i t h t he m e t a l i n t he m a t r i x and FeS,M nS e t c m e t a l s ul t idesar e ge nera t ed.W i t h t he i ncr ease of FeS04addi t i on i n t he f ri ct i o nm at er i al t he den si t y a nd har d—nes s of t he m at er i al de bas e gr a dual l y.The f ri ct i o n w ear t e st i s eval ua t ed o n t he M M-1000f ri ct i o n w e ar t est er.W i t h t he r i sing of FeS04addi t i o n。
t he f ri ct i o n coe“i ci ent re duc es w h i l e t he s t abi l it y coef f ici ent i ncr e ases.As t he FeS04addi t i on i n t he f ri ct i o n m a t er i al i s a bout4%,t he coppe r-base d f ri et i o n m at er i al posses ses t he best f r ict ion and w ea r per f or m ance.K ey w or ds FeS04,cer m e t,f r i ct i on coef f i ci ent,w ear粉末冶金摩擦材料又称烧结金属摩擦材料,是以金属及合金为基体,添加摩擦组元和润滑组元,用粉末冶金技术制成的复合材料,是摩擦式离合器与制动器的关键组件[1’2]。
随着科学技术日新月异的发展,飞机、坦克、火车、汽车、船舶及工程机械等的运转速度及负荷迅速增长,对制动材料提出了越来越高的要求,粉末冶金摩擦材料因其具有足够的强度、合适而稳定的摩擦因数、工作平稳可靠、耐磨及污染少等优点而得到广泛应用。
粉末冶金摩擦材料主要有铁基和铜基摩擦材料,为充分利用二者性能优势又发展了铁铜基摩擦材料[3~5]。
摩擦材料中加入润滑组元的作用是改善其抗卡滞性能、提高其耐磨性。
金属陶瓷摩擦材料中常用的固体润滑剂有石墨、二硫化钼、氮化硼以及一些低熔点金属等[6~8]。
FeS04作为固体润滑剂已在铁基粉末冶金摩擦材料中得到应用[9],而未见关于FeS04用于铜基摩擦材料的报导,本文选择铜基粉末冶金摩擦材料作为研究对象,考察了FeS04含量对航空制动用金属陶瓷摩擦材料性能的影响。
1试验1.1实验材料及制备方法为了排除其他组元对实验结果的影响,本实验仅改变C u 和FeS04的配比,其他组元固定不变,具体配方如表1所示。
.表1材料配方(%(质量分数))Tabl e1M a t er i a l com pos i t i on(w t%)按比例称取各种粉末,在V型混料筒内混合4~6h;混合料在400M Pa压力下压制成压坯;装入钟罩炉中,于900930℃和H z的保护气氛下加压烧结,烧结压力为2.o~3.0M P a,保温3h,降温随炉冷,小于100℃出炉。
1.2测试方法采用H B3000型布氏硬度计测量试样的硬度。
在盼1450扫描电镜下观察组织形貌并进行微区元素分析。
将摩擦材料加工成量75m m×①53m m的试环,对偶材料为30Cr Si M oV A钢,在M M-1000摩擦试验机上进行摩擦磨损实验,按照H B5434.7-1989《航空机轮刹车材料摩擦试验法》进龙波:男,1980年生,硕士,工程师,主要从事摩擦材料的研制、开发与生产E-m a i l:l b904221@ya hoo.com.c a446材料导报2008年5月第22卷专辑X行,试验条件:转动惯量0.196kgm 2,制动压力0.6M Pa ,主轴转速为6000r /m i n 。
采用金相显微镜进行摩擦表面形貌分析。
2结果与讨论2.1基体材料微观组织分析图1为不同FeS04含量基体材料的背散射图片,经过分析,图中浅灰色的是铜基体,深灰色的是铁颗粒。
颜色较深的黑色物质为F eS 、M nS 等金属硫化物,由于FeS 、M ns 等金属硫化物具有密排六方结构,变形抗力小,容易沿密排面滑移,塑性流变能力强,熔点高达1000℃以上,摩擦副相对运动时,硫化物被碾压并粘着于对偶表面,或填充于凹陷处,可有效阻止金属的直接接触,避免粘着的发生,从而达到润滑效果。
从图1中可以看出,随着FeS 04含量的增加,基体材料中金属硫化物的含量也增加。
图1不同FeS04含量材料的基体背散射图F i g .1B ack scat t er i ng pi ct u r es of f r ict ionm at e r i alw i t h di f f er ent FeS04con t ent2.2F e S 04含量对材料密度与硬度的影响图2示出了不同FeSQ 含量对材料密度与硬度的影响。
从图2中可以看出,随着FeS04含量的增加,材料的密度和硬度均逐渐降低,当FeS04含量从4%增加至6%时,材料密度从5.039/cm 3下降至4.73g /cr ns ,硬度从40降低至34.4;当F e-S04含量超过60A 后,材料的密度与硬度变化趋于稳定。
FeSO ,c onte nt /%图2FeS04含量对材料密度与硬度的影响Fig .2E f f ect s of Fe S 04addi t i ono nt he har dne ssa nd densi t y of t hem at er i al由于烧结过程中FeS04分解生成SQ 和Fe203,部分S02气体留在材料中形成孑L 洞,抑制了粉末的进一步烧结,增大了材料的孔隙率,而同种烧结材料的硬度主要取决于它的孔隙率[101;同时由于随着F eS04的增加,材料中的非金属组元增多,在烧结过程中生成的FeS 和C uS 等硫化物增多,而且这些非金属组元的硬度值较低,因而随着FeSO -t 含量的增加,材料的硬度降低。
2.3F e S 04含量对材料摩擦磨损性能的影响图3示出了FeS04含量对摩擦材料与对偶材料磨损量的影响。
当FeS04含量从0增至4%时,摩擦材料及对偶材料的磨损量随Fes04的增加逐渐降低;当F ∞。
含量超过4%后,对偶材料的磨损量变化不明显,而摩擦材料的磨损量逐渐增大。
摩擦副的总磨损量随FeS04含量的增加先降低然后增大,当F 铃04含量为4%时,摩擦副总磨损量最小。
图3FeS04含量对材料磨损量的影响Fi g .3Ef f &t of FeS04addi t i on o ut he w ear of t hem at er i al图4示出了FeSQ 含量对摩擦系数的影响,随着FeS04含量的升高,摩擦系数逐渐降低,当FeS04含量超过4%后,摩擦系数趋于稳定。
图4FeS04含量对材料摩擦系数的影响F 嘻4E f f ect of FeS04con t ent o nt hef ri ct i o ncoeff i ci ent of t hem at e r i al2.4F e S 04含量对材料摩擦表面质量的影响图5示出了不同FeS04含量对摩擦试验后磨擦材料与对偶材料摩擦表面质量的影响。
当不添加FeS04时,如图5(a)所示,摩擦材料表面掉块非常严重,出现较多的小坑,此时的粘着磨损比较严重,并且由于摩擦表面润滑效果较差,使得摩擦材料中的硬质点直接对对偶材料进行刮削,产生大而深的划痕;当添加2%FeS 04时,摩擦材料表面开始好转,同时对偶材料表面划痕变浅。
苫名铂舭∞弛弘砣∞口FeS04对铜基粉末冶金摩擦材料性能的影响/龙波等447图5不同FeS04含量摩擦材料与对偶材料的摩擦表面Fig.5Fr i ct i on sur f ac e of t he m at e r i al and cou nt er par t m at er i al w i t h di f f er ent FeS04addi t i on当F eS04含量为4%时,摩擦副材料具有最好的磨擦表面,如图5(c)所示,摩擦材料的表面有一层致密均匀的润滑膜,减少了磨擦擦料与对偶材料金属的直接接触,使粘着磨损得到改善;同时润滑膜也有效地降低了材料中的硬质点对对偶材料的刮削作用,从而获得了较好的润滑效果。