标准工时测试记录表
标准工时统计表样板
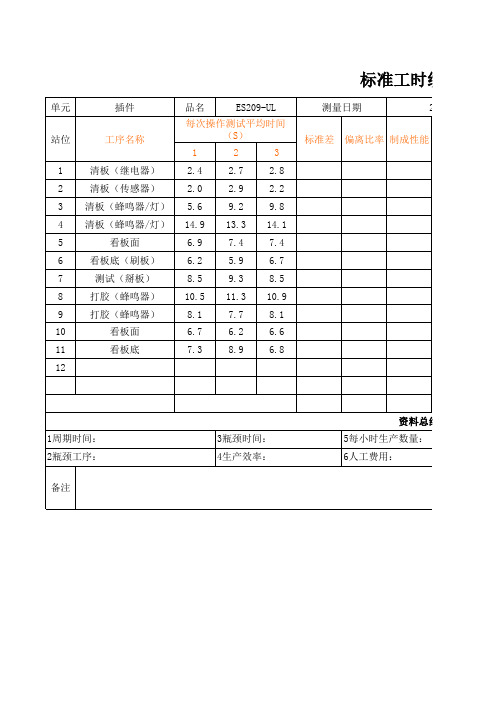
单元 站位 1 2 3 4 5 6 7 8 9 10 11 12 插件 工序名称 清板(继电器) 清板(传感器) 清板(蜂鸣器/灯) 清板(蜂鸣器/灯) 看板面 看板底(刷板) 测试(掰板) 打胶(蜂鸣器) 打胶(蜂鸣器) 看板面 看板底 品名 ES209-UL 测量日期 标准差 偏离比率 制成性能 2012.03.29 每次操作测试平均时间 (S) 1 2.4 2.0 5.6 14.9 6.9 6.2 8.5 10.5 8.1 6.7 7.3 2 2.7 2.9 9.2 13.3 7.4 5.9 9.3 11.3 7.7 6.2 8.9 3 2.8 2.2 9.8 14.1 7.4 6.7 8.5 10.9 8.1 6.6 6.8
资料总结 1周期时间: 2瓶颈工序: 备注 3瓶颈时间: 4生产效率: 5每小时生产数量3.29 测量人员 宽放率 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 标准工时 sec/pcs 刘锦华 目前治具 建议治具 台数 建议人数 台数 (台) 平均操作 生产数量 时间sec/ 宽放系数 set/次 次 2.6 2.4 8.2 14.1 7.3 6.2 8.8 10.9 8.0 19.5 23.0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
111 资料总结 7上线人数: 8每班日产能(8H):
生产数量:
用:
标准工时表样板
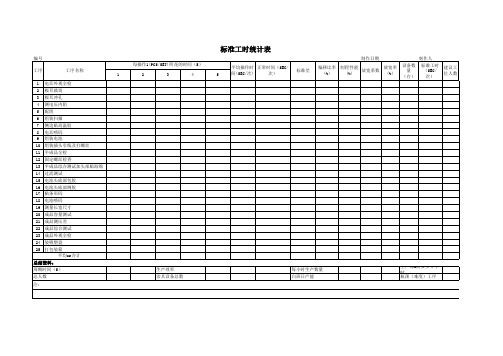
编号 每操作1(PCS/SET)所花的时间(S) 工序 1 2 3 4 5 6 7 8 9 工序名称 电芯外观全检 极耳裁切 极耳冲孔 测电压内阻 配组 组装扫描 侧边贴高温胶 电芯喷码 组装电池 1 2 3 4 5 平均操作时 正常时间(/ 间(SEC/次) 次) 标准差 制作日期 偏移比率 制程性能 放宽率 放宽系数 (%) (%) (%) 设备数 量 (台) 制作人 标准工时 (SEC/ 次) 建议工 位人数
10 组装插头引线及打螺丝 11 半成品全检 12 固定螺丝检查 13 半成品综合测试加头部贴海绵 14 过流测试 15 电池头底部包胶 16 电池头底部缠胶 17 贴条形码 18 电池喷码 19 测量长宽尺寸 20 成品容量测试 21 成品测压差 22 成品综合测试 23 成品外观全检 24 装吸塑盘 25 打包装箱 平均or合计 总结资料: 周期时间(S) 总人数 注: 生产效率 治具设备总数 每小时生产数量 白班日产能 生产每K需要多少小 时 瓶颈(难度)工序
备注
标准工艺工时记录表
总标准 工时秒)
投入人力
#DIV/0! 备注
2
3
4
5
6 产品工程段 标准产能(PCS/H)
转插机 工作时间(H)
总工时(秒)
插机 生产周期(秒)
必要总人数
生产平衡率
工位序 号
工艺流程
1
工位名称
单品工序
单品工时
总标准 工时(秒)
投入人力
2
3
4
5
6 产品工程段 标准产能(PCS/H)
转后焊 工作时间(H)
总工时(秒)
后焊 生产周期(秒)
必要总人数
备注 生产平衡率
工位序 号
工艺流程
1
2
3
4
5
6
修订记 录
工位名称
单品工序
单品工时
总标准 工时(秒)
投入人力
备注
出货
制定/修订内容
修订版本
修订日 期
修订人
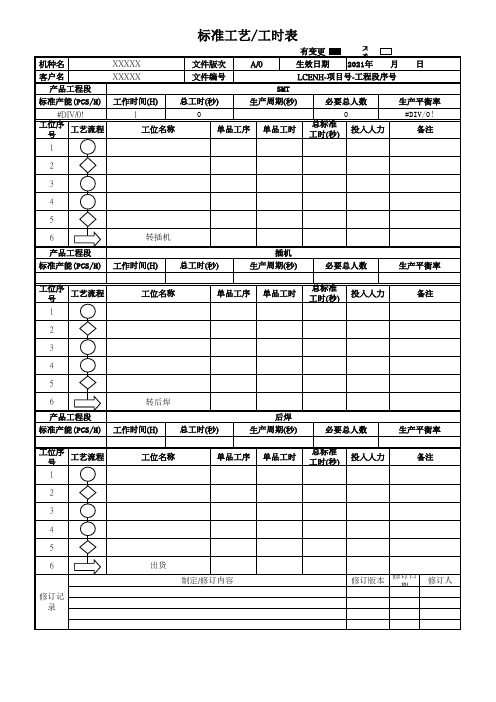
工 艺 流 程 图 符 号 含 义 :
表 示 生 产 , 表 示 检 查 ,
表 示 移 动 / 搬 运
制定
机种名
客户名
产品工程段
标准产能(PCS/H)
#DIV/0!
工位序 号
工艺流程
1
标准工艺/工时表
XXXXX
文件版次
A/0
有变更
无 变
生效日期 2021年 月 日
XXXXX
文件编号
LCENH-项目号-工程段序号
SMT
工作时间(H)
总工时(秒)
生产周期(秒)
必要总人数
生产平衡率
1 工位名称
0
0
单品工序
sap标准工时底表
sap标准工时底表SAP标准工时底表是一个用于记录和跟踪员工工时信息的表格。
它通常包含以下列:1. 员工编号(Employee ID):用于唯一标识员工的编号。
2. 员工姓名(Employee Name):员工的全名。
3. 日期(Date):工时记录的日期。
4. 上班时间(Start Time):员工当天开始工作的时间。
5. 下班时间(End Time):员工当天结束工作的时间。
6. 工时数(Hours Worked):员工当天实际工作的工时数。
7. 工种/职位(Job Title):员工的职位或工种。
8. 部门(Department):员工所属的部门。
9. 工作地点(Work Location):员工的工作地点。
10. 备注(Notes):其他需要记录的信息,如请假、加班等特殊情况。
通过SAP标准工时底表,企业可以方便地跟踪员工的工时记录,了解员工的出勤情况、加班情况等,并据此进行薪资计算和绩效评估。
同时,该表格还可以帮助企业监控工时合规性,确保符合相关法律法规的要求。
SAP标准工时底表具有以下作用和用途:1. 员工工时管理:SAP标准工时底表用于记录和跟踪员工的工时信息,包括出勤、加班、请假等情况。
这有助于企业了解员工的实际工作情况,为薪资计算和绩效评估提供依据。
2. 薪资计算:SAP标准工时底表中的工时数和相关字段可用于计算员工的薪资。
企业可以根据员工的工时记录和薪资标准计算工资,确保工资计算的准确性和及时性。
3. 绩效评估:SAP标准工时底表中的工时数和其他字段可用于评估员工的工作表现。
通过对员工的出勤、加班等情况进行分析,可以了解员工的工作态度和工作效率,为绩效评估提供依据。
4. 工时合规性监控:SAP标准工时底表可以帮助企业监控工时合规性,确保符合相关法律法规的要求。
企业可以通过对工时记录的审查和分析,发现可能存在的工时违规情况,及时进行调整和纠正。
5. 生产计划和调度:SAP标准工时底表中的数据可用于生产计划和调度。
标准工时分析表

部门
部件 名称
工序分解
标准工 时(S)
准备工 时(S)
部门
标准工时分析表
部件 名称
工序分解
标准工 时(S)
准备工 时(S)
部门
合计 备 1. 关于标准款的选取: 1.1如果产品种类很多的话,取加工工艺的复杂程度于各车间比较均衡(具代表性)的款号; 1.2如果产品种类不多的话,取年度内生产数量最多的款 注 2. 标准款的个数,须与1/8【生产金额统计表】中产品类对应起来 – 即有几个产品类别,每个类别就须选取一个标准款;
3. 此表为样板格式,请参照此格式制作;对于“标准工时”和“准备工时”概念
Page7
深圳市信百诺管理咨询有限公司
同时,为使您提供的数据获得公司的许可,请您在表格填好后送交您的主管或其代理人审核、核准;如果可以的话,本窗体的书面和电子格式请一并提供.
Page7
深圳市信百诺管理咨询有限公司
部件 名称
工序分解
标准工 时(S)
准备工 时(S)
取年度内生产数量最多的款号.
Page7
深圳市信百诺管理咨询有限公司
格式请一并
标准工时统一表格(模板)
标准UPH (pcs/H)(含宽放)
E=3600/C 385 334 397 392 486 426 458 352 381 352 394
备注 瓶颈工站
101.2 85% 90% 177
334 标准设备日产能
(标台准)人力日产能
(台)
6,813 6,011
新结构
定子
人数
4 2 3 2 2 2 2 7 2 4 1 3 34
12
10
85.3%
台数
A 2 2 3 2 2 2 2 7 2 4 1
班次 班次
生产时间(H/ 班)
产品型号: 测量日期:
会签:
线体名称: 周期时间 Cycle time(s)
B 17.02 19.6 24.75 16.7 13.48 15.36 14.3 65.1 17.2 37.2
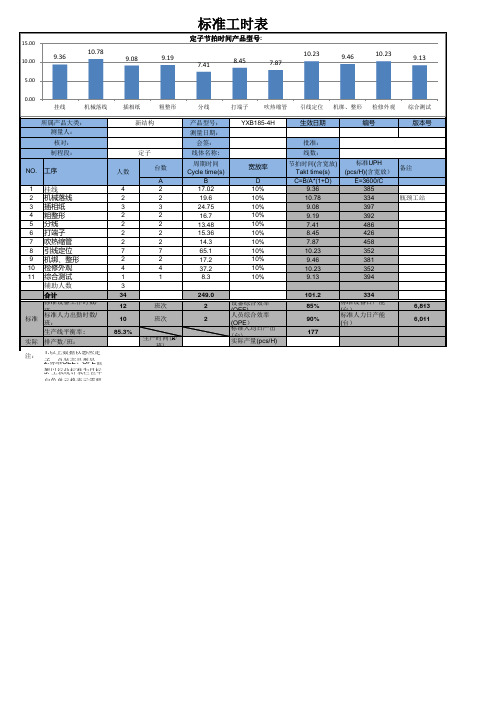
1 挂线 2 机械落线 3 插相纸 4 粗整形 5 分线 6 打端子 7 吹热缩管 8 引线定位 9 机绑、整形 10 检修外观 11 综合测试
辅助人数
标准
合计 标准设备工作时数/ 班标: 准人力出勤时数/ 班:
生产线平衡率:
实际 排产数/班:
注:
1.以上数据以感应定 子2.标、准总O装E产E、品O型P号E值 暂3. 以上行表业统标计准表为栏目位标中 白色单元格表示需要
15.00
10.78
10.00
9.36
9.08
5.00
标准工时表
定子节拍时间产品型号:
9.19
7.41
8.45
7.87
10.23
9.46
10.23
9.13
0.00
挂线
机械落线
插相纸
标准作业时间评定表(二)

标准作业时间评定表(二)一、背景介绍在生产和制造领域,标准作业时间评定表是一种常用的工具,用于评估和管理生产过程中每项工作所需的标准时间。
通过标准作业时间评定表的制定和使用,可以帮助企业提高生产效率、降低成本,并确保生产过程的质量和稳定性。
本文将继续介绍标准作业时间评定表的制定方法和应用场景,帮助读者更好地理解和应用这一工具。
二、标准作业时间评定表的制定方法1. 确定评定项目在制定标准作业时间评定表之前,首先需要确定评定的具体项目。
评定项目应该具有一定的可测性和可操作性,能够清晰地描述工作的内容和要求。
2. 收集数据在确定评定项目之后,需要收集相关的数据,包括工作内容、操作流程、工时记录等。
可以通过观察现场工作、询问工作人员或查阅相关资料来获取数据。
3. 分析数据收集完数据之后,需要对数据进行分析,准确地评估每项工作所需的标准时间。
可以利用统计学方法、工程学原理或专业软件来进行数据分析和计算。
4. 制定评定标准根据数据分析的结果,制定评定标准,明确每项工作的标准时间和评定要求。
评定标准应该具有一定的客观性和可操作性,能够实际指导工作的开展。
5. 定期更新标准作业时间评定表是一个动态的工具,需要不断地更新和完善。
建议定期对评定表进行审核和调整,确保其与实际生产情况和标准要求保持一致。
三、标准作业时间评定表的应用场景1. 生产计划和排程标准作业时间评定表可以作为生产计划和排程的重要参考依据,帮助企业合理安排生产资源、优化生产流程,提高生产效率和产能利用率。
2. 绩效评估和薪酬制定标准作业时间评定表可以作为绩效评估和薪酬制定的依据,帮助企业评估员工的工作绩效、提高员工工作动力,优化人力资源管理。
3. 质量控制和改进标准作业时间评定表可以帮助企业进行质量控制和改进,及时发现和解决生产过程中的问题,确保产品质量和生产效率。
四、总结标准作业时间评定表是一种重要的生产管理工具,对于企业的生产和制造过程具有重要意义。
标准工时作业规范(含表格)
标准工时作业规范(ISO9001-2015)1.目的规范标准工时作业流程,为人力设备需求评估、产能估算、生产计划、费用率及成本析等相关工作提供可靠之工时数据。
2.范围适用标准工时管理作业3.名词解释3.1.标准工时(S/T):具有平均熟练程度的操作者,在标准作业条件和环境下,以正常的作业速度和标准的程序方法,完成某一项作业所需要的总时间。
其计算公式为:『标准工时=实测作业时间×评比系数×(1+宽放率)=正常作业时间×(1+宽放率)』3.1.1平均熟练程度的操作者:经培训认可合格,在某工种有5个月以上的工作实践经验者,可视为该工种之平均熟练程度的操作者。
3.1.2标准作业条件和环境:即工作区域之设备、工装夹具、物料、微气候等处于安全合适的条件下。
3.1.3正常的作业速度和标准的程序方法:在不至于引起过度的精神或身体的疲劳的速度下,以规定的操作步骤、操作方法进行作业。
3.1.4实测作业时间:即观测者测得的作业人员在标准条件实际作业所需时间。
3.1.5正常作业时间:合格工人按规定的作业规范进行工作所需要的时间。
『正常作业时间=实测作业时间×评比系数』3.1.6工作评比:即把操作者的实际绩效与标准绩效进行比较,亦随之将实测作业时间调整为正常作业时间之方法。
3.1.6.1.评比系数:由于操作者的作业速度存在个体差异,需要在实测作业时间的基础上加入的修正系数。
3.1.6.2.平准化法(Leveling):又称西屋法(Westinghousesystem)﹐为美国西屋电气公司所首创﹐是时间研究中应用最为广泛的一种评比方法。
它将熟练﹑努力﹑工作环境﹑一致性四者作为衡量工作的主要评比因素﹐每个评比因素再分为超佳(或理想)﹑优﹑良﹑平均﹑可﹑欠佳六个高低程度的等级。
3.1.7宽放率(%):指操作者因为生理因素、操作方法、客观条件等因素造成的时间延误比率,在正常时间基础上加入的修正系数,通常以工作抽样法获取基础数据来确定。
2021年标准工时参照表

标准工时参照表
标准工时参照表是一种用于评估和制定工作时间的工具,通常根据行业、职位和工作性质等因素制定。
以下是一个标准工时参照表的示例,供您参考:
请注意,这只是一个示例表格,具体的标准工时根据实际情况和法律法规的要求而定。
此外,加班、假期和特殊情况下的工作时间安排也应根据相关法律法规和公司政策进行制定。
除了上述标准工时参照表之外,还有一些其他的标准或规定可以作为制定工时的参考:1.国家法律法规:国家法律法规对工作时间有明确的规定,企业应遵守相关法律法规,制
定合理的工作时间。
2.行业标准:不同行业的工作时间标准可能有所不同,企业应参照行业标准制定工时。
3.公司政策:公司可以根据自身实际情况和员工需求,制定符合公司文化和价值观的工作
时间政策。
4.员工意见:在制定工作时间时,应充分考虑员工的意见和建议,尊重员工的权益和需求。
5.工作效率和工作质量:合理的工作时间可以提高员工的工作效率。
6.建筑业:建筑工人通常每天工作8小时,但可能需要加班或轮班制。
7.零售业:零售店员工通常每天工作8小时,但可能需要在周末、节假日等时间工作。
8.物流业:物流员工通常需要按照运输和配送的时间表进行工作,可能需要进行轮班制或
加班。
9.科技业:科技员工通常有固定的上下班时间,但可能需要加班或处理紧急问题。
10.金融业:金融员工通常有固定的上下班时间,但可能需要加班或处理紧急事务。
需要注意的是,不同行业和职位的工作时间和要求可能有所不同,因此需要根据实际情况制定标准工时参照表。
此外,在制定标准工时参照表时,还需要考虑相关法律法规和公司政策的要求。
标准工时测试表

制 表:朱毅
审 核:
批 准:
人数
1 1 1 1 1 1 1 2 1 1 1 1 1 1 1 1 1 1 1
各工序 人均工时
10.47 12.22 11.11 24.67 22.10 16.56 13.51 19.39 12.86 24.01 22.93 8.49 12.07 12.93 10.40 18.55 15.78 18.13 11.95
11.30 12.40 11.52 11.38 11.54 11.64 11.29 11.67 12.10 13.91 7.91 10.84 10.98 11.23 11.20 11.18 11.07 10.97 12.34 13.46
22.18 21.95 22.19 22.65 23.10 23.24 22.14 22.54 22.46 22.19 21.05 22.13 22.19 23.10 23.15 23.19 23.22 22.10 21.24 21.52 16.17 16.11 15.87 15.46 15.98 15.76 15.64 15.79 13.69 16.97 12.10 12.14 12.18 12.22 12.26 12.30 12.34 12.38 12.42 12.46 36.50 38.12 36.46 36.76 35.19 35.42 34.09 30.28 36.78 30.89 11.23 12.25 11.34 11.39 11.34 11.32 11.30 12.25 12.34 12.39 23.83 23.10 23.74 22.58 22.24 21.16 20.14 20.24 20.29 21.26 17.36 18.96 19.32 18.76 19.37 20.15 21.23 21.04 20.58 20.64 7.23 8.26 9.24 7.64 7.86 7.85 7.23 7.24 7.69 7.99
标准工时及产能计算表

部门主管:
现场工序调整填写IE现场改善
标准工时 (s)
73.28 82.52 40.94 93.74 49.30 121.90 80.10 58.10 123.00 58.98 160.84 194.72 79.44 67.12 58.76 125.86 89.78 155.78 56.12 1338.28 .94
121 127 119 115
28
33
25
30
1195
1183 194.72
1189 1201 工序最小工时 (s):
不平衡损失
44.80 10% 53.20 10% 15.40 10% 63.40 10% 23.00 10% 89.00 10% 51.00 10% 31.00 10% 90.00 10% 31.80 10% 124.40 10% 155.20 10% 50.40 10% 39.20 10% 31.60 10% 92.60 10% 59.80 10% 119.80 10% 29.20 10% 1194.80 10%
7、人均产能=每小时产能/总人数
8、不平衡损失=瓶颈工时×总人数-各工序(每人)时间之和;
9、最大产能=单位标准时间/瓶颈工序标准时间。
线长/物料员
备注:维修员Fra bibliotek当生产均衡率<90%时,需对生产平衡率进行现场改善, 改善步骤:工位摄影 填写IE工序工时分析表 改善瓶颈工位的工序作业 效果表
制表人:
班组长:
产品名 称
工序 (No.)
工序名称
标准工时及产能计算表
型号/模块
线别
文件编号:
测试日期
实测作业时间(s) 实测1 实测2 实测3 实测4 实测5
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
16 10.20
翻边翻孔
龙门冲
17
210电机支架(201248100160)
成型中间台阶
18
210电机支架(201248100160)
冲电机孔
19
210电机支架(201248100160)
折一端
20
210电机支架(201248100160)
整形
21
210电机支架(201248100160)
折两端
22 10.21 方型水箱外壳100L(201290503441)
310顶盖(200748200026)
310顶盖(200748200026) 310隔板(P0000360921) 310隔板(P0000360921) 310隔板(P0000360921) 310隔板(P0000360921) 310隔板(P0000360921)
210电机支架(201248100160)
2 1 28.59 30.60 34.38 29.50 30.63
26
方型水箱外壳100L(201290503441)
折弯大R成型模
27
方型水箱外壳100L(201290503441)
背部压级整形模(两 次)
28
方型水箱外壳100L(201290503441) 压风扇箱台(两次)
29
方型水箱外壳100L(201290503441)
序号
测量日 期
1 10.20 2 10.20 3 10.20 4 10.22 5 10.22 6 10.22 7 10.20 8 10.20 9 10.21 10 10.21 11 10.21 12 10.21 13 10.20 14 10.20 15 10.20
物料名称 105T2顶盖(P0000978776) 105T2顶盖(P0000978776) 105T2顶盖(P0000978776)
50
150(32)水箱上盖(201256102014)
翻孔
51 10.22 150(32)水箱下盖(201256101787)
切角
1 1 8.12 8.06 10.13 11.75 6.88
精冲风扇箱孔模(两 次)
30
方型水箱外壳100L(201290503441) 冲背部上出水管模
31
方型水箱外壳100L(201290503441) 冲背部下出水管模
32
方型水箱外壳100L(201290503441)
翻电加热孔模
33 34 35 36 10.21 37 10.21 38 10.21 39 10.21 40 10.21 41 10.21 42 10.22 43 10.22 44 10.22 45 10.22 46 10.22 47 10.22 48 49
扩电加热孔模 扩孔
整形(两次) 切角冲孔 翻边冲孔 拍平 折弯1 折弯2 折弯3 切角冲孔 折弯 折弯 切角冲孔 翻四边 切角 拉伸冲孔模 冲孔模
1 1 7.93 9.28 8.25 7.85 9.12 1 1 10.41 11.24 9.85 8.72 8.68 1 1 9.37 10.38 8.53 8.28 7.79 1 1 7.59 7.16 6.81 8.00 8.22 1 1 12.97 12.65 8.90 10.82 8.66 1 1 11.50 12.19 12.46 10.90 10.54 1 1 11.50 11.11 10.69 9.35 8.22 1 1 8.34 8.03 8.25 9.41 8.44 1 1 11.00 10.06 10.44 9.74 10.93 1 1 14.11 13.22 16.14 14.12 15.25 1 1 15.28 13.44 16.06 14.16 13.75 1 1 8.74 8.22 8.94 7.94 6.93
方型水箱外壳100L(201290503441) 方型水箱外壳100L(201290503441) 方型水箱外壳100L(201290503441)
112Q围板III(P0000146785) 112Q围板III(P0000146785) 112Q围板III(P0000146785) 112Q围板III(P0000146785) 112Q围板III(P0000146785) 112Q围板III(P0000146785) 8R0左后立柱(200748900016) 8R0左后立柱(200748900016) 8R0左后立柱(200748900016) 十匹柜机隔板(201286900066) 十匹柜机隔板(201286900066) 150(32)水箱上盖(201256102014) 150(32)水箱上盖(201256102014) 150(32)水箱上盖(201256102014)
工序名称
切角冲孔 折Biblioteka 长边 翻边压筋拉伸 修边 翻直 侧冲孔 切角压包 冲孔 正反折弯
折弯
切角冲孔 冲孔
压筋折小边
设备
人员 在制 配置 品数
1
2
3
实测时间(s)
4
5
1 1 12.00 13.00 12.15 12.43 10.00
1 1 11.08 11.96 7.51 9.40 7.90
1 1 13.37 13.51 14.41 12.56 14.69
龙门冲
龙门冲 3 1 11.81 17.81 13.81 13.66 17.38
龙门冲
2 1 10.00 12.44 9.02 13.91 13.56
1 1 9.50 11.03 8.78 11.65 8.81
1 1 11.19 7.68 6.28 11.13 9.56
1 1 8.37 8.81 8.31 7.59 7.88
1 6 17.43 10.82 10.26 13.52 14.26
1 1 8.25 7.34 6.83 6.66 6.41
龙门冲
龙门冲 4 1 10.84 9.00 10.02 11.25 9.94
龙门冲
210电机支架(201248100160)
4 1 10.84 9.00 10.02 11.25 9.94
上端切边冲孔
2 1 34.09 31.19 31.37 32.03 29.62
23 10.21 24 25
方型水箱外壳100L(201290503441) 方型水箱外壳100L(201290503441) 方型水箱外壳100L(201290503441)
下端切边冲孔
端部折弯压级模(两 次)
折弯R一模(两次)