轴瓦设计
汽轮机轴瓦讲解

汽轮机轴瓦讲解《汽轮机轴瓦讲解篇一》嘿,今天咱们来唠唠汽轮机轴瓦这玩意儿。
你可能一听这名字就觉得特陌生,特高大上,其实啊,它就像是汽轮机这个大机器里的“小鞋垫”,虽然不起眼,但作用可大了去了。
咱先说说这轴瓦长啥样吧。
它呀,一般是那种半圆形的,就像弯弯的月亮被切成了两半。
表面呢,那可光滑得很,摸起来就像摸着丝绸一样。
我记得我第一次见到轴瓦的时候,心里就在想:“就这小玩意儿,能有多大能耐?”这可真是小瞧它了。
这轴瓦在汽轮机里到底是干啥的呢?简单来说,它就是用来支撑汽轮机的转子的。
你想啊,那转子就像一个高速旋转的大陀螺,要是没有东西稳稳地托着它,那不就乱套了?轴瓦就承担了这个重要的任务。
它就像一个忠诚的卫士,默默地坚守在自己的岗位上,承受着转子巨大的重量和旋转时产生的各种力。
不过呢,这轴瓦也不是随随便便就能胜任这个工作的。
它得有很好的耐磨性,就像一个超级耐磨的鞋底,不然转不了多久就磨坏了,那可不行。
而且它还得有良好的润滑性。
这就好比给轴瓦和转子之间涂上了一层高级润滑油,让它们能够顺畅地“互动”。
要是润滑不好,那可就像是两个干巴巴的齿轮在互相摩擦,不仅效率低下,还会发出那种让人牙酸的声音,就像指甲划黑板一样难受。
我听说啊,在一些老的发电厂里,轴瓦要是出了问题,那可真是个大麻烦。
有一次,我听一个老师傅讲,他们厂里的汽轮机轴瓦突然温度升高,大家都急得像热锅上的蚂蚁。
为啥呢?因为这轴瓦温度一高,就可能是它磨损太严重了,或者是润滑系统出故障了。
要是不赶紧解决,那汽轮机可就有可能罢工了。
他们当时又是检查油路,又是查看轴瓦的磨损情况,忙得晕头转向的。
这就说明了轴瓦虽然小,但是它的健康状况直接关系到整个汽轮机的运行。
也许有人会问:“那轴瓦这么重要,是不是就不会出问题了呢?”那可不一定。
就像人也会生病一样,轴瓦也会遇到各种各样的状况。
比如说,如果润滑油里混进了杂质,那就像是在轴瓦和转子之间塞了小沙子一样,会把轴瓦的表面刮伤。
轴瓦离心浇注工作台设计

轴瓦离心浇注工作台设计摘要轴瓦广泛应用于内燃机、液压马达等高速重载的机构中。
由于其工作条件恶劣,是机构中的易损坏件,经常需要更换。
生产轴瓦的方法主要是离心铸造,离心铸造属于特种铸造的一种,其所用的离心浇注机的复杂度是铸造机械中最高的。
轴瓦的质量直接影响着它的使用性能,而使用性能又取决于轴瓦的金相组织、硬度、机械强度等。
在轴瓦的整个生产过程中,影响轴瓦内在质量的工序,一是熔炼工序,二是浇注工序,在熔炼铁水质量一定的情况下,浇注过程控制的好坏又会直接影响轴瓦的使用性能,一般浇注过程是由人工控制的,因此浇注过程稳定与否受人为因素影响很大,主要表现为模温控制不好。
针对这个问题在整个浇注线上应用了PLC光电控制系统,从浇注开始至停机整个过程实现了自动控制,浇注工艺得到了保证,使产品质量稳定,轴瓦外皮料硬度也大大减少。
关键词轴瓦;离心铸造;铸造机械;浇注The Design of Bearing Centrifugal Casting TableAbstractBearing is widely used in high-speed and heavy bodies such as hydrautic motor and internal-combustion engines. It is easily damaged because of its poor working condition, so we need to replace it frequently.Centrifugal casting is the main method of producting bearing. Centrifugal casting belongs to a special casting. The manufacturing requirment of centrifugai casting machine is the highest among castings.The quality of bearing affects its performance directly and performance depends on the microstructure, Bush hardness, mechanical strength. There are two factors that will affect the interal quality of bearing in the entire production process. One is smelting process, the other is casting process. Generally speaking, casting process is manual control, so whether the process is stable largely is affected by human factors .The control of the casting process will affect the performance of the bearing when quality of hot metal smelting is certain.Its applied optoectronic PLC control system in the entire casting in order to deal with this problem. So the casting process is automatic control in the entire process,and not only can it guarantee the pouring casting stable the quality of production, but also it can reduce the jachet material hardware of bearing easily.Keywords Bearing;Centrifugal Casting;Centrifugal Casting Machine;Casting目录摘要 (I)Abstract (II)第1章绪论 (1)1.1 概述 (1)1.1.1 课题的前景 (1)1.1.2 发展现状 (1)1.2 设计的主要工作内容 (3)1.2.1 浇注问题的分析 (3)第2章铸造工艺与设计方案论证 (5)2.1 设计的总体方案 (5)2.1.1 传动方案的拟定 (5)2.1.2 整体布局的拟定 (5)2.2 铸造工艺的设计 (5)2.2.1 铸型转速的确定 (5)2.2.2 离心力 (6)2.2.3 离心铸造工艺分析 (7)2.2.4 铸型实际转速的确定 (7)2.3 本章小结 (9)第3章普通V带传动的设计计算 (10)3.1 概述 (10)3.1.1 原始数据及设计内容 (10)3.1.2 确定设计功率 (10)3.2 计算传动各参数 (10)3.2.1 计算设计功率 (10)3.2.2 选择V带型号 (10)3.2.3 确定带轮直径 (11)3.2.4 验算带速 (11)3.2.5 验算传动误差 (11)3.2.6 确定中心距及带的基准长度 (11)3.2.7 验算小带轮包角 (12)3.2.8 确定V带的根数 (12)3.2.9 确定带的初拉力 (13)3.2.10 计算作用在带轮轴上的压力 (13)3.3 带轮的设计 (13)3.3.1 带轮材料的选取 (13)3.3.2 结构尺寸计算 (13)3.3.3 带轮设计的主要要求 (14)3.4 本章小结 (14)第4章轴的设计 (15)4.1 基础参数计算 (15)4.1.1 求轴传递的转矩 (15)4.1.2 求作用在带轮上的力 (15)4.2 轴的尺寸计算 (15)4.2.1 各轴段直径和长度的确定 (15)4.3 轴的设计 (16)4.3.1 选择轴的材料,确定许用应力 (16)4.3.2 轴的设计计算 (16)4.4 轴的校核 (17)4.4.1 轴的强度校核 (17)4.4.2 轴的安全校核 (17)4.5 本章小结 (19)第5章轴承的选择和校核 (20)5.1 概述 (20)5.1.1 轴承的选择依据及其参数分析 (20)5.1.2 轴承的安装和拆卸 (21)5.1.3 经济性要求 (21)5.2 轴承的应用特点 (21)5.2.1 滚动轴承校核的重点 (21)5.3 轴承的设计 (22)5.3.1 选择轴承类型 (22)5.3.2 轴承设计计算 (22)5.3.3 静强度校核 (23)5.4 本章小结 (23)第6章键的选择与校核 (24)6.1 键连接的类型、特点及应用 (24)6.2 键的计算和选择 (25)6.2.1 平键类型和尺寸选择 (25)6.2.2 校核挤压强度 (25)6.3 本章小结 (26)第7章液压系统的计算和选择液压元件 (27)7.1 液压系统的设计 (27)7.2 液压系统的计算 (28)7.2.1 夹紧液压缸主要尺寸的确定 (28)7.2.2 液压缸的壁厚和外径的计算 (28)7.2.3 液压缸工作行程的确定 (30)7.2.4 缸盖厚度的确定 (30)7.2.5 最小导向长度的确定 (30)7.2.6 泵的选择 (31)7.3 液压元件的选择 (31)7.4 本章小结 (32)第8章工作台电气系统设计 (33)8.1 概述 (33)8.2 PC 机应用效果分析 (33)8.3 本章小结 (34)结论 (35)致谢 (36)参考文献 (37)附录A (38)附录B ................................................................................ 错误!未定义书签。
内燃机 主轴瓦及连杆轴瓦 技术条件

内燃机主轴瓦及连杆轴瓦技术条件全文共四篇示例,供读者参考第一篇示例:内燃机是一种利用燃料在燃烧室中燃烧产生高温高压气体,从而驱动活塞做往复运动的一种发动机。
主轴瓦和连杆轴瓦是内燃机中的重要零部件,它们承载了活塞的往复运动,起着支撑、导向和润滑作用。
在内燃机的工作过程中,主轴瓦和连杆轴瓦需承受高温高压、高速运动带来的严酷工况,因此其技术条件至关重要。
1. 主轴瓦的技术条件主轴瓦是内燃机中用于支撑和导向曲轴的重要部件,其技术条件需要满足以下要求:(1)高强度:主轴瓦需具备足够的抗弯曲和抗疲劳能力,以承受曲轴的旋转力和活塞的往复力;(2)高耐磨性:主轴瓦与曲轴接触部位需要具备出色的耐磨性能,以保证其长期稳定运转;(3)良好的热传导性能:主轴瓦工作环境温度高,需要具备优异的热传导性能,有效降低工作温度,延长寿命;(4)优异的润滑性能:主轴瓦需能在润滑膜的作用下减小与曲轴的接触面积,减少摩擦损失,降低磨损;(5)优良的加工精度:主轴瓦的加工精度需达到一定标准,以确保与曲轴的匹配度和工作稳定性。
主轴瓦和连杆轴瓦作为内燃机中重要的运动部件,其技术条件对于内燃机整体性能具有重要影响。
提高主轴瓦和连杆轴瓦的材料性能、加工精度和润滑性能,能有效延长内燃机的使用寿命,提高工作效率,减少维护成本,促进内燃机技术的进步和发展。
在内燃机设计和制造过程中,应重视主轴瓦和连杆轴瓦的技术条件,优化其结构和材料,不断提升其性能,以满足内燃机在各种工况下的稳定、高效运行需求。
【结束】。
第二篇示例:内燃机是一种利用燃料燃烧产生热能,并转化为机械能的动力装置。
主轴瓦及连杆轴瓦是内燃机中重要的零部件,其质量和性能直接影响内燃机的运行稳定性和寿命。
制定好的技术条件对于保证内燃机的正常运行至关重要。
1.主轴瓦的技术条件主轴瓦是支撑和引导曲轴转动的关键部件,承受着高速旋转和重载荷。
主轴瓦一般由合金铸铁或合金钢材料制成,通常需要具备以下技术条件:(1)硬度要求:主轴瓦表面需要具备一定的硬度,以保证其在高速旋转时不易磨损变形。
机械设计基础-12.4轴瓦的结构
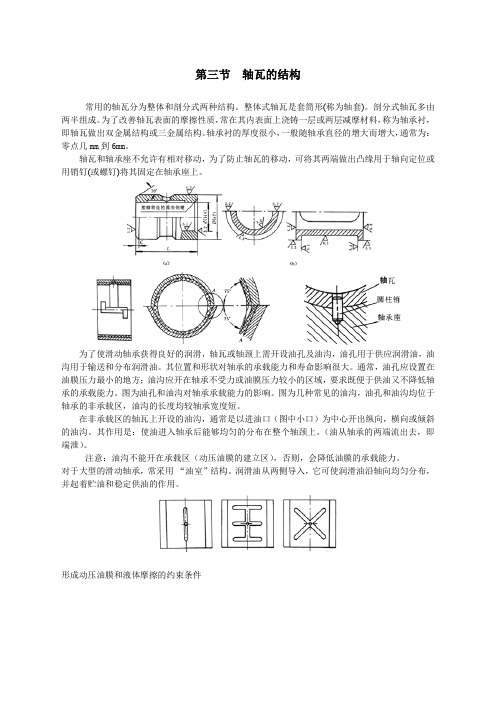
第三节轴瓦的结构常用的轴瓦分为整体和剖分式两种结构。
整体式轴瓦是套筒形(称为轴套)。
剖分式轴瓦多由两半组成。
为了改善轴瓦表面的摩擦性质,常在其内表面上浇铸一层或两层减摩材料,称为轴承衬,即轴瓦做出双金属结构或三金属结构。
轴承衬的厚度很小,一般随轴承直径的增大而增大,通常为:零点几mm到6mm。
轴瓦和轴承座不允许有相对移动,为了防止轴瓦的移动,可将其两端做出凸缘用于轴向定位或用销钉(或螺钉)将其固定在轴承座上。
为了使滑动轴承获得良好的润滑,轴瓦或轴颈上需开设油孔及油沟,油孔用于供应润滑油,油沟用于输送和分布润滑油。
其位置和形状对轴承的承载能力和寿命影响很大。
通常,油孔应设置在油膜压力最小的地方;油沟应开在轴承不受力或油膜压力较小的区域,要求既便于供油又不降低轴承的承载能力。
图为油孔和油沟对轴承承载能力的影响。
图为几种常见的油沟,油孔和油沟均位于轴承的非承载区,油沟的长度均较轴承宽度短。
在非承载区的轴瓦上开设的油沟,通常是以进油口(图中小口)为中心开出纵向,横向或倾斜的油沟。
其作用是:使油进入轴承后能够均匀的分布在整个轴颈上。
(油从轴承的两端流出去,即端泄)。
注意:油沟不能开在承载区(动压油膜的建立区),否则,会降低油膜的承载能力。
对于大型的滑动轴承,常采用“油室”结构。
润滑油从两侧导入,它可使润滑油沿轴向均匀分布,并起着贮油和稳定供油的作用。
形成动压油膜和液体摩擦的约束条件图中:为轴颈中心,为轴承中心,当、重合时,轴颈与轴承间有一间隙,称为半径间隙,也称为设计间隙(图8-13(e))。
图(a):轴颈静止时,在外载荷作用下,轴颈处于轴承孔最下方的稳定位置,两表面间自然形成一弯曲的楔形。
此时偏心距(即的连线)=等于半径间隙。
图(b):润滑油进入轴承间隙并吸附在轴径和轴承表面上。
轴颈开始转动时,速度极低,这时轴颈和轴承间的摩擦为金属间的直接摩擦。
作用于轴颈上的摩擦力的方向与其表面上的圆周速度方向相反,迫使轴颈沿轴承孔内壁向上爬。
轴瓦的制造工艺设计
轴瓦的制造工艺设计轴瓦是一种用于减少机械设备的摩擦与磨损的衬套零件。
其制造工艺设计至关重要,对轴瓦的性能和使用寿命具有重要影响。
以下是一种常见的轴瓦制造工艺设计。
首先,确定材料选择。
轴瓦通常采用高硬度、高耐磨、高温稳定性以及足够的强度的材料制造。
常见的材料有高压瓦材质、铝合金等。
选择合适的材料能够确保轴瓦具有良好的摩擦性能和耐磨性。
其次,进行原料的准备和配比。
根据轴瓦的尺寸和要求,准备合适的原料。
原料通常是由各种金属粉末和添加剂组成,通过合理的配比可以使轴瓦在使用过程中具有更好的性能。
接下来,进行混合和搅拌。
将事先准备好的原料按照一定的比例混合均匀,然后加入适量的润滑剂,通过搅拌使其形成均匀的糊状物质。
混合均匀后的物质具有良好的流动性和可塑性。
然后,进行模具制造和轴瓦成型。
根据轴瓦的尺寸和形状,设计和制造合适的模具。
将混合均匀的物质注入到模具中,根据轴瓦的要求进行压制和成型。
压制时要注意控制好压力和温度,确保轴瓦的致密度和稳定性。
成型后,进行烘烤和烧结。
将成型的轴瓦放入烤箱中进行烘烤和烧结,以提高轴瓦的硬度和强度。
烘烤温度和时间需要根据材料的要求进行控制,以充分保证轴瓦的质量和性能。
最后,进行精加工和检测。
将经过烧结的轴瓦进行精加工,包括修整、研磨等工序,以满足轴瓦的精度和平滑度要求。
同时,对轴瓦进行各项检测,包括硬度、摩擦系数等指标的测试,确保轴瓦的质量和可靠性。
总之,轴瓦的制造工艺设计是一个复杂且细致的过程,需要根据材料的特性和轴瓦的要求进行合理的选择与操作。
只有通过科学合理的工艺流程,才能保证轴瓦具有优异的性能和使用寿命。
GJB319398装甲车辆柴油机主轴瓦及连杆轴瓦规范
中华人民共和国国家军用标准 F L2815GJB 3193-98装甲车辆柴油机主轴瓦及连杆轴瓦规范Specification of main bearings and connecting rodbearings for armoured vehicle diesel engine1998-03-16发布1998-09-01实施国防科学技术工业委员会批准目次1 范围 (1)1.1 主题内容 (1)1.2 适用范围 (1)2 引用文件 (1)3 要求 (1)3.1 合格鉴定 (1)3.2 可靠性 (1)3.3 材料 (1)3.4 设计 (2)3.5 结构 (2)3.6 性能 (6)3.7 维修性 (6)3.8 尺寸与形位公差 (6)3.9 表面状况 (10)3.10 产品的标志和代号 (10)3.11 外观质量 (10)4 质量保证规定 (11)4.1 检验责任 (11)4.2 检验分类 (11)4.3 检验条件 (11)4.4 鉴定检验(定型检验) (11)4.5 质量一致性检验 (11)4.6 包装检验 (13)4.7 检验方法 (14)5 交货准备 (17)5.1 封存和包装 (17)5.2 运输和贮存 (17)5.3 标志 (17)6 说明事项 (18)6.1 订货文件内容 (18)6.2 定义 (18)中华人民共和国国家军用标准装甲车辆柴油机主轴瓦GJB 3193-98及连杆轴瓦规范Specification of main bearings and connecting rodbearings for armoured vehicle diesel engine1 范围1.1 主题内容本规范规定了装甲车辆柴油机用主轴瓦及连杆轴瓦(以下简称轴瓦)的技术要求、质量保证规定和交货准备等内容。
1.2 适用范围本规范适用于装甲车辆柴油机用轴瓦的设计、制造和验收。
其它军用柴油机的轴瓦亦可参照使用。
轴瓦的模具及自动送料机构设计

轴瓦的模具及自动送料机构设计目录1 绪论 (2)1.1 背景 (2)1.2 冷冲模成形特点 (4)1.3 冷冲模具的发展趋势 (7)1.4 本文主要研究内容 (9)2 工艺方案的选择 (10)2.1零件的工艺性分析 (10)2.2 模具的结构形式 (11)2.3 制定模具的工艺卡 (14)3 冲压模具设计 (15)3.1 排样 (15)3.2模具压力中心的确定 (16)3.3 压力机的选择 (16)3.4 模具主要零部件的设计 (17)3.5 冲压模具标准件的选择 (21)4 自动送料机构设计 (28)结论 (37)参考文献 (38)1 绪论1.1 背景模具是现代工业生产中应用广泛的优质、高效、低耗、适应性很强的生产技术,或称成型工具、成型工装产品,是技术含量高、附加值高、使用广泛的新技术产品,是价值很高的社会财富。
由于模具生产技术的现代化,在现代工业生产中,模具己广泛应用于电动机和电器产品、电子计算机产品、仪表、家用电器产品与办公设备、汽车、军械、通用机械等产品的生产中。
模具技术水平的高低,己成为衡量一个国家制造水平高低的重要标志,并在很大程度上决定着产品的质量、效益和新产品的开发能力。
目前,我国经济仍处于高速发展阶段,国际上经济全球化发展趋势日趋明显,这为我国模具工业高速发展提供了良好的条件和机遇。
一方面,国内模具市场将继续高速发展,另一方面,模具制造也逐渐向我国转移以及跨国集团到我国进行模具采购的趋向也十分明显。
因此,放眼未来,国际、国内的模具市场总体发展趋势前景看好,预计中国模具将在良好的市场环境下得到高速发展,我国不但会成为模具大国,而且一定逐步向模具制造强国的行列迈进。
“十一五”期间,中国模具工业水平不仅在质和量的方面有很大提高,而且在行业结构、产品水平、开发创新能力、企业的体制与机制以及技术进步的方面也会取得较大发展。
随着我国工业的迅速发展,工业产品的外形在满足性能要求的同时,变的越来越复杂,而产品的制造离不开模具,利用计算机辅助软件进行模具设计不但提高模具的制造精度而且还缩短了设计及加工的时间。
轴瓦体机械手液压系统设计

轴瓦体机械手液压系统设计摘要轴瓦体机械手是模仿人的手部动作,按给定程序、轨迹和要求实现自动抓取、搬运和操作的自动装置。
它特别是在高温、高压、多粉尘、易燃、易爆、放射性等恶劣环境中,以及笨重、单调、频繁的操作中代替人作业,因此获得日益广泛的应用。
机械手一般由执行机构、驱动系统、控制系统及检测装置三大部分组成,智能机械手还具有感觉系统和智能系统。
本篇介绍的工业机械手属圆柱坐标式、全液压驱动机械手。
本篇根据液压系统设计的一般程序,分四步详细地介绍了工业机械手液压系统设计过程,其中第3步拟定液压系统原理图是重点。
关键词机械手;液压;电气目录摘要...... . (I)第1章绪论 (1)1.1 课题背景 (1)1.2 机械手的定义与分类 (2)1.3 机械手应用及组成结构 (3)1.4 机械手的发展趋势 (4)1.5 轴瓦体 (5)第2章机械手的工作特点及基本动作 (6)2.1 机械手的工况特点及要求 (6)2.2 轴瓦体传送机械手的基本动作 (6)2.3 液压系统分析 (9)第3章液压系统原理设计 (10)3.1 手部抓取缸 (10)3.2 腕部摆动液压回路 (11)3.3 小臂伸缩缸液压回路 (12)3.4 总体系统图 (13)第4章抓取机构设计 (15)4.1 手部设计计算 (15)4.1.1 对手部设计的要求 (15)4.1.2 拉紧装置原理 (15)4.2 腕部设计计算 (17)4.3 臂伸缩机构计算 (18)第5章机身机座的机构设计 (21)5.1 常用的定位方式 (21)5.2 影响平稳性和定位精度的因素 (21)5.3 机械手运动的缓冲装置 (22)第6章机械手的控制 (23)致谢 (24)参考文献 (25)第1章绪论1.1课题背景随着现代工业技术的发展,工业自动化技术越来越高,生产工况也有趋于恶劣的态势,这对一线工人的操作技能也提出了更高的要求,同时操作工人的工作安全也受到了相应的威胁。
轴瓦机械加工工艺规程及钻床夹具设计说明书
目录摘要 (2)第一章绪论 (4)1.1机械制造的重要性 (4)1.2夹具的发展历史 (5)1.3小结 (6)第二章零件的工艺性分析 (7)2.1零件的作用 (7)2.2轴瓦零件的结构分析 (7)2.3确定毛坯类型 (7)2.4毛坯余量的确定 (10)第三章工艺规程设计 (12)3.1加工阶段划分的作用 (12)3.2制定加工方案即机械加工工艺路线的确定 (13)3.2.1工序的合理组合 (13)3.2.2工序的分散与集中 (14)3.3工艺基准的选择 (16)3.4工序计算 (18)第四章夹具设计 (23)4.1钻夹具概述 (23)4.2钻夹具分析说明 (23)4.3定位方案的选定 (24)4.4夹紧方案的选定 (24)4.4.1夹紧装置的基本要求 (24)4.4.2常见的几种夹紧机构 (25)4.5定位误差计算 (27)4.5.1定位误差概念 (27)4.5.2钻夹具定位误差计算 (28)4.6切削力及夹紧力计算 (29)第五章结论 (31)参考文献 (32)致谢 (34)摘要本次毕业设计的课题是轴瓦零件的机械加工工艺规程及夹具的设计,本次毕业设计的目的主要是通过对轴瓦零件的机械加工工艺性的分析,包括毛坯选材制造方法、零件的工艺性分析、工艺卡片的编制、夹具的设计以及最后的论文撰写;设计方法主要是通过查阅相关书籍、文献,特别是关于机械加工工艺方面的专业书籍,通过分析零件在机器中的位置和共用,结合零件图纸的尺寸精度和技术要求等制定机械加工工艺路线,根据工艺路线选择加工设备、量具、刀具等要素。
本次毕业设计的设计路线主要如下:第一,首先绘制轴瓦的零件图;第二,初步拟定轴瓦的机械加工工艺路线;第三,根据零件图设计三套夹具,三套夹具分别是车端面专用夹具、铣径向剖分面专用夹具和钻孔专用夹具;第四,根据机械加工工艺路线编制机械加工工艺卡;第五,编制说明书一份。
关键词:轴瓦工艺规程工艺卡片夹具AbstractThe topic of this graduation design is the design of the machining process planning and fixture for Axle bush, the purpose of this graduation design is mainly through the analysis on Axle bush machining process of parts, including raw material selection, manufacturing method of parts of the process analysis, process card programming, fixture design and finally the thesis writing; design method is mainly through access to relevant books, literature, especially on the machining process of professional books, through the analysis of the position of parts in the machine and common parts drawings, combined with the size precision and the technical requirements for the machining process route, according to the process route selection of machining equipment, measuring tools the tool, etc..Design of this graduation design mainly as follows: first, the first to draw Axle bush diagram; second, the initial mechanical machining process route Axle bush; third, to design a set of fixture parts of the map, the fixture is a special fixture for milling l Axle bush 14mm wide slot; fourth, according to the machining process route for the preparation of the machining process card; fifth, a compilation of instructions.Keywords: Axle bush specification process card fixture第一章绪论1.1机械制造的重要性机械设计制造及其自动化与机械制造行业的关系可以说是不可分割的,一个国家的制造业的发展主要取决于该国的机械设计制造专业的发展和进步,机械制造的自动化程度直接决定了该国的制造业水平,机械制造的自动化就是指在制造产品时依靠机器来操作的程度,对于当今比较流行的数控技术、人造机器人技术、电器自动化技术等都属于机械制造自动化的范畴,现在国内已经有很大一部分企业都拥有了一定程度的自动化生产设备,这绝对是得力于机械自动化专业的研究成果,为此我们必须将该项技术一直发展下去。
椭圆轴瓦,圆形轴瓦结构
椭圆轴瓦,圆形轴瓦结构椭圆轴瓦和圆形轴瓦是机械传动中常见的关键零部件,作为轴与轴承之间的媒介,它们在保证传动效率和稳定性方面发挥着重要作用。
本文将从椭圆轴瓦和圆形轴瓦的结构、特点、应用以及选型要点等方面进行全面探讨,给读者提供一定的指导意义。
首先,我们来了解一下椭圆轴瓦的结构和特点。
椭圆轴瓦的设计借鉴了椭圆曲线的形状,其外形呈椭圆形,内部由高硬度材料包裹低硬度材料形成,这样的结构使得椭圆轴瓦具备较高的承载能力和耐磨性能。
此外,椭圆轴瓦还具有较好的自润滑性,能够减少轴承与轴的摩擦损失,提高机械传动效率。
椭圆轴瓦广泛应用于高速、重载、高温等恶劣工况下的传动装置中,可以有效地延长机械的使用寿命。
接下来,我们来介绍一下圆形轴瓦的结构和特点。
圆形轴瓦是最简单常见的轴瓦结构,其外形呈圆形,内部由高硬度材料制成。
圆形轴瓦具备较高的承载能力,适用于低速、轻载、低温等工况下的传动装置。
虽然圆形轴瓦相比椭圆轴瓦在某些方面略显逊色,但它便于加工和安装,并且成本相对较低,因此在一些简单的机械传动系统中得到广泛应用。
无论是椭圆轴瓦还是圆形轴瓦,它们的选型都需要考虑多个因素。
首先是轴瓦材料的选择,通常应选择具有较高硬度、强度和耐磨性的材料,如高速钢、铸铁等。
其次是轴瓦的精度要求,应根据实际传动需求选择适当的精度级别,以确保传动的稳定性和精度。
另外,还需要根据轴瓦的运行工况、负载和转速等参数进行合理的尺寸设计,确保轴瓦与轴之间的配合间隙和润滑状况符合要求。
总结起来,椭圆轴瓦和圆形轴瓦在机械传动中扮演着重要角色。
椭圆轴瓦适用于高速、重载和高温工况下的传动装置,具备高承载能力和耐磨性能;而圆形轴瓦适用于低速、轻载和低温工况下的传动装置,成本较低且便于加工和安装。
无论选择哪种轴瓦,合理的材料选择、精确的尺寸设计和适当的精度要求都是关键。
希望本文的内容能够为读者提供一定的指导意义,使大家在轴瓦选型方面能够更加全面和准确地做出决策。
轴瓦的工艺工装设计

摘要本次课程设计的内容是轴瓦制造工艺设计,轴瓦是磨床中轴承的一部分,而轴承在磨床工作过程中的起着非常重要作用,如承受轴向力和限制轴的摆动或维持安装时调整好的轴线位置。
在轴瓦的制造工艺设计过程中,首先对轴瓦进行工艺分析,如轴瓦的结构及特点、轴瓦毛坯的选择、加工设备的选择、工艺基准的选择、工艺路线的拟定、工艺流程的编制和加工中应该注意的问题,其次是根据工艺分析出轴瓦的机械加工工艺过程,最后是根据工艺分析和轴瓦的机械加工工艺过程绘制对应的加工所需的工艺附图。
本次设计的重点是工艺过程和工序的编制安排,根据设计图纸上的要求合理安排工艺,其中包括加工方法的选择、刀具的选择、加工余量的确定等等。
关键词:轴瓦制造工艺加工设备设计目录摘要1目录2绪论4 1轴瓦的工艺分析51.1轴瓦的结构及特点5 1.1.1轴瓦的结构 5 1.1.2滑动轴承(轴瓦)的主要特点: 61.2轴瓦的作用及分类6 1.2.1 零件的作用 6 1.2.2滑动轴承(轴瓦)的分类71.3常用材料及热处理7 1.3.1轴承材料简介7 1.3.2轴承(轴瓦)材料的分类7 1.3.3设计毛坯材料的选用8 1.3.3热处理92滑动轴承的润滑,装配和刮研9 2.1滑动轴承润滑脂的性能与选用9 2.2滑动轴承(轴瓦)的装配11 2.3滑动轴承的刮研12 3加工中应注意的问题13 3.1加工工件的工艺选择13 3.2滑动轴承(轴瓦)的主要故障143.3滑动轴承结构设计应注意的问题14 4加工设备的选择144.1车床14 4.2 铣床15 4.3 钻床15 5加工工艺的计算155.1毛坯尺寸15 5.2切削用量,加工余量选择计算165.3加工工时的计算与劳动生产率16 5.3.1工时定额16 5.3.2加工时间定额的计算17 5.3.3劳动生产效率的确定17 5.3.4工时的计算19设计小结22致谢23【参考文献】24附录1. 25附录2. 26绪论轴瓦是滑动轴承的重要构件之一,是滑动轴承和轴接触的部分,非常光滑,一般用青铜、减摩合金等耐磨材料制成,也叫“轴衬”,形状为瓦状的半圆柱面,其结构是由一种从钢带为衬底,表面附着一层轴承合金的双金属钢带,这种轴承合金通常有三种;巴氏合金,铝基合金和铜铅合金,此次是为磨床加工的UG CAD 轴瓦,其采用锡基合金材料,用于中等到较高承载能力,表面不需电镀。
GJB319398装甲车辆柴油机主轴瓦及连杆轴瓦规范23页word

中华人民共和国国家军用标准F L2815GJB 3193-98装甲车辆柴油机主轴瓦及连杆轴瓦规范Specification of main bearings and connecting rodbearings for armoured vehicle diesel engine1998-03-16发布1998-09-01实施国防科学技术工业委员会批准目次1 范围 (1)1.1 主题内容 (1)1.2 适用范围 (1)2 引用文件 (1)3 要求 (1)3.1 合格鉴定 (1)3.2 可靠性 (1)3.3 材料 (1)3.4 设计 (2)3.5 结构 (2)3.6 性能 (6)3.7 维修性 (6)3.8 尺寸与形位公差 (6)3.9 表面状况 (10)3.10 产品的标志和代号 (10)3.11 外观质量 (10)4 质量保证规定 (11)4.1 检验责任 (11)4.2 检验分类 (11)4.3 检验条件 (11)4.4 鉴定检验(定型检验) (11)4.5 质量一致性检验……………………………………………………………………………………(11 )4.6 包装检验……………………………………………………………………………………… (13)4.7 检验方法 (14)5 交货准备 (17)5.1 封存和包装 (17)5.2 运输和贮存 (17)5.3 标志 (17)6 说明事项 (18)6.1 订货文件内容………………………………………………………………………………………( 18)6.2 定义 (18)中华人民共和国国家军用标准装甲车辆柴油机主轴瓦及连杆轴瓦规范GJB 3193-98 Specification of main bearings andconnecting rodbearings for armoured vehicle diesel engine 1 范围1.1 主题内容本规范规定了装甲车辆柴油机用主轴瓦及连杆轴瓦(以下简称轴瓦)的技术要求、质量保证规定和交货准备等内容。
内燃机曲轴滑动轴承轴瓦设计计算Ⅰ

现代内燃机高速高载荷小型化轻量化低摩擦低耗能多燃料低排放绿色环保延长换油和大修里程长寿命高可靠性等都增加了轴承的工作载荷恶化了其工作条件润滑状态对轴承的要求更加苛刻
张宝 义 : 内燃机曲轴滑动轴承 ( 轴瓦 ) 设计计算 ( Ⅰ )
1
产品设计
内 燃 机 曲 轴 滑 动 轴 承 ( 轴 瓦 ) 设 计 计 算 ( Ⅰ)
S0 =
pΨ2 η ω bD �
( 1)
ω � =ω L +ω J +ω LP p— — — 轴承载荷 ( kgf ) Ψ— — — 轴承相对间隙 b— — — 轴承宽度 (cm) D— — — 轴承内表面直径 (cm) ω— — — 轴颈有效角速度 ( s - 1 ) ωL — — — 轴承角速度 ω — — 轴颈角速度 J — ωL P — — — 最小油膜位置点角速度 η— — — 润滑油的动力黏度 可知 , 油膜承载能力与 b D 之积成正比 , 与间隙二 次方成反比。 现代内燃机高速高载荷 , 小型化轻量化 ,低摩擦 低耗能 ,多燃料低排放 , 绿色环保 , 延长换油和大修 里程 , 长寿命高可 靠性等 , 都增加了轴 承的工作载 荷 ,恶化了其工作条件 (润滑状态 ) , 对轴承的要求更 加苛刻 。因此 , 结构合理 ,性能优良 , 持久可靠的轴 瓦 (承 ) ,便成了发动机和轴瓦制造厂商的共同追求 。 在国外 ,通常是轴瓦的设计 、 研究试验 、 研制生 产 ,与发动机的设计 、 研制生产、 定型投产同步进行。 一个成功的新发动机投入生产 , 就意味着一个结构 新颖的轴瓦和性能好的轴承材料诞生 。 内燃机曲轴滑动轴承 , 是典型的流体动力学润 滑系统 。其设计计算是一个较复杂的系统工程 , 需 考虑的问题和涉及的设计计算内容很多。 本文仅参照采用了国内外相关的技术标准 , 企
薄壁轴瓦和厚壁轴瓦的厚径比

薄壁轴瓦和厚壁轴瓦的厚径比全文共四篇示例,供读者参考第一篇示例:薄壁轴瓦和厚壁轴瓦是机械工程中的常见零件,它们分别用于不同类型的机械设备中。
在设计和选择轴瓦时,厚径比是一个非常重要的参数。
本文将从薄壁轴瓦和厚壁轴瓦的结构特点、应用范围以及厚径比的影响等方面进行详细介绍。
我们先来了解一下薄壁轴瓦和厚壁轴瓦的结构特点。
薄壁轴瓦通常由轴瓦套和轴瓦铜套组成,轴瓦套是由黄铜、青铜等材料加工而成,轴瓦铜套则是薄薄的一层。
薄壁轴瓦结构轻巧,重量轻,适用于要求较高转速的机器设备。
而厚壁轴瓦则由轴瓦壳体和轴瓦衬垫组成,轴瓦衬垫较厚,适用于要求较高承载能力的机器设备。
接下来,我们来探讨一下薄壁轴瓦和厚壁轴瓦的应用范围。
薄壁轴瓦通常用于高速、精密的机器设备中,比如数控机床、飞机发动机等。
由于薄壁轴瓦的结构轻巧,可以减小转子的离心力,降低振动和噪音,提高机器设备的运行效率。
而厚壁轴瓦则适用于承载能力较大的机器设备中,比如船舶、铁路等。
厚壁轴瓦可以承受更大的载荷,保证机器设备的正常运行。
我们来讨论一下厚径比对薄壁轴瓦和厚壁轴瓦的影响。
厚径比是轴瓦设计中的一个重要参数,它是指轴瓦的厚度与直径之比。
一般来说,厚壁轴瓦的厚径比要大于薄壁轴瓦,因为厚壁轴瓦需要具有更好的承载能力。
在选择厚壁轴瓦时,需要根据机器设备的工作环境和工作要求来确定合适的厚径比,以保证机器设备的稳定运行。
第二篇示例:在机械工程领域中,轴瓦是一种用于支撑和导向旋转轴的轴套组件。
根据轴瓦的壁厚与内径之比,可以将轴瓦分为薄壁轴瓦和厚壁轴瓦两种类型。
薄壁轴瓦和厚壁轴瓦在设计和应用上有各自的优缺点,而厚径比则是影响其性能的重要参数之一。
本文将对薄壁轴瓦和厚壁轴瓦的厚径比进行详细的探讨。
一、薄壁轴瓦和厚壁轴瓦的定义薄壁轴瓦是指轴瓦的壁厚相对于内径较薄的一种轴瓦。
通常情况下,薄壁轴瓦的壁厚与内径之比小于0.1。
薄壁轴瓦由于其结构简单、重量轻、摩擦小等优点,在一些低速、低负荷的场合广泛应用。
轴瓦知识培训
3润滑油楔润滑油楔位于接触范围角a值之内油槽带与轴瓦的连接处 由手工刮削而成俗称刮瓦口其主要作用有两个一是存油冷却轴瓦与 轴二是利用其圆弧楔角在轴旋转的带动下将润滑油由轴向宽度的面 连接不断地吸向承载部分使轴瓦与轴有充分良好的润滑润滑油楔部 分是由两段不规则的圆弧组成的一个圆弧楔角它将油槽带和轴瓦工 作接触面光滑地连接起来其形状如图三所示
4、推力滑动轴承
推力滑动轴承仅能承受轴向载荷由轴承座和止推轴颈等组成 与径 向轴承联合使用才可同时承受轴向与径向载荷 其常用结构如图10 - 6 所示图 a 为实心端面推力轴承这种轴承接触面上的压强分布不均匀 靠近边缘部分磨损较快很少使用图 b 为空心端面推力轴承接触面积减 小润滑条件有所改善从而避免了空心式的一些缺点图 c 为 单环式推 力轴承利用轴颈的环形端面承载结构简单常用于低速轻载的场合图 d 为多环式推力轴承采用多个环承担轴向载荷提高了承载能力另外还可 承受双方向的轴 向载荷
图一 轴瓦与瓦座、 瓦盖的接触要求
3如达不到上述要求应以瓦座与瓦盖为基准用着色法涂以红丹粉检 查接触情况用细锉锉削瓦背进行修研直到达到要求为止接触斑点达 到每25mm23~4点即可 4轴瓦与瓦座、瓦盖装配时固定滑动轴承的固定销或螺钉端头应埋 入轴承体内2~3mm两半瓦合缝处垫片应与瓦口面的形状相同其宽 度应小于轴承内侧1mm垫片应平整无棱刺瓦口两端垫片厚度应一致 瓦座、瓦盖的连接螺栓应紧固而受力均匀所有件应清洗干净 2、轴瓦刮削面使用性能要求的几大要素 1接触范围角a与接触面、接触斑点要求轴瓦的接触范围角a与接 触面要求见表一
单轴向油槽在最 大油膜厚度处 F φa
双轴向油槽开在
δ
δ
轴承剖分面上
形式:按油槽走向分——沿轴向、绕周向、斜向、螺旋线等
轴瓦油挡设计原理

轴瓦油挡是一种用于机械设备中的密封装置,主要用于防止润滑油从轴瓦之间泄漏出来,同时防止外部杂质侵入。
其设计原理如下:
1. 密封原理:轴瓦油挡通常由两个主要部分组成,一个是静密封环,另一个是动密封环。
静密封环位于轴瓦的外侧,与外部环境隔离,而动密封环则位于轴瓦的内侧,与轴相贴合。
通过这两个环的紧密配合,形成了一个密封腔,使润滑油无法从轴瓦间泄漏。
2. 润滑原理:轴瓦油挡的设计还考虑到了润滑需求。
在轴瓦内部的密封腔中,通常会注入适量的润滑油,以保证轴瓦与轴之间的润滑效果。
同时,密封腔内的润滑油也起到了防止外部杂质进入轴瓦间隙的作用。
3. 结构原理:为了确保有效的密封和润滑效果,轴瓦油挡通常采用多层结构。
静密封环和动密封环之间设有间隙,使其能够相对运动,以适应轴瓦的旋转。
此外,还可以在密封腔中设置密封垫片或使用特殊的密封材料,以增加密封效果。
通过以上的设计原理,轴瓦油挡能够有效地防止润滑油泄漏和外部杂质侵入,保证机械设备的正常运行和寿命。
不同类型的机械设备可能会采用不同的轴瓦油挡设计,但其基本原理是类似的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、直径和宽度:
B/D<0.4,窄轴承。
B/D=0.4~0.6
正常轴承。
B/D>0.6,宽轴承。
B/D的确定: 1)、结构要求。 主轴承,普通平轴瓦 带翻边轴瓦或止推片的 0.3~0.6
首尾及中间主轴承
连杆大头
0.45~1.0
0.4~0.65
连杆小头
0.85~1.15
高强化发动机中,为增大曲轴刚度,一般尽可 能加大轴颈直径和曲柄臂的厚度,常采用窄轴承。
为防止镀层中的铟,铅等元素向合金层扩 散,在镀层与合金层之间需镀一层镍,称为镍栅 层。 Pb-10Sn , Pb-10Sn-2Cu , Pb-10Sn-3Cu , Pb-10In。
第二节 轴瓦结构设计与应力计算 一、直径、宽度与轴承间隙: 结构设计的基本参数:直径 D 、宽度 B、径向 间隙⊿(轴向间隙⊿Z)。
[pmax]——许用比压。
b)、工作表面线速度。 πDn
V=
60
≤Vmax
n——轴颈转速。Vmax——许用线速度。
轴承间隙:
径向间隙 ⊿=D-d 。
相对间隙 ψ= ⊿/D (‰) 。
ψ的数值对轴承的润滑性能有极大的影响。 减小ψ值油膜承载能力提高,但ψ值过小,润滑油的 流量减少,摩擦发热加剧,使润滑油温度上升,粘 度下降,油膜厚度反而减薄。 确定实际使用的间隙时,应考虑: 1)、合理的公差范围。 轴颈和轴承孔精度愈高,间隙变动范围愈小。 在加工经济性合理的前提下,间隙公差带尽量限制 在最佳值附近的狭小范围内,保证轴承具有稳定的 承载能力。
缸径200mm以下柴油机轴瓦的⊿S
轴瓦尺寸 壁厚mm ≤3.5 >3.5 平轴瓦 ⊿S mm 0.5~1.5 0.3~1.3 翻边轴瓦 ⊿S mm 0.2~1.2 0.1~0.6
4、定位措施:
轴瓦或轴套在座孔内的固定主要依靠过盈配合,定 位措施仅保证装配轴瓦时轴瓦位置的正确性。
薄壁轴瓦主要采用定位唇。斜切口主要采用销钉。
斜切口连杆轴瓦的安装
油槽
油槽会显著降低轴承的 负荷能力,一般在负荷较 重的连杆上轴瓦及主轴下瓦最 好不开油槽。
轴颈mm
A mm
B mm
30~80
>80~150
0.013~0.025
0.015~0.035
6~8
8~12
>150~200
0.030~0.050
25~30
3、自由弹势: 轴瓦安装后,轴瓦对口平面附近贴合面压力 较低,为保证沿整个圆周具有比较均匀的贴切合压 力,在自由状态下对口平面处的开口尺寸比座孔直 径略为增大。此增大值为自由弹势⊿S。
2)、润滑要求: 油膜承载能力与轴承宽度三次方成正比。为 形成足够厚度的油膜,希望选用尽可能大的 B/D 值, 但宽度过大,润滑油的流量减少,摩擦发热加剧, 润滑油的温度上升,粘度下降,油膜 厚度反而减薄。 B/D=0.4~0.6。
3)、材料要求: 比压Pmax: Pmax pmax= D*B Pmax ——作用在轴承上的最大负荷。 ≤[pmax]
2)、零件的位置精度与变形。 若轴承孔和轴颈的位置精度,以及机体、曲 轴的刚度能严格控制,则可按最佳的ψ值选择较小 的间隙,否则,应选用稍大的间隙值,以免卡死。 3)、润滑油的滤清程度。 若选用较小的轴承间隙,润滑油的滤清精度 必需相应提高。
4)、轴承材料的要求。
巴氏合金顺应性好,选用较小的ψ值,铜基合金顺 应性较差,应选用较大的ψ值。铝基合金顺应性较 好,但线膨胀系数大,为防止起动时发热卡死,应 选用较大的ψ值。
轴瓦形状 一般发动机上,轴瓦工作表面为圆柱型, 在高速及高强化发动机上, 轴瓦形状一般以下两种形状: 1、回转双曲面轴承; 2、椭圆轴承;
2)、合金层厚度: 减薄合金层厚度对提高合金层的疲劳强度效 果十分显著。 0.2~0.7mm。
3)、涂层厚度:
0.02~0.03mm。
2、瓦口削薄量: 轴瓦以很大的过盈量装配于座孔中,瓦口附ຫໍສະໝຸດ 将产 生内缩趋势。5、止推轴承
第九章 轴瓦设计 第一节 轴瓦的工作特点与要求
一、工作条件:
1、负荷重。 2、速度高。 3、温度高。 4、变形引起的边缘负荷大。
二、轴瓦材料 对轴瓦材料的要求:
1.疲劳强度足够高 2.抗咬合性、顺应性和嵌藏性好
3.耐蚀性好 4.与钢背结合牢固,结合强度高
表面涂层材料: 工作表面覆以软金属涂层,以进一步提高 表面性能。 涂层方法:电镀。
ψ( ‰ ) 汽车发动机主轴颈,连杆 大头 柴油机主轴颈,连杆大头 巴氏合金 0.6~1.2
带镀层的铜铅合金,铅 青铜 铝基合金 铜基,铝基合金
0.75~1.0
0.80~1.5
连杆小头
0.2~0.5
止推轴承轴向间隙 0.1~0.3mm 。
二、结构细节设计: 1、壁厚、合金层、涂层厚度。 1)壁厚: 轴 <50 50~100 >100 径 t/d 0.04~0.065 0.025~0.05 0.02~0.035