台达20PM教育训练资料_2
(优质)(数控加工)台达PM数控功能的应用

(数控加工)台达PM数控功能的应用台达20PM数控功能的应用摘要:本文简述台达DVP20PM运动控制型PLC的数控功能,及结合HMI在数控应用中的方法及特点。
具体包括主要四种输入G码的方法关键词:PLC运动控制逻辑控制数控系统G码1引言随着自动化设备对控制的高精度、高响应性需求的不断增加,自动化控制技术不断提高,精确的高速定位控制得到广泛应用,PLC这一工业控制产品也从早期的逻辑控制领域不断扩展到数控控制领域,实现了以往PLC无法完成的运动控制功能。
在运动控制中大多数采用我们熟悉的数控系统或者是计算机运动板卡来完成,虽然作为专门的产品能够实现复杂的运动轨迹控制,但同时要完成一些逻辑动作的控制就不如PLC灵活方便。
台达DVP20PM系列PLC是具有高速定位、双轴或叁轴线性及圆弧插补多功能的可编程控制器,结合了PLC逻辑动作控制和数控系统运动控制的各自优点,在功能上满足双轴或三轴插补的高速定位需求。
2数控功能应用介绍。
目前,在我们用DVP20DPM做过的数控案例中主要有液晶切片机,双轴立车,焊接轨迹控制,点胶轨迹控制,龙门数控钻床等等。
在这些应用中,都用到了数控系统的G码和M码指令。
目前20PM包括两款产品分别为20PM00D,与20PM00M.20PM00D支持的G代码功能如下:G0高速定位;G1双轴联动直线插补;G2顺时针圆弧插X3.1DVP20PM程序结构由于20PM主机结合了PLC顺序逻辑控制及双轴插补定位控制的功能,因此在程序架构上主要分为O100主程序、Ox运动子程序及Pn子程序等三大类,结合了基本指令、应用指令、运动指令及GCode指令,使程序设计更多元化,结构更清晰;程序采用PMSOFT软件进行编辑,参见图4。
图4程序设计界面(1)主程序。
主程序以O100作为起始标记,M102作为结束标记,是PLC顺序控制程序,主要为控制主机动作执行,在O100主程序区域中,可以使用基本指令及应用指令,或在程序中启动Ox0~Ox99运动子程序及调用Pn子程序。
PM系统培训考试资料及答案
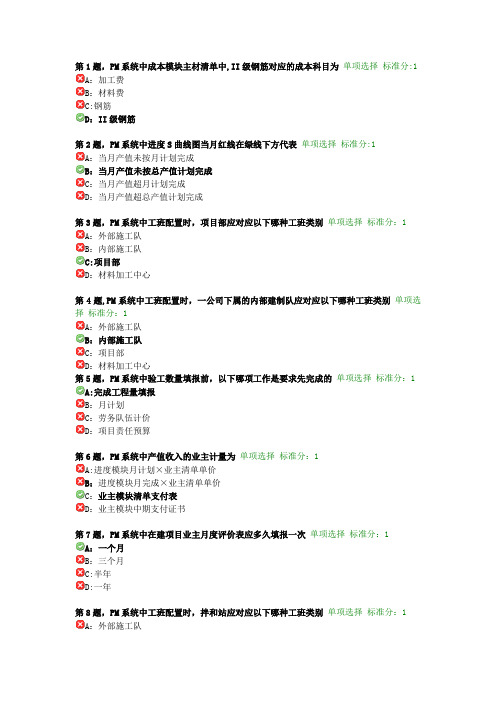
第1题,PM系统中成本模块主材清单中,II级钢筋对应的成本科目为单项选择标准分:1 A:加工费B:材料费C:钢筋D:II级钢筋第2题,PM系统中进度S曲线图当月红线在绿线下方代表单项选择标准分:1 A:当月产值未按月计划完成B:当月产值未按总产值计划完成C:当月产值超月计划完成D:当月产值超总产值计划完成第3题,PM系统中工班配置时,项目部应对应以下哪种工班类别单项选择标准分:1 A:外部施工队B:内部施工队C:项目部D:材料加工中心第4题,PM系统中工班配置时,一公司下属的内部建制队应对应以下哪种工班类别单项选择标准分:1A:外部施工队B:内部施工队C:项目部D:材料加工中心第5题,PM系统中验工数量填报前,以下哪项工作是要求先完成的单项选择标准分:1 A:完成工程量填报B:月计划C:劳务队伍计价D:项目责任预算第6题,PM系统中产值收入的业主计量为单项选择标准分:1A:进度模块月计划×业主清单单价B:进度模块月完成×业主清单单价C:业主模块清单支付表D:业主模块中期支付证书第7题,PM系统中在建项目业主月度评价表应多久填报一次单项选择标准分:1 A:一个月B:三个月C:半年D:一年第8题,PM系统中工班配置时,拌和站应对应以下哪种工班类别单项选择标准分:1 A:外部施工队B:内部施工队C:项目部D:材料加工中心第9题,PM系统内间接费成本金额为单项选择标准分:1A:其他合同结算金额B:间接费预算金额C:间接费支付金额D:其他直接费支付金额第10题,PM系统中进度S曲线图中计划产值使用的单价是单项选择标准分:1 A:工程量清单单价B:项目责任成本单价C:公司责任成本单价D:合同单价第11题,PM系统中产值收入的实际产值为单项选择标准分:1A:进度模块月计划×业主清单单价B:进度模块月完成×业主清单单价C:业主模块清单支付表D:业主模块中期支付证书第12题,PM系统中计划工程量预算成本采用的工程量正确的是单项选择标准分:1 A:工程量模块截至上期完成工程量填报+当期月计划B:工程量模块截至当期的月计划C:工程量模块截至当期完成工程量填报D:工程量模块截至上期的月计划+当期完成工程量填报第13题,PM系统中计划工程量预算成本采用的单价是单项选择标准分:1 A:项目责任成本单价B:公司责任成本单价C:合同单价D:标准单价第14题,PM系统中进度S曲线图绿色线条代表单项选择标准分:1 A:计划总产值B:月计划产值C:实际产值D:业主计量第15题,PM系统内周转材料成本金额为单项选择标准分:1A:周转材料结算金额B:周转材料预算金额C:周转材料摊销金额D:直接填报第16题,PM系统中进度S曲线图中实际产值使用的单价是单项选择标准分:1 A:工程量清单单价B:项目责任成本单价C:公司责任成本单价D:合同单价第17题,PM系统中进度S曲线图红色线条代表单项选择标准分:1A:计划总产值B:月计划产值C:实际产值D:业主计量第18题,PM系统中进度工程量预算成本采用的单价是单项选择标准分:1 A:项目责任成本单价B:公司责任成本单价C:合同单价D:标准单价第19题,PM系统工程量模块-对下工程量计划填报前,以下哪项工作是必须先完成的单项选择标准分:1A:对上工程量分解B:对下工程量分解C:材料计划编制D:进度模块-进度计划第20题,PM系统中产值收入的计划产值为单项选择标准分:1A:进度模块月计划×业主清单单价B:进度模块月完成×业主清单单价C:业主模块清单支付表D:业主模块中期支付证书第21题,PM系统中周转材料成本与下列那些数据有关单项选择标准分:1 A:周转材料的摊销B:周转材料合同C:周转材料付款D:周转材料结算第22题,PM系统进度模块-进度计划填报前,以下哪项工作是必须先完成的单项选择标准分:1A:对上工程量分解B:对下工程量分解C:材料计划编制D:对下工程量计划第23题,PM系统中工班配置时,合格分包商名册中外部施工队应对应以下哪种工班类别单项选择标准分:1A:外部施工队B:内部施工队C:项目部D:材料加工中心第24题,PM系统内劳务成本凭证计算方式为单项选择标准分:1A:劳务模块劳务合同单价×工程量模块验工数量B:劳务模块劳务合同单价×工程量模块完成工程量填报C:成本模块预算单价×工程量模块验工数量D:验工计价金额第25题,PM系统中完成工程量填报前,以下哪项工作是必须先完成的单项选择标准分:1 A:验工B:对下工程量分解C:业主清单D:材料型号配置第26题,PM系统六算对比中标清单总价来源是单项选择标准分:1A:业主模块工程量清单B:工程量模块对上工程量分解C:工程量模块对下工程量分解D:公司则分成本分解第27题,PM系统中变更工程填报时,必须先从哪项工作开始单项选择标准分:1 A:变更方案立项B:待报变更C:已报待批变更D:相关制度办法第28题,PM系统中关于施工组织设计说法正确的是单项选择标准分:1 A:施工组织设计在PM系统内完成审批即可。
台达20PM追剪应用总结A

台达20PM追剪应用总结作者:(PLC产品处余强)【摘要】介绍台达DVP-20PM00D运动控制器电子凸轮(CAM)功能,总结追剪曲线的生成几种方法,阐述通用高速追剪工作原理,以及相关工艺要求及相关控制程式概要。
以使读者根据文章即可实现不同追剪系统的控制【關鍵字】运动控制器,电子凸轮,CAM Table,追剪【前言】本文介绍的追剪系统,是同步式剪切系统中的一种,其他还有飞剪,旋切。
它们之间最大的区别是:追剪是往返运动,而飞剪是为同向运动。
对台达20PM运动控制器来说主要是电子凸轮的CAM曲线不同。
下文介绍的主要是台达20PM运动控制器电子凸轮功能在高速追剪系统的应用总结。
【正文】一、设备一般结构图2如上两个图示意,通用追剪机构一般包含以下部分机构,分述如下:(1)执行机构在裁切系统,执行机构是切刀,切刀是由液压推进,主要由一个进刀电磁阀和一退刀电磁阀控制切刀的上下。
在饮料罐装系统执行机构为填充装置。
(2)測量機構安装于出來部分,如圖所示,同軸聯接一2500線的A/B相的差分編碼器,測量进料的速度,及長度。
是电子凸轮运动中的主轴。
(3)追踪机构主要由台达伺服传动机构组成(功率大的可选VE系列变频器),由20PM00D的X轴输出控制,是电子凸轮运动中的从轴。
(4)进料傳動进料傳動是由变频电机、传动机构组成。
二追剪控制及20PM运动控制器电子凸轮功能应用介绍1、追剪曲线构成(1)追速状态(Ramp up to Tracking ):送料持续进行,20PM 运动控制器在 侦测输入材料之长度及当时送料速度的同时,并指挥伺服电机依照S 曲线 加速至与进料速度同步;在进入同步速度的瞬间,锯/切台与材料的动态 相对位置已经整定完成。
接着便进入同步状态。
(2)同步状态(Syncronized Zone ): 一旦进入同步状态,20PM 运动控制器立刻送出同步信号(CLEAR)给执行控制机构,要求执行切断或罐装动作。
中达20PM教育训练资料_第六天NEW

4軸共用一組 差動輸入埠
FP clr0 clr1 clr2 clr3
RP
FP
RP
FP
RP
FP
RP
ch0
ch1
ch2
ch3
4組高速差動輸出 Max 1000kHz
ps ︰4軸左右極限只能用其他輸入點
4軸運作 JOG POU
正反轉不能 同時TRUE
只能設定一 種波型輸出
4軸運作 - MPG POU
不能設為0
程式執行
運作特性 可使用指令
正常RUN
循環運作 (1)基本指令 (2)應用指令 1
主程式呼叫
呼叫一次執行一次 (1)基本指令 (2)應用指令
數量
256 個 使用者需求使用
中斷 時間中斷(D1401) 外部端子X0 外部端子X1 外部端子X2 外部端子X3 外部端子X4 外部端子X5 外部端子X6 外部端子X7
中斷編號 I0 I1 I2 I3 I4 I5 I6 I7 I8
程式架構
主程式 程式開頭 程式結束 擺放順序 O100 M102 任意 副程式 Pn (n:0 ~ 255) SRET 任意 運動程式
運動控制型主機 DVP20PM培訓資料-6
DVP20PM教育訓練大綱
第六天
20. 10PM規格與功能介紹 21. 10PM 功能塊(POU)應用 實機操作
DVP20PM教育訓練大綱
第六天
10PM規格與功能介紹 10PM 功能塊(POU)應用
實機操作
外觀
外觀
10PM三大功能
PWM Ch0 Ch1 Ch2 Ch3 Ch4 Ch5 軸脈波 計數器/計時器 K1M1200(計數設定) C200(計數裝置) K1M1204 C204 K1M1208 C208 K1M1212 C212 K1M1216 C216 K1M1220 C220 D1816(參數設定) D1846(運轉命令) D1896 D1926 D1976 D2006 D2056 D2096
台达人机培训资料概要
工控专家
传动先锋
4、一般曲线 人机读取相对应地址的连续资料,转换为曲线图后显 示于人机屏幕上。例如:取样100点,设四条曲线,那 么总共会取100 x 4共400点。以台达的PLC为例子来说 明,读取地址设为D0,那么此曲线图触发后,将会读 取D0~D399共400个WORD的资料;曲线1的Y轴位置为 D0~D99;曲线2的Y轴位置为D100~D199;曲线3的Y 轴位置为D200~D299;曲线4的Y轴位置为300~D399。 如果其值有超过所设定最大值,则显示最大值。如果 小于最小值,则显示最小值。设定好了后,还要设定 控制区的地址,利用设定的特定位来激发曲线图的资 料读取跟一般曲线图的描绘与清除曲线,有关控制区 的设定请参考 系统控制区说明。 程序例子
工控专家
传动先锋
工控专家
传动先锋
工控专家
传动先锋
工控专家
传动先锋
工控专家
传动先锋
二、元件功能说明
1、复状态按钮: 2、状态图显示: 3、动画 4、一般曲线和XY曲线 5、历史趋势图 6、报警表
工控定1~256个状态,也可以设定其顺序是往前还是往后。 往后:是由状态1变成状态2;往前:是由状态2变成状态1。如果数 值单位为word,则可以设定1-256个状态;LSB就可以设定16个状 态;Bit只能设定2个状态,读取内存地址跟写入内存地址会随着 数值单位而更改。如果是设定word或是LSB,就以word为单位; 反之如果数值单位为Bit,那么读取跟写入内存地址就会是Bit为单 位。此元件于读取地址得到资料后,依照次一状态递增或是前一 状态递减,将新的值存入写入内存地址,而按钮的状态是根据读 取内存的地址而作改变,如需新增或删除状态总数,只须增加跟 减少属性表中状态总数即可。 (见例子程序)
台达20pm运动功能块

格式
设定值
Execute 启动功能块
BOOL
TRUE / FALSE
Enable
启动功能块
BOOL
TRUE / FALSE
输出引脚
名称
说明
格式
设定值
Done
功能块动作完成
BOOL 功能块完成时
Valid
输出值有效
BOOL Enable 上升沿时
Busy
功能块动作执行中
BOOL Execute 上升沿时
Error 引脚主要目的在显示此运动功能块在启动过程中发生错误。
单一运动功能块的输入引脚除上列的 Execute 和 Enable 外,会有其它提供给用户作运动数据输入的引脚,这接数据 /状态引脚会有以下特性:
z 输入数据取用时机:
功能块启动为 Execute 时:数据在 Execute 上升沿触发被取用,要让变更数据再次生效需在修改后输入参 数后再次让 Execute 上升沿触发。
功能块启动为 Enable 时:‘Valid’、‘Busy’、‘Error’输出会尽快跟着‘Enable’下降沿被重置。 z Done 输出特性:
‘Done’ 输出会在被命令的运动成功完成时被设置 z Busy 输出特性:
功能块启动为 Execute 时:每个运动功能块会有一个 Busy 输出用来反应运动功能块尚未完成,并且新的输 出状态(值)可预期会产生。Busy 在‘Execute’上升沿被设置,在 Done’、‘Aborted’、‘Error’ 被设置时会被 重置。
功能叙述 轴运行至指定的绝对位置 轴运行至与当前的相对位置 轴以两段速度运行至指定的绝对位置 轴以两段速度运行至与当前的绝对位置 轴以外部触发点当单段速运动起始点 轴以外部触发点当两段速运动起始点 轴以指定速度连续运动 轴跟随手轮运动 轴跟随电子齿轮功能运动 轴运行原点回归动作 轴运动停止 轴参数设定 1 轴参数设定 2 显示轴当前位置与速度 显示轴目前的运动状态以及错误状态 设定轴当前位置 多轴绝对直线插补 多轴相对直线插补 多轴插补停止 高速计数器设定及启动 高速定时器设定及启动 高速比较器功能设定 重置高速比较器设定 高速捕捉功能设定 遮蔽功能设定 设定中断程序功能
台达20PM数控功能的运用(doc 16页)

台达20PM数控功能的应用摘要:本文简述台达DVP20PM运动控制型PLC的数控功能,及结合HMI在数控应用中的方法及特点。
具体包括主要四种输入G码的方法关键词:PLC 运动控制逻辑控制数控系统G码1 引言随着自动化设备对控制的高精度、高响应性需求的不断增加,自动化控制技术不断提高,精确的高速定位控制得到广泛应用,PLC这一工业控制产品也从早期的逻辑控制领域不断扩展到数控控制领域,实现了以往PLC无法完成的运动控制功能。
在运动控制中大多数采用我们熟悉的数控系统或者是计算机运动板卡来完成,虽然作为专门的产品能够实现复杂的运动轨迹控制,但同时要完成一些逻辑动作的控制就不如PLC 灵活方便。
台达DVP20PM系列PLC是具有高速定位、双轴或叁轴线性及圆弧插补多功能的可编程控制器,结合了PLC逻辑动作控制和数控系统运动控制的各自优点,在功能上满足双轴或三轴插补的高速定位需求。
2 数控功能应用介绍。
目前,在我们用DVP20DPM做过的数控案例中主要有液晶切片机,双轴立车,焊接轨迹控制,点胶轨迹控制,龙门数控钻床等等。
在这些应用中,都用到了数控系统的G 码和M码指令。
目前20PM包括两款产品分别为20PM00D,与20PM00M.20PM00D支持的G 代码功能如下:G0 高速定位;G1 双轴联动直线插补;G2 顺时针圆弧插补(设定圆心位置);G3 逆时针圆弧插补(设定圆心位置);G2 顺时针圆弧插补(设定半径长度);G3 逆时针圆弧插补(设定半径长度);G4 停顿时间;G90 设定绝对坐标系统;G91 设定相对坐标系统。
对于第三轴(Z轴)处理方式如下:20PM00D只规划2轴,当G0中指定了Z轴时,此G0指令中Z轴将被拆解独立出来。
例: G0XP1YP2ZP3 G0ZP3G0XP1YP2G0ZP3执行时20PM将自动呼叫P255并以D0传递P3,使用者可于P255中处理Z轴动作。
20PM00M是完全3轴的运动控制器,20PM00M支持的G 代码功能如下:G0 高速定位;G1 三轴联动直线插补;G2 顺时针螺旋插补(设定圆心位置);G3 逆时针螺旋插补(设定圆心位置);G2 顺时针螺旋插补(设定半径长度);G3 逆时针螺旋插补(设定半径长度);G4 停顿时间;G90 设定绝对坐标系统;G91 设定相对坐标系统。
《台达英语培训》课件

Classroom discussion
Enhance self-confidence
Through classroom discussions, students can exercise their expression skills and confidence, thereby better showcasing their talents.
Course arrangement
40 hours of face to face training 10 hours of online support and feedback
20 hours of self-study and practice
5 assessments throughout the course to track progress and identify areas for improvement
Develop English communication and interpersonal skills
Increase English proficiency levels for different levels of learners
Course content
01
02
Basic English Grammar
Classroom discussion
Promoting knowledge sharing
Classroom discussions can encourage students to share their knowledge and experience, promoting knowledge sharing.
03
台达20PM G码资料

Z軸
Z軸
目標點 ( x,y,z)
目標點
圓心 ( y,z)
目標點 ( x,y,z) X軸
圓心
R(半徑)
R(半徑)
( y,z)
X= 0
目標點 圓心 起始點 X軸
起始點
圓心
R(半徑)
起始點
X= 0
R(半徑)
起始點 X= 0
X= 0
Y軸
Y軸
G19
CCW(逆時針運轉)
G3 X Y Z R
G19
CW(順時針運轉)
G2 X Y Z J K
圓心
(I,K)
圓心
(I,K)
目標點 ( x,y,,y,z)
(I,K)
圓心
圓心
(I,K)
目標點 ( x,z)
Y軸
Y= 0
起始點
X軸
G18 G3 X Y Z I K
Y= 0 CCW(逆時針運轉)
起始點
X軸
G18 G2 X Y Z I K
Y= 0 CW(順時針運轉)
螺旋補間在G19模式(YZ平面)下,假如X軸無變化量(X=0),螺旋補間運作同YZ軸兩軸圓弧補間。中心點
02
CW
順時針螺旋移動(設定半徑長度)
03
CCW
逆時針圓弧移動(設定半徑長度)
03
CCW
逆時針螺旋移動(設定半徑長度)
17
NULL
XY平面設定
18
NULL
XZ平面設定
19
NULL
YZ平面設定
適用機種
20D 20M
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
中达20PM教育训练资料_第二天

進入建立 CAM表按紐
將建立CAM 表資料匯到 系統安裝檔 將建立CAM表位置 資料匯到速度資料 以速度資料產生位 置資料及加速度資 料
將系統安裝檔裡 面CAM表資料匯 入進來
PMSoft建立CAM Data(續)
角度(Angle):主軸角度/位移 行程(Stroke):從軸角度/位移 凸輪曲線(CAM Curve):目前區段所使用的函數 解析度(Resolution):可設定範圍從10~2048點
運動控制主機 DVP20PM培訓資料
DVP20PM教育訓練大綱
第二天
7.電子凸輪功能 8.虛軸CAM By pass功能-多軸應用 9.電子凸輪曲線平滑功能 10.高速比較與捕捉功能
7.電子凸輪功能
7.1 機械凸輪與電子凸輪簡介
7.2 20PM運作流程與CAM表建立
7.2.1 使用PM-Soft建立 CAM表內容 7.2.2 DTO指令寫入建立CAM Data
(4) CAM Data (resolution 10~2048) 週期性 CAM啟動
同步訊號輸出
從軸 主軸
7.4 非週期凸輪
20PM
(1) 端子 極性
(2) 接收脈 主動輪脈 波型式 波輸入 設定 非週期CAM啟動 (3) 輸入 倍率 從動輪 脈波輸 出 (3) 輸出 倍率 (2) 輸出 波型
(4) CAM Data (resolution 10~2048) 非週期性 CAM致能
(4) 輸出 波型
(9)
(1) CAM Data (resolution 10~2048) (8) (7) 非週期性 或 週期性 CAM致能 CAM啟動
同步訊號輸出
輸出脈波波形 與伺服驅動器 設定要搭配
輸入倍率設定
台达初级培训-基础教程讲课文档
4. 功能模块图语言(FBD)
5. 结构化文本语言(ST)
现在九页,总共九十六页。
梯形图编程的注意事项
PLC基础知识简介
▪ 能流只能从左边的母线流向右边母线。 ▪ 网络中,最右一列只能放置线圈或指令。 ▪ 线圈如放在其他列,其右边不能放置任何指令 。
▪ 输出线圈在梯形图程序中只能使用一次,但作为该线圈的触 点,可以在梯形图中多次使用。
D1000~D1999不可随意使用。
现在二十四页,总共九十六页。
• 特殊标识 N、P、I
现在二十五页,总共九十六页。
• 3、特D、特M介绍
现在二十六页,总共九十六页。
• PLC的运转标志
M1000:PLC于RUN状态下,其保持为On。 M1001:PLC于RUN状态下,其保持为Off。
M1002:PLC开始RUN的第一次扫描周期On,之后保持为Off。 M1003: PLC开始RUN的第一次扫描周期Off,之后保持为On。
现在十九页,总共九十六页。
• 输入接点X的功能 输入接点X与输入装置连接,读取输入信号进PLC。 每一个输入接点X的A或B接点在程序中使用次数没有 使用限制。输入接点X之On/Off只会跟随输入装置的 On/Off做变化,不可使用周边装置来强制输入接点。
• 输出接点Y的功能
输出接点Y的任务是送出On/Off信号来驱动连接输出接点 Y的负载。Y的A或B接点在程序中使用次数没有使用限制。 但输出线圈Y的编号,在程序中建议只能使用一次。否则 依PLC的扫描原理,其输出状态决定于程序中最后输出的 Y指令。
现在三十五页,总共九十六页。
WPL软件介绍 • 程序安装:\\……\\WPLSoft_v2.12.06\\setup.exe • 安装完成后,WPLSoft 程序将被建立在所指定的预设子目录 " C:\Program
台达运动控制器20Pm在厚料裁切上的应用
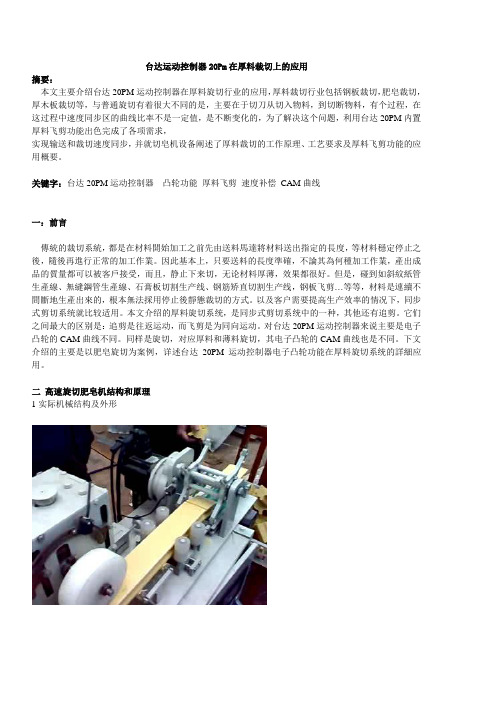
台达运动控制器20Pm在厚料裁切上的应用摘要:本文主要介绍台达20PM运动控制器在厚料旋切行业的应用,厚料裁切行业包括钢板裁切,肥皂裁切,厚木板裁切等,与普通旋切有着很大不同的是,主要在于切刀从切入物料,到切断物料,有个过程,在这过程中速度同步区的曲线比率不是一定值,是不断变化的,为了解决这个问题,利用台达20PM内置厚料飞剪功能出色完成了各项需求,实现输送和裁切速度同步,并就切皂机设备阐述了厚料裁切的工作原理、工艺要求及厚料飞剪功能的应用概要。
关键字:台达20PM运动控制器凸轮功能厚料飞剪速度补偿CAM曲线一:前言傳統的裁切系統,都是在材料開始加工之前先由送料馬達將材料送出指定的長度,等材料穩定停止之後,隨後再進行正常的加工作業。
因此基本上,只要送料的長度準確,不論其為何種加工作業,產出成品的質量都可以被客戶接受,而且,静止下来切,无论材料厚薄,效果都很好。
但是,碰到如斜紋紙管生產線、無縫鋼管生產線、石膏板切割生产线、钢筋矫直切割生产线,钢板飞剪…等等,材料是連續不間斷地生產出來的,根本無法採用停止後靜態裁切的方式。
以及客户需要提高生产效率的情况下,同步式剪切系统就比较适用。
本文介绍的厚料旋切系统,是同步式剪切系统中的一种,其他还有追剪。
它们之间最大的区别是:追剪是往返运动,而飞剪是为同向运动。
对台达20PM运动控制器来说主要是电子凸轮的CAM曲线不同。
同样是旋切,对应厚料和薄料旋切,其电子凸轮的CAM曲线也是不同。
下文介绍的主要是以肥皂旋切为案例,详述台达20PM运动控制器电子凸轮功能在厚料旋切系统的詳細应用。
二高速旋切肥皂机结构和原理1实际机械结构及外形Drive HMI如上图所示,左为一测米轮,右为切刀,侧米轮后带一2000线的编码器,,2,电气控制原理上图所示为电气控制原理,图中分为送料单元和剪切单元,送料单元通过20PM上的DA卡,给变频器一0--10v的信号控制送料速度,剪切单元由20PM,根据HMI设定的长度,以及编码器反馈的物料的速度和位置,控制剪切伺服动作,对肥皂进行定长裁切。
运动伺服PLC的使用

运动伺服PLC的使用任务一PLC控制伺服电机知识目标通过熟悉PLC控制伺服电机的一般规律,了解使用运动型PLC的基础知识,能够掌握基本脉冲当量的计算方法。
技能目标通过实践操作和训练理解,掌握PLC的硬件连接和软件调试的基本操作。
知识链接下面以台达的运动型PLC的DVP-PM为例,说明运动型PLC的一般使用方法。
其他类似的运动型PLC在原理上相同,使用方法上略有区别。
一、DVP-20PM运动型PLC如图所示为DVP-20PM型PLC,可以同时带动3个伺服电机,使用G代码进行编程,拥有强大的计算能力,很多情况下可取代数控系统作为准确运动平台定位的运动控制器。
在伺服电机的接线中,最为重要的是FP0+、FP0-、FP1+、FP1-和RP0+、RP0-、RP1+、RP1-端口,这几个脉冲实际上是和伺服电机驱动器中的接受端口相连,即PLC发射多少脉冲,伺服电机就接受多少脉冲,相应地,伺服电机就按照脉冲量和一圈脉冲数的比例转动多少角度,对于步进电动机而言亦是如此。
1.PLC的输入和输出和通常的PLC相同,20PM的输入继电器(或称输入端) 的编号采用八进制编码,最大点数可达256 点,范围如下:X0~X7,X10~X17,……,X370~X377。
输出继电器(或称输出端) 的编号亦采用八进制编码,最大点数可达256 点,范围如下:Y0~Y7,Y10~Y17,……,Y370~Y377。
辅助继电器M 与输出继电器Y 都有输出线圈,而且在程序当中的使用次数无限制,可利用辅助继电器M 来组合控制回路,但无法直接驱动外部负载。
依其性质可区分为下列三种。
(1)一般用辅助继电器。
一般用辅助继电器于DVP-PM 运转时若遇到停电,其状态将全部被复归为Off,再送电时其状态仍为Off。
(2)停电保持用辅助继电器。
若停电保持用辅助继电器在DVP-PM 运转时遇到停电,其状态将全部被保持,再送电时其状态为停电前状态。
(3)特殊用辅助继电器。
台达DOP触摸屏培训资料
Screen Editor 2.00安装环境
硬件/软件
规格
操作系统 Windows 2000/WindowsXP/Vista/WIN7
人机计算机 Pentium III 500MHz 以上
存储器
256 MB以上
硬盘
400 MB以上
显示器
支持分辨率800x600以上全彩显示器
18
10.4 640×480
65536色
Screen Editor
7M 512K 7+SYS YES N/A COM*3
5
台达人机产品介绍
AS系列产品介绍
尺寸 分辨率 面板颜色
Flash Memory SRAM 按键 USB HOST 串行通讯 编辑软件
最高权限密码
z清除内存保护 z画面及配方上载保护 z文件开启保护 z系统键保护
当画面元件有设置用户权
限,而用户的等级不足
时,该元件则会显示图
示 ,提示用户权限不
足。
20
DOP-B画面编辑软件-Screen Editor 模块参数设置说明
第二讲 DOP-B硬件结构及系统菜单
9
DOP-B屏硬件构成
三个指示灯
电通 警 源讯 报 灯灯 灯
10
DOP-B屏硬件构成 完美的机身集成接口
5.7〞系列
8〞系列
AE80
10.4〞系列
AE10
65536色 TFT USB HOST 扩展槽 SM CARD
A80
65536色 TFT USB HOST 扩展槽
A10
AS35
AS38
AS57
台达人机界面培训资料
320×234 分辨率 面板颜色 Flash Memory SRAM 按键 USB HOST 记忆卡 串行通讯 网络接口 编辑软件 65536色 3M 128K N/A YES N/A COM*3 N/A
800×600
800×600
1024×600
1024×600
65536色 3M/82M 256K/16M 4+4×SYS YES N/A COM*3 N/A
台达人机界面培训资料
人机界面产品开发处
1
第一讲
DOP-B系列人机产品介绍
2
DOP-B系列触摸屏
屏幕 尺寸 15 ″ 12 ″ 10.1 ″ 8″ 功能
15
人机功能介绍(三)
报警功能
警报显示的四种方式:历史报警表;当前报警表;报警频次表;报警信 息走马灯 设臵报警触发的起始地址
报警内容不接受空白信息, 若未输入报警内容,则在画 面上会看到报警信息为:?
共提供2048个报警点
上市年份:2011
4、贴心质保服务,质保期内更换全新机器
应用行业:医疗,制药,交通,纺织,试验设备,仪器仪表
5
DOP-B07S/E515
1、业内首款7″800×600分辨率。 提供更细腻的显示,更多的元件 空间 2、与台达5.7“相同开孔尺寸, 直接升级,异常方便 3、无辅助键,窄边框设计,外 观更漂亮
2.8L
四两
食用油
面粉
1L
2kg
1.2L
1.4kg
0.8L
1.9kg
鸡蛋
19
10个
13个
15个
人机功能介绍(四)
台达20PM运动控制器钻铣床床的应用
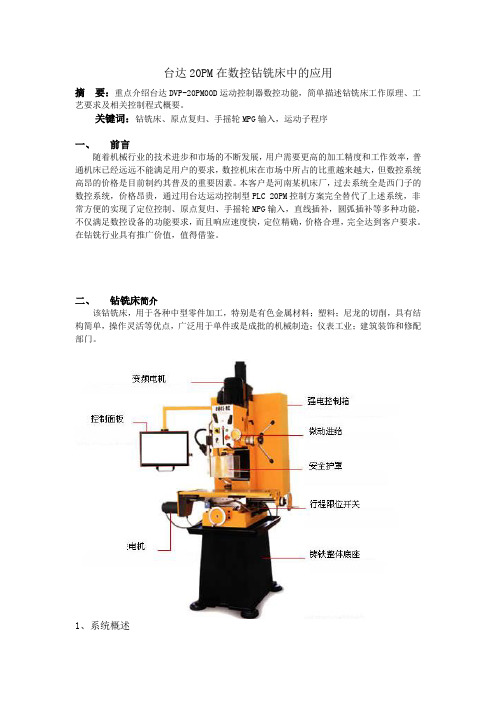
台达20PM在数控钻铣床中的应用摘要:重点介绍台达DVP-20PM00D运动控制器数控功能,简单描述钻铣床工作原理、工艺要求及相关控制程式概要。
关键词:钻铣床、原点复归、手摇轮MPG输入,运动子程序一、前言随着机械行业的技术进步和市场的不断发展,用户需要更高的加工精度和工作效率,普通机床已经远远不能满足用户的要求,数控机床在市场中所占的比重越来越大,但数控系统高昂的价格是目前制约其普及的重要因素。
本客户是河南某机床厂,过去系统全是西门子的数控系统,价格昂贵,通过用台达运动控制型PLC 20PM控制方案完全替代了上述系统,非常方便的实现了定位控制、原点复归、手摇轮MPG输入,直线插补,圆弧插补等多种功能,不仅满足数控设备的功能要求,而且响应速度快,定位精确,价格合理,完全达到客户要求。
在钻铣行业具有推广价值,值得借鉴。
二、钻铣床简介该钻铣床,用于各种中型零件加工,特别是有色金属材料;塑料;尼龙的切削,具有结构简单,操作灵活等优点,广泛用于单件或是成批的机械制造;仪表工业;建筑装饰和修配部门。
1、系统概述系统配置如下图,包含电气控制箱、触摸屏操作盒。
采用DVP-20PM00D运动控制器作为控制核心,触摸屏作为人机交换,伺服电机作为执行机构,实现X轴Y,Z轴的精确控制,三轴均为台达全数字交流伺服系统,各轴伺服电机通过连轴器带动滚珠丝杠,以移动配有直线导轨的工作台和主轴铣头,其定位准确,速度快。
主轴铣头由变频器控制,根据刀具及工件和进给量,来设置主轴合理的转速,并在程序中设定它的启动停止。
各轴均设二端极限传感器和原点传感器,冷却和润滑也都有异常检测,在报警灯和人机界面处显示报警信息。
为便于调试和检修,各项操作均设手动功能,如手动各轴快慢移动、主轴高低速旋转、切削液及润滑开关等。
2 硬件配置如上图所示,控制核心为台达DVP-20PM PLC.它是一款专用运动控制型PLC,采用高速双CPU结构形式,利用独立CPU处理运动控制算法,可以很好地实现各种运动轨迹控制、逻辑动作控制,直线/圆弧插补控制等,在本系統控制是利用了20PM运动控制器的手搖輪功能,正反向點動功能,运动子程序功能以及逻辑处理功能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
32 位元指令, n=8, 2 筆CAM Data
X0
DFROM K100 K0
D100 K4
使用DTO指令將點資料寫入CAM表 1.點資料為浮點資料型態 2.點資料為(主軸位置、從軸位置)
3.資料結束為(0 、 0)
指定裝置
指定 CR
指定 CAM Data
D100 D101 D102 D103
...
7.2.1 PMSoft建立CAM Data
點選 ”加入CAM圖表”
Step1:點選CAM Chart Step2:按滑鼠右鍵
彈出設定CAM Data設定視窗
PMSoft建立CAM Data(續)
設定CAM表 解析度範圍 10~2048
進入建立 CAM表按紐
將系統安裝檔裡 面CAM表資料匯 入進來
主軸直徑 D1 (mm) 主軸一圈脈波數R1 (Pulses/Rev) 主軸速度 F1(Hz) 主軸速度 V1(mm/sec)
D105..D104 整數格式 從軸同步長度 D107..D106 浮點格式 從軸同步倍率(F2/F1) D109..D108 浮點格式 從軸最高倍率限制
2. 從軸直徑 D2 (mm) 從軸一圈脈波數R2 (Pulses/Rev) 從軸速度 F2(Hz)
X0 DFROM K100 D0 D100 N
D0=k10005 讀回主軸資訊 D101..D100 從軸位置(dog時Capture) D103..D102 從軸位置(CAM週期結束時Capture) D105..D104 主軸位置(dog時Capture) D107..D106 主軸位置(CAM週期結束時Capture) D109..D108 主軸位置(Start0[m1746OFF] or PG0[M1746ON] 時Capture)
將建立CAM表位置 資料匯到速度資料 以速度資料產生位 置資料及加速度資 料
將建立CAM 表資料匯到 系統安裝檔
五種曲線 可選擇
PMSoft建立CAM Data(續)
角度(Angle):主軸角度/位移 行程(Stroke):從軸角度/位移 凸輪曲線(CAM Curve):目前區段所使用的函數 解析度(Resolution):可設定範圍從10~2048點
D0
K4
K100=CAM表0 K101=CAM表1 K102=CAM表2
Float 格式 CAM Data Size
CR No
指定裝置
指定 CR
指定 CAM Data
D0
CR #0
D1
CR #1
D2
CR #2
D3
CR #3
...
...
D7
CR #7
M0Low M0High S0Low S0High ... S1High
7.1 機械凸輪簡介
從動件
凸輪
主動件
功用:
1.將旋轉運動轉換為直線 運動 2.達成主從軸間特殊的運 動關係(等速、區域停止、 簡諧)
應用:
冲床 、汽車引擎閥門、碎 石機、 換刀機….等
電子凸輪原理
20PM電子凸輪讀取主軸位置方法
獲取主軸位置方法 一是採用虛擬軸,計算簡單準確 二是從主軸編碼器獲取,將主軸編碼器信號進行處理 三是從測量編碼器獲取 獲得編碼器信號之後,經倍率設定將其換算成主軸位置
主動輪脈 波輸入
(3) 輸入 倍率
從動輪 脈波輸
出
(3) 輸出 倍率
(2) 輸出 波型
(4)
CAM Data (resolution 10~2048)
週期性 CAM啟動
同步訊號輸出
從軸
主軸
7.4 非週期凸輪
(1) 端子 極性
(2) 接收脈 波型式 設定
主動輪脈 波輸入
(3) 輸入 倍率
20PM
從動輪 脈波輸
25
CAM表動態變更
X0 DTO K100 D0 D100 K1
D0=k10002 CAM表動態變更
可於執行中變更, PMSoft中最少要有2個 CAM Chart
D100 CAM Chart 選擇(0, 1, 2, ..)
26
7.3 週期凸輪
20PM
(1) 端子 極性
(2) 接收脈 波型式 設定
主動輪脈 波輸入
(5) 輸入 倍率
20PM
從動輪 脈波輸
出
(5) 輸出 倍率
(4) 輸出 波型
非週期CAM啟動
(1)
CAM Data (resolution 10~2048)
(8)
(7)
非週期性 或 週期性
CAM致能 CAM啟動
同步訊號輸出
手輪埠接收脈波 波形要與設定接
受波形要單配
凸輪曲線建立(CAM Data)
(8)非週期性CAM致能啟動 (9)START0/PG0觸發訊號
虛擬軸
(6)虛擬軸啟動 (7)週期性CAM啟動
(6)虛擬軸啟動 (8)非週期性CAM致能啟動 (9)START0/PG0觸發訊號
PS :使用虛擬軸要用Y軸的一段速或是變速讀模式
接收脈波型式設定
(2) 端子 極性
(3) 接收脈 波型式 設定
1.初始設定
N2=100 N2x =360000
繞線機(續)
2.開啟週期凸輪
3.啟動一段速定位 (主軸Y)
4.接收主脈波後,從軸依CAM表執行運動
從軸(X)
6000
360000
7.4.2 飛剪 建立CAM表(薄材)
主軸送料
從軸同步啟始位置100
初始位置
100
從軸裁切
從軸長度 500
從軸同步長度 300x1 從軸同步倍率 f1.0
CAM資料匯入功能
1. Execel generate Sin data 3. Import to PMsoft
2. Save data to \\Installdir\CAMData\Data_S.tx t
22
M1749 CAM 最高頻率輸出設定
M1749 CAM Max Freq Control D1841..1840 (VI) CAM Max Frequency M1749用來控制凸輪的最高輸出頻率, M1749 OFF, 凸輪輸出頻率會跟隨主軸的頻率但最高輸出頻率為300Khz,
主軸長度 1000
同步區
CAM表的規格
1.同步區主軸起始與結束位置(200~500) 2.同步區從/主軸速度比(1/1) 3.主軸長度決定裁切的長度(1000) 4.從軸週期長度(500)
建立飛剪CAM表(PMSoft)
(200,1) (500,1)
(0,0)
(700,0) (1000,0)
飛剪(Fly Cut) CAM表自動生成
非週期性CAM功能
3.延遲啟動脈波數
凸輪起始角度選擇
使用者可藉由設定M1752啟動非零位置起動, 同時將要啟動的 位置寫在D1863..D1862
從軸
M1752 OFF
50 100
主軸
從軸
凸輪啟動
M1752 ON
主軸
從軸
M1752 ON
凸輪啟動 D1862=50
凸輪啟動 D1862=25
主軸
7.4 應用範例
(1)
同步訊號輸出
CAM Data (resolution 10~2048)
(8)
(7)
非週期性 或 週期性
CAM致能 CAM啟動
輸出脈波波形 與伺服驅動器 設定要搭配
輸入倍率設定
step1 :單位設定在機械模式下(要此模式下設定才有效) step2 :設定
輸出倍率設定
step1 :單位設定在機械模式下(要此模式下設定才有效) step2 :設定
D0=k10003 建立平滑曲線,
X0 DTO K100 D0 D100 K7
D0=k10000 建立飛剪CAM data ,
X0 DFROM K100 D0 D100 N
D0=k10001 讀回主軸資訊 ,
X0 DTO K100 D0 D100 K1
D0=k10002 CAM表動態變更
7.4.1.繞線機 7.4.2.飛剪 建立CAM表(薄材) 7.4.3.追剪
7.4.1.繞線機
N1
D
3600
MasterMax N1X
(pulses)
x2=144000
SlaveMax (pulses)
N1xD/ =20x0.3/0.001=6000
繞線機(續)
三
繞線機(續)
四 繞線總匝數
繞線(主/Y)軸 / 一段速距離(pulses)
(8)
(7)
非週期性 或 週期性
CAM致能 CAM啟動
初始設定
(1)CAM Data建立 (2)端子極性設定 (使用虛擬軸不用設定) (3)接收波形式設定 (4)輸出波型設定 (5)輸入/輸出倍率設定 PS :不用按照順序設定
操作步驟
主軸訊號 來源
週期性CAM啟動
非週期性CAM啟動
外部手輪埠編碼 (7)週期性CAM啟動 器、馬達脈波
X0 DTO K100 D0 D100 K7
D0=k10000 建立飛剪CAM data
可於執行中變更, 需於PMSoft中新增2個 Resolution=300的CAM Chart
1.
D101..D100 整數格式 主軸長度, (無法滿足自動計算 適合長度)
D103..D102 整數格式 從軸長度
只接FP到A時旋轉方 向可以是順時針也可 以是逆時針,對排軸 不會造成任何影響
(Y軸要為脈波+方向、 AB相時才能雙向)
輸出脈波型式設定
(2) 端子 極性