成品组装工艺流程图
SMT工艺制程详细流程图(更新版)

目 录
• SMT工艺简介 • SMT工艺流程 • SMT工艺材料 • SMT工艺设备 • SMT工艺质量与可靠性 • SMT工艺发展趋势与挑战
01 SMT工艺简介
SMT工艺定义
01
SMT工艺是一种表面组装技术,通 过将电子元件直接贴装在印刷电路 板(PCB)表面,实现电子产品的 组装和集成。
在选择贴片元件时,需要考虑 其电气性能、机械性能、可靠 性、成本等因素。
钢板
01
钢板在SMT工艺中起到支撑和定位电子元件的作用,是重要的 辅助材料之一。
02
钢板通常采用不锈钢或镀锌钢板制成,具有高强度、耐腐蚀、
不易变形等特点。
在选择钢板时,需要考虑其尺寸、精度、平整度、强度等因素,
03
以确保良好的支撑和定位效果。
图像处理系统用于处理和识别拍摄到的图像。
检测设备的精度和可靠性对于产品质量和生产效率有着至关重要的影响。
05 SMT工艺质量与可靠性
质量检测方法
视觉检测
通过高分辨率相机和图像处理技术, 对SMT制程中的元件放置、焊接质量 等进行实时检测。
自动光学检测(AOI)
利用光学原理对焊接后的PCB进行检 测,识别焊接缺陷、元件错位等问题。
02
SMT工艺涉及的设备包括贴片机 、印刷机、回流焊炉等,通过自 动化生产线完成电子元件的快速 、高密度组装。
SMT工艺特点
01
02
03
高密度组装
SMT工艺可以实现高密度、 小型化的电子元件组装, 提高电子产品的性能和可 靠性。
自动化程度高
SMT工艺采用自动化生产 线,提高了生产效率和产 品质量。
环保节能
SMT工艺使用的材料多为 无铅环保材料,有利于环 保和节能减排。
生产工艺流程图模板

生产工艺流程图模板生产工艺流程图是一种图形化展示生产过程中各个环节和流程的文档,它可以帮助我们直观地了解生产过程的顺序和关联,以及每个环节和流程的具体要求和执行步骤。
下面是一个生产工艺流程图的模板,用于展示一个产品从原材料到成品的完整生产工艺流程。
1. 准备阶段:- 获取原材料:列出所需原材料的名称和数量,以及获取原材料的渠道。
- 运输原材料:说明原材料的运输方式和所需时间,以及将原材料运输到生产车间的具体流程。
- 储存原材料:描述将原材料存放在何处,以及原材料的储存条件和期限。
2. 加工阶段:- 加工步骤1:详细说明第一道工序的加工步骤,涉及的材料和工具,以及所需时间和操作要求。
- 加工步骤2:重复上述步骤,对所有工序进行描述,直到最后一个工序。
- 质量检验:说明每个工序完成后如何进行质量检验,以确保产品符合质量要求。
- 故障处理:指出如果在加工过程中发生故障或出现问题时,应采取哪些措施进行处理。
3. 装配阶段:- 零部件准备:说明在装配阶段中需要使用的零部件和数量,以及如何获取和储存这些零部件。
- 装配步骤1:详细描述第一道装配步骤,包括所需零部件和工具,以及操作要求和所需时间。
- 装配步骤2:重复上述步骤,对所有装配步骤进行描述,直到最后一个步骤。
- 完成装配:说明在装配完成后如何进行质量检验,以保证最终产品的质量。
4. 测试阶段:- 功能测试:列出对产品进行的功能测试项目和要求,以及测试所需的测试设备和时间。
- 安全性测试:说明产品安全性测试的内容和要求,以及测试所需的设备和时间。
- 可靠性测试:描述对产品进行的可靠性测试项目和要求,以及测试所需的设备和时间。
5. 包装和出厂:- 包装方式:指明产品的包装方式和包装材料,以及包装的具体步骤和要求。
- 标签和标记:说明在包装过程中如何对产品进行标签和标记,以及标签和标记的内容和要求。
- 出厂检验:详细描述产品出厂前的最后一道质量检验项目和要求,以确保出厂产品的质量。
组装工艺流程课件

扬声器引线摆放到主 板与天线之间空隙处
组装工艺流程
14
xx
四、装摄像头、天线组件(3)
图五、安装振动器
图六、锁天线组件螺丝
螺钉
振动器安装位置(线不可露出 PCBA外,必须从天线组件开槽 位走线,并按此图方式整好)
组装工艺流程
15
xx
四、装摄像头、天线组件(4)
注意事项: 1.注意保持工作台面的清洁,做好5S; 2.作业前必须带好引线式防静电环; 3.操作需轻拿轻放,拿取时尽量拿PCBA两侧,单手一次性只可拿取1块PCBA, 且PCBA不可直接碰撞/叠放在一起,放置时不得采用抛、丢的动作; 4.作业中出现异常情况,须及时通知有关管理或工程人员处理; 5. 先调好规定的电批扭力0.65±0.05kgf.cm,试打2台确认OK后方可继续(各机型 扭力请参考SOP); 6.锁螺丝时电批要垂直对准螺丝孔位往下锁,螺丝需锁密合,不可有滑牙、段 差、未锁到位、漏锁等不良现象; 7.电批扭力每4hr.校准一次。
组装工艺流程
27
xx
八、装主板组合品至A壳(1)
图一、前工位主板组合品
图二、前工位A壳组合品
组装工艺流程
28
xx
八、装主板组合品至A壳(2)
图三、装主板至A壳
注:A壳上5个导电布 需与主板接触到并压 在主板下,不可翘起 (图示画圈位置)
各卡扣、卡位需对准 卡装到位且需平行
MIC及引线安装卡槽(MIC引 线边朝内,引线不能超出壳体 且不能露在PCBA上)MIC保 护套不可脱落
NG
OK
装孔塞、镜片、手写笔、贴 易碎贴
外观检查
NG
OK 贴保护膜
OK 修理
装PCBA组合品至A壳
组装工艺流程图

工艺流程图解
(带控制点的工艺流程图,工艺管道及仪表流程图)
这几种图由于要求不同,其内容和表达的重点也不一 致,但彼此之间却有着密切的联系。
02
1.2 工艺流程框图
※ 工艺流程框图是绘制工艺草图的依据。 ※ 框线用细实线,箭头线用粗实线; ※ 框内写化工过程(化工单元操作); ※ 操作条件及物料写在框外。
比例:不要求
图幅:A1 , A2 、 A3或加长其长边;
施工图设计需出图时用A1.
1.4 物料流程图
1.4.3 绘制步骤 ⑴先画图形 从左到右 按工艺流程顺序依次用 细实线画设备图例。 ⑵画管线 主物料管线用粗实线; 辅助物料管线用中实 线。 ⑶表格
⑷填写标题栏
序号 名 称 Kg/h- W% 1
反应器
R
泵
P
工业炉
F
压缩机、风机 C
容器
V
换热器
E
起重运输设备 L
其他设备
X
其他机械
M
1.5 带控制点的工艺流程图(PID)
②主项编号:按工程负责人给定的主项编号填写,采用 两位数字,从01—99.
③设备顺序号:按同类设备在工艺流程中流向(从左到 右,由上向下)的先后顺序编制,采用三位数表示,第 一个数表示设备所在楼层,后两位为顺序号01—99.
④相同设备的数量尾号:两台或两台以上相同设备并联 时,它们的位号前三项完全相同,用不同的数量尾号予 以区别,按数量和排列顺序依次以大写英文字母A、B、 C…作为每台设备的尾号。在设备一览表中可表示为A/C 或A-C.如:P05102A-C
1
乙苯 191 18
2 对二甲苯 191 18
3 间二甲苯 424 40
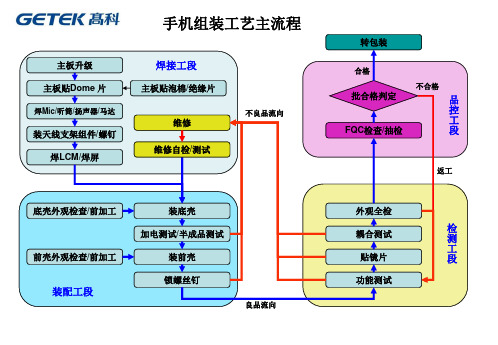
手机组装工艺主流程图
6 检查焊接效果和锡渣残留;
注意事项:
1 作业前点检烙铁温度,拖焊温度: 340 ±10˚C;拖焊时间:5-8秒; 2 金手指贴合要平整,对位准确; 3 手及手指不能有脏污,以免污染金手指; 4 保持作业台清洁; 5 不可有残锡/残渣/锡珠; 6 带静电环; 7 拿取主板时,不可抓捏金手指位置; 8 拉尖或突起不过超过1/3 间距; 9 主板上锡不可过多,以防短路; 10 使用马蹄形或刀口形烙铁头;
贴按键膜/Dome片/锅仔片工艺标准 文件编号:HS-QS-EG-ES-01
主要品质不良项目: 有脏污/异物时,出现手感
1 按键手感不良;
或功能不良;
脏污
2 按键无功能;
品质不良控制点:
图一
1 锅仔内脏污; 2 锅仔/Dome偏位; 3 静电防护/防损坏;
折接地脚时避免暴露锅仔或 折好的 弄脏锅仔、无保护膜的锅仔 接地脚 片不可长时间暴露;
重工/返工/返修流程及重工品的管理
烧机ห้องสมุดไป่ตู้
焊接作业
成品机头
半成品测试 组装/锁螺钉 功能测试 外观全检 耦合测试 二检
成品机头
重工品
不良项确认
拆解/分解 判定主板不良
非主板不良
不良记录
在库/供应商/售后不良主板
主板不良
不良主板 主板不良分析 主板维修/处理
包装 入库
更换/标识
主板维修记录
IPQC 确认
接地脚
图三
锅仔
图五
定义及说明:
焊接工段贴合工位培训及考核试题
HS-QS- HR-WI- 001
1.
Dome 片---又名按键膜、锅仔片,由粘贴膜、锅仔、防静电涂层组成,一般设有定位孔、LED 开孔、接地引脚、网
(完整版)生产机加工件工艺流程图(最新整理)
管理项目
原材料入库
先入先出
原材料进口检查
实施进口检查
N/A
原材料储存 原材料分类 原材料加工 CNC 加工 零部件尺寸检验 氧化、着色、抛光 产品组装 成品检查
移动至原材料仓库保管 加工前原材料分类 产品的加工 产品的精密加工 测量零件尺寸 表面处理 产品组装 最终检查
分规格保管 按加工工艺分
按顺序进行 尺寸 尺寸
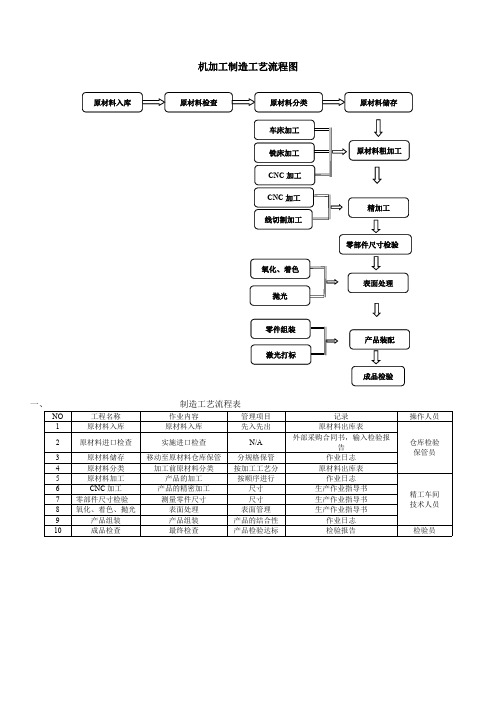
机加工制造工艺流程图
原材料入库
原材料检查
原材料分类 车床加工 铣床加工 CNC 加工 CNC 加工 线切割加工
氧化、着色 抛光
原材料储存
原材料粗加工 ☆
精加工 零部件尺寸检验
表面处理
零件组装 激光打标
产品装配 成品检验
一、
NO 1
2
3 4 5 6 7 8 9 10
工程名称 原材料入库
制造工艺流程表
作业内容
表面管理 产品的结合性 产品检验达标
记录 原材料出库表 外部采购合同书,输入检验报
告 作业日志 原材料出库表 作业日志 生产作业指导书 生产作业指导书 生产作业指导书 作业日志 检验报告
操作人员 仓库检验 保管员
精工车间
装配工艺过程卡和工艺流程图

工艺流程图产品名称产品图号LED显示屏电缆AAA-1信号线制作流程电源线加工流程旧底图总号更改标记数量更改单号签名日期签名日期第3页项宏红2013.10 拟制共7页底图总号项宏红2013.10 审核第1册魏纤2013.10 标准化共1册工艺流程图产品名称产品图号LED显示屏电装AAA-2LED显示屏电装基本流程旧底图总号更改标记数量更改单号签名日期签名日期第 4 页项宏红2013.10 拟制共7 页底图总号项宏红2013.10 审核第 1 册魏纤2013.10 标准化共1 册装配工艺过程卡片产品名称LED显示屏名称电装-元件加工产品图号AAA-3 图号装入件及辅助材料工作地工序号工种工序(步)内容及要求设备及工装工时定额序号代号、名称、规格数量1 电容、发光二极管电装车间装配工发光二极管加工:H=T(印制板厚度)+L(1.5mm)=3.1±0.2mm,电容成型按《元器件预加工典型工艺》GLL.780.0001要求加工,成型后电容引脚应垂直,剪切口无毛刺。
LED自动剪脚机手工发光二极管发光二极管加工:H=T(印制板厚度)+L(1.5mm)=3.1±0.2mm电容:成型后电容引脚应垂直,剪切口无毛刺。
H=3.1±0.2mm 旧底图总号底图总号更改标记数量更改单号签名日期拟制项宏红魏纤2013.10 审核魏纤2013.10标准化第5页共7 页批准描图: 描校:H工艺流程图产品名称产品图号LED显示屏封装AAA-4LED显示屏封装基本流程旧底图总号更改标记数量更改单号签名日期签名日期第6 页项宏红2013.10 拟制共7 页底图总号项宏红2013.10 审核第1 册魏纤标准化共1 册工艺流程图产品名称产品图号LED显示屏组装AAA-5LED显示屏组装基本流程旧底图总号更改标记数量更改单号签名日期签名日期第7 页项宏红2013.10 拟制刘凯2013.10共7 页底图总号项宏红2013.10 审核郭东超2013.10第 1 册魏纤2013.10 标准化共 1 册。
装配车间流程图

装配车间流程图引言概述:装配车间是一个重要的生产环节,它承担着将零部件组装成成品的任务。
为了更好地管理和控制装配车间的生产流程,制作一份装配车间流程图是非常有必要的。
本文将详细介绍装配车间流程图的五个部分,包括零部件准备、装配工艺、质量检验、包装和出货等。
一、零部件准备:1.1 零部件采购:装配车间需要与供应商合作,及时采购所需的零部件。
在流程图中,可以标注出与供应商的合作环节,包括采购申请、供应商选择、合同签订等。
1.2 零部件入库:采购的零部件需要正确地入库,并进行分类和标记,以便后续的使用。
在流程图中,可以展示零部件入库的过程,包括验收、分类、标记等。
1.3 零部件配送:根据生产计划,将所需的零部件配送到相应的装配工位。
在流程图中,可以标注出零部件的配送路径和方式,确保零部件能够准时到达装配工位。
二、装配工艺:2.1 工艺规划:装配车间需要制定详细的装配工艺,包括装配顺序、工艺参数等。
在流程图中,可以展示工艺规划的过程,包括工艺设计、参数设定等。
2.2 装配操作:根据工艺规划,进行零部件的组装操作。
在流程图中,可以标注出装配操作的步骤和顺序,确保装配工作的准确性和高效性。
2.3 工艺优化:装配车间需要不断优化装配工艺,提高生产效率和质量。
在流程图中,可以标注出工艺优化的环节,包括流程改进、设备升级等。
三、质量检验:3.1 零部件检验:在装配过程中,需要对零部件进行检验,确保其质量符合要求。
在流程图中,可以标注出零部件检验的环节,包括外观检查、尺寸测量等。
3.2 装配检验:装配完成后,需要对成品进行检验,确保其功能和性能符合要求。
在流程图中,可以标注出装配检验的环节,包括功能测试、性能测试等。
3.3 不合格品处理:如果发现不合格的零部件或成品,需要进行处理,包括修复、返工或报废等。
在流程图中,可以标注出不合格品处理的步骤和流程。
四、包装:4.1 包装准备:装配完成的成品需要进行包装,以保护产品并方便运输。
组装工艺流程ppt

05
组装工艺流程实例
手机组装流程
零部件采购
从供应商处采购手机所需的各种零部件, 如显示屏、电池、摄像头、处理器等。
测试与检验
对组装好的半成品进行测试和购回来的零部件进行半成品组装,组 成手机的主要结构。
包装与发货
将检验合格的手机进行包装,并安排发货 ,完成整个手机组装流程。
04
组装工艺流程优化
提高生产效率
减少生产时间
通过优化工艺流程,减少生产线的停机时间,提高生产效率。
自动化生产
引入自动化设备和机器人,实现自动化生产,提高生产效率。
减少生产中的错误
通过改进工艺流程,减少生产中的错误和返工,提高生产效率。
降低成本
1 2
减少原材料成本
通过优化工艺流程,减少原材料的浪费和损失 ,降低成本。
性能测试
对产品的各项性能指标进行检测和验证,确保满 足设计要求。
调试与校准
对产品进行调试和校准,使其达到最佳工作状态 。
包装与运输
产品清洁
清除产品表面的污垢和杂质,保证包装前的清洁 度。
包装操作
按照设计要求对产品进行包装,确保在运输过程 中不受损坏。
产品标识与记录
对产品进行标识和记录,方便后续的追溯和管理 。
汽车组装流程
包装与发货
将检验合格的汽车进行包装,并安排发货 ,完成整个汽车组装流程。
零部件采购
从供应商处采购汽车所需的各种零部件, 如发动机、轮胎、车身、座椅等。
车身组装
将车身各部分组装起来,形成完整的汽车 车身。
总装与检验
将车身和发动机等零部件组装在一起,形 成完整的汽车,并进行测试和检验,确保 汽车性能和质量符合要求。