飞机柔性装配工装设计分析
飞机装配工装结构分析与优化技术

飞机装配工装结构分析与优化技术摘要:飞机零部件装配、最终装配和检验不可缺少的技术装备是飞机装配工装,对飞机的发展起着重要的作用。
在传统工艺中,飞机生产准备占飞机开发周期的一半以上,工装设计和制造是飞机生产准备的主要组成部分之一。
工装的刚度定位精度在飞机装配中起着非常重要的作用,直接影响到认证产品的装配。
关键词:飞机装配;工装设计;关键技术飞机是现代经济发展和发展的主要因素,在设计和开发中,为了提高飞机终装配性能,及时控制结构部件的装配结构,确保结构部件的控制,为装配控制技术的综合应用奠定了基础。
一、飞机装配工装概念与常规的机械产品不同,飞机的产品结构和工作环境特殊。
其产品需要高精度,低刚度,大尺寸,许多零件和薄壁结构。
为了保证飞机装配的准确性和产品互换的协调,在飞机装配过程中使用了特殊的生产设备,即飞机装配工装。
飞机装配工装是飞机装配过程中需要定位的大型机械夹具,以保证飞机产品在空间中装配的可互换性、协调性和准确性。
飞机装配工装设计通过设计规划、概念设计、详细设计和更改设计来实现,设计规划是初步拟定,概念设计是产品轮廓设计,是装配的决定性因素,设计集成,快速装配布局,为详细装配步骤提供了良好的基础。
设计建模是后期查询和引用的重要部分。
二、飞机装配工装国内外研究现状目前我国飞机装配主要依靠经验和类似设计,设备设计不合理,整体水平相对落后,性能良好。
虽然采用了CATIA应用设计等CAD技术,但CAE技术并未得到充分利用,仅对设备的关键部件进行了测试和验证,对设备设计进行了一些修改。
与西方先进的飞机相比,它拥有大量的工具,质量高,生产周期长,成本高,质量不足和质量过剩,阻碍了产品装配质量的提高和飞机制造业的发展。
波音(Boeing)和达索(Dassault)等国际飞机制造商一直在进行飞机数字化制造的技术研究和并行项目,大大缩短了生产周期和生产成本。
波音公司在其MSC设计过程中使用CATIA 3D实体建模工具。
飞机工装设计制造技术分析
飞机工装设计制造技术分析摘要:伴随着我国综合国内的不断增强,航空事业在新形势的大背景之下呈现出了高速的发展态势,大众对飞机工装设计、制造质量等各方面都非常的关注,并提出了更高的要求。
通过对飞机结构进行认真的分析,发现其具有尺寸大、刚度小等特点,非常容易受到交通特性所带来的不同影响,所以还需对结构制造精度进行深入研究。
因此,本篇文章主要对飞机工装设计制造技术进行认真的分析,以做参考。
关键词:飞机工装;设计;制造技术;在新时代的大背景之下,飞机工装制造工作在有条不紊的发展当中,所需要的生产时间较长,而且需要投入的成本较大,再加上容易受到各种因素带来的影响,导致新机生产受到许多制约,对产品质量也带来了影响,所以还需要结合飞机工装设计制造过程当中所存在的问题,之后展开分析,再制定出完善的方法,将问题解决。
基于此,本文下面主要针对飞机工装设计制造技术展开深入探讨。
1、飞机工装设计制造主要内容分析通过对飞机结构的主要特点进行研究,发现普遍都存在着规格要求高等特点,为了确保飞机产品设计制造更加的准确、更具协调性,在实践的过程当中,摆脱对具有大型特点的成套工装装备的依赖,在新时代下,国内许多生产航空主机的厂家都在以主动、积极的态度,研发更多型号的飞机产品,扭转现阶段存在的工装研制模式,改变工业企业设备设施功能落后等问题,满足新型号机型生产制造过程所提出来的要求。
不仅如此,国内飞机制造企业还需要紧紧跟随时代发展的脚步,抓住机遇,加大研发的力度,将对技术攻关真正的落实到实处,让我们国家所研制的飞机在蓝天当中安全、稳定的飞翔,并向着世界舞台所发展和稳定。
2、飞机工装设计制造过程当中所存在的问题分析(1)新型飞机制造研究过程当中所存在的问题在进行航空主机制造的过程当中,需要在一定的时间段之内展开多种型号的进行研制和加工等各项工作,但是这样的情况对飞机工装设计制造工作会带来许多的影响和困难,导致实际生产任务没有办法满足生产计划当中所提出来的要求,而且经过认真的研究之后发现,部分飞机制造部门的生产能力还较低,在飞机工装装备生产的过程当中,许多新型的工装装备无法得到开发,之所以会出现这样的情况,主要就是因为飞机工艺装备型号非常的多,对飞机制造水平提出了更高的要求,因此,技术装备部门还需应用主动、积极的态度去学习更多先进的经验,科学使用更多的设备,提高自身的制造能力,保证飞机研制工作有条不紊的进行当中。
飞机柔性装配工装关键技术及发展趋势分析

飞机柔性装配工装关键技术及发展趋势分析飞机柔性装配工装关键技术,就是基于数字化技术所开发的新兴飞机尺寸调整方式,能够对飞机设计进行重组,建立出具有参考性的模块,进而形成数字化、自动化的工装系统,能够避免或是减少零部件的使用。
标签:飞机柔性装配;工装关键技术;发展趋势飞机柔性装配工装关键技术在实际应用的过程中,必须要重视飞机制造过程以及制造时间的控制,利用柔性工装可以有效缩短制造周期,提高制造质量,并且减少工装的数量,进而实现较为完善的制造模式。
1 飞机柔性配置工装关键技术现代化飞机柔性配置工装已经不再是单纯的结构工装,而是集成数字化制造方式、现代设计方式、现代化的测量方式等,结合仿真技术实施工装,不断的形成先进性工装研究内容。
此时,关键技术主要包括以下几点:1.1 飞机柔性装配工装模块化技术对于飞机柔性装配工装模块化技术的应用而言,相关技术人员不仅要重视柔性工装的模块化单元构成情况,还要对每个模块进行单独的设计,保证不会出现不符合实际制造的情况。
同时,还要对每个模块的功能加以重视,使设计人员在实施设计工作的时候,能够从装配集中挑选出一个模块单元,快速的实施重组设计工作,进而实现装配工装的柔性化。
由此可见,柔性装配工装设计技术是整个技术体系中最为重要的,每个模块单元,不仅可以单独设计,还能与其他模块相互组合,保证了结构的相似性,同时,设计人员还可以根据飞机结构设计需求,对某个模块重点设计,结合通用模块组,对工装整体装配工作进行优化。
1.2 柔性工装夹紧定位技术工装的柔性化,不仅可以快速的将产品变化情况显现出来,还能突出夹紧定位的应变能力。
对于不同的工装对象,夹紧的方式与结构也是不同的,必须要重视柔性工装夹紧定位方案的实用性,保证能够促进其有效发展,同时,夹紧定位方案还决定着柔性装配工装技术能否有效实现,对其发展就有较为良好的意义。
1.3 柔性装配工装结构优化设计技术与一般工装相比较,柔性工装的结构较为繁琐,合理的设计工作,不仅可以提升飞机结构的强度,還能增强其刚度与稳定性,使飞机装配工作得以有效完成。
飞机柔性装配应用及关键技术分析

飞机柔性装配应用及关键技术分析发布时间:2021-05-27T05:57:04.676Z 来源:《中国科技人才》2021年第7期作者:王驰[导读] 近年来,随着我国大飞机发展战略的深入实施以及现代化飞机制造的多样化需求使得传统固定装配夹具式飞机装配模式面临更新换代的挑战。
柔性装配技术作为一种能适应快速研制,低成本制造、模块化可重组的先进装配技术,对提高飞机装配的效率和质量具有重要意义。
航空工业沈阳飞机工业(集团)有限公司辽宁沈阳 110034摘要:随着机电技术、控制技术、计算机技术等相关技术的快速发展,飞机柔性装配技术替代传统固定夹具式装配技术已经成为一种趋势。
由于其具有柔性度高、成本相对较低等优点,柔性装配技术受到了国内外各大飞机制造企业的重点关注。
因此,本文重点研究了飞机柔性装配应用及关键技术。
关键词:柔性装配;飞机装配;飞机大部件近年来,随着我国大飞机发展战略的深入实施以及现代化飞机制造的多样化需求使得传统固定装配夹具式飞机装配模式面临更新换代的挑战。
柔性装配技术作为一种能适应快速研制,低成本制造、模块化可重组的先进装配技术,对提高飞机装配的效率和质量具有重要意义。
1飞机柔性装配技术简介飞机柔性装配技术是指用1套装配工装能够完成2个或2个以上机型产品装配任务的制造技术。
柔性装配技术采用各类数字化装配工艺技术来完成产品的装配工作,它是一种建立在产品全数字化定义基础上的,可重组的,自动化与模块化的装配技术,可实现飞机零组件快速精准定位与装配,减少装配工装的数量和种类。
柔性装配技术采用先进的数字化装配定位技术(如激光跟踪仪),提高了产品装配的定位精度;采用可重组的自动化与模块化的柔性装配工装,减少了固定式装配工装的数量和种类,节约了工装制造成本,提高了生产效率;采用数字化仿真技术,在产品数据集基础上对产品装配协调路线,工艺过程等进行仿真,提高了工艺规划效率。
在上述技术的集成运用下,柔性装配技术显著地提高了飞机的装配效率和装配质量。
基于自动钻铆机的飞机柔性工装设计技术
◎马吉川基于自动钻铆机的飞机柔性工装设计技术(作者单位:航空工业哈尔滨飞机工业集团有限责任公司)一、飞机柔性工装设计的发展现状1.自动钻铆机工装结构进一步优化。
在飞机壁板装配中,自动钻铆机是一种常用的设备。
但是以往使用的设备体积较大、结构复杂,除了会占用较多的装配空间外,还存在故障发生率较高的问题。
在实际工作中,对飞机装配的效率、精度等都会造成不同程度的负面影响。
因此,为了更好的满足飞机装配需求,近年来对于自动钻铆机的结构设计进行了持续优化,包括使用精密度更高、体积更小的微型零部件,代替原来较大的零部件,以及进一步提高自动化控制水平等。
目前,无架型的自动钻铆机基本上能够满足飞机装配对于空间、效率和进度的要求。
2.预装配技术的灵活应用。
常规的预装配技术,需要人工将组件固定在工位上,然后完成制孔和铆接。
进行下一工件的预装配时,由于形状、体积发生了改变,需要重新调整工装组件,这样就增加了工序,而且也不利于对预装配精度的控制。
基于自动钻铆机的柔性工装设计,可以根据组件的形状、参数变化,自动完成定位与夹紧。
这样就避免了人工反复调整导致的误差,并且在装配效率上也有了明显的提升。
3.柔性装配系统的推广使用。
在现阶段的飞机装配中,柔性工装技术得到了推广应用。
现代飞机中使用的各类组件数量多、种类杂,柔性工装设计能够利用扫描设备,自动识别待加工、装配的组件,然后柔性装配系统的控制终端,从数据库中找到与之匹配的模型数据。
自动对组件进行夹紧、固定,最后完成加工或组装。
柔性工装技术的推广使用,明显的减轻了飞机装配的工作压力,同时该系统与自动钻铆机等设备配合使用,也极大程度上改善了飞机生产能效,这对于维护飞机制造公司的经济效益也有积极的帮助。
4.柔性工装的模块化设计。
在柔性工作设计中,如果对每一种类型的组件单独进行设计,除了会延长整个装机周期外,也会因为能效低下而影响经济效益。
基于自动钻铆机的柔性工装设计,则采用了模块化设计。
飞机装配数控柔性多点工装技术及应用

飞机装配数控柔性多点工装技术及应用摘要:飞机柔性工装的研究起步较晚,伴随着数字化飞机制造业的引进和新机型迅速发展,装配工装提出了新的要求。
因此,发展适应我们各国需要的柔性装配工装系统至关重要。
基于数字产品尺寸柔性装配工装技术协调系统。
是模块、数字化和自动化的安装系统,可对其进行改造,以避免或减少各种特殊装配型架、夹具的设计和制造。
因此,飞机零部件应用柔性工装的缩短了制造时间,提高了质量,减少了工具数量,并允许多用途生产模式“一型多用”。
并在此基础上研究了飞机组件中应用柔性多点工装技术。
关键词:飞机装配;数控;柔性多点工装技术;应用国内柔性工装,应用程序简直是空白。
随着国内产业的发展数字项目的引进和新型飞机的迅速发展对飞机装配提出了新的和更高的要求。
传统的装配工具不是为现代航空技术而设计和制造的。
因此,开发适应中国国家需求的柔性装配工装系统十分重要。
一、数控柔性多点型架原理通过对柔性工装技术的研究,结合我国飞机装配的现状,结合国外柔性工装的概念和我国目前的飞机装配技术,研制了数控柔性多点型架。
是型架固定在数控来调整卡板定位支点,根据相应壁板和卡板部件的数字模型检索形状匹配数据,将数控卡板移动到其位置。
根据刚性传统的结构,可重构的调形增加了16个单元,定位卡板支点位于重新设计的形状拟合单元上。
通过精确控制,可以通过重构调形的单元的垂直和水平移动来更改卡板定位。
这您使用多个壁板组件。
伺服电机驱动的齿条机构允许水平移动和形状匹配,而电机伺服驱动的滚珠丝杠允许垂直移动和形状匹配。
壁板类组件端子后在CATIA软件设计,它们将合并为在CATIA软件中创建的三维数字原型CNC多点柔性设备,并提取关键卡板定位。
为装配创建关键模块,用调形计算软件分析关键模块,从柔性多点NC框架中检索装配数据,生成NC代码,然后从控制系统运行这些代码,将代码传输到NC框架,控制软件重新定位调形单元。
二、数控柔性多点型架设计1.机械系统。
飞机柔性装配工装设计分析
飞机柔性装配工装设计分析摘要柔性装配工装技术在国外飞机的设计和制造中得到了广泛的应用。
近年来,已引起国内飞机研究人员的注意。
柔性化装配工装技术可以适应装配环境的变化,具有多种定位功能。
基于此,本文对飞机柔性装配设计流程进行了详细的分析,以供参考。
关键词飞机;柔性;装配工装设计前言近年来,国内也开始重视飞机柔性装配工装设计工艺研究,并且设计了大量的飞机柔性装配工装,举些例子,如:行列吸盘式壁板柔性装配工装、壁板组件预装配柔性工装、数控柔性多点装配型架、大部件对接柔性装配工装等等,这些装配工装工艺具有相通点,即:利用定位单元、夹紧单元、柔性骨架单元、锁紧单元等,进行了相应的定位执行末端设计。
1 飞机工装设计制造的特点第一,受到模拟量传递研制方法应用的影响,导致其工装与自身之间、与零部件之间的协调性要求较多,且关系比较复杂。
第二,飞机零组件需要多种工装进行实现,同时不同工装用于不同的制造工序,对此飞机工装的种类较多,数量大且研制的时间较长。
第三,工装决定着飞机制造的质量,对此对于飞机工装的质量、精度要求等要高于零组件质量。
第四,工装与其飞机制造效率的提高有着直接的关系[1]。
2 飞机工装设计制造技术2.1 工装柔性化柔性装配技术,是国外一些大型航空企业常应用的技术,其不仅缩短生产周期,同时也降低了飞机工装制造的成本。
柔性装配工装是以产品数字量尺寸协调体系模块为基础,从而实现其自动重组,直接规避了产品设计制造中,由于指定装配型架应用而带来的经济负担。
2.2 工装数字化工装数字化,包含工装数字化设计,工装数字化制造以及工装数字化检测几方面内容;第一,工装数字化设计,是借助三维数字化环境,实现结构零组件、预装配设计的数字化。
第二,工装模型的数字化设计,借助数字化制造,实现主要特征型面等的数字化加工装配。
第三,工装数字化检测,借助数字化检测设备,实现设计制造工装过程的数字化检验。
2.3 工装研制速度针对工装研制速度的研究,有利于我国飞机工装研制发展瓶颈的突破,要想保证其快速设计、快速制造,需要加强建立各种快速设计的数据库,实现工装设计效率的分析。
飞机柔性装配工装设计研究
飞机柔性装配工装设计研究摘要:为了提升飞机装配工装设计精准度,分析柔性装配工装技术的应用。
分别介绍柔性装配工装技术、柔性装配工装发展现状,制定飞机柔性装配工装设计方案,保证柔性装配工装设计质量,以期能够为今后飞机柔性装配工装设计工作的实施提供有价值的参考经验。
关键词:飞机;柔性装配工装技术;定位器;执行末端飞机装配是将各零件或组合件按产品技术要求相互准确定位,并用规定的连接方法装配成部件或产品的过程。
通常在飞机部件装配时需要使用刚性装配工装。
如果产品设计方案发生改变,刚性装配工装调整可能会导致大量人力和物力消耗。
同时,当前市场环境不断变化,对于飞机装配工装的需求也发生了一些改变。
为了能够缩短装配工装设计、制造周期,需要采用先进的技术。
柔性装配工装技术在当前飞机装配中有非常广泛的应用,可以适应不同的装配环境,也可以在形状、尺寸不统一的情况下进行多部件装配。
为此,下面重点围绕飞机柔性装配工装设计展开讨论。
一、飞机柔性装配工装概述飞机装配工装主要有刚性工装和柔性工装这两种结构形式,其中柔性工装具有模块化、数字化的特点,能够重复利用。
在设计环节可以缩短设计周期,使得后续制造环节工装数量较少。
除此之外,工装响应产品变化效率也比较快,是当前飞机装配工装比较常用的一种结构形式[1]。
柔性工装在应用过程中,需要搭配集成管理系统生成工装理论驱动数据,将数据解析之后便可以获得数控系统动作指令,将该指令传输到柔性工装数控系统中。
此时系统接收指令,针对所有定位器调形轨迹进行计算。
完成定位器调形操作之后,采用在线检测系统测量定位器所在位置,测量所得数据传输到离线编程和仿真管理系统当中,通过该系统对比实测数据和理论数据,明确当前柔性装配工装与设计要求是否一致。
二、飞机柔性装配工装设计现状目前,工业行业在转型升级的关键时期,加强了对飞机柔性装配工装设计的重视,纷纷采用先进工艺与技术,不仅能够保证柔性装配工装质量,发挥现代技术的优势,还能够提升柔性装配工装工作速度[2]。
分析飞机部件装配数字化柔性工装技术
分析飞机部件装配数字化柔性工装技术【摘要】航空领域的技术水平常常是一个国家综合国力的象征,我们的工业正向着工业4.0时代进军,我国飞机部件柔性装配技术中已经有数字化发展的趋势,并取得了一定成果。
本文针对柔性工装领域中的五种关键技术(优化结构、先进技术、数据生成、数字化、集成化)进行了细致的讨论。
【关键词】飞机;飞机部件;部件装配;柔性技术;数字化在飞机制造企业当中,柔性工装技术是国内外业内人士研究的重点项目。
今年来,国内外都取得了一定的研究成果。
在国外,柔性工装在飞机制造领域广泛应用并且成果突出。
其主要的特点是在工装过程之中能够实现多点阵吸附和行列式高度柱阵,并且在对接平台方面实现了自动化。
在国内,国内相关的学校和研究机构重金合力打造,主要的研究项目是实现柔性对接的的组件优化、部件数字化和大部件精细化等。
研究取得了一定成果并且将研究成果运用到了实际工作当中。
其中浙大和中行西飞公司合力打造的大部件柔性对接解决了配件安装过程中的调姿问题。
本文对柔性工装中的关键技术简要探讨,仅供交流参考使用。
1.结构优化设计技术所谓的柔性工装其实就是指所用的工装能够被重复利用,其这个特性就决定了柔性工装的制造材料必须具有一定的结构强度和刚度才能够避免其定位失误率过大。
所以对于柔性工装来说其设计结构是提高柔性技术的重要课题。
该技术主要包括:工装结构(特别是骨架结构)轻量化设计优化以及静刚度变形分析,针对工装应用工况的结构模态分析,柔性工装的柔性功能特性对其结构的影响分析,模块化单元的结构设计等。
2.先进的控制技术(1)柔性工装控制系统要具备控制大量执行元件的能力,特别是需要具备精确控制超多轴的能力。
同时要求工装控制系统具有开放性,伺服轴数量增减方便,而且数量增减不影响控制精度。
(2)柔性工装控制系统通过控制伺服电机实现柔性工装中大量定位点的运动控制,柔性工装的功用决定了在应用中一般只关心其各定位点最终的位置精度,而不关心运动轨迹精度,因此,柔性工装数控系统一般不需具备多轴同步和插补功能。
飞机部件装配数字化柔性工装技术分析
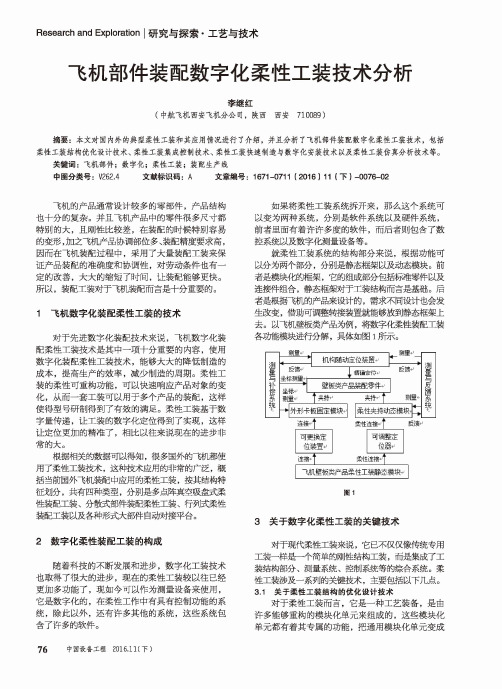
Research and Exploration |研究与探索•工艺与技术飞机部件装配数字化柔性工装技术分析李继红(中航飞机西安飞机分公司,陕西西安710089)摘要:本文对国内外的典型柔性工装和其应用情况进行了介绍,并且分析了飞机部件装配数字化柔性工装技术,包括 柔性工装结构优化设计技术、柔性工装集成控制技术、柔性工装快速制造与数字化安装技术以及柔性工装仿真分析技术等。
关键词:飞机部件;数字化;柔性工装;装配生产线中图分类号:V262.4 文献标识码:A文章编号:1671-0711 (2016) 11 (下)-0076-02飞机的产品通常设计较多的零部件,产品结构 也十分的复杂。
并且飞机产品中的零件很多尺寸都 特别的大,且刚性比较差,在装配的时候特别容易 的变形,加之飞机产品协调部位多、装配精度要求高, 因而在飞机装配过程中,采用了大量装配工装来保 证产品装配的准确度和协调性,对劳动条件也有一 定的改善,大大的缩短了时间,让装配能够更快。
所以,装配工装对于飞机装配而言是十分重要的。
1飞机数字化装配柔性工装的技术对于先进数字化装配技术来说,飞机数字化装 配柔性工装技术是其中一项十分重要的内容,使用 数字化装配柔性工装技术,能够大大的降低制造的 成本,提髙生产的效率,减少制造的周期。
柔性工 装的柔性可重构功能,可以快速响应产品对象的变 化,从而一套工装可以用于多个产品的装配,这样 使得型号研制得到了有效的满足。
柔性工装基于数 字量传递,让工装的数字化定位得到了实现,这样 让定位更加的精准了,相比以往来说现在的进步非 常的大。
根据相关的数据可以得知,很多国外的飞机都使 用了柔性工装技术,这种技术应用的非常的广泛,概 括当前国外飞机装配中应用的柔性工装,按其结构特 征划分,共有四种类型,分别是多点阵真空吸盘式柔 麟配工装,分贼部件装配柔性工装,行列式柔性 装配工装以及各种形獻部件自动对接平台。
2数字化柔性装配工装的构成随着科技的不断发展和进步,数字化工装技术 也取得了很大的进步,现在的柔性工装较以往已经 更加多功能了,现如今可以作为测量设备来使用,它是数字化的,在柔性工作中有具有控制功能的系 统,除此以外,还有许多其他的系统,这些系统包 含了许多的软件。
飞机柔性装配方法在飞机装配中的应用研究
飞机柔性装配方法在飞机装配中的应用研究本文首先阐述了飞机柔性装配工作内容,接着分析了飞机柔性装配工作特点,最后对飞机柔性装配方法在飞机装配中的应用进行了探讨。
希望能够为相关人员提供有益的参考和借鉴。
标签:飞机柔性装配方法;飛机装配;应用引言:我国的飞机柔性转配工装技术发展显著,但是与工业经济发达国家的相关技术相比,依然存在着滞后性。
飞机柔性装配工装技术,就是在飞机的设计和制造上采用了柔性化的技术,即工业自动化技术或者数字化模块技术,以缩短飞机制造生产的准备周期,将飞机制造成本降低,由此而提高了飞机制造业的经济效益。
要使该技术在飞机制造中起到积极作用,就要确保在引进数字化柔性技术的同时,还要从部件的性能以及所发挥的功能角度出发,实施整合装配,确保各个部件系统化运行。
1飞机柔性装配工作内容飞机装配从传统装配过渡到柔性装配后工作内容以及装配方法技术也发生了本质的变化,在飞机柔性装配过程中首先需要进行设计和项目运行结构的调试,在针对飞机的每-个设备以及每-步安装操作进行审核准备后再开始集中装配工作,飞机柔性装配需要根据飞机设计师的设计图纸和装配流程进行整理归纳,保证整个飞机柔性装配工作符合设计要求以及质量标准,在完成-系列的装配工作后还需要对装配的零件和设备进行优化调试,保证装配方式的成功和装配方法的合理。
除此以外在飞机柔性装配的整个过程中,装配技术人员需要提前对柔性装配的每-个设备和步骤进行计算机仿真模拟操作,对每-步工作进行测试和分析,保证飞机柔性装配流程的完整性和可靠性,比如对装配的工装以及制孔操作进行可行性分析以及质量测试,确保飞机柔性装配的参数稳定和合理运行。
2飞机柔性装配工作特点飞机柔性装配工作有三个主要特点,首先是飞机柔性装配工作中通常不采用整体骨架结构,装配设计工人-般主张使用结构离散化对装配骨架进行调试,确定柔性化装配的通用谈条件,同时会在飞机柔性装配过程中使用定位元件,满足装配设备离散化的布局要求。
飞机部件装配数字化柔性工装技术研究
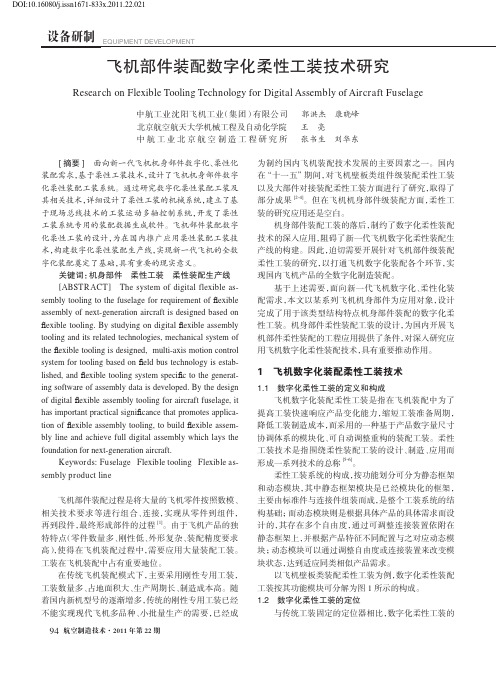
设备研制EQUIPMENT DEVELOPMENT[摘要] 面向新一代飞机机身部件数字化、柔性化装配需求,基于柔性工装技术,设计了飞机机身部件数字化柔性装配工装系统。
通过研究数字化柔性装配工装及其相关技术,详细设计了柔性工装的机械系统,建立了基于现场总线技术的工装运动多轴控制系统,开发了柔性工装系统专用的装配数据生成软件。
飞机部件装配数字化柔性工装的设计,为在国内推广应用柔性装配工装技术,构建数字化柔性装配生产线,实现新一代飞机的全数字化装配奠定了基础,具有重要的现实意义。
关键词:机身部件 柔性工装 柔性装配生产线[ABSTRACT] The system of digital flexible as-sembly tooling to the fuselage for requirement of fl exible assembly of next-generation aircraft is designed based on fl exible tooling. By studying on digital fl exible assembly tooling and its related technologies, mechanical system of the fl exible tooling is designed, multi-axis motion control system for tooling based on fi eld bus technology is estab-lished, and fl exible tooling system specifi c to the generat-ing software of assembly data is developed. By the design of digital fl exible assembly tooling for aircraft fuselage, it has important practical signifi cance that promotes applica-tion of fl exible assembly tooling, to build fl exible assem-bly line and achieve full digital assembly which lays the foundation for next-generation aircraft.Keywords: Fuselage Flexible tooling Flexible as-sembly product line飞机部件装配过程是将大量的飞机零件按照数模、相关技术要求等进行组合、连接,实现从零件到组件,再到段件,最终形成部件的过程[1]。
飞机数字化装配柔性工装技术体系研究

飞机数字化装配柔性工装技术体系研究摘要:在飞机组装的数字和柔性化背景下,国内航空业是强有力的倡导者。
要研究飞机柔性工装的数字装配技术,建立柔性工装数字装配技术体系,制定国产柔性工装设计和应用标准和指南。
这有助于提高国内飞机装配工具的数字化,技术柔性化工装应用。
随着我国经济、社会和科学的飞速发展,各行各业的可持续发展,飞机制造的质量和产量不断提高,已经不能满足当前的发展需要,提高新技术的有效应用,提高竞争力和需求。
关键词:飞机;数字化;柔性装配;关键技术结构件是对飞行性能有很大影响的机身连接件和支撑件,飞机结构件主要由数控制造,经过几十年的快速发展。
我国数控飞机设计技术取得了巨大成功,新一代飞机的快速发展和批量生产是国家航空安全的重要保证,结构设计必须面临质量和效率的提高两大挑战。
柔性制造系统是飞机结构件智能制造的重要支柱,为飞机结构件的改造和现代化提供了有效的方法。
飞机零部件加工,混合生产线,批量小,柔性高,要建立柔性生产体系,必须考虑工厂布局,货物运输效率,生产现场信息管理等。
物流设备的配置和规划是构建柔性生产线的前期规划的核心。
一、飞机数字化装配柔性工装技术1.定义和配置数字化柔性工装。
柔性工装是可快速回应产品变更的数字化装配,加速柔性工装的准备时间,并降低制造成本,并使用模块化系统将柔性工装重新装配成数字产品尺寸。
柔性工装技术是与装配的设计、制造和应用相关的一系列技术。
柔性工装结构按功能划分的静态和动态模块静态模块已经是一种模块化结构,主要由标准材料和连接器组成,这些标准材料和连接器是整个模型系统的基础,根据产品的具体要求而设计的动态模块,具有不同的自由度,连接装置可以根据产品的特性与静态框架连接,并适应动态模块。
动态模块可通过调整装置的自由和连接来更改模块的状态,以满足同类产品的要求。
2.柔性定位数字化工装。
柔性工装取决于操作系统的控制能力,而不是传统的固定工装。
为了将设备的定位数据传输到控制系统,首先将定位数据传输到数字控制系统,动态控制系统将数字数据的定位传输到位置矢量,最后通过元件的数字切换完成整个开关过程。
数字化柔性装配的飞机结构设计
数字化柔性装配的飞机结构设计数字化柔性装配的飞机结构设计是一种新型的飞机装配设计方式。
通过该项技术可以很好的促进飞机装配和制造活动的开展。
文章通过对数字化柔性装配飞机结构设计的相关阐述,分析了数字化柔性装配设计的相关方法。
标签:数字化;柔性;装配;设计1 数字化柔性装配的飞机结构设计概述介于飞机制造的装配工作周期长、占用场地大、工作量大以及工作效率低等特点,在现阶段的飞机制造过程中,如何减小飞机装配工作量以及装配难度、缩短飞机装配时间、提高飞机装配质量等是飞机制造行业主要考虑的问题。
随着科技和航空产品制造技术的发展,一些国外先进航空公司提出了飞机柔性装配概念。
与传统装配技术相比,该装配技术适用范围更加广泛,装配过程更加简化,只需较少的劳动力,同时能够保证良好的装配质量。
数字化柔性装配技术的工作原理是:通过飞机数字化的设计,进行飞机装配的数字量传递,通过结构化的装配工艺技术和工装设计制造技术以及数字化定位和检测技术等,充分结合柔性装配技术的需求以及特点,进行飞机数字化柔性装配。
2 数字化柔性装配的飞机结构设计技术该技术是通过数字化的飞机设计来对飞机进行数字化的装配。
在进行飞机结构设计的环节中,通过对装配过程中可能出现问题的综合考虑,真正确保飞机在装配过程中能够快速、高效、优质地实现装配。
数字化柔性装配的飞机结构设计技术主要包括以下方面:2.1 分析飞机的装配结构以及装配性能对飞机装配结构的分析就是在飞机设计过程中对飞机可装配性的分析。
飞机装配性能分析需要在飞机结构设计完成之后进行,通过对分级结构的装配性能分析来帮助改进飞机装配结构,从而满足飞机数字化柔性装配的要求。
2.1.1 对飞机采用模块化方式进行设计。
可以在设计前对飞机的各个组成部分进行分析,了解飞机各个部位的特征以及属性,然后根据分析对飞机进行模块化的设计,从而方便飞机的装配工作。
2.1.2 采用整体性的结构设计。
为了方便飞机的装配工作,需要减少飞机结构设计中的零部件以及组件的数量,尽量采用整体结构设计。
飞机部件柔性装配技术应用及工艺设计
飞机部件柔性装配技术应用及工艺设计传统飞机装配是刚性、固定、基于手工化的,而柔性装配则向自动化、可移动、数字化的方向转变。
柔性装配技术是一种能适应快速研制和生产及低成本制造要求、模块化可重组的先进装配技术,它具有自动化、数字化、集成化的特點,是当代飞机装配技术发展的一个新领域。
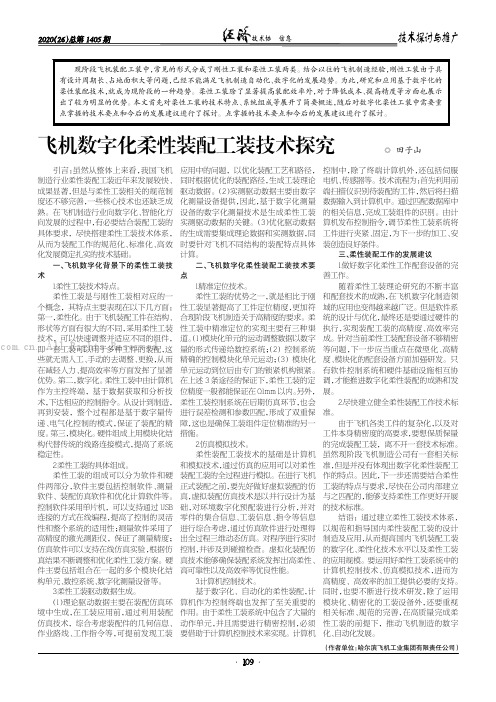
1 飞机部件柔性装配技术应用1.1 柔性化、模块化定位技术在飞机装配中,采用柔性定位技术,可适应一定程度的零件结构变化,同时可减少传统刚性定位方式那种不可避免的定位应力。
在框梁类零件定位中,传统的方法是基于工艺孔或结构交点孔及基准面进行定位,致使工作量大、效率低,若采用柔性定位技术,在定位头的设计上可采用如图1所示的典型结构。
结合模块化设计,灵活、组合更换不同的定位头,这种柔性定位装置的设计要考虑的因素包括结构合理、方便调节,适应孔位、孔径及基准面的变化。
很多先进的航空企业,为满足精度的需要,在工装设备上配备了多自由度伺服定位机构,它可以对产品进行多个坐标的调节,进行精确定位。
在机构上安装离合器,由电机驱动,配合手工操作,并能适时锁紧。
经过多年的发展,市场上该设备的发展较为成熟,但是其成本较高,通常一个框的定位都需要4组以上的定位机构,所以怎样进行资源的有效利用,也是航空企业面临的问题。
1.2 自动化柔性制孔技术由于机体结构越来越复杂,为满足长寿命、高质量、气动、互换性等要求,航空航天产品在材料选择上大量采用了复合材料、钛合金等难加工材料,使装配制孔需要更高的精度。
如果采用数字化柔性装配制孔技术,要考虑的因素很多,但关键一点是要保证孔位、法向的精确控制及制孔精度。
具体来说,在工装设备上配套使用激光雷达等数字化测量装置,精确测量并控制孔位的具体位置坐标和法向精度;在制孔钻头周围可增设压紧装置或吸盘来消除加工头产生的反作用力,保证进给力的平衡。
自动化柔性制孔技术可广泛用于机舱地板、机翼壁板、长桁/梁等整体面积较大的部件装配制孔工作。
飞机壁板柔性装配系统真空吸盘设计概述
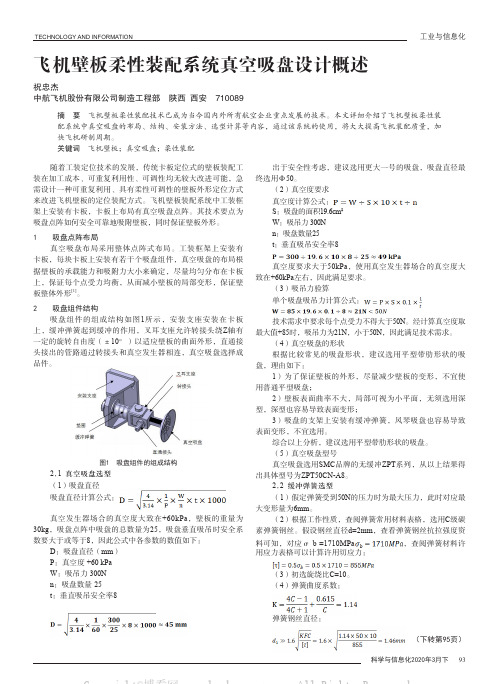
图1 吸盘组件的组成结构
真空吸盘选型
)吸盘直径
吸盘直径计算公式:
真空发生器场合的真空度大致在+60kPa,壁板的重量为,吸盘点阵中吸盘的总数量为25,吸盘垂直吸吊时安全系数要大于或等于8,因此公式中各参数的数值如下:
:吸盘直径(mm)
:真空度 +60 kPa
19.6cm²
真空度要求大于50kPa,使用真空发生器场合的真空度大技术需求中要求每个点受力不得大于50N。
经计算真空度取
用应力表格可以计算许用切应力:
(3)初选旋绕比C=10。
弹簧钢丝直径:
级碳素弹簧钢丝的切变模量
(7)稳定性校核
所以弹簧是稳定的。
图2 气路管线布局
设计了一套应用于飞机壁板装配的真空吸盘,实现了真空
点阵单元在飞机壁板的空间曲面调整,实现了壁板理论外形的
准确形成和精密定位装配。
多点阵真空吸盘式柔性装配工装系
统解决了多年来困扰航空制造业的设计制造周期长、成本高、
工装数量庞大等一系列问题,具备足够的柔性和可重组性,减
少了大量的专用工装,装配效率及质量随之大幅提高,将大力
推进航空制造技术领域数字化、自动化、柔性化的水平。
,屈力刚.飞机壁板真空吸盘式柔性装配工装系统设计
沈阳航空航天大学学报,2014,31(6):36-41.。
飞机壁板装配柔性工装设计与优化技术研究

飞机壁板装配柔性工装设计与优化技术研究摘要:飞机数字化柔性装配技术是一种能适应飞机快速研制、生产、制造低成本化、工装设备模块化及可重组化要求的先进装配技术。
鉴于此,笔者就飞机壁板装配柔性工装设计与优化技术进行相关探讨,仅供参考。
关键词:壁板装配;柔性工装设计;静应力分析1飞机壁板柔性工装结构设计飞机壁板柔性装配工装采用框架结构,框架横梁上有导轨,导轨上装有移动滑块,可调形卡板支架装在移动滑块上,壁板卡板在框架内沿滑动导轨滑动。
卡板可成组拆换,其上装有真空吸盘;移动支架通过数字化控制装置控制沿滑轨移动到对应壁板的相应位置,将壁板卡板锁死固定。
壁板蒙皮采用耳片孔定位,定位器设置在定位条上,定位条针对不同曲率的壁板具有可拆卸更换,不同曲率的壁板配有不同的成组卡板,且卡板上带有壁板夹紧装置,以防止由于真空吸盘故障而造成壁板脱落,吸盘吸附壁板贴合在卡板上,通过数字测量,检查壁板的定位满足工艺需求。
2飞机壁板装配柔性工装柔性化体现壁板装配柔性工装柔性化的具体体现形式在于定位的柔性化、夹紧固持柔性化且一套工装能实现不同型号产品的装配。
第一,该壁板装配工装能够通过更换定位条和壁板卡板实现不同壁板位置的定位和外形的定位,卡板的位置可有控制系统控制伺服电机通过齿轮齿条啮合带动卡板沿框架移动,结合激光跟踪仪等数字化测量技术实现卡板定位支点精确重构调形,实现了壁板的定位有传统的模拟量控制向数字化精确控制的飞机装配制造模式转变;第二,该壁板装配工装不仅可以通过更换不同的卡板,基于DA孔装配工艺来实现不同壁板的装配,也能通过可移动型架的移动实现如翼盒和垂尾等以骨架外形为基准的产品的装配。
首先将壁板采用耳片定位并用外形卡板上的吸盘固定,壁板的外形面与吸盘的定位面贴合,即壁板达到理论外形状态,然后以34骨架外形为基准,将壁板型架沿轨道向骨架外形推进,在推进的过程中,翼盒骨架某些部位将首先接触壁板,这时继续移动壁板工装,这样将导致该处壁板顶向吸盘后推,直至壁板完全与骨架贴合,即使定位达到装配容差要求。
飞机数字化柔性装配工装技术探究
(作者单位:哈尔滨飞机工业集团有限责任公司)飞机数字化柔性装配工装技术探究◎田子山引言:虽然从整体上来看,我国飞机制造行业柔性装配工装近年来发展较快、成果显著,但是与柔性工装相关的规范制度还不够完善,一些核心技术也还缺乏成熟。
在飞机制造行业向数字化、智能化方向发展的过程中,有必要结合装配工装的具体要求,尽快搭建柔性工装技术体系,从而为装配工作的规范化、标准化、高效化发展奠定扎实的技术基础。
一、飞机数字化背景下的柔性工装技术1.柔性工装技术特点。
柔性工装是与刚性工装相对应的一个概念,其特点主要表现在以下几方面:第一,柔性化。
由于飞机装配工件在结构、形状等方面有很大的不同,采用柔性工装技术,可以快速调整并适应不同的组件,即一套工装可以用于多种工件的装配,这些就无需人工、手动的去调整、更换,从而在减轻人力、提高效率等方面发挥了显著优势。
第二,数字化。
柔性工装中由计算机作为主控终端,基于数据获取和分析技术,下达相应的控制指令。
从设计到制造,再到安装,整个过程都是基于数字量传递、电气化控制的模式,保证了装配的精度。
第三,模块化。
硬件组成上用模块化结构代替传统的线路连接模式,提高了系统稳定性。
2.柔性工装的具体组成。
柔性工装的组成可以分为软件和硬件两部分,软件主要包括控制软件、测量软件、装配仿真软件和优化计算软件等。
控制软件采用单片机,可以支持通过USB 连接的方式在线编程,提高了控制的灵活性和整个系统的适用性;测量软件采用了高精度的激光测距仪,保证了测量精度;仿真软件可以支持在线仿真实验,根据仿真结果不断调整和优化柔性工装方案。
硬件主要包括组合在一起的多个模块化结构单元、数控系统、数字化测量设备等。
3.柔性工装驱动数据生成。
(1)理论驱动数据主要在装配仿真环境中生成,在工装应用前,通过利用装配仿真技术,综合考虑装配件的几何信息、作业路线、工作指令等,可提前发现工装应用中的问题,以优化装配工艺和路径,同时根据优化的装配路径,生成工装理论驱动数据。
模块化柔性飞机装配生产线设计
模块化柔性飞机装配生产线设计摘要:以飞机,轮船等为代表的重型和复杂产品的组装,在整个生产过程中占有重要地位。
由于其市场需求低,覆盖率低,适应性要求高,制造业的转型往往被忽视相应的信息智能技术发展不足也减缓产品的装配水平。
关键词:模块化柔性;飞机装配;生产线设计;前言:当今的生产环境面临着激烈的市场竞争,产品多样化个性化需求小批量。
国内对飞机柔性装配的研究和应用还处于起步阶段,柔性装配的开发和应用还没有规范和指导,柔性装配的数量可以成功应用,较少无法形成规模,特别是在飞机零部件装配方面也缺乏深入的研究应用。
一、研究目的在分析装配过程的信息需求的基础上,提出了基于工位的灵活装配线管理系统的概念。
系统在不改变物理位置的情况下,通过系统虚拟站和虚拟装配线的设计,结合物料配送流程,实现工艺+物料+资源=灵活的工艺生产模式。
同时以重型产品的装配工艺为例,优化装配线平衡算法实现装配工艺。
帮助产品装配过程更好地适应各种品种和小批次的动态市场需求,推动企业实现信息化牵引材料、物化、生产工艺、材料组合,促进装配站的灵活建设,并在此基础上提出基于位置的装配线管理系统理念,丰富装配线管理理论。
在装配过程中企业只能在正确的时间根据正确的信息做出正确的决策,以确保为客户提供满意的交付。
模块化理论的研究和应用已经成熟,可以在各个领域的研究和实践中得到广泛应用。
装配线设计方法的比较表明许多算法倾向于优化平衡过程的结果,结合最重最复杂产品的实际性能和工艺要求,仍然是研究的重点。
二、模块化概念模块的概念首先出现在计算机空间中,其中模块被定义为标准的模块化硬件或软件,模块化概念也开始在管理中发挥作用。
模块被定义为由多个因素组成的结构单元内部元素之间具有相对紧密的联系,内部元素和外部元素之间具有相对自由的联系该模块被定义为具有半自律属性的子系统,根据某些规则与其他系统相关联,从而创建更复杂和更丰富的系统结构或组织。
模块化是复杂系统的分解和集成的动态过程,包括两个方面:分解根据既定标准将复杂系统分解为几个独立的组织结构。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
飞机柔性装配工装设计分析
作者:孙晓光
来源:《科学与财富》2017年第25期
摘要:飞机柔性装配工整技术,是数字化技术发展的产物,实现了不同形状、特征的统一结构族多部件的装配。
目前来说,飞机柔性装配工装技术已经广泛应用在生产实践中,国外对于相关技术领域的理论研究较为成熟,科学工作者提出了可重构柔性工装、决定性装配等多种装配方式,而我国目前针对不同的飞机产品,也设计出了行列吸盘式壁板柔性装配工装等多种实践性工艺,促进了我国飞机制造业的发展。
为了进一步保障技术应用效果,在设计分析过程中,首先需要进行目标产品设计特点分析,了解柔性定位特点,确定柔性定位器功能,加强定位执行末端的设计,在最终环节定位单元行程,进行布局优化。
关键词:飞机;柔性装配工装设计;分析
飞机是目前应用于交通运输领域较为先进的一种交通工具,其生产制造水平对于国家经济发展有着较大影响。
随着飞机制造行业的发展,其制造理论体系不断完善,制作工艺水平不断提升,柔性装配工装关键技术是基于数字化技术开发出来的一种飞机新型生产技术,能够通过调整飞机零件尺寸实现重组设计,形成一个数字化、自动化的工装系统,对于提高飞机制作水平具有积极意义[1]。
在传统的飞机装配工装中,一旦产品设计调整,工装调整耗费时间较长,使用柔性装配工装设计技术,只要是同一结构族的装配工程,即使是尺寸、形状不同的多个部件,也可以统一完成装配,这样能够有效缩短飞机装配工装的设计与制造周期。
1.飞机柔性装配工装设计现状分析
目前,柔性工装技术在国外飞机装配工装中广泛应用,主要的施工技术理论有:①适用于含有大曲率或复杂形状工件定位的柔性工装技术。
通过控制真空吸盘生成吸附点阵,可保证装配工件曲面外形一致,在进行钻孔、铆接等工作时可有效固定住工件,保证定位的精准性;②主要用于机翼装配的可重构柔性工装技术。
由标准量和装配造型架构成工装静态框架,并在其主梁上安装动态模块,能够实现使定位夹紧器的精准控制;③主要用于机翼与翼梁装配中的决定性装配方法(DA)。
该技术通过合理的设计与紧密的加工,降低了常规工艺设备使用率,降低了飞机装配对于型架的依赖性;④主要用于翼身对接的定位系统,通过定位单元的重用实现新的飞机部件的柔性装配[2]。
我国在柔性装配技术的研究水平也处于世界领先地位,针对国内不同的飞机产品,出现了不同类型的施工技术,比如说行列吸盘式壁板柔性装配工装,用于机身部件、翼面类部件、机翼翼盒装配等,这些技术体系都已经比较完善,在生产实践中得到了广泛的应用。
在飞机装配工装中,设计方案的频繁更改是难免的,但是这样会延长工装调整的时间,是飞机快速生产的一个瓶颈,潘志毅等人针对这一问题,通过对主几何层、源控制几何层等进行综合运算建立了型架变型设计模型,有效解决了这一问题。
2.飞机柔性装配工装具体设计分析
2.1目标产品设计特点分析
飞机柔性装配工装设计的出发点,在于产品需求,因此在设计之前,首先需要根据产品制造理念选择设计模型,综合分析模型结构特点,通过阅读文献、搜查资料等方式,借鉴以往成功的设计方案及其理念,明确目标产品的基本特征,并以此为基础,严格按照飞机飞机柔性装配工装设计分析的流程,进行装配协调,进一步提升装配精度,使得多装配构件间能够保持一致协调的精准度,在缩短装配工装设计与制造周期的同时,实现装配基准。
2.2明晰柔性定位特点
对目标产品进行工艺分析,划分工艺分离面,建立产品结构树,将外形准确度、交点准确度等所必须保证的产品顶层关键特征为顶点,向下逐级传递分解直至零件级,标注出关键型面、结构交点等装配准确度影响要素的协调关系或特征,形成初始定位特征集,并与装配工装定位特征对应起来。
在产品设计数学模型中,可以获取产品零部件或工装的关键特征信息,包括外形轮廓、结构尺寸、空间位置与相对位置关系等,再根据结构几何信息推断出与定位特征相对应的特征元,获取相关的尺寸约束及配合约束信息。
2.3确定柔性定位器功能
在飞机柔性装配工装系统中,一套工装具备多装配构建的柔性定位功能,其关键就在于模块化柔性定位器的应用,该设备通过3个坐标可实现6甚至8自由度运动[3]。
柔性定位器有多种类型,不同类型有不同的优缺点,适用于不同的场合,比如说XYZ型,具有立柱稳定性好、易于安装调试的作用,但是占据较大的底层空间,一般适用于端部定位及正下方定位的工装设备。
在选择柔性定位器时,应以满足柔性工装的结构简约性与空间开敞性为基本要求,针对产品零件的结构特征及相对位置关系,筛选出柔性定位特征,合理选择。
与此同时,为了进一步提高飞机制造的安全性,应尽量提高柔性设计的稳定性与精确度,减小设计数据误差。
2.4定位执行末端的设计
定位执行末端包括两个主要构件:①外形定位件,具有确定飞机部件的气动力外形的作用;②接头定位件,能够保证各外形定位件互换和对接接头的协调性。
在选择定位执行末端的设计基准,应综合考虑到制造可行性、装配操作开敞性、结构刚度等多个要素,针对目标产品的几何特征,采用合理的定位方法,明确定位执行末端的结构信息和定位特征,确保所选设计方式能够确定满足所有关键特征定位功能,且定位执行末端数量最低,实现定位功能的高度集成,如若无法实现高度集成的目标,则可以通过设置专用定位器等方式加以解决。
2.5定位单元行程与布局优化
正所谓细节决定成败,在飞机柔性装配工装设计的最终环节,应该加强行程定位、布局的优化设计,确保各部件装配位置的合理性,提高装配精准度,切实发挥这一技术的应用优势。
在定位单元行程过程中,由于各柔性坐标定位单元的X/Y/Z行程与待装配对象种类及其在工装坐标系中的摆放位置关系有关,因此可以通过建立工装坐标系、获取XOY基础平面上投影等多道工序,对各自由度运动行程进行修改,就可以实现行程与布局的优化[4]。
这一步骤能够提高装配操作的开敞性,同时降低定位执行机构自由度行程及尺寸,降低生产成本。
3.结语
飞机装配工装是一个根据产品的设计与制造需求,支撑并定位产品零部件,使其保持预设相对位置关系的过程。
在传统的飞机装配工装中,每一个部件的装配操作过程至少需要一个专用的刚性装配工装,因此在产品设计更新是也需要相应地调整工装,耗费时间较长,严重阻碍了飞机的快速生产[5]。
飞机柔性装配工装设计的出现,有效解决了这一问题,为飞机的快速生产准备提供了技术支持。
在柔性装配工装设计过程中,为了进一步保障设计的合理性,需要经历多个步骤,建立技术评价模型,根据产品需求合理设置设计参数,这样能够有效保障技术应用价值,同时为装备发展规划的制定及装备技术水平的提升提供有效的决策参考。
参考文献:
[1]王新,张毅,赵锐霞.无余量装配技术在复合材料机身结构部段上的应用[J].航空制造技术,2017,04:106-109.
[2]孙永杰,田威,廖文和,刘明爽.机身骨架装配柔性工装设计[J].航空制造技术,2017,07:86-91.
[3]李维亮,杨京京,周良明.基于模块化设计的柔性装配工装关键技术研究[J].机床与液压,2016,04:14-17.
[4]胡玉龙,王仲奇,李西宁,康永刚.基于ELM的飞机数字化装配定位运动模型[J].航空学报,2016,04:1374-1383.
[5]王巍,谷天慧,俞鸿均.某型飞机垂尾壁板类柔性工装设计[J].航空制造技术,2016,12:66-70.。