焊接记录表
焊接记录表
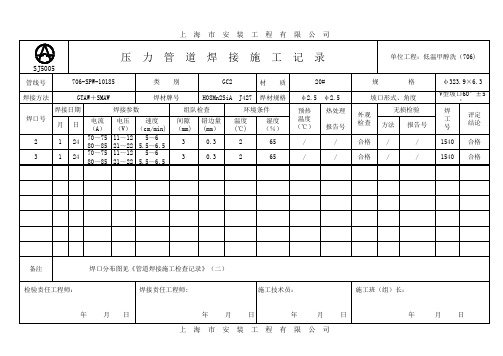
单位工程:低温甲醇洗(706)
格
φ33.7×4.5 V型坡口60°±5° 焊 工 号 1540 评定 结论 合格
焊材牌号
焊材规格 环境条件
坡口形式、角度 外观 检查 合格 无损检验 方法 RT 报告号 706-RT-827
温度 (℃) 2
湿度 (%) 65
1
70~75 11~12
上 海 市 安 装 工 程 有 限 公 司
单位工程:低温甲醇洗(706)
格
φ323.9×6.3 V型坡口60°±5° 焊 工 号 评定 结论
焊材牌号
焊材规格
坡口形式、角度 外观 检查 无损检验 方法 报告号
环境条件 温度 (℃) 湿度 (%)
压 力 管 道 焊 接 施 工 记 录
SJ5005
管线号 焊接方法 焊接日期 焊口号 月 1 日 24 电流 (A) 706-SPW-10185 GTAW 焊接参数 电压 速度 (V) (cm/min) 5~6 类 别 GC2 H08Mn2Si 组队检查 间隙 (mm) 2.5 错边量 (mm) 0.2 材 质 20# φ2.5 预热 温度 (℃) / 热处理 报告号 / 规
单位工程:低温甲醇洗(706)
格
φ323.9×6.3 V型坡口60°±5° 焊 工 号 1540 1540 评定 结论 合格 合格
焊材牌号
焊材规格
坡口形式、角度 外观 检查 合格 合格 无损检验 湿度 (%) 65 65
2 3
备注 检验责任工程师:
单位工程:低温甲醇洗(706)
格
φ323.9×6.3 V型坡口60°±5° 焊 工 号 评定 结论
焊材牌号
焊材规格
坡口形式、角度 外观 检查 无损检验 方法 报告号
焊接工作记录表

工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B5 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B6 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B7 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B8 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。
焊接过程记录表

焊缝表面质量检验单
产品名称
零件名称
焊缝类型
班组
产品图号
,
零件图号
焊接方法
焊工代号
产品编号
材质
^
焊缝位置
工件编号
规格
Ф
施焊日期
检
}
验
记
录
类别
外表面
内表面
表面缺陷
焊缝
最高
咬边深度
连续长度
…
余高
最低
熔渣飞溅物
总长
焊缝宽度
!
最宽
其它:
最窄
焊角高度
结 论
检 验 员
年 月 日
{
焊接过程记录表
产品图号
焊件图号
母材
产品编号
容器类别
¥
产品名称
焊件名称
规格
Ф
台份编号
施焊班组
;
施焊
项目
焊工
代号
焊缝
类型
焊接
方法
焊接
/
位置
数量
焊接材料
焊接规范参数
(
焊材
规格
焊剂
烘干温度
电源及极性
层数ቤተ መጻሕፍቲ ባይዱ
电流
电压
焊速(cm/min)
]
℃
(
\
℃
^
℃
》
/
℃
,
℃
》
*
℃
^
℃
>
\
℃
》
℃
.
说明
施焊者:
年 月 日
检验员:
年 月 日
钢筋焊接工艺实验记录表(电弧焊单面搭接焊)
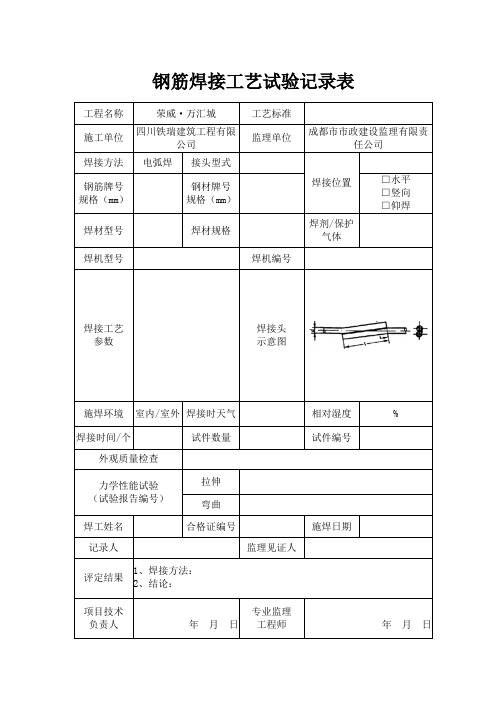
钢筋焊接工艺试验记录表
工程名称 荣威·万汇城 工艺标准
施工单位 四川铁瑞建筑工程有限
公司 监理单位
成都市市政建设监理有限责
任公司
焊接方法 电弧焊
接头型式
焊接位置
钢筋牌号 规格(mm )
钢材牌号
规格(mm )
□水平 □竖向 □仰焊 焊材型号
焊材规格 焊剂/保护气体
焊机型号
焊机编号
焊接工艺 参数
焊接头 示意图
施焊环境 室内/室外 焊接时天气 相对湿度 % 焊接时间/个
试件数量
试件编号
外观质量检查
力学性能试验 (试验报告编号) 拉伸 弯曲 焊工姓名
合格证编号 施焊日期
记录人
监理见证人
评定结果 1、焊接方法: 2、结论:
项目技术 负责人
年 月 日 专业监理
工程师
年 月 日。
焊接施工记录表
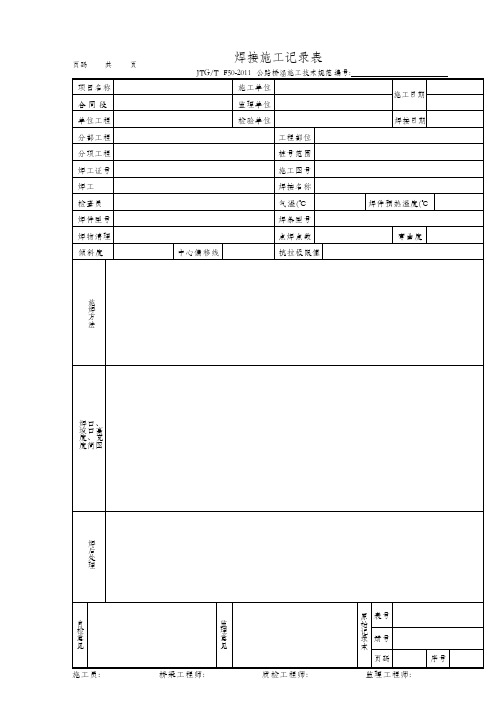
焊接施工记录表
JTG/TF50-2011公路桥涵施工技术规范编号:
项目名称
施工单位
施工日期
合 同 段
监理单位
单位工程
检验单位
焊接日期
分部工程
工程部位
分项工程
桩号范围
焊工证号
施工图号
焊工
焊接名称
检查员
气温(℃
焊件预热温度(℃
焊件型号
焊条型号
焊物清理
点焊点数
弯曲度
倾斜度
中心偏移线
抗拉极限值
施焊方法焊Βιβλιοθήκη 、坡口高度、宽度简图焊后处理
自检意见
监理意见
原始记录本
表号
册号
页码
序号
施工员:桥梁工程师:质检工程师:监理工程师:
焊接过程确认记录表
最终确认数据
设备能力
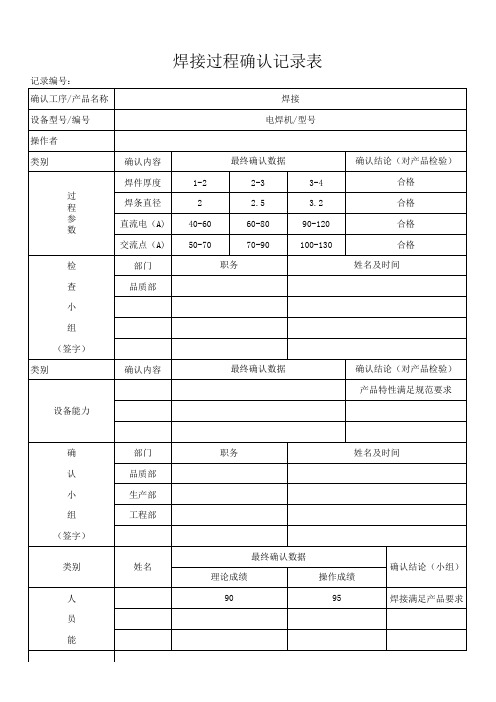
确认结论(对产品检验) 合格 合格 合格 合格
姓名及时间
确认结论(对产品检验) 产品特性满足规范要求
确 认 小 组 (签字)
类别
人 员 能
部门 品质部 生产部 工程部
姓名
职务
姓名及时间最终确认数据 Nhomakorabea理论成绩
操作成绩
90
95
确认结论(小组) 焊接满足产品要求
记录编号: 确认工序/产品名称
焊接过程确认记录表
焊接
设备型号/编号
电焊机/型号
操作者
类别
确认内容
最终确认数据
焊件厚度
1-2
2-3
3-4
过
程
焊条直径
2
2.5
3.2
参 数
直流电(A) 40-60
60-80
90-120
交流点(A) 50-70
70-90
100-130
检
部门
职务
查
品质部
小
组
(签字)
类别
确认内容
焊接操作人员焊绩记录表
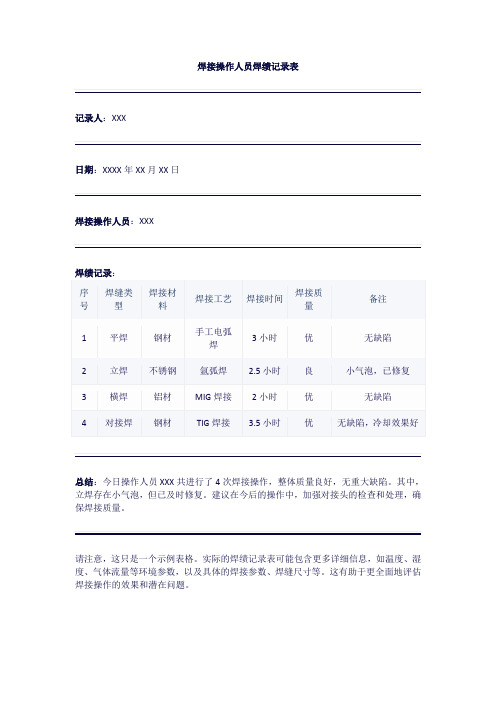
记录人:XXX
日期:XXXX 年 XX 月 XX 日
焊接操作人员:XXX
焊绩记录:
序 焊缝类
号
型
焊接材 料
焊接工艺 焊接时间 焊接质 量
备注
1 平焊
钢材Βιβλιοθήκη 手工电弧 焊3 小时
优
无缺陷
2
立焊 不锈钢
氩弧焊 2.5 小时
良
小气泡,已修复
3 横焊
铝材
MIG 焊接 2 小时
优
无缺陷
4 对接焊 钢材
TIG 焊接 3.5 小时
优
无缺陷,冷却效果好
总结:今日操作人员 XXX 共进行了 4 次焊接操作,整体质量良好,无重大缺陷。其中, 立焊存在小气泡,但已及时修复。建议在今后的操作中,加强对接头的检查和处理,确 保焊接质量。
请注意,这只是一个示例表格。实际的焊绩记录表可能包含更多详细信息,如温度、湿 度、气体流量等环境参数,以及具体的焊接参数、焊缝尺寸等。这有助于更全面地评估 焊接操作的效果和潜在问题。
特种设备焊接操作人员焊绩记录表
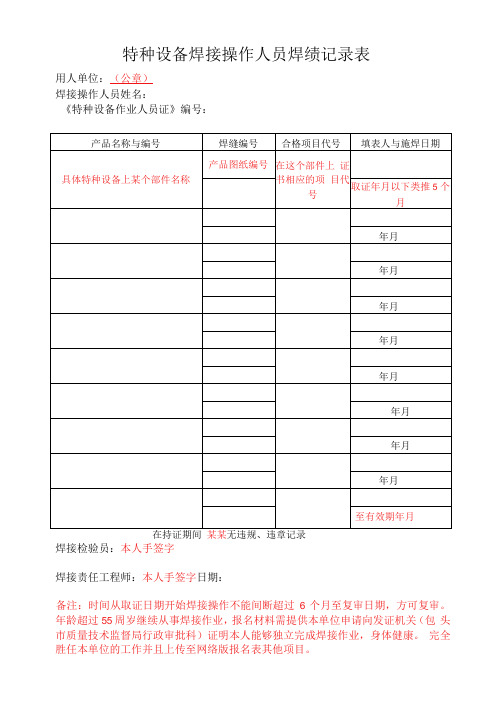
特种设备焊接操作人员焊绩记录表
用人单位:(公章)
焊接操作人员姓名:
《特种设备作业人员证》编号:
在持证期间某某无违规、违章记录
焊接检验员:本人手签字
焊接责任工程师:本人手签字日期:
备注:时间从取证日期开始焊接操作不能间断超过6个月至复审日期,方可复审。
年龄超过55周岁继续从事焊接作业,报名材料需提供本单位申请向发证机关(包头市质量技术监督局行政审批科)证明本人能够独立完成焊接作业,身体健康。
完全胜任本单位的工作并且上传至网络版报名表其他项目。
焊接记录表格

焊缝尺寸
符合GB/T2694中4.7.3Z4.7.4
要求
焊缝尺
有与角钢装配要求的组焊件 角度(如:塔脚靴板的90°角)
0+ 40'
角度尺
型钢及钢板平面(如塔脚底 板等)内的焊接挠曲度f
b < 80 1.3L/1000
b > 80 L/1000
卡尺
板尺
焊接构件平间内挠曲度
土材1.3L/1000
腹材1.5L/1000
角钢塔焊接件检验记录
工程名称:塔型:
制造单位
检测设备及状态
在检定有效期内
检验项目
允许偏差(mm
检测
工具
抽检样本及检测结果
材料规格尺寸偏差
技术协议
卡尺
孔径
非镀锌件:+0.8 , 0
镀锌件:+0.5 , -0.2
卡尺
孔数
图纸
目测
端距Sd
土3.0
卡尺
无孔节点板位移
土3.0
卡尺
跨焊缝的相邻两孔间距
土1.0
卡尺
整个平面L/1000
卡尺
板尺
检验结论
注:钢材规格尺寸按标准要求填写测量偏差值
操作工:
检验员:
检验时间:
相邻两组连接板间距
土2.0
ห้องสมุดไป่ตู้卷尺
不相邻两组连接板间距
土4.0
卷尺
搭接构件同心孔中心相对偏 差
1.0
卡尺
搭接间隙
b< 50
1.0
塞尺
b> 50
2.0
塞尺
T接板倾斜距离
有孔
土2.0
卡尺
焊接记录表
/
单位工程:低温甲醇洗(706)
规
格
坡口形式、角度
外观 检查
无损检验 方法 报告号
φ33.7×4.5
V型坡口60°±5
°
焊 工 号
评定 结论
合格 RT 706-RT-827 1540 合格
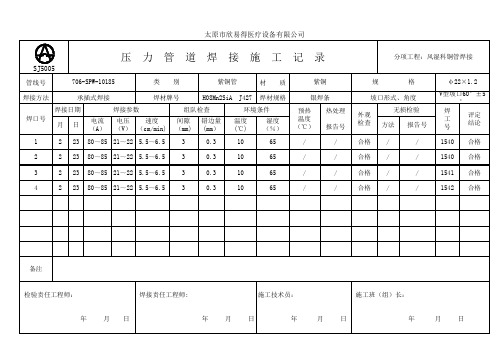
太原市欣易得医疗设备有限公司
SJ5005 管线号
压力管道焊接施工记录
706-SPW-10185
类别
紫铜管
材质
紫铜
太原市欣易得医疗设备有限公司
SJ5005 管线号
压力管道焊接施工记录
706-SPW-10185
类别
紫铜管
材质
紫铜
焊接方法
承插式焊接
焊材牌号
H08Mn2SiA J427 焊材规格
焊口号
焊接日期 月日
焊接参数
电流 电压 速度 (A) (V) (cm/min)
组队检查
间隙 错边量 (mm) (mm)
环境条件
年 月日
年月日
年
月日
年
月日
太原市欣易得医疗设备有限公司
SJ5005 管线号
压力管道焊接施工记录
706-SPW-10185
类别
紫铜管
材质
紫铜
焊接方法
承插式焊接
焊材牌号
H08Mn2SiA J427 焊材规格
银焊条
焊口号
焊接日期 月日
焊接参数
电流 电压 速度 (A) (V) (cm/min)
组队检查
间隙 错边量 (mm) (mm)
焊接方法
承插式焊接
焊材牌号
H08Mn2SiA J427 焊材规格
焊口号
焊接日期 月日
焊接施工记录表

焊接施工记录表
一、焊接材料记录
1. 焊接材料名称:
2. 焊接材料规格:
3. 焊接材料生产厂家:
4. 焊接材料质量保证书编号:
5. 焊接材料入库日期:
6. 焊接材料领用日期:
7. 焊接材料使用数量:
8. 焊接材料剩余数量:
9. 焊接材料存放地点:
10. 其他说明:
二、焊接工艺记录
1. 焊接方法:
2. 焊接工艺参数:
3. 焊前预热温度:
4. 焊后热处理温度:
5. 焊缝坡口形式及尺寸:
6. 焊接层数及每层焊接厚度:
7. 焊接顺序示意图:
8. 其他说明:
三、焊接检验记录
1. 检验时间:
2. 检验人员:
3. 检验方法:外观检查/无损检测/破坏性检验等。
4. 检验结果:合格/不合格。
若不合格,需注明不合格部位及缺陷类型。
5. 返修处理情况及结果:若检验不合格,需记录返修处理情况及结果。
6. 其他说明:
四、焊工信息记录
1. 焊工姓名:
2. 焊工资格证书编号:
3. 焊工培训记录(若有):
4. 焊工从事焊接工作时间:
5. 其他说明:
五、焊接缺陷及处理记录
1. 缺陷类型及描述:
2. 缺陷部位及数量:
3. 缺陷产生原因分析:
4. 缺陷处理方法及结果:返修/补焊/重新检验等。
5. 其他说明:
六、焊接设备使用记录
1. 焊接设备名称及型号:
2. 焊接设备生产厂家:
3. 焊接设备使用日期及时间:
4. 焊接设备运行状况(正常/异常):
5. 焊接设备使用人员及操作证编号:
6. 其他说明:。
焊接工作记录表
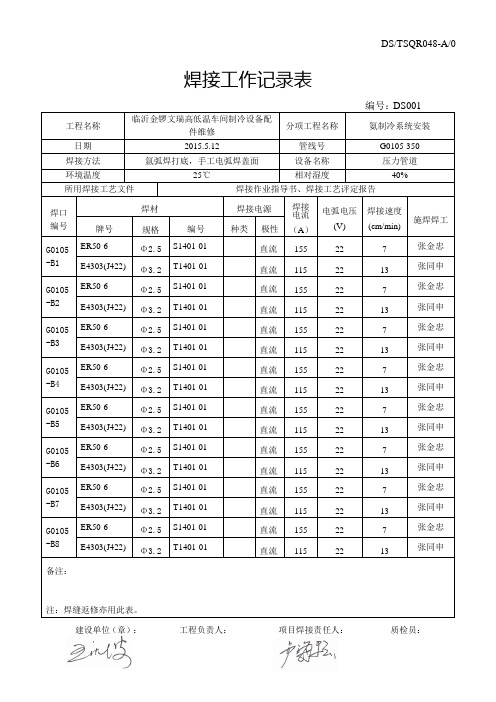
焊接工作记录表工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B5 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B6 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B7 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B8 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。
焊接检验记录表
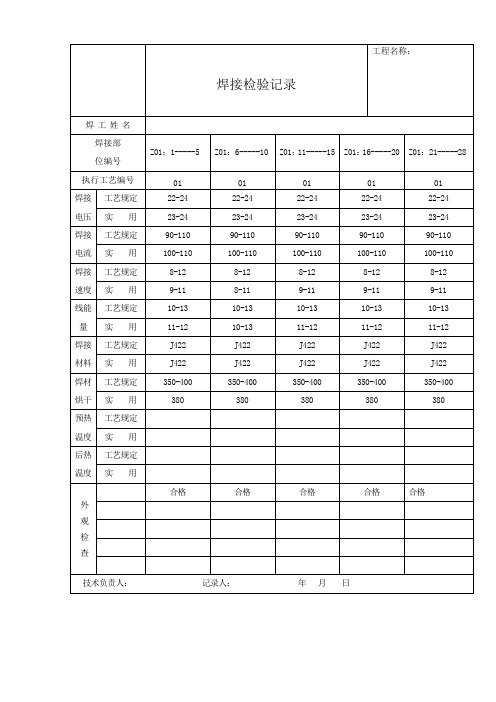
电压
工艺规定
22-24
实 用
23-24
焊接
电流
工艺规定
90-110
实 用
100-110
焊接
速度
工艺规定
8-12
实 用
9-11
线能
量
工艺规定
10-13
实 用
11-12
焊接
材料
工艺规定
J422
实 用
J422
焊材烘干
工艺规定
350-400
实 用
380
预热
温度
工艺规定
实 用
后热
温度
工艺规定
实 用
外 观 检 查
焊接检验记录
工程名称:
焊 工 姓 名
焊接部
位编号
Z02:1-----9
Z02:10-----18
执行工艺编号
01
01
焊接
电压
工艺规定
22-24
22-24
实 用
23-24
23-24
焊接
电流
工艺规定
90-110
90-110
实 用
100-110
100-110
焊接
速度
工艺规定
8-12
8-12
实 用
9-11
8-11
焊 工 姓 名
焊接部
位编号
Z01-8:1-----8
执行工艺编号
01
焊接
电压
工艺规定
22-24
实 用
23-24
焊接
电流
工艺规定
90-110
实 用
100-110
焊接
速度
工艺规定
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接记录表焊材烘干记录工程名称: 巨野麒麟化工锅炉安装烘干储存焊材牌焊材数量日期规格结论操作者原始烘焙时间号代号 (根) 时间(n) 温度?温度? 温度? (h)E4303 Φ3.2 52 19 150 8:30—9:50 100? 7 合格 11.3.3 QILU422E4303 Φ3.2 47 22 150 8:20—9:40 100? 8 合格 11.3.4 QILU422编制人:韩茂盛焊材发放与回收记录工程名称巨野麒麟化工锅炉安装分项名称出汽管管线号 C焊材焊材回收焊条头日期焊缝代号规格数量(根) 领用人发放人牌号代号数量 (个)C-01 QILU422 E4303 Φ3.2 36 5 16 11.3.3 C-06C-02 C-03QILU422 E4303 Φ3.2 59 3 14 11.3.4 C-04 C-05编制:韩茂盛焊缝外观质量检查记录工程名称:郓城诚信液化气站分项工程名称: 残液管出液管线号:CC检查焊缝焊工焊接顶部施焊缝裂纹气孔夹渣咬边未焊接余高凹陷错位结论编号代号日期收缩厚度不足日期无无无无无无无 1.5,3.6 无 0.08mm 合格 03.8.25 CC-1 B4 03.8.25 无无无无无无无 1.0,3.6 无无合格 03.8.25 CC-2 A3 03.8.25无无无无无无无 2.0,3.2 无无合格 03.8.25 CC-3 A3 03.8.25无无无无无无无 1.7,3.0 无无合格 03.8.25 CC-4 A3 03.8.25无无无无无无无 1.7,4.0 无无合格 03.8.25 CC-5 A3 03.8.25无无无无无无无 1.2,3.7 无无合格 03.8.26 CC-6 A3 03.8.26无无无无无无无 1.5,3.2 无无合格 03.8.26 CC-7 A3 03.8.26无无无无无无无 1.4,2.9 无无合格 03.8.26 CC-8 A3 03.8.26无无无无无无无 1.7,2.9 无无合格 03.8.26 CC-9 A3 03.8.26技术员: 王建刚质检员:焊缝外观质量检查记录工程名称:郓城诚信液化气站分心项工程名称: 残液管出液管线号:CC 检查焊缝焊工焊接顶部施焊缝裂纹气孔夹渣咬边未焊接余高凹陷错位结论编号代号日期收缩厚度不足日期无无无无无无无 1.5,3.6 无无合格 03.8.26 CC-10 B4 03.8.26 无无无无无 0.01 mm 无 1.0,3.6 无无合格 03.8.29 CC-11 B403.8.29无无无无无无无 2.0,3.2 无无合格 03.8.29 CC-12 A3 03.8.29 无无无无无无无 1.7,3.0 无无合格 03.8.29 CC-13 A3 03.8.29 无无无无无无无 1.7,4.0 无 0.05mm 合格 03.8.29 CC-15 A3 03.8.29 无无无无无无无 1.2,3.7 无无合格 03.9.2 CC-14 B4 03.9.2技术员: 质检员:焊缝外观质量检查记录工程名称:菏泽花城气体厂液氮低温储槽液氮工艺管道分心项工程名称: 工艺管道管线号:QC 检查焊缝焊工焊接顶部施焊缝裂纹气孔夹渣咬边未焊接余高凹陷错位结论编号代号日期收缩厚度不足日期无无无无无无无 1.5,3.6 无无合格 07-9-17 CQ-1 A3 07-9-17无无无无无 0.01 mm 无 1.0,3.6 无无合格 07-9-18 CQ-2 A3 07-9-18 无无无无无无无 2.0,3.2 无无合格 07-9-18 CQ-3 A3 07-9-18无无无无无无无 1.7,3.0 无无合格 07-9-18 CQ-4 A5 07-9-18技术员: 质检员:施焊及焊缝外观自检记录编号:01 工程名称郓城诚信液化气站分项工程名称残液管出液焊接方法手工焊施焊记录环境温度 20 ? 相对湿度 30 % 焊缝外观自检记录焊接电弧焊接速焊材焊接电源焊缝焊工施焊电流电压度?焊层缺陷及尺寸检查结果钢印日期代号 (A) (V) /min 牌号规格代号种类极性QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 B4 03.8.25 错位0.08mm 合格 CC-1 2QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 03.8.25 无合格CC-2 2QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 03.8.25 无合格CC-3 2QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 03.8.25 无合格CC-4 2QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 03.8.25 无合格CC-5 2QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 03.8.26 无合格CC-6 2QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 03.8.26 无合格CC-7 2QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 03.8.26 无合格CC-8 2备注:编制人: 王建刚施焊及焊缝外观自检记录编号:02 工程名称郓城诚信液化气站分项工程名称残液管出液焊接方法手工焊施焊记录环境温度 20 ? 相对湿度 30 % 焊缝外观自检记录焊接电弧焊接速焊材焊接电源焊缝焊工施焊电流电压度?焊层缺陷及尺寸检查结果钢印日期代号 (A) (V) /min 牌号规格代号种类极性QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 03.8.26 无合格CC-9 2QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 B4 03.8.26 无合格CC-10 2QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 B4 03.8.29 无合格CC-11 2QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 03.8.29 无合格CC-12 2QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 03.8.29 无合格CC-13 2QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 B4 03.8.29 无合格CC-14 2QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 03.9.2 错位0.05mm 合格 CC-15 2备注:编制人: 王建刚焊材烘干记录工程名称: 菏泽开发区华信液化气站安装工程 2005年烘干储存焊材牌焊材数量日期规格结论操作者原始烘焙时间号代号 (根) 时间(n) 温度?温度? 温度? (h)E4303 Φ3.2 32 10 150 9:30—10:40 100? 7 合格 11、30 QILU422E4303 Φ3.2 30 13 150 7:00—8:400 100? 8 合格 12、2 QILU422E4303 Φ3.2 26 19 150 10:30—11:50 100? 5 合格 12.、4 QILU422编制人:张路军焊材发放与回收记录2005年工程名称菏泽开发区华信液化气站安装工程分项名称液相管进液管线号 YJ焊材焊材回收焊条头日期焊缝代号规格数量(根) 领用人发放人牌号代号数量 (个)YJ-1 YJ-2 YJ-3 QILU422 E4303 Φ3.2 32 4 22 05.11.30 YJ-4YJ-5 YJ-6 YJ-7QILU422 E4303 Φ3.2 30 2 24 05.12.2 YJ-8YJ-9 YJ-1005.12.4 QILU422 E4303 Φ3.2 26 3 20 YJ-11编制:张路军焊缝外观质量检查记录工程名称:菏泽开发区华信液化气站安装工程分项工程名称:液相管进液管线号:YJ施焊缝检查焊缝焊工焊接顶部裂纹气孔夹渣咬边未焊接厚度不余高凹陷错位结论日期编号代号日期收缩足05.11.30 YJ-1 A5 05.11.30 无无无无无无无 2.0,3.2 0.02mm 无合格 05.11.30 YJ-2 A3 05.11.30 无无无无无无无 1.4,3.7 无无合格05.11.30 YJ-3 A3 05.11.30 无无无无无无无 1.3,3.2 无无合格05.11.30 YJ-4 A3 05.11.30 无无无无无无无 1.5,3.0 无无合格05.12.2 YJ-5 A3 05.12.2 无无无无无无无 1.2,4.2 无无合格 05.12.2 YJ-6 A3 05.12.2 无无无无无无无 1.4,3.6 无无合格 05.12.2 YJ-7 A3 05.12.2 无无无无无无无 1.4,3.3 无无合格 05.12.2 YJ-8 A3 05.12.2 无无无无无无无 1.4,2.9 无无合格 05.12.4 YJ-9 A3 05.12.4 无无无无无无无 1.8,3.9 无无合格 05.12.4 YJ-10 A3 05.12.4 无无无无0.05mm 无无 1.5,3.2 无无合格 05.12.4 YJ-11 A5 05.12.4 无无无无无0.03mm 无 2.0,3.7 无无合格技术员: 张路军质检员:施焊及焊缝外观自检记录编号:01 工程名称菏泽开发区华信液化气站安装工程分项工程名称液相管进液焊接方法手工焊施焊记录环境温度 10 ? 相对湿度 35 % 焊缝外观自检记录焊接电弧焊接速焊材焊接电源焊缝焊焊工施焊电流电压度?缺陷及尺寸检查结果钢印日期代号层 (A) (V) /min 牌号规格代号种类极性QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A5 05.11.30 凹陷0.02mm 合格 YJ-1 2QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 05.11.30 无合格YJ-2 2QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 05.11.30 无合格YJ-3 2QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 05.11.30 无合格YJ-4 2QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 05.12.2 无合格YJ-5 2QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 05.12.2 无合格YJ-6 2QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 05.12.2 无合格YJ-7 2QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 05.12.2 无合格YJ-8 2QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 05.12.4 无合格YJ-9 2QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 05.12.4 未焊接0.05mm 合格 YJ-10 2QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A5 05.12.4 无合格YJ-11 2编制人:张路军焊材烘干记录工程名称:曹县威汉(诚信)液化气站 2004年烘干储存焊材牌焊材数量日期规格结论操作者原始烘焙时间号代号 (根) 时间(n) 温度?温度? 温度? (h)E4303 Φ3.2 26 15 150 7:30—8:50 100? 8 合格 11、14 QILU422E4303 Φ3.2 30 20 150 8:00—9:400 100? 5 合格 11、16 QILU422E4303 Φ3.2 36 23 150 11:30—12:50 100? 7 合格 11、20 QILU422编制人:董香云焊材发放与回收记录工程名称曹县威汉(诚信)液化气站分项名称 1号储罐汽相管线号 G1Q焊材焊材回收焊条头日期焊缝代号规格数量(根) 领用人发放人牌号代号数量 (个) G1Q-1 G1Q-2QILU422 E4303 Φ3.2 26 4 22G1Q-3 G1Q-4 2004.11.14G1Q-5 G1Q-6 QILU422 E4303 Φ3.2 30 2 25 2004.12.16 G1Q-7 G1Q-8G1Q-9 G1Q-10G1Q-11 G1Q-12 2004.12.20 QILU422 E4303 Φ3.2 36 3 28G1Q-13编制:董香云焊缝外观质量检查记录工程名称: 曹县威汉(诚信)液化气站分项工程名称: 1号储罐汽相管线号:G1Q 检查焊缝焊工焊接顶部施焊缝裂纹气孔夹渣咬边未焊接余高凹陷错位结论日期编号代号日期收缩厚度不足04.11.14 G1Q -1 A4 04.11.14 无无无无无无无 2.0,4.6 无无合格04.11.14 G1Q -2 A3 04.11.14 无无无无无无无 1.5,3.9 无无合格04.11.14 G1Q-3 A3 04.11.14 无无无无无无无 1.0,3.2 无无合格04.11.14 G1Q -4 A3 04.11.14 无无无无无无无 1.6,3.2 无无合格04.11.16 G1Q-5 A3 04.11.16 无无无无无无无 1.1,3.2 无无合格04.11.16 G1Q -6 A3 04.11.16 无无无无无无无 0.9,3.6 无无合格04.11.16 G1Q -7 A3 04.11.16 无无无无无无无 1.2,3.8 无无合格04.11.16 G1Q -8 A3 04.11.16 无无无无无无无 1.4,2.9 无无合格04.12.20 G1Q -9 A3 04.12.20 无无无无无无无 1.8,3.9 无无合格04.12.20 G1Q -10 A3 04.12.20 无无无无无无无 1.5,3.6 无无合格04.12.20 G1Q -11 A3 04.12.20 无无无无无无无 1.6,3.0 无无合格04.12.20 G1Q -12 A3 04.12.20 无无无无无无无 1.0,3.4 无无合格04.12.20 G1Q -13 A4 04.12.20 无无无无无无无 0.8,4.2 无无合格技术员: 董香云质检员:施焊及焊缝外观自检记录编号:01 工程名称曹县威汉(诚信)液化气站分项工程名称 1号储罐汽相焊接方法手工焊施焊记录环境温度 20 ? 相对湿度 40 % 焊缝外观自检记录焊接电弧焊接速焊材焊接电源焊缝焊焊工施焊电流电压度?缺陷及尺寸检查结果代号层钢印日期牌号规格代号种类极性 (A) (V) /minG1Q -1 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A404.11.14 无合格 G1Q -2 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 04.11.14 无合格 G1Q -3 2 QILU422 Φ3.2 E4303 交流反接 100-11070-75 8-10 A3 04.11.14 无合格 G1Q -4 2 QILU422 Φ3.2 E4303 交流反接100-110 70-75 8-10 A3 04.11.14 无合格 G1Q -5 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 04.11.16 无合格 G1Q -6 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 04.11.16 无合格 G1Q -7 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 04.11.16 无合格 G1Q -8 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 04.11.16 无合格 G1Q -9 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 04.12.20 无合格 G1Q -10 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 04.12.20 无合格 G1Q -11 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A304.12.20 无合格 G1Q -12 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 70-75 A3 04.12.20 无合格G1Q-13 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 70-75 A504.12.20 无合格编制人: 董香云焊材烘干记录工程名称:山东菏泽交通集团供热管网工程 2005年烘干储存焊材牌焊材数量日期规格结论操作者原始烘焙时间号代号 (根) 时间(n) 温度? 温度?温度? (h)E4303 Φ3.2 36 19 150 6:50—8:20 100? 8 合格 10、15 QILU422E4303 Φ3.2 30 25 150 7:00—8:400 100? 7 合格 10、17 QILU422E4303 Φ3.2 36 25 150 12:30—13:50 100? 8 合格 10、20 QILU422E4303 Φ3.2 35 24 150 11:30—12:40 100? 6 合格 10、23 QILU422E4303 Φ3.2 36 26 150 8:30—9:50 100? 8 合格 10、26 QILU422E4303 Φ3.2 38 20 150 10:30—11:55 100? 7 合格 11、3 QILU422编制人:董香云焊材发放与回收记录工程名称山东菏泽交通集团供热管网工程分项名称松花江路管道管线号SH焊材焊材回收焊条头日期焊缝代号规格数量(根) 领用人发放人牌号代号数量 (个) SH-1 SH-2 SH-3SH-7 SH-4 SH-5 QILU422 E4303 Φ3.2 40 4 26 05.10.15SH-6SH-8 SH-9 SH-10 QILU422 E4303 Φ3.2 35 1 30 05.10.17 SH-11SH-12 SH-13SH-14 SH-15SH-1605.10.20 SH-17SH-18 SH-19 QILU422 E4303 Φ3.2 42 5 26SH-20SH-21SH-22 SH-23 QILU422 E4303 Φ3.2 40 3 27 05.10.23 SH-24 SH-25 SH-26SH-27 SH-28QILU422 E4303 Φ3.2 36 5 30 05.10.26 SH-29 SH-30SH-31SH-32 SH-33 E4303QILU422 Φ3.2 35 2 30 05.11.3 SH-34SH-35 SH-36编制:董香云焊缝外观质量检查记录工程名称: 山东菏泽交通集团供热管网工程分项工程名称: 松花江路管道管线号:SH 检查焊缝焊工焊接裂顶部施焊缝气孔夹渣咬边未焊接余高凹陷错位结论日期编号代号日期纹收缩厚度不足05.10.15 SH-1 A4 05.10.15 无无无无无无无 1.0,3.6 无无合格05.10.15 SH-2 A3 05.10.15 无无无无无无无 1.1,3.5 无无合格05.10.15 SH-3 A3 05.10.15 无无无无无无无 1.0,3.2 无无合格05.10.15 SH-4 A3 05.10.15 无无无无无无无 1.6,3.2 无无合格05.10.15 SH-5 A4 05.10.15 无无无无无无无 1.1,3.2 无 0.03mm 合格05.10.15 SH-6 A4 05.10.15 无无无无无无无 0.8,3.4 无无合格05.10.17 SH-7 A4 05.10.17 无无无无无无无 1.1,3.5 无无合格05.10.17 SH-8 A4 05.10.17 无无无无无无无 1.1,3.9 无无合格05.10.17 SH-9 A3 05.10.17 无无无无无无 0.02mm 1.1,3.9 无无合格05.10.17 SH-10 A3 05.10.17 无无无无无无无 1.1,3.6 无无合格05.10.17 SH-11 A3 05.10.17 无无无无无无无 1.6,3.0 无无合格05.10.17 SH-12 A3 05.10.17 无无无无无无无 1.2,3.4 无无合格05.10.17 SH-13 A4 05.10.17 无无无无无无无 0.7,4.0 无无合格技术员: 董香云质检员:焊缝外观质量检查记录工程名称: 山东菏泽交通集团供热管网工程分项工程名称: 松花江路管道管线号:SH 检查焊缝焊工焊接裂顶部施焊缝气孔夹渣咬边未焊接余高凹陷错位结论日期编号代号日期纹收缩厚度不足05.10.20 SH-14 A4 05.10.20 无无无无无无无 2.0,3.2 无无合格05.10.20 SH-15 A3 05.10.20 无无无无无无无 1.4,3.5 无无合格05.10.20 SH-16 A3 05.10.20 无无无无无无无 1.6,3.4 无无合格05.10.20 SH-17 A3 05.10.20 无无无无无无无 1.4,3.5 无无合格05.10.20 SH-18 A4 05.10.20 无无无无无无无 1.4,3.2 无无合格05.10.20 SH-19 A4 05.10.20 无无无无无无无 0.8,3.4 无无合格05.10.20 SH-20 A4 05.10.20 无无无无无无无 1.5,3.8 无无合格05.10.23 SH-21 A4 05.10.23 无无无无无无无 1.5,3.5 无无合格05.10.23 SH-22 A3 05.10.23 无无无无无无无 1.8,3.9 无无合格05.10.23 SH-23 A3 05.10.23 无无无无无无无 1.1,3.2 无无合格05.10.23 SH-24 A3 05.10.23 无无无无无无无 1.0,3.6 无无合格05.10.23 SH-25 A3 05.10.23 无无无无无无无 1.4,3.8 无无合格05.10.26 SH-26 A4 05.10.26 无无无无无无无 0.9,4.0 无无合格技术员: 董香云质检员:焊缝外观质量检查记录工程名称: 山东菏泽交通集团供热管网工程分项工程名称: 松花江路管道管线号:SH 检查焊缝焊工焊接裂顶部施焊缝气孔夹渣咬边未焊接余高凹陷错位结论日期编号代号日期纹收缩厚度不足05.10.26 SH-27 A4 05.10.26 无无无无无无无 0.9,3.2 无无合格05.10.26 SH-28 A3 05.10.26 无无无无无无无 1.4,3.9 无无合格05.10.26 SH-29 A3 05.10.26 无无无无无无无 1.4,3.5 无 0.03mm 合格05.10.26 SH-30 A4 05.10.26 无无无无无无无 1.6,3.2 无无合格05.11.3 SH-31 A4 05.11.3 无无无无无无无 1.4,3.8 无无合格 05.11.3 SH-32 A4 05.11.3 无无无无无无无 0.9,3.9 无无合格 05.11.3 SH-33 A4 05.11.3 无无无无无无无 1.1,3.5 无无合格 05.11.3 SH-34 A305.11.3 无无无无无无无 1.2,3.5 无无合格 05.11.3 SH-35 A3 05.11.3 无无无无无无无 1.9,3.8 无无合格 05.11.3 SH-36 A3 05.11.3 无无无无无无 0.03mm 1.4,3.6 无无合格技术员: 董香云质检员:施焊及焊缝外观自检记录编号:01 工程名称山东菏泽交通集团供热管网工程分项工程名称松花江路管道焊接方法手工焊施焊记录环境温度 18 ? 相对湿度 42 % 焊缝外观自检记录焊接电弧焊接速焊材焊接电源焊缝焊焊工施焊电流电压度?缺陷及尺寸检查结果代号层钢印日期牌号规格代号种类极性 (A) (V) /minSH-1 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 05.10.15 无合格 SH-2 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A305.10.15 无合格 SH-3 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 05.10.15 无合格 SH-4 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-758-10 A3 05.10.15 无合格 SH-5 2 QILU422 Φ3.2 E4303 交流反接 100-11070-75 8-10 A4 05.10.15 错位0.03mm 合格 SH-6 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A4 05.10.15 无合格 SH-7 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A4 05.10.17 无合格 SH-8 2 QILU422 Φ3.2E4303 交流反接 100-110 70-75 8-10 A4 05.10.17 无合格 SH-9 2 QILU422Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 05.10.17 无合格 SH-10 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 05.10.17 无合格 SH-11 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 05.10.17 无合格 SH-12 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 70-75 A3 05.10.17 无合格SH-13 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 70-75 A505.10.17 无合格编制人: 董香云施焊及焊缝外观自检记录编号:02 工程名称山东菏泽交通集团供热管网工程分项工程名称松花江路管道焊接方法手工焊施焊记录环境温度 18 ? 相对湿度 42 % 焊缝外观自检记录焊接电弧焊接速焊材焊接电源焊缝焊焊工施焊电流电压度?缺陷及尺寸检查结果代号层钢印日期牌号规格代号种类极性 (A) (V) /minSH-14 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 05.10.20 无合格 SH-15 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A305.10.20 无合格 SH-16 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 05.10.20 无合格 SH-17 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 05.10.20 无合格 SH-18 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A4 05.10.20 无合格 SH-19 2 QILU422 Φ3.2 E4303 交流反接100-110 70-75 8-10 A4 05.10.20 无合格 SH-20 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A4 05.10.20 无合格 SH-21 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A4 05.10.23 无合格 SH-22 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 05.10.23 无合格 SH-23 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 05.10.23 无合格 SH-24 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 05.10.23 无合格 SH-25 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 70-75 A3 05.10.23 无合格SH-26 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 70-75 A505.10.26 无合格编制人: 董香云施焊及焊缝外观自检记录编号:03分项工程名工程名称山东菏泽交通集团供热管网工程松花江路管道焊接方法手工焊称施焊记录环境温度 18 ? 相对湿度 42 % 焊缝外观自检记录焊接电弧焊接速焊材焊接电源焊缝焊焊工施焊电流电压度?缺陷及尺寸检查结果代号层钢印日期牌号规格代号种类极性 (A) (V) /minSH-27 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 05.10.26 无合格 SH-28 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A305.10.26 无合格 SH-29 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 05.10.26 错位0.03mm 合格 SH-30 2 QILU422 Φ3.2 E4303 交流反接100-110 70-75 8-10 A4 05.10.26 无合格 SH-31 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A4 05.11.3 无合格 SH-32 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A4 05.11.3 无合格 SH-33 2 QILU422 Φ3.2E4303 交流反接 100-110 70-75 8-10 A4 05.11.3 无合格 SH-34 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 05.11.3 无合格 SH-35 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 05.11.3 无合格 SH-36 2 QILU422 Φ3.2 E4303 交流反接 100-110 70-75 8-10 A3 05.11.3 无合格编制人: 董香云自制阀门检验设施自制阀门检验设施。