焊接残余应力讲义
07-焊接残余应力
2、试件装配 、 ⑴钝边0.5~1㎜无毛刺。 ⑵清理坡口面及坡口正反面两侧各 正反面两侧各20mm范围内的油污、锈 正反面两侧各 蚀、水分及其它污物,直至露出金属光泽。 ⑶装配间隙为0~2mm。 ⑷定位焊采用与焊接试件相同牌号的焊条 定位焊采用与焊接试件相同牌号的焊条,定位焊的位置 定位焊采用与焊接试件相同牌号的焊条 应在试件两端的对称处,将试件组焊成十字形接头,四条 定位焊缝长度均为 ~15mm。 焊缝长度均为10~ 焊缝长度均为 3、焊接工艺参数 、 垂直固定管焊焊接工艺参数选择见下表
对于承受重载荷或动载荷的较厚钢板角焊结构 也可以在垂直焊件上开双单 边V形坡口。如右上图a所示。 使用于4mm 以下厚板结构, 也可以在垂直焊件上开双单边 V形坡口。 其操作方法与多层多道焊相似。 ⑷ 船形焊 在生产实际中尽可能将焊件反转 将焊件反转 45。,使焊条处于垂直位置 使焊条处于垂直位置的焊 接叫船形焊如右下图所示。
钢板厚度(mm) 最小焊脚尺寸(mm) >=2 ~ 3 2 >3 ~ 6 3 >6~ 9 4 >9 ~ 12 5 >12 ~ 16 6 >16 ~ 23 8
⑵焊缝表面不得有裂纹、未熔合、夹渣、气孔、焊瘤和未 焊透等缺陷。 ⑶焊缝表面的咬边深度 <=0.5mm,两侧的咬边总长度不得超 过焊缝长度的10%。 ⑷焊缝的凹度或凸度(见右图) 应小于1.5mm。 ⑸焊脚应对称,其高<=2mm。 ⑹焊件上非焊道处不得有引 弧痕迹。
消除应力退火 机械拉伸法 温差拉伸法 振动时效
消除应力退火 含义:焊后把焊件总体或 焊后把焊件总体或 局部均匀加热至相变点以下 某一温度,保温一定时间, 某一温度,保温一定时间, 然后均匀缓慢冷却,从而消 然后均匀缓慢冷却 除残余应力的方法。 方法: 整体消除应力退火法 整体 局部消除应力退火法。 局部 振动时效 将焊接结构在其固有频率下进行数分钟至数十分钟的 固有频率下进行数分钟至数十分钟的 振动处理, 振动处理,以消除残余应力。
焊接残余应力的测定讲解
2、横向残余应力
垂直焊缝中心线的残余应力称为横向残余应力,它的产生主要是 有两个方面造成的。 (1)、焊缝及其附近区的纵向收缩引起的横向残余应力,其分布 如图2所示的 分布主要受焊缝长度的影响 ('2)、焊缝及其近区的横向收缩引起的横向应力 y 这主要是由于焊缝横向收缩的不同时引起的与焊接的顺序和方向 有关。如图3所示 ' '' 在一般的焊接接头中,都存在 y 和 y ,所以最终的横向残余 '' ' 应力都将有 y 和 y 来决定。因此影响的因素有以下几个 方面 (1)、焊接方向和焊接顺序 (2)、焊缝长度 (3)、拘束度
(二)、焊接残余应力的测定方法及基本原理
焊接残余应力的测定方法按测试原理可分为应力释放法和物理的方法。 其中以应力释放法应用较为普遍。 1、应力释放法主要包括切条法、切槽法,小孔法,逐层铣削法等,这里 主要介绍切条法和小孔法。 l (1)、切条法 特点:费工时,加工麻烦,完全破坏焊件,是用于实验室进行研究工作。 要求:准备仔细,加工精细,测量准确。 原理:如图4所示,将需测定内应力的焊件划分几个区域(如:横 向应力区、纵向应力区)在各区的待测点上贴上应变片或加工好标距 孔,然后测定他们的原始数据读数。在靠近测量点处将焊件沿垂直于 焊缝方向切断,并在各测量点间切出几个梳妆的切口,是内应力得以 释放。对于某一梳条,用电阻应变仪量的释放前后的应变量差值, 则相应焊缝残余应力为:
一、实验装置及实验材料
(1)、熔化极氩弧焊 (2)、直流(或交流)电焊机 (3)、静态电阻应变仪 (4)、预调平衡箱 (5)、万用表 (6)、钳式电流表 (7)、交流电压表 (8)、16Mn钢,Q235钢,450×75×8mm (9)、电焊条J507,J422,φ3.2;φ4.0 若干根 (10)、焊丝H08A,φ1.6mm (11)、应变片30片 (12)、0号铁砂布、丙酮或四氯化碳、502号胶、绝缘胶 布、石蜡、导线、焊锡工具、钎料、钎剂、锯条及锯弓 等。
《残余应力测量 》课件

通过对数据处理算法的优化,提高测量数据的处 理速度和准确性,从而提升测量准确度。
3
多参数测量融合
将多种参数测量结果进行融合,如表面形貌、材 料成分等,以更全面地反映材料的残余应力状态 。
THANKS
感谢观看
域产生残余应力。
对产品的影响
01
降低产品强度和疲 劳寿命
过大的残余应力可能导致产品在 使用过程中过早出现疲劳裂纹, 降低产品的疲劳寿命。
02
影响产品尺寸稳定 性
残余应力会导致产品在使用过程 中发生变形,影响产品的尺寸稳 定性。
03
引发应力腐蚀开裂
在某些腐蚀环境下,残余应力可 能会引发应力腐蚀开裂,对产品 的安全性能造成威胁。
光学干涉技术
利用光学干涉原理,通过测量材料表面的微小形变来推算残余应力 。
磁性测量技术
利用磁性材料的磁致伸缩效应,通过测量材料的磁致伸缩系数来反 演残余应力。
应用领域的拓展
航空航天领域
随着航空航天技术的不断发展,对飞机和航天器的结构健康监测要 求越来越高,残余应力测量技术将广泛应用于航空航天领域。
新能源领域
在新能源领域,如太阳能和风能等,需要对大型结构件进行残余应 力测量,以确保其安全性和稳定性。
汽车工业领域
汽车工业中,对汽车零部件的残余应力测量需求越来越大,以保障汽 车的安全性能和寿命。
测量准确度的提高
1 2
新型传感器技术
采用新型传感器技术,如高精度光纤传感器和纳 米压痕传感器等,以提高测量准确度和分辨率。
建筑领域
在建筑领域,残余应力的存在可能导致桥梁、高层建筑等结构出现裂纹、变形或破坏。
通过残余应力测量,可以评估结构的稳定性和安全性,为建筑物的维护和加固提供科学依据,确保建 筑物的长期使用安全。
焊接残余应力与变形PPT课件

加热线
加热位置
41
第41页/共51页
(2)加热温度
结构钢火焰矫正加热温度一般为650~700℃之间。 一般用眼睛观察加热部位的颜色来判断加热的大致温度 (可用试温笔)。
颜色
温度℃
深褐红色 550~580
褐红色 580~650
暗樱红色 650~730
深樱红色 730~770
颜色 樱红色 淡樱红色 亮樱红色 桔黄色
喷水法散热 散热垫法散热
水浸法散热
34
第34页/共51页
三.选择合理的焊接方法
选择合理的焊接方法,可有效的减少焊接变形。 等离子弧焊 、氩弧焊、 CO2保护焊、手工电弧
焊、气焊,在保证熔透和焊缝无缺陷的前提下,应 尽量采用小的焊接热输入。
35
第35页/共51页
四.焊接变形的矫正
利用外力使构件产生与焊接变形方向相反的塑 性变形,使两者相互抵消。 焊接变形的矫正有:
第2页/共51页
(1)温度应力
温度应力:由于构件受热不均匀引起的内应力。 产生条件:受热不均匀 温度均匀结果:应力残留或消失(如 果温度应力不高,即低于材料的屈服
极限,T s ,即温度应力在弹性范
围内时,在框架中不产生塑性变形, 当框架的温度均匀化后,热应力随之 消失)。
第3页/共51页
(2)组织应力
β
第19页/共51页
1)堆焊时产生的角变形
平板堆焊高温区金属的热膨胀受到附近温度较低区 域金属的阻碍受挤压,(压缩塑性变形)。
焊接面压缩塑性变形>背面 角变形。
平板堆焊角变形的形成过程
第20页/共51页
(1) 角变形产生原因 焊接热量在厚度方向上的不均匀分布,同 时也取决于焊接的刚度。 焊接层数和焊接线能量与板厚的影响。
无损焊接残余应力 x射线

无损焊接残余应力 x射线一、无损焊接残余应力的介绍无损焊接残余应力是指焊接过程中由于热影响造成的焊接接头附近产生的应力。
焊接过程中,电弧或火焰的高温加热使得被焊接的材料局部膨胀,而冷却后又会产生收缩,导致焊接接头附近产生残余应力。
焊接过程中的残余应力对于焊接接头和焊接件的性能和寿命有着重要的影响。
首先,焊接残余应力会导致焊接接头的变形,使得焊接接头处于不稳定状态,容易产生裂纹和断裂。
其次,焊接残余应力也会影响焊接接头的力学性能,降低焊接接头的承载能力和抗疲劳性能。
最后,焊接残余应力还会影响焊接接头和焊接件的耐腐蚀性能,加速材料的腐蚀和氧化。
二、无损焊接残余应力的测试方法为了有效评估焊接件的残余应力,可以采用多种无损测试方法,其中最常用的是X射线方法。
X射线是一种电磁辐射,其波长较短,能够穿透物质并在后方产生相对强度较高的影像。
通过X射线检测,可以观察到物体内部的缺陷、残余应力等信息。
在焊接残余应力的测试中,常用的X射线测试方法有普通射线法和应力分析法。
1.普通射线法:通过拍摄焊接件的普通X射线照片,利用像差或位移等现象来分析焊接接头的残余应力。
该方法简便,但只能获得定性的结果,对残余应力的大小和分布不能进行准确的定量分析。
2.应力分析法:该方法是通过测量残余应力造成的晶体晶格畸变来评估焊接接头的残余应力。
该方法相对于普通射线法来说,可以获得较为准确的残余应力大小和分布图,但需要对测试结果进行一定的处理和分析。
三、利用X射线检测焊接残余应力的应用1.评估焊接件质量:通过X射线检测焊接件的残余应力,可以评估焊接接头的质量,并及时采取相应措施改善焊接工艺,避免焊接接头的断裂和故障。
2.优化焊接工艺:通过对焊接接头进行X射线检测,可以了解焊接接头的残余应力分布情况,进而优化焊接工艺,降低焊接接头的残余应力,提高焊接接头的性能和寿命。
3.预防裂纹和断裂:焊接接头的残余应力往往是导致裂纹和断裂的主要原因之一。
焊接残余应力和焊接残余变形
3 焊接残余变形 • 残余变形形式
图8 焊接变形的基本形式
4 减少焊接残余应力和焊接残余变形的方法 • 采取合理的施焊次 序 • 施焊前加相反的预 变形 • 焊前预热,焊后回 火
图9 合理的施焊次序
图10 反变形 及局部加热
5 合理的焊缝设计
• 焊接位置要合理,布置应尽量对称于截面重心 • 焊缝尺寸要适当,采用较小的焊脚尺寸
焊接残余应力和焊接残余变形
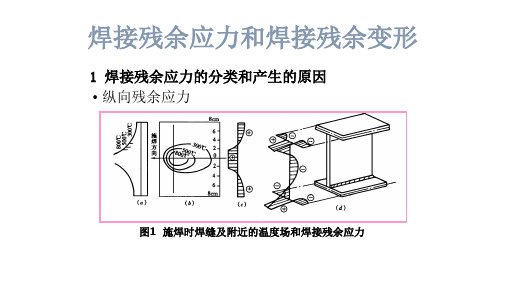
1 焊接残余应力的分类和产生的原因 • 纵向残余应力
图1 施焊时焊缝及附近的温度场和焊接残余应力
1 焊接残余应力的分类和产生的原因 • 横向残余应力
图2 横向残余应力产生的原因
1 焊接残余应力的分类和产生的原因 • 厚度方向的残余应力
• 约束状态下的焊接应力
图3 厚度方向的焊接应力
图4 约构静力强度的影响
图5 残余应力对静力强度的影响
2 焊接残余应力的影响 • 对结构刚度的影响
图6 有残余应力时的应力与应变
2 焊接残余应力的影响 • 对压杆稳定的影响 • 对低温冷脆的影响 • 对疲劳强度的影响
图7 三轴焊接残余应力
• 焊缝不宜过分集中
• 应尽量避免三向焊缝交叉 • 考虑钢板分层问题 • 焊条易达到 • 避免仰焊
5 合理的焊缝设计
图61 合理的焊缝设计
3.4焊接残余应力和焊接变形
三、焊接变形 焊接变形包括:纵向收缩、横向收缩、弯曲变形、 焊接变形包括:纵向收缩、横向收缩、弯曲变形、 角变形和扭曲变形等 通常是几种变形的组合。 角变形和扭曲变形等,通常是几种变形的组合。
自学) 四、减小焊接残余应力和焊接变形的措施(自学)
1、设计上的措施; 设计上的措施; (1)焊接位置的合理安排 (2)焊缝尺寸要适当 焊缝数量要少, (3)焊缝数量要少,且不宜过分集中 (4)应尽量避免两条以上的焊缝垂直交叉 (5)应尽量避免母材在厚度方向的收缩应力 2、加工工艺上的措施 (1)采用合理的施焊顺序 (2)采用反变形处理 小尺寸焊件, (3)小尺寸焊件,应焊前预热或焊后回火处理
当板件全截面达到f 当板件全截面达到 y,即N=Ny时:
N =N +(B b ⋅t⋅ fy =B t⋅ fy −) ⋅ y t
2、对结构刚度的影响
t fy B
N
f
f
N N
fy b
+
N
b
+
-
-
A、当焊接残余应力存在时,因截面的 部分拉应 、当焊接残余应力存在时,因截面的bt部分拉应 故该部分刚度为零(屈服), ),这时 力已经达到f 力已经达到 y ,故该部分刚度为零(屈服),这时 作用下应变增量为: 在N作用下应变增量为: 作用下应变增量为
6.为什么采用钢材的屈服点fy作为设计强度标 准值?无明显屈服点的钢材,其设计强度值 如何确定?
• 选择屈服点作为结构钢材设计强度标准值是因为:(1)它是 钢材开始塑性工作的特征点,钢材屈服后,塑性变形很大, 极易为人们察觉,可及时处理,避免发生破坏;(2)从屈服 到钢材破坏,整个塑性工作区域比弹性工作区域约大200 倍,且抗拉强度与屈服点之比(强屈比)较大,是钢结构的 极大后备强度,使钢材不会发生真正的塑性破坏,十分安 全可靠。对无明显屈服点的钢材,以卸载后试件的残余应 变为0.2%所对应的应力作为屈服点。
第10讲残余应力ppt

变形程度和残余应力能量的关系曲线 1.第一、第二及第三种残余应力总能的变化曲线;2.第一种残余应力能量变化曲线;3.第二及第三种残余应力总能量变化曲线
泄峙蓬鬃歼椎咐素惮甸焊况惹瓦盆牌验怀疡水五脱续祈到先夺雷咬苇尘舱第10讲残余应力ppt第10讲残余应力ppt
第五章 塑性变形的不均匀性
主要内容 Main Content 变形不均匀的基本概念 变形不均匀的原因 减小变形不均匀的措施 残余应力
蔑柏肛褒抹基幌肋内寿半惟哭染壮矽诗越坤累季睛已步刮龄诡浙缠吩走准第10讲残余应力ppt第10讲残余应力ppt
5.4 残余应力
残余应力的概念 变形条件对残余应力的影响 残余应力引起的后果 减小残余应力影响的措施 残余应力的测定方法
变形与钻孔横断面积关系
买债唐杀匝踌兵滓粱丰靡殃厌吏畔碾震妄荧忻困介寝毡坎器羚御隘饥足缮第10讲残余应力ppt第10讲残余应力ppt
纵向应力 切向应力 径向应力 式中
F
阜斧恕炔炊啄谅睁缕挂陡叼库宣湾苇录室夯娩撩复杨貉桅垢会曼茨威篙聊第10讲残余应力ppt第10讲残余应力ppt
变形条件对残余应力的影响
残余应力与附加应力一样也同样受到变形条件的影响。其中主要是变形温度、变形速度、变形程度、接触摩擦、工具和变形物体形状等等。
锨娠展惯维彬殖位浩尾给芦侥蚕舱蒜廷翘券潞司深疙塔悍侮擦瑞找谜风谴第10讲残余应力ppt第10讲残余应力ppt
变形温度
在确定变形温度的影响时应注意到在变形过程中是否有相变存在。若在变形过程中出现双相系时,将会引起第二种附加应力的产生,从而使残余应力增大。 但在一般情况下,当变形温度升高时,附加应力以及所形成的残余应力减小。温度降低时,出现附加应力和从而出现残余应力的可能增大。因此,即使是对单相系金属也不允许将变形温度降低到某一定值以下。 在变形过程中温度的不均匀分布是产生极大附加应力的一个原因,自然也是产生极大残余应力的一个原因。如果变形过程在高于室温条件下完成时,具有某一数值的残余应力时,则此残余应力会因物体冷却到室温而增加。
焊接残余应力解析
第三节 焊接残余应力
(二)内应力对刚度的影响
左:T形梁切削-应力释放-内应力重新分布-挠曲 右:焊接齿轮箱油孔,加工第2孔变形影响1孔精度
第三节 焊接残余应力
㈢内应力对机械加工精度和尺寸稳定性的影响
第三节 焊接残余应力
3.4减小焊接残余应力的措施 (一)设计措施
正确布置焊缝,从而避免应力叠加,降低应力峰值
1.在保证焊件强度的前提下,尽量减少焊缝数量和 减小焊缝尺寸
2.避免焊缝过分集中,焊缝间应保持足够的间距。
第三节 焊接残余应力
第三节 焊接残余应力
尽可能避免设计交叉焊缝
避免管孔焊缝与相邻焊缝的HAZ重合 焊缝间距大于三倍钢板厚度,且不小于100mm
第三节 焊接残余应力
第三节 焊接残余应力
3.焊缝不要布置在高应力区及断面突变的地方,以避免应力集中
第三节 焊接残余应力
1、纵向收缩引起的 2、横向收缩的不同时性
㈡ 横向应力(垂直于焊缝轴线方向的应力)
+
第三节 焊接残余应力
焊件长宽比增加时,可能随之增大 焊缝足够长时,中间拉应力降低,趋于零的倾向。
+
第三节 焊接残余应力
横向收缩的不同时性 在焊接末段部位产生横向拉伸应力。最终横向应力是由上述两种应力合 成的,因此,从减小总横向应力来看,应尽量采用由中间向两端施焊。
由于不均匀加热和冷却而引起,取决于加热和冷却时的温度梯度,是形 成焊接残余应力的主要原因。
2.间接应力
由焊前加工状况所造成的应力。如焊前构件经轧制或拉拔产生的应力, 会叠加到焊接残余应力上去。此外,焊件受外界约束产生的拘束应力也 属于此类应力。
3.组织应力
焊接接接头区产生不均匀的组织转变而产生的应力,也就是相变造成的 比容变化而产生的应力。
焊接过程中的变形与残余应力分析

焊接过程中的变形与残余应力分析引言:焊接是一种常见的金属连接工艺,广泛应用于制造业和建筑工程中。
然而,在焊接过程中,由于高温和冷却过程中的热收缩,会导致焊接件发生变形和残余应力。
本文将探讨焊接过程中的变形和残余应力产生的原因,并介绍一些常见的分析方法和解决方案。
一、焊接过程中的变形1.1 焊接热源对金属的影响焊接过程中,焊接热源的加热会引起焊接件的温度升高,导致焊接件发生热膨胀。
当焊接完成后,焊接件冷却时,会发生热收缩。
这种热膨胀和热收缩会导致焊接件发生变形。
1.2 焊接过程中的应力分布焊接过程中,焊接热源引起的温度变化会导致焊接件内部产生应力。
这些应力会导致焊接件发生变形。
特别是在焊接过程中,焊接件的不同部位会受到不同的应力作用,从而引起焊接件的变形。
二、焊接过程中的残余应力2.1 焊接残余应力的形成机制焊接过程中,焊接件在冷却过程中会发生热收缩,但由于焊接件与周围环境的约束,无法自由收缩。
这导致焊接件内部产生残余应力。
残余应力的大小和分布会影响焊接件的性能和使用寿命。
2.2 焊接残余应力对焊接件的影响焊接残余应力会导致焊接件发生变形、裂纹和变脆等问题。
残余应力还会降低焊接件的疲劳寿命和承载能力。
因此,对焊接残余应力进行分析和控制是确保焊接质量的重要环节。
三、焊接过程中变形与残余应力的分析方法3.1 数值模拟方法数值模拟方法是一种常用的分析焊接过程中变形和残余应力的方法。
通过建立焊接过程的数学模型,可以模拟焊接过程中的温度场和应力场。
这种方法可以预测焊接件的变形和残余应力,并优化焊接工艺参数。
3.2 实验方法实验方法是另一种常用的分析焊接过程中变形和残余应力的方法。
通过测量焊接件的变形和残余应力,可以了解焊接过程中的变形和残余应力分布。
实验方法可以验证数值模拟结果的准确性,并为焊接工艺的优化提供参考。
四、焊接过程中变形与残余应力的解决方案4.1 焊接变形的解决方案为了减少焊接变形,可以采取以下措施:- 优化焊接工艺参数,如焊接速度和焊接顺序,以减小热输入和热影响区域。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接残余应力讲义
张思功
0317
焊接应力:钢材焊接时在焊件上产生局部高温的不均匀温度场,焊接中心处可达1600o C以上,高温部分钢材要求较大的膨胀伸长但受到邻近钢材的约束,从而在焊件内引起较高的温度应力,并在焊接过程中随时间和温度而不断变化,称为焊接应力。
焊接残余应力:焊接应力较高的部位将达到钢材屈服强度而发生塑性变形,因而钢材冷却后将有残存于焊件内的应力,称为焊接残余应力。
当局部受热温度较低时,温度应力和变形将在弹性范围以内,并随温度的升降而按比例增减。
钢板完全冷却后,应力和变形恢复到零,不产生残余应力(假定原始钢板无残余应力)或残余变形。
当局部受热温度较高,达到100~150o C(Q235钢)或150~200o C(低合金结构钢)时,钢板中央部分热胀受抑制引起的温度压应力将达到钢材屈服强度;温度再升高
时则进入塑性受压状态,即继续压缩时钢材只发生压缩变形(塑性变形)而应力保持受压
不变。
(屈服时,应力不增加但应变会继续增加。
)
在厚度不大的焊接结构中,残余应力基本上是双轴的,即只有纵向和横向残余应力,如图1所示的和,而厚度方向温度大致均匀,残余应力很小。
只在厚度大的焊接结构
中,厚度方向的应力才达到较高的数值。
图1 焊接残余应力
1.纵向焊接残余应力
焊接结构中的焊缝(求其是组合构件中的纵向焊缝)沿纵向(焊缝长度方向)收缩时,将产生纵向焊接残余应力。
2.横向焊接残余应力
焊接结构的横向(垂直于焊缝长度方向)焊接残余应力是由焊缝及其附近
塑性变形区纵向收缩所引起的,以及因焊缝全长的不同时(有先后顺序)焊
接引起的横向收缩不同时性所引起的合成的。
以钢板对接焊缝为例,焊缝纵向收缩使两侧钢板趋向于形成相反方向的弯曲变形,但实际上焊缝将两侧钢板连成整体不能分开,因而就产生中部受拉两端受
压的自相平衡的横向焊接残余应力,如图2(b)所示.横向收缩不同时性引起的
横向焊接残余应力与焊接方向和顺序有关。
每一段焊缝冷却时的横向收缩使
其本身横向受拉(注意这一段焊缝是最后焊接的部位),而对邻近先焊的已冷却凝固部分为横向偏心受压(这一段是指中间焊缝部位),因应力自相平衡,更远处的另一端焊缝则受拉应力,如图2(c)所示。
图2 焊缝横向焊接应力
3.厚度方向的焊接应力
较厚钢材焊接时,厚度中部冷却比表面缓慢,会引起厚度方向的焊接残余应力(厚度中部受拉而上下表面为零);且纵向和横向焊接残余应力和在厚
度方向为不均匀分布。
具体分布状况与焊接尺寸和焊接工艺密切相关。