涂装常见缺陷分析(中)
涂装常见缺陷分析,对涂装缺陷原因进行详细分析

1/1/2011
Prepareed by: Liu Chenzhong
10
针孔( 针孔(Pinholing) )
描述( 描述(DESCRIPTION) ) 小凹穴,通常直径小于 小凹穴,通常直径小于1MM。 。
1/1/2011
Prepareed by: Liu Chenzhong
11
针孔( 针孔(Pinholing) )
MODULE NAME
MODULE NUMBER
涂装常见缺陷分析
G3
漆膜缺陷原因分类:
涂料问题( 涂料问题(Product problems) 应用不良( 应用不良(Application problems) 设备因素( 设备因素(Equipment problems) 环境因素( 环境因素(Environment Cause) 颜色问题(Colour problems) 颜色问题
3
原因( 原因(cause):
通常是漆膜树酯交链不够好, 通常是漆膜树酯交链不够好, 而交链不够的主要因素有: 而交链不够的主要因素有: 1涂料中树酯分子或添加剂选择不合适; 涂料中树酯分子或添加剂选择不合适; 2干燥时间不够; 干燥时间不够; 3高温漆或双组份漆烘烤温度不够; 高温漆或双组份漆烘烤温度不够; 4双组份漆固化剂配比不对。 双组份漆固化剂配比不对。
27
当这类缺陷很多时, 当这类缺陷很多时, 怎么办?? 怎么办??
What can I do??
1/1/2011
Prepareed by: Liu Chenzhong
28
建议
当这类缺陷很多时, 当这类缺陷很多时,建议将缺陷样品抽 30-50片进行详细分类 有必要的话, 片进行详细分类( 取30-50片进行详细分类(有必要的话, 使用放大镜观察缺陷形状、颜色等), 使用放大镜观察缺陷形状、颜色等), 然后分析原因 改善 检察改善效果 制定SOP 贯彻执行SOP SOP。 制定SOP 贯彻执行SOP。
常见缺陷分析
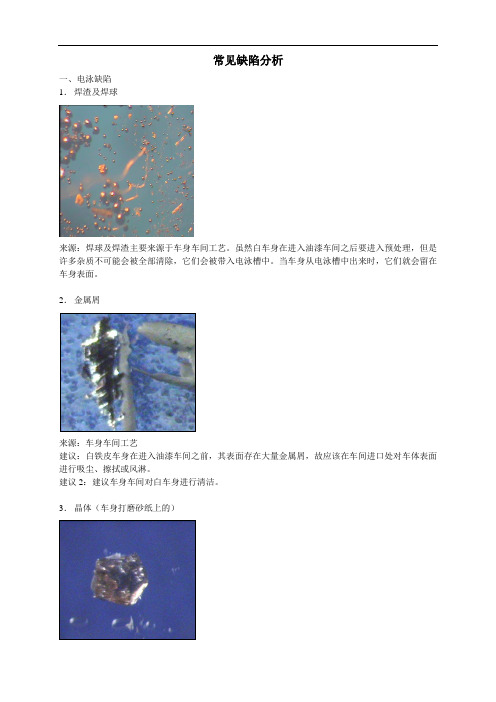
常见缺陷分析一、电泳缺陷1.焊渣及焊球来源:焊球及焊渣主要来源于车身车间工艺。
虽然白车身在进入油漆车间之后要进入预处理,但是许多杂质不可能会被全部清除,它们会被带入电泳槽中。
当车身从电泳槽中出来时,它们就会留在车身表面。
2.金属屑来源:车身车间工艺建议:白铁皮车身在进入油漆车间之前,其表面存在大量金属屑,故应该在车间进口处对车体表面进行吸尘、擦拭或风淋。
建议2:建议车身车间对白车身进行清洁。
3.晶体(车身打磨砂纸上的)来源:车身车间对车身打磨的过程中,所使用的砂纸会磨损并落在车身表面。
建议:车身车间应该在打磨后擦拭车身表面4.纤维来源:车身使用抹布、手套,烘房过滤介质5.车身胶来源:车身车间原因:车身车间操作人员在操作时不规范,并未将多余的车身胶清洁干净6.电泳结块来源:电泳工艺原因:电泳漆中有细小杂质6.烘房灰粒来源:烘房建议:定期对烘房进行清洁二、中涂缺陷1.电泳灰来源:电泳打磨;铰链原因:电泳灰会落入车体内,然后在喷涂过程中会被吹到车身表面。
建议:用电泳湿打磨代替干打磨。
2.纤维来源:手套,连体服,无尘擦布,空气等。
原因:大部分纤维非常轻,故它可以漂浮于空气中或车身上。
所以这些纤维会在喷涂过程中被吹到车身表面。
3.PVC原因:1)密封线操作人员操作不当产生2)中涂TACK OFF人员擦拭不当4.焊渣焊球来源:车身缺陷原因:电泳打磨漏打建议:加强电泳打磨检查力度5.金属屑来源:车身缺陷原因:电泳打磨漏打磨建议:加强电泳打磨检查力度6.胶体来源:胶带,贴片等原因:操作完成后,操作时掉未将胶带印擦拭干净落在车身表面7.防震垫来源:防震垫原因:在安装防震垫的时候,防震垫上的细小颗粒掉落到车体表面三、面漆缺陷1.纤维来源:粘性抹布,手套,连体服,连体服袖口,鸵毛机,空气等,过滤顶棉。
原因:手套,连体服有破损;在使用粘性抹布擦车时,粘性抹布被车的棱边处钩破,并未察觉。
措施:1)加强连体服及手套的检查力度,发现有破损就即使更换,或采取短期措施,用胶带将破损处临时封好。
常见涂装缺陷产生的原因及预防处理措施
3. 确实了解旧漆的种类, 尽量避免不匹配现象发生。 4. 对于多次修补的漆面,建议尽量使用封闭底漆加以隔离。 5. 按规定使用适当的中间底漆,同时注意按规定使用配套的固化剂及稀释剂等辅
料,并保证产品要求的干燥时间后涂装面漆。 6. 新漆膜,特别是喷涂较厚的新漆膜,必须给予一定的干燥时间。如有条件的,
8、 漆面起泡或痱子 9、 针孔 10、 流挂 11、 渗色与浮红 12、 金属漆发花 13、 涂层的变色与褪色 14、 龟裂
相关说法
剥皮、失去附着力、附着差、脱落
相关说明
此类现象为基底与漆层之间失去附着力,包括面漆与底漆或旧漆之间、底漆和金属 漆之间。
相关原因:
一、 清洁或准备不当。包括: 1、 水磨底漆时使用的水砂纸号数太高,超过 1000#以上,使底漆表面过于光滑, 不利于面漆的附着。 2、 底漆表面研磨后的研磨灰尘或其它表面污染物若未确实彻底清除,则表面 漆层将不能够与底漆层发生适当稳定的接触,以致于造成粘合不良。 3、 底漆水磨后未能使水份完全干燥,或底面在施工前受潮,使其难以正常干燥, 出现粘合不良现象。 4、 使用了不当的材料(如:汽油)作为清洁剂,不但不能去除硅、矽等腊质, 留下一些高沸点的残留物在表面留下一层连续的“油膜”。建议清洁材料使 用 L919 除油剂。 5、 粘尘布使用不当也会造成涂料的附着力降低。使用中必须擦拭速度要快,力 量要轻一些,否则会在表面留下过多的粘性杂质,影响涂料的附着力。
六、封闭材料选择不当。为节约成本,采用硝基色漆打底,烤漆(2K)罩面的施工方 法。此类办法,如处理不当,极易造成面漆的脱落。或者有时在原子灰施工后未 喷涂二道底漆而直接喷涂面漆,也非常容易造成面漆的脱落。
涂层缺陷分析与处理办法
ABCD一、涂层缺陷概述涂层在各种工业和日常应用中广泛存在,其质量对于保护基体材料、提供美观外观以及实现特定功能(如防腐蚀、绝缘、耐磨等)起着至关重要的作用。
然而,在涂层的制备和使用过程中,常常会出现各种各样的缺陷,这些缺陷不仅影响涂层的外观,更可能严重损害其性能,导致基体材料过早失效,增加维护成本和安全风险。
涂层缺陷的产生原因复杂多样,涉及到涂层材料本身的特性、涂装工艺的各个环节、基体材料的预处理情况以及使用环境等多个因素。
因此,对涂层缺陷进行全面、深入的分析,并制定有效的处理办法,是确保涂层质量和性能的关键所在。
二、常见涂层缺陷分析(一)流挂流挂是指在涂层垂直表面上,涂料由于重力作用而产生不均匀流淌和下坠的现象,形成类似泪痕或幕帘状的外观缺陷。
- 产生原因:涂料的粘度太低,无法抵抗重力的影响;涂装时涂层过厚,超过了涂料在特定条件下的允许厚度;喷枪的喷雾压力不足或喷枪与被涂表面的距离太近,导致涂料雾化不良,大颗粒涂料容易流淌;环境温度过低,涂料干燥速度过慢,给涂料流淌提供了足够的时间。
- 影响:流挂严重影响涂层的外观均匀性和平整度,使涂层表面不美观。
在流挂区域,涂层厚度不均匀,可能导致局部涂层性能下降,如防腐性能、耐磨性能等,降低涂层对基体材料的保护作用。
对于一些对外观要求较高的产品,如汽车、家具等,流挂缺陷会使其商品价值大打折扣。
(二)桔皮桔皮是指涂层表面呈现出类似桔子皮的粗糙纹理,表面不光滑,有凹凸不平的现象。
- 产生原因:涂料本身的流平性差,无法在涂装后自动流平形成光滑表面;在涂装过程中,溶剂挥发速度过快,涂料表面迅速干燥形成硬壳,而内部涂料仍在流动,导致表面不平整;喷枪的雾化效果不佳,涂料喷出后形成的颗粒大小不均匀,较大颗粒在干燥后形成凸起;施工环境温度过高或过低、湿度不合适等也会影响涂料的流平过程。
- 影响:桔皮使涂层的光泽度降低,外观质量变差,对于一些需要高光泽外观的产品,如汽车面漆等,桔皮缺陷是不允许存在的。
涂装常见缺陷及处理方法
B. 1.不要使用在最后一道2.使用時粘度要低.
C.氣溫高,香蕉水揮發快,涂料流展性不佳
C. 1.避免在高溫環境下涂裝2.使用揮發性慢之香蕉水
D.過度通風
D. 0.5-1.0m/sec風速最適當
E.被涂物溫度太高時,溶劑急速揮發流展性不佳
E.應使溫差變小
7.垂流(Sags):涂膜下垂或流涎,尤其是在邊緣部分.
發生原因
對策
A.涂料缺乏搖變性
A.賦與適當之搖變性
B.干燥太慢
B.使香蕉水及樹脂加速干燥
C.涂料比重太大
C.注意顏料比重
D.溫度低時易發生
D.涂裝室保持15℃-30℃
E.干燥室中充滿溶劑蒸氣
E.加強換氣設備
F.一次涂太厚,涂布不均勻,距離太近,粘度低,噴出量過多
對策
A.油性涂料添加天然樹脂,很容易形成割裂
A.添加太多天然樹脂之涂料,涂膜硬且脆
B.涂裝時溫度太低
B.避免溫度太低時涂裝
C.木材中含太多的油脂,雖會被涂料中之溶劑溶解,但在不安定狀態下涂膜容易收縮
C.先用溶劑洗去樹脂或使用封閉樹脂之下涂涂料,如PU頭度底漆
D.收縮度大之木材,因涂膜收縮不同步易形龜裂
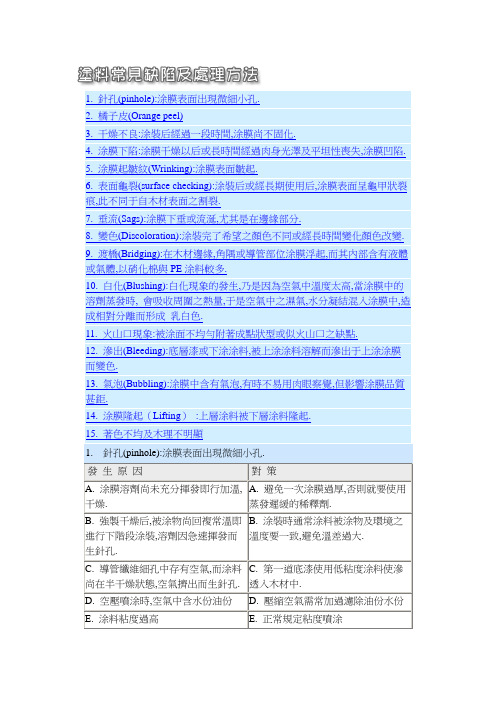
1.針孔(pinhole):涂膜表面出現微細小孔.
發生原因
對策
A.涂膜溶劑尚未充分揮發即行加溫,干燥.
A.避免一次涂膜過厚,否則就要使用蒸發遲緩的稀釋劑.
B.強製干燥后,被涂物尚回複常溫即進行下階段涂裝,溶劑因急速揮發而生針孔.
B.涂裝時通常涂料被涂物及環境之溫度要一致,避免溫差過大.
C.導管纖維細孔中存有空氣,而涂料尚在半干燥狀態,空氣擠出而生針孔.
涂装常见缺陷分析

油污:表 面残留油 污影响涂 层附着力
锈蚀:金 属表面锈 蚀影响涂 层使用寿 命
氧化皮: 金属表面 氧化皮影 响涂层附 着力
水分:表 面残留水 分影响涂 层附着力
灰尘:表 面残留灰 尘影响涂 层附着力
旧涂层: 旧涂层未 清理干净 影响新涂 层附着力
表面预处理缺陷产生的原因及解决办法
原因:表面处理材料选择不当 如使用劣质材料、不适用材料 等
原因:涂装工艺流程不合理设备故障操作人员技术水平不足 解决办法:优化涂装工艺流程定期维护设备加强操作人员培训 原因:涂装材料质量不合格供应商管理不善 解决办法:选择优质供应商加强供应商管理定期进行质量检测 原因:涂装环境不符合要求如温度、湿度、通风等 解决办法:改善涂装环境确保温度、湿度、通风等符合要求
解决办法:加强表面处理如增 加清洗次数、提高打磨精度等
解决办法:选择合适的表面处 理材料如选择优质材料、适用
材料等
原因:表面处理工艺不当如 温度过高、时间过长等
原因:表面处理不彻底如清 洗不干净、打磨不均匀等
解决办法:调整表面处理工艺 如控制温度、缩短时间等
涂装工艺缺陷
涂装工艺流程
预处理:去除工件表面的油污、锈迹等
涂装缺陷的原因包 括原材料、工艺、 设备、环境等因素 。
涂装缺陷的预防和 改善是涂装工艺研 究的重要内容。
涂装缺陷的分类
外观缺陷:如 色差、光泽度 不均、颗粒等
性能缺陷:如 附着力不足、
耐候性差等
工艺缺陷:如 涂装不均匀、
流挂等
环境缺陷:如 温度、湿度、 空气污染等影
响涂装效果
涂装缺陷产生的原因
涂装常见缺陷分析
汇报人:
目录
添加目录标题
涂料缺陷以及解决方案(3篇)

第1篇一、引言涂料作为一种广泛应用于建筑、家具、汽车、船舶等领域的材料,具有装饰、防腐、绝缘等多种功能。
然而,在涂料生产和使用过程中,往往会出现各种缺陷,影响涂料的性能和外观。
本文将对常见的涂料缺陷及其解决方案进行探讨,以期为涂料生产和使用提供参考。
二、涂料缺陷类型1. 漆膜缺陷(1)起泡:漆膜表面出现大小不一的气泡,导致涂层剥落。
(2)针孔:漆膜表面出现细小的孔洞,影响涂层的美观和性能。
(3)裂纹:漆膜表面出现细小的裂纹,导致涂层剥落。
(4)缩孔:漆膜表面出现不规则的小坑,影响涂层的外观和性能。
(5)麻点:漆膜表面出现不规则的小凸起,影响涂层的美观和性能。
2. 基材缺陷(1)腐蚀:基材表面出现锈蚀、氧化等腐蚀现象,导致涂层附着力下降。
(2)裂纹:基材表面出现裂纹,导致涂层剥落。
(3)变形:基材表面出现变形,影响涂层的外观和性能。
3. 涂料生产缺陷(1)颜料分散不良:颜料在涂料中分散不均匀,导致涂层颜色不均。
(2)溶剂挥发不均:溶剂在涂料中挥发不均,导致涂层出现缩孔、起泡等缺陷。
(3)配比错误:涂料配比错误,导致涂层性能不符合要求。
三、涂料缺陷解决方案1. 漆膜缺陷解决方案(1)起泡:提高涂料干燥速度,减少漆膜内部应力;加强基材处理,提高涂层附着力。
(2)针孔:调整涂料配方,提高涂料流平性;加强基材处理,去除表面杂质。
(3)裂纹:提高涂料干燥速度,减少漆膜内部应力;加强基材处理,提高涂层附着力。
(4)缩孔:调整涂料配方,降低溶剂挥发速度;加强基材处理,去除表面杂质。
(5)麻点:调整涂料配方,提高涂料流平性;加强基材处理,去除表面杂质。
2. 基材缺陷解决方案(1)腐蚀:采用防腐涂料,提高涂层耐腐蚀性能;加强基材处理,去除腐蚀物。
(2)裂纹:采用弹性涂料,提高涂层抗变形能力;加强基材处理,修复裂纹。
(3)变形:采用弹性涂料,提高涂层抗变形能力;加强基材处理,去除变形物。
3. 涂料生产缺陷解决方案(1)颜料分散不良:采用高效分散剂,提高颜料分散效果;加强生产设备维护,确保生产过程稳定。
涂装过程中常见缺陷及处理方法
涂装过程中常见缺陷及处理方法摘要:现代社会,汽车成为十分普通的代步工具,对人们生活有着重要的影响。
车辆的造型精美、漆面光亮且颜色合理的汽车,能够带给人们愉悦的驾驶体验。
汽车涂装是汽车生产制造的关键环节之一,涂装质量也成为评价维修质量的关键指标。
涂装质量不但对汽车的综合竞争力产生重要影响,同样也成为抗腐蚀与增加使用年限的重要因素之一。
基于此,文章首先分析了汽车涂装过程存在的质量缺陷,然后对具体的汽车涂装工艺技术及质量控制方法进行了研究,以供参考。
关键词:汽车涂装;质量缺陷;控制措施1汽车涂装常见质量缺陷1.1缩孔、鱼眼1)现象。
涂面出现涂膜被压扁而形成的凹状,因为涂膜上下层表面存在各不相同的张力,成膜阶段,上层湿膜表面存在的张力明显未能超过下层湿膜表面存在的张力的情况下,则会形成缩孔情况。
涂面在表干状态之前,由于存在同涂料彼此不相容异物,涂料无法均匀涂抹与附着,出现抽缩情况并露出被涂面,以此产生鱼眼情况。
2)产生原因。
一是环境因素:周围存在有机硅类等其他感染物质,涂装环境空气清洁度不够,可能存在灰尘或漆雾等情况;涂装环境温度相对较低,湿度相对较大。
二是设备因素:调漆设备以及工具存在不干净的情况;涂装设备以及工具。
服装等存在不干净的情况。
三是作业因素:底材脱脂不合理,表面存在一定的异物附着;旧涂膜未能完全进行打磨,产生相应的缺陷问题;涂层厚度较大。
1.2颗粒1)现象。
涂面形成凸起物,主要是由于指触干前涂膜表面存在异物附着,因此形成凸状。
2)产生原因。
一是环境因素:喷涂环境空气清洁度不够,存在灰尘以及纤维等;空气流通性较差,漆雾相对较多;喷涂温度相对比较高,或稀释剂过快完全挥发。
二是设备因素:喷涂压力未能达标,雾化情况不良;喷枪未能彻底清晰干净;输漆循环系统未能采取有效处理,过滤网设置不合理。
三是涂装因素:操作人员服装存在不干净的情况,或材质存在纤维掉落情况;车体洁净程度不够,或清扫时工具出现纤维掉落情况;底材存在并清除的凸起物。
涂装缺陷和原因分析
颗粒:在漆膜内或表面有杂质微粒
1、油漆结晶受到污染。 2、喷涂环境污染(喷房、流平间、烘房、 静电除尘设备、滤网等)。 3、待施工件表面未处理干净(清洗不干净、 打磨不良等)。 4、喷太小、扇形空 气太小)。
➢ 2、喷枪距离工件距离太近,移动速度太慢。 ➢ 3、油漆粘度太低. ➢ 4、基材表面温度太低 ➢ 5、涂装环境温度太低。 ➢ 6、涂装环境湿度太高
气泡
1、喷涂雾化空气压力太低。 2、清漆膜厚太高。 3、流平时间不足。 4、涂装环境温度太高。 5、使用稀释剂挥发速度太快。
桔皮:产品喷涂油漆后表面呈疙瘩 状、不平整,类似桔子皮的 外观。
1、喷涂油漆膜厚太薄。 2、喷枪、离工件距离太远,移动速度太快。 3、涂装环境温度太高,喷房风向不好。 4、油漆粘度太高。
3、喷涂环境中或基材表面存在含硅的化合 物。
4、喷涂机械手的喷枪表面有油。
色差:喷涂的漆膜表面颜色(色调) 不同
1、喷枪离工件表面距离太近。 2、喷涂方法不当(流量太大、雾化和扇面
空气太小)。 3、油漆调配时搅拌不均匀、配比不正确。
缩孔(鱼眼):由于被涂面存在异 物而使漆面收缩凹陷,可能 造成内表面外露。
1、喷房内湿度太高。
2、油漆中含有不匹配的成分(使用溶剂不 符、含有油脂等污染物)。
涂装不良缺陷产生原因和预防措施
定期维护设备
定期检查设备
01
定期对涂装设备进行检查和维护,确保设备运行正常,避免因
设备故障导致的涂装不良。
清洗和维护涂料系统
02
定期清洗和维护涂料系统,包括涂料泵、涂料管道、涂料缸等
,避免因杂质和残留物影响涂装质量。
更换磨损部件
03
定期更换涂装设备中的磨损部件,如喷嘴、涂料泵活塞等,确
保设备正常运行。
控制涂装过程中的温度和湿度,避免影响涂 装效果和质量。
05
涂装不良缺陷预防建议和结论
建议采取的预防措施
严格控制涂料的质量和储存环境
优化涂装工艺参数
使用高质量的涂料,并确保涂料在储存过 程中不受污染或变质。
根据不同的涂料和涂装要求,对涂装工艺 参数进行精细调整,以减少缺陷的产生。
加强涂装前的表面处理
引起。
05
02
起泡
涂层表面出现大小不等的突起物,通常是由 于底材处理不当、涂层过厚或涂料不兼容等 原因引起。
04
泛白
涂层表面出现一层白色雾状物,通常 是由于涂料中混入水分、溶剂或稀释 剂使用不当引起。
06
色差
涂层颜色与标准色存在差异,通常是由于涂料 配方变化、颜料比例不均或施工方法不当引起 。
02
案例二:涂装表面划痕问题
原因 涂装过程中操作不当,如工具或手触摸到涂装表面。
涂装后受到硬物刮擦或摩擦。
案例二:涂装表面划痕问题
涂装材料质量差,耐磨性不足。 预防措施
操作时避免触碰到涂装表面,使用保护膜或覆盖物。
案例二:涂装表面划痕问题
加强涂装后保护,避免硬物刮擦或摩 擦。
VS
选择高质量的涂装材料,提高耐磨性 能。
涂装常见缺陷
涂装过程中产生的涂膜缺陷及防治一、遮盖力差(覆盖不良)现象:因涂料的遮盖力差或喷得太薄,透过漆膜可以看见下层表面的颜色,这种情况常常发生在难以喷漆的区域,车身下保护板或尖锐的边角处。
成因:喷涂方法不当。
UV,辐射,水性,粉末,溶剂使用过份慢干稀释剂,在未达到足够漆膜厚度前形成了垂流。
油漆混合不均匀或过份稀释。
由于研磨、抛光过度,减小了色漆层的厚度,或喷涂层数太少。
p'|使用了劣质不良的稀释剂。
预防:使用正确的喷涂方法,保证漆膜厚度适当,平整均匀。
喷涂室的空间要合适,照明条件要好,喷涂时要特别注意不可接近区域的涂膜质量。
要将油漆彻底混合均匀。
禁止对漆膜过度抛光。
要特别注意边角区域。
使用良好的正确的稀释剂。
补救:让漆料略干后重喷或将缺陷区域打磨平,然后重新喷漆。
二、失光(失去光泽或低光泽)涂剂现象:漆膜干燥前光泽丰满,干燥后缺少光泽或日后漆膜光泽逐渐消失。
成因:底漆附着力差,或底漆未彻底固化就在其上喷涂面漆。
油漆中使用的稀料质量太差或型号不对,或者使用了其他不配套或质量较差的固化剂。
油漆调配或喷涂方法不当,如粘度过低,雾化过度。
基底表面质量太差。
由于湿度太大或温度太低,油漆干燥速度太慢。
溶剂蒸气或汽车尾气侵入了漆膜表面。
漆膜表面受到了蜡、油、肥皂水或水的污染;或烤房中空气污秽,喷房中排气不良,使干固的喷粒落在已喷好的表面上。
在新喷涂的漆膜上使用了太强洗涤剂或清洁剂,或者喷完后过早地进行抛光,或者使用的抛光蜡太粗。
面漆或清漆喷得太薄。
预防:使用合格的底漆,要等底漆层充分干燥后再在其上喷涂面漆。
只使用推荐型号的稀料和合格的固化剂。
要充分搅拌油漆,保证喷漆环境符合要求,按照正确的方法进行喷涂,喷涂厚度适当。
彻底地清理基底表面。
要保证漆膜在温暖、干燥的条件下进行干燥。
干燥过程中,漆膜表面要有适当的空气流动。
喷涂面漆之前,应当用清洁剂揩擦底漆层,彻底清洁表面。
颜填料,助剂,树脂,乳液,分散sb-BeY!Y1IH禁止在新喷涂的漆膜表面使用强力洗涤剂或清洁剂。
涂装过程中常见缺陷及处理方法

73汽车维护与修理 2021·08下半月在车辆涂装过程中,由于生产环境、工具设备及人为因素等的影响,会造成各种各样的缺陷,从而影响涂膜质量,造成不必要的返工返修。
本文列举了在涂装过程中常见的集中缺陷,分析了缺陷产生的原因,给出了具体的纠正措施和正确的使用方法。
1 尘点尘点缺陷的形状如图1所示,产生的原因如下。
(1)空气中的尘土污物散落在湿漆膜上。
(2)在涂装过程中,翼子板、车门和嵌条等部位有尘土、污物散落。
(3)漆液在进行喷涂前未经充分搅拌。
(4)使用溶解性较差或者不正确的稀释剂稀释。
(5)喷枪用过之后未彻底清理。
(6)使用了容器存放时结过皮的油漆。
(7)过滤方法不正确。
避免尘点缺陷及补救措施如下。
(1)保持涂装工作场所整洁,用水冲刷墙壁和地板。
(2)彻底清理漆面上的灰尘和污物。
(3)保持施工场所通风。
(4)用喷枪喷涂双液型油漆之后,应彻底清理喷枪。
(5)油漆使用之前,应充分搅拌。
(6)使用推荐的稀释剂,并在使用前应进行过滤。
(7)对喷涂过程中漆面上出现的异物颗粒,应使用细竹签或类似器具予以清除。
(8)对附着于喷漆表面上的细小异物颗粒,应使用复合剂或通过打磨予以清除。
(9)如果埋在漆膜中的异物长而深,则使用400号或者更精细的金刚砂纸以湿态打磨方式将其清除,然后补漆。
2 漆液流挂漆液流挂缺陷的形状如图2所示,产生的原因如下。
(1)使用了蒸发速度极慢的稀释剂,并且一次喷涂漆层过厚。
(2)喷涂雾形未经正确调整,导致表面喷涂不均匀,或喷幅过度重叠。
(3)温度过低,漆膜干燥速度过慢。
避免漆液流挂及补救措施如下。
(1)使用正确的稀释剂,调整稀释比例。
涂装过程中常见缺陷及处理方法苏州建设交通高等职业技术学校 花建新图1 尘点74 汽车维护与修理 2021·08下半月(3)喷涂前,调整雾形。
测试喷涂雾形,并调整喷枪,使其规则移动。
(4)在进行强制干燥时,要注意漆面不要出现针孔(气泡)。
出现漆液流挂时,用水砂纸清除流挂漆膜,然后用研磨剂修整漆面,或者重喷。
喷涂缺陷问题原因分析改善对策方案
喷涂缺陷问题原因分析改善对策方案喷涂缺陷问题原因分析改善对策方案多油,少油1、喷涂施工2、涂料粘度3、碟枪调校/链速/行A:溶解不良现1、在涂料中加入溶剂或天那水(THINNER),它不能均一的分散与混合,经喷涂后涂象膜状态不均一,含有硬化物、杂物等。
1、涂料本身的溶剂的配合不当,溶解力不足,无法完全分散。
原2、搭配溶解力不良的天那水,无法完全溶解涂料。
3、选择不当的天那水,在低温的场所使溶解力劣化,或在高温环境溶解力在使用前蒸因发去。
对1、严格选择适合的天那水(冬季与夏季应使用不同天那水) 策 2、慎选安定良好的涂料。
B:流平性不良1、喷膜表面不平坦,残流有涂装时发生的凹凸或毛刷痕迹子皮、气泡等问题。
现象1、涂料的溶解性不良,没有适当配合天那水使用,涂料未完全溶解。
原2、溶剂天那水蒸发过快,涂膜在均一化之前溶剂已蒸发。
3、涂装场所的温度过高,干燥快速。
4、被涂物不平坦或涂膜不足,与毛刷痕迹、柚子皮、气泡等有关连。
5、毛刷痕过重,底涂研磨不平坦。
因1、选择适合的天那水,或设法改善环境。
对 2、改善毛刷技术,及处理底材平坦。
策C:流挂现 1、在直立物体面涂装时,涂膜表面有流动过的痕迹出现。
象1、喷涂后涂膜厚度不均匀,厚的部分流动到薄的部分。
通常会出现窗帘形状、缟状、冰柱状、波纹原状。
2、天那水干燥过慢,会出现涂膜流动的痕迹。
3、涂料中含有固体块状,未分散均匀、部分涂料会下垂流动。
因 4、喷涂技术不良、喷涂不均一或厚涂,及涂料粘度调合过低。
5、涂装场所温度过高,涂膜干燥过快。
对1、选择适当的天那水,调合适当的涂料粘度。
策 2、改善涂装场所的温度,以及提高涂装喷涂技术。
1、粘度太低2、水帘柜溅水3、打砂痕印加喷印斑 4、油漆沉湎5、手印6、磷化膜有油点D:橙皮状(柚子皮)1、涂膜表面不能平滑,呈有如橙皮模样。
1、通常发生在流平性不良的涂料,因平坦化不良和不良的流动性所引起。
原 2、涂装时的粘度过高,涂装的气压不足,喷涂的距离过远而涂布量不足。
涂装施工中常见问题及处理办法

涂装施工中常见问题及处理办法涂装工程是“面子工程”,做的不好,就要返工,那么时间与金钱就白白的浪费。
俗话说涂装行业是三分油漆、七分施工。
油漆是否好用是与油漆师傅的技术水平密不可分。
公司根据以往案例,深入进行了研究分析,我们明白,因各施工单位的情况不一致,在涂装过程中遇到的问题也各不相同。
因此在施工过程中不可避免地会产生涂膜缺陷,产生的原因与被涂物的状态、选用油漆、涂装工艺及设备与涂装环境等有关。
现将涂装常见的漆病及防治方法详述如下1、渗色被涂物的原有面漆(例;红色、褐色及黄色面漆)的颜料渗入被涂物面漆中,常产生在涂浅色面漆场合。
由底层上除附着的着色物透过或者渗入面涂层,产生异色斑现象称之底层污染。
起因:(1)被涂物表面被底层有渗色倾向颜色的漆料所污染(如落上漆雾)。
(2)设备未清洗干净。
(3)旧漆面未进行适当封固。
(4)底涂漆料被易形成渗色的材料所污染。
预防:勿使易产生渗色的漆雾落在于工作物上。
完全清洗所有设备。
在未进行喷涂前,先在一小片的地方,喷涂一层色漆,测试原有漆膜,如有渗色状况,则按漆厂要求予以封固。
(1)底漆内绝不可混入其它杂质。
(2)使用面漆近似颜色的中涂漆,假如白色或者浅色面漆,则不能使用红色的中涂层。
原子灰腻子使用的固化剂不应过量。
补救方法:在多层底漆及面漆均已喷涂后开始发生渗色时,则可用防渗封底予以隔绝。
2、涂膜产胶状物或者硬块。
起因:(1)稀释剂溶解力差导致涂料中的胶状物不能全部溶解。
稀释时会先出浑浊,然后析出胶状物,尽力搅拌也难溶解,清漆此种现象较好。
(2)色漆析出的胶体与颜色结成硬块,稀释硝基漆中的硝化棉有一定限度,超出限度即析出。
预防:选用质量好的稀释剂、清漆,禁止使用质量差的稀释剂与放置时间过长的清漆。
补救方法:(1)对稀释剂与要紧成膜物质间的配备是否合适难于确信时,可将涂料涂装玻璃上,观察其是否有析出;有严重析出时,则不能使用。
(2)硝基漆有析出时,可加丙酮等强溶剂使其再溶化。
喷涂常见缺陷与处理方法

喷涂常见缺陷与处理方法喷涂是一种常用的涂装方式,广泛应用于汽车、机械设备、建筑等领域。
然而,在喷涂过程中常常会出现一些缺陷,影响涂装效果和质量。
本文将介绍喷涂常见的缺陷,并提出相应的处理方法。
1.喷涂剥落和脱层喷涂剥落和脱层是指涂层在使用过程中出现脱落的现象。
其主要原因包括涂料不粘附、基材表面处理不当、涂层厚度不均匀、涂层层间粘合力不强等。
处理方法包括:(1)喷涂前对基材进行表面处理,例如打磨、除锈、清洗等,确保基材表面光洁且无污染物。
(2)使用适合的底漆和涂料,确保涂料与基材之间具有良好的粘附力。
(3)控制涂层厚度,避免涂层过厚或过薄。
2.鱼眼鱼眼是一种表面缺陷,其特点是涂膜表面出现凹陷,类似于鱼眼的形状。
鱼眼的原因包括基材表面有油污、灰尘等污染物、基材表面有挥发性物质残留、喷涂过程中出现空气污染等。
处理方法包括:(1)在喷涂前对基材进行充分清洗,确保基材表面无污染物。
(2)使用符合要求的喷涂设备和喷枪,确保喷涂过程中无空气污染。
(3)使用合适的涂料,避免涂料中含有挥发性物质。
3.涂装皱褶涂装皱褶是指涂层在表面出现起皱或褶皱的现象。
其主要原因包括涂料流变性能不良、涂料挥发速度过快、喷涂厚度过大等。
处理方法包括:(1)选择具有良好流变性能的涂料,确保涂料在喷涂过程中能够均匀流动。
(2)控制涂料挥发速度,避免涂料在喷涂过程中过快挥发。
(3)控制涂层厚度,避免涂料厚度过大。
4.喷涂气泡喷涂气泡是指涂层表面出现气泡的现象。
其主要原因包括喷涂过程中含有挥发性物质、喷涂环境湿度过高等。
处理方法包括:(1)在喷涂前对基材和喷涂设备进行充分清洁,确保无挥发性物质残留。
(2)控制喷涂环境的湿度,避免喷涂过程中水分与涂料发生反应产生气泡。
5.涂装不均匀涂装不均匀是指涂层在表面出现不均匀厚度或颜色的现象。
其主要原因包括涂料含固体颜料分散不均匀、喷涂器具使用不当等。
处理方法包括:(1)充分搅拌涂料,确保涂料中固体颜料充分分散。
涂装不良缺陷产生原因和预防措施
案例三:某航空企业的涂装不良缺陷改进方案
总结词
研发创新、合作共赢
详细描述
该航空企业针对涂装不良缺陷问题,加大研 发创新投入,开发新型涂装材料和工艺。同 时,加强与供应商、客户的合作与沟通,共 同制定改进方案,实现共赢。通过改进方案 的有效实施,涂装不良缺陷得到有效控制, 产品质量得到显著提升。
环境因素影响
温度和湿度
涂装作业环境的温度和湿度过高 或过低,可能影响涂料的干燥速 度和附着力,导致涂装表面出现 龟裂、脱落等现象。
灰尘和污染物
涂装作业环境中存在灰尘和污染 物,可能附着在涂装表面,导致 出现颗粒、色泽不均等问题。
操作人员技能水平
技能水平不足
操作人员缺乏专业的技能培训或技能水平不足,可能导致涂 装表面出现缺陷。
操作不规范
操作人员未按规定的操作规程进行涂装作业,可能导致涂装 表面出现流挂、起泡等问题。
03
涂装不良缺陷预防措施
严格控制原材料质量
总结词
原材料质量是影响涂装质量的根本因素,严格控制原材料质量可以有效预防涂装 不良缺陷的产生。
详细描述
选料质量符合涂装要求。
THANKS
谢谢您的观看
优化涂装工艺流程
总结词
优化涂装工艺流程可以提高涂装质量 和生产效率,降低不良缺陷的产生。
详细描述
根据产品特性和涂装要求,制定合理 的涂装工艺流程,不断优化涂装工艺 参数,提高涂装过程的稳定性和可靠 性。
改善涂装环境条件
总结词
涂装环境条件对涂装质量的影响不容忽视,改善涂装环境条件可以有效降低不良缺陷的产生。
详细描述
保持涂装环境的清洁度和湿度稳定,控制温度和通风,避免环境因素对涂装过程的影响,提高涂层质 量。
涂层常见缺陷解决方案(3篇)

第1篇一、引言涂层作为一种重要的保护层,广泛应用于建筑、汽车、航空、电子等领域。
然而,在实际生产和使用过程中,涂层容易出现各种缺陷,影响其性能和使用寿命。
本文将针对涂层常见缺陷进行分析,并提出相应的解决方案。
二、涂层常见缺陷及原因1. 气孔气孔是涂层中最常见的缺陷之一,其主要原因包括:(1)基材表面处理不当,如油污、锈蚀等;(2)涂层施工过程中,空气未能完全排出;(3)涂层干燥过程中,温度变化过大,导致涂层内部应力过大。
2. 针孔针孔是涂层表面出现的细小孔洞,其主要原因包括:(1)基材表面处理不当,如油污、锈蚀等;(2)涂层施工过程中,空气未能完全排出;(3)涂层粘度过大,导致涂层流动性差。
3. 露底露底是指涂层未能完全覆盖基材,导致基材露出,其主要原因包括:(1)涂层施工过程中,涂层厚度不均匀;(2)涂层粘度过大,导致涂层流动性差;(3)基材表面处理不当,如油污、锈蚀等。
4. 溶剂析出溶剂析出是指涂层干燥过程中,溶剂未能完全挥发,导致涂层表面出现小颗粒或气泡,其主要原因包括:(1)涂层配方不合理,溶剂含量过高;(2)涂层施工过程中,涂层厚度过大;(3)涂层干燥过程中,温度过低。
5. 铅笔划痕铅笔划痕是指涂层表面出现的细小划痕,其主要原因包括:(1)涂层硬度不够;(2)涂层施工过程中,工具磨损;(3)涂层干燥过程中,表面受到硬物撞击。
6. 脱层脱层是指涂层与基材之间的结合力下降,导致涂层脱落,其主要原因包括:(1)基材表面处理不当,如油污、锈蚀等;(2)涂层配方不合理,涂层与基材之间的结合力差;(3)涂层施工过程中,涂层厚度过大。
三、涂层常见缺陷解决方案1. 气孔(1)确保基材表面处理干净、平整;(2)涂层施工过程中,确保涂层流动性良好,避免空气残留;(3)涂层干燥过程中,控制温度变化,避免涂层内部应力过大。
2. 针孔(1)确保基材表面处理干净、平整;(2)涂层施工过程中,确保涂层流动性良好,避免空气残留;(3)调整涂层粘度,提高涂层流动性。
涂装不良分析及对策课件

引入机器人、物联网等先进技术,实现涂装生产线的智能化和自动化升级。
个性化与定制化需求
消费者对产品外观和性能的个性化需求将推动涂装行业向定制化方向发展。
THANKS感谢观看源自电泳漆膜厚度不均原因及解决
原因分析
电泳电压不稳定;电泳槽液温度不均匀;电泳槽液固体份含 量不均匀;工件形状复杂,电泳时电场分布不均匀。
解决方法
控制电泳电压在稳定范围内;保持电泳槽液温度均匀;定期 检测并调整电泳槽液固体份含量;对工件进行合理挂具设计 ,改善电场分布。
针孔、缩孔现象产生及防治方法
原因分析
降低产品外观质量
涂装不良导致产品外观质量下降,影响产品 整体美感。
影响产品性能
涂装不良可能导致产品耐腐蚀、耐磨损等性 能下降。
增加生产成本
涂装不良导致返工、修补等额外成本增加。
降低生产效率
涂装不良导致生产周期延长,生产效率降低 。
02
涂装前处理不良分析
除油不彻底原因及后果
原因
除油剂浓度不足、温度不当、时 间不够等。
电泳槽液颜基比失调;电泳槽液电导率过高;工件表面前处理不良,有油污、锈 迹等;电泳后冲洗不干净,槽液带入下一道工序。
防治方法
控制电泳槽液颜基比在合适范围内;降低电泳槽液电导率;加强工件表面前处理 ,确保无油污、锈迹等;加强电泳后冲洗,避免槽液带入下一道工序。
桔皮、流平性差问题改善措施
原因分析
电泳漆膜过厚;电泳槽液温度过高;工件形状复杂,涂膜流平性差。
对策制定与实施
根据成因分析,制定相应的预防和补救措施 ,并严格执行。
质量检测与控制
运用各种检测手段对涂装质量进行监控,确 保产品合格率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
10
针孔
描述:
小凹穴,通常直径小于1MM。
11
针孔
根本原因与溶剂泡类似:
a) 天那水太差或太快干。 b) 喷得太厚或两层漆之间干燥时间不够。
c) 压缩空气压力太低。
d) 加热太快,热源靠得太近。 e) 素材受污染而又清洁不够。
12
针孔
预防 a)一次不要喷得太厚。 b)烘烤之前适当流平。 c) 使用涂料厂商推荐的附料。 d) 正确调配油漆,使用较慢干稀释剂。 E)保持底材干净。
40
色差
41
色差原因
1.颜色有浮动效应 2.油漆批次、厂家不同。
3 搅拌不均匀、不充分。
4喷漆手法不正确。
42
擦刮伤
43
擦刮伤
原因有:
人员操作不当:野蛮工作;操作不熟练。 制具不合适。 油漆未干就包装或组装。 涂料硬度不够。
44
腐蚀/生锈:
45
腐蚀或生锈:
1油漆本身防腐性能差; 2基材除锈不干净;
49
d) 喷漆环境通风良好,采风过滤良好。 e) 避免第一道喷涂太湿。
16
与鱼眼相似的其它缺陷---1.水泡
工件表面被溅上水 珠。 你见过水性漆出现 此缺陷吗?
17
与鱼眼相似的其它缺陷--- 2.油污
工件表面被轻质油 污染.
18
起云/斑纹
19
起云/斑纹
起因:
常见于银粉漆,主要是银粉排列不一致。 主要原因有: 1十字交叉喷涂; 2使用太差的稀释剂;或稀释剂加入太少。
27
纤维或毛丝:
主要来自衣服纤维, 人员走动太多,未 穿防尘衣。 也有来自劣质空气 过滤网。
28
当这类缺陷很多时, 怎么办??
What can I do??
29
建议
当这类缺陷很多时,建议将缺陷样品抽 取30-50片进行详细分类(有必要的话, 使用放大镜观察缺陷形状、颜色等), 然后分析原因 改善 检察改善效果 制定SOP 贯彻执行SOP。
起因
漆膜表干过快,溶剂在漆膜中聚集 根本原因为: a) 天那水太差或太快干。
b) 喷得太厚或两层漆之间干燥时间不够。
c) 压缩空气压力太低。 d) 加热太快,热源靠得太近。
9
溶剂泡
预防
a) 确保工件表面清洁 b) 使用合适的天那水。. c) 每层漆膜厚度合适,并适当闪干. d) 使用正确的喷漆压力. e) 烘烤前适当流平,避免加热过快,避免热源 过近。.
24
脏点/纤维/异色点
25
脏点/纤维/异色点
此类缺陷目前占有 相当大的比例,您 知道其主要原因是 什么吗?
26
颗粒产生原因
素材本身灰尘未被去处; 油漆未过滤, 或滤网太粗或太 脏;
油漆本身夹杂异色颗粒;
喷房、流平间、烤房等环境被污 染; 调漆间脏污,油漆未盖好; 调漆罐、供漆管路、喷枪清洗不 够。 压缩空气未过滤,或滤网太脏。
乳头现象。
38
流挂
起因 流挂的原因有:
a) 喷得过厚,空气压力太低,扇形太窄,枪 距太近,运枪太慢。. b) 使用太差的天那水。 c) 粘度调整不正确。 d) 素材表面或气温太低。 e) 表面脏污。
39
流挂
预防 a) 正确调整喷枪并采用正确的喷漆手法。 b) 使用合适的天那水。 c) 调整合适粘度。 d) 在建议的温度范围内喷漆。 e) 确保素材清洁。
涂装常见缺陷分析
唐 高
漆膜缺陷原因分类:
涂料问题 应用不良 设备因素 环境因素 颜色问题
2
漆膜固化不良:
描述:
表现为漆膜软, 很容易被 划伤;
相应的耐溶剂性能表现 差。
3
原因:
通常是漆膜树酯交链不够好, 而交链不够的主要因素有: 1涂料中树酯分子或添加剂选择不合适; 2干燥时间不够;
3基材表面有汗迹等污染;
4磷化质量太差,或磷化液清洗不干净; 5基材表面有补土。
46
胀气
描述: 涂料未开封就出现 因罐内气压高而膨 胀。 遇此问题你会如何 处理?
47
胀气的原因
常见于固化剂,主要是因为 1 运输或储存过程中遇到高温。 2 涂料原厂无湿度管控,未充氮。 3 罐体有漏缝。
48
你有问题吗?
35
橘皮
描述
漆膜表面不平整如同桔子皮表面.
36
橘皮
起因 a) 喷漆手法太差, 枪距, 空气压力、出漆量调节不 合适。 b) 漆膜不要喷得太厚或太薄。
c) 油漆品质太差、粘度调整不合适、混合不均匀 。
d) 两层漆之间干燥不够。
e) 工件表面温度不正常。
37
流挂
描述
通常在垂直面等处,出现漆膜局部过厚造成大波纹、
30
干喷/异常光泽低
描述
虽然漆膜表面光滑,但漆膜表面光泽异常偏低. 31
起因显微镜放大后可看到表面异常粗糙,主
要原因为:
a) b) c) d) e) f) g)
底漆太差或底漆未干就喷面漆. 稀释剂太差或加了不合适的添加剂. 素材前处理不当或喷漆手法不对. 素材质量太差. 高湿低温时漆膜干燥太慢. 溶剂蒸气在漆膜表面冷凝.. 表面被污染.
32
预防
a) 选择正确种类和比例的稀释剂 b) 正确的喷漆手法: 枪距, 扇形, 气压 …….
c) 使用合适的喷房, 确保喷房有良好 的空气流通..
33
漆膜太薄
描述:
漆膜过薄可见底材, 通常出现在比较难喷涂的底
侧面等地方.
34
预防
a)
使用合适的喷涂方法确保合适的漆膜 厚度. b) 使用合适的治具, 合适的灯光照明; 特 别注意难喷涂表面. c) 确保漆料混合搅拌均匀.
3高温漆或双组份漆烘烤温度不够;
4双组份漆固化剂配比不对。
4
起泡:
5
起泡的原因:
通常是基底有锈迹、污垢、小凹孔、 磷化渣质、水汽等被封在漆膜底下, 漆膜在烤干或受热时,这些物质彭涨 将漆膜顶起造成。
6
起泡的原因:
底下有 Money!
7
溶剂泡
描述: 新喷漆膜表面有直径小于1MM的小气泡。 8
溶剂泡
13
鱼眼
好可爱噢, 真的象鱼眼睛呢! 14
产生鱼眼的原因:
放大之后中间有核,通常是
*素材被含硅类的物质污染。 *素材未很好清洁。 *裸手接触工件。 *油漆一次喷涂太湿。
*油漆体质敏感。
15
预防鱼眼的产生
a) 待喷漆工件要合适地封闭保存 b) 工件在喷漆前作合适清洁。
c) 使用涂料供应商建议的副料。
3枪未调好;
4喷涂手法不正确。 5 素材厚薄不一(这种情况常叫应力纹)。 20
应力纹:
在5520机壳上常出现应力 纹的地方
21
应力纹:
素材背面该点为注 塑口, 所用油漆溶剂较强。
22
咬底
素材成型过快; 涂料所用溶剂太强 (表现为同样的素 材,A涂料不咬底, 而B涂料咬底。)
23
脏点/尘点/异色点