锌系磷化液
磷化液的基本成分及其作用
磷化液的基本成分及其作用1成膜物质1.1磷酸二氢锌:锌系磷化液中,锌离子含量对磷化膜的影响较大。
一般来说,锌离子含量高能形成更多的结晶核心,能加速磷化反应,磷化膜致密,光泽性好;但锌离子含量过高时,磷化膜结晶粗大,膜脆,挂灰,影响涂膜附着力;锌离子含量过低时,磷化膜变薄,磷化时间延长,且磷化膜颜色发暗。
按锌离子含量不同,锌系磷化液分为高锌系、中锌系和低锌系。
对于阴极电泳涂装,主要采用锌含量在0.3-1.3g/l的低锌系磷化液;对于镀锌钢板工件的磷化,则主要采用锌含量在0.9-1.1g/l的低锌系磷化液。
1.2碱金属磷酸盐:这类成膜物质主要用在铁系磷化液中,常用的包括碱金属一代磷酸盐、碱金属二代焦磷酸盐、碱金属多磷酸盐等,它使磷酸与金属离子形成磷酸盐,构成磷化膜的成分。
碱金属磷酸盐通常在金属工件表面形成均匀、致密的彩虹色磷化膜。
碱金属磷酸盐所形成的磷化反应,产生的磷化沉渣少,槽液易于管理,使用成本较低,但由于磷化膜极薄,抗腐蚀性较差。
1.3磷酸:它是与金属离子形成磷酸盐的成膜物质,其含量过多或过少都会直接影响磷化膜的质量。
含量过高时,游离酸度增加,磷化膜易返锈;含量过低时,槽液稳定性会降低,磷化沉渣增加,磷化膜易发暗、多孔,甚至磷化不上。
磷酸在磷化槽液中含量一般为14-16g/l为宜。
1.4硝酸钙盐:主要用在锌钙系磷化液中。
钙离子的加入,使磷化膜的结晶得到改善,并可以减少磷化前的表调工序,但钙、锌离子的比值在磷化槽中有个临界值问题。
当钙离子/锌离子 0.8时,钙离子才能参与成膜,低于0.8,钙离子便不能作为成膜剂。
之所以存在这个临界值,是因为磷酸锌的溶度积要比磷酸钙小的多,而在磷化时,锌离子比钙离子更容易进入磷化膜的缘故。
2促进剂促进剂又称催化剂,但却参与槽液反应,主要作用是促进磷化膜的生长,加快磷化速度,降低磷化温度,其种类与含量对磷化槽液的影响很大。
新型磷化液与传统磷化液的区别主要体现在促进剂的差别上。
锌系磷化液制作原理与应用.

锌系磷化液制作原理与应用一、磷化液的制造原料:1.一般家庭式作坊所用原料:A.85%磷酸(液体+磷酸二氢锌(粉体+硝酸锌(粉体B.85%磷酸(液体+40%~98%硝酸(液体+95%氧化锌(粉体或者锌渣或锌灰(固体注:无效成分约30%。
2.国际标准使用原料:A.85%磷酸(液体+68%硝酸(液体+99.7%氧化锌(粉体B.85%磷酸(液体+68%硝酸(液体+99.99锌锭(金属注:无效成分约10%。
二、磷化液的国际标准化学组成(总酸度为液体状态:A.磷酸(约20%+磷酸二氢锌(约35%+硝酸锌(约35%+磷酸锌(无效成分约10%B.磷酸(约20%+磷酸二氢锌(约45%+硝酸锌(约35%注:按《化工产品物性辞典》解释1.磷酸二氢锌为白色结晶或黏稠状液体,溶于水和酸,水溶液呈酸性。
为磷化皮膜剂的主要成分,用于钢铁的防腐蚀。
2.磷酸锌为无色斜方结晶或白色微晶粉末,溶于无机酸(盐酸、硫酸、硝酸、磷酸;不溶于乙醇;水中几乎不溶,其溶解度随温度上升而减少。
三、磷化液的制作方法:1.一般家庭式作坊:使用瓷缸或塑料桶为反应容器,以人工木棒的搅拌操作。
原料用水以井水或自来水。
2.国际标准:使用不锈钢为反应容器,以机械不锈钢棒的搅拌操作。
原料用水为纯水。
四、一般处理物为钢铁时,其反应机构如下:1.化学反应(化铁+磷酸(游离酸→磷酸二氢铁(铁分+氢气(气泡 (1↓↓↓〔促进剂〕↓〔促进剂〕↓└→水 (2└→磷酸铁(淡黄色沉渣 (32.皮膜生成反应(成磷酸二氢锌→磷酸锌(H皮膜+磷酸 (4铁(离子+磷酸二氢锌→磷酸锌铁(P皮膜+磷酸 (5〔说明〕钢铁表面与磷化处理液接触,钢铁表面发生溶解,表面附近的磷化处理液中的氢离子减少,PH值由3上升至4.6。
其结果引起(4、(5式的化学反应,不溶性的磷酸锌(Hopeite、磷酸锌铁(Phosphophyllite结晶在钢铁表面析出,形成皮膜。
溶解出的铁离子一部分作为皮膜的构成成分被消耗掉,而一部分反应成为铁分留在磷化处理液中,使皮膜的化学生成反应很难顺利进行。
常温锌系磷化剂MS-30
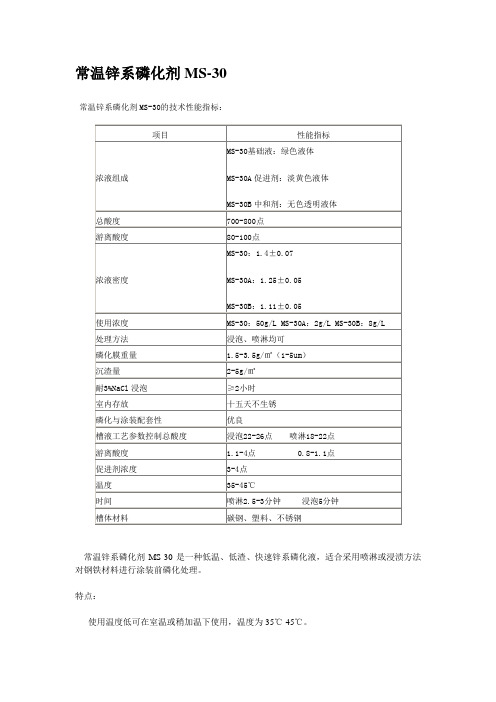
常温锌系磷化剂MS-30常温锌系磷化剂MS-30的技术性能指标:项目性能指标浓液组成MS-30基础液:绿色液体MS-30A促进剂:淡黄色液体MS-30B中和剂:无色透明液体总酸度700-800点游离酸度80-100点浓液密度MS-30:1.4±0.07 MS-30A:1.25±0.05 MS-30B:1.11±0.05使用浓度MS-30:50g/L MS-30A:2g/L MS-30B:8g/L处理方法浸泡、喷淋均可磷化膜重量 1.5-3.5g/㎡(1-5um)沉渣量2-5g/㎡耐3%NaCl浸泡≥2小时室内存放十五天不生锈磷化与涂装配套性优良槽液工艺参数控制总酸度浸泡22-26点喷淋18-22点游离酸度 1.1-4点 0.8-1.1点促进剂浓度3-4点温度35-45℃时间喷淋2.5-3分钟浸泡5分钟槽体材料碳钢、塑料、不锈钢常温锌系磷化剂MS-30是一种低温、低渣、快速锌系磷化液,适合采用喷淋或浸渍方法对钢铁材料进行涂装前磷化处理。
特点:使用温度低可在室温或稍加温下使用,温度为35℃-45℃。
常温锌系磷化剂MS-30磷化沉渣少,共沉渣量只有中温磷化的¼,并且易于打捞。
常温锌系磷化剂MS-30磷化膜结晶细致密实,膜厚2-5um,膜重1.5-3.5g/,适用范围广,防锈力强。
常温锌系磷化剂MS-30槽液稳定,控制方便,使用中只需补加一些原液,控制好总酸度及游离酸度,槽液可长期使用。
推荐使用工艺流程:标准处理工艺:热水洗→预脱脂→脱脂→水洗→表调→磷化→水洗→纯水洗一般处理工艺:预脱脂→脱脂→水洗→表调→磷化→水洗→纯水洗在很多特定的情况下,要实施理想的工艺流程是比较困难的,在这种情况下,本公司可免费提供技术服务。
配磷化槽:(以一吨为例)将清水加至处理槽3/4处。
向槽中加入MS-30原液50公斤,进行搅拌。
向槽中加入中和剂8公斤,搅拌均匀,使白色絮状物消失,然后加水至工作面。
2023年锌系磷化液行业市场调研报告

2023年锌系磷化液行业市场调研报告锌系磷化液是一种化学处理液体,在金属表面进行化学反应后,使其表面形成一层致密、均匀、致密的单分子层磷化膜,从而使金属零件得到防锈、防腐和提高表面质量等效果。
锌系磷化液是目前最常用的钢铁表面处理液之一,广泛用于汽车、农机、工程机械、军工等领域。
本文主要对锌系磷化液行业市场进行调研,并对现状和未来发展进行分析。
一、锌系磷化液市场背景钢铁材料的表面处理液在新能源汽车、5G通信、物联网等领域广泛应用,随着科技的发展,锌系磷化液市场也得到了广泛的发展。
目前,钢铁材料的表面处理液市场呈现稳步增长态势,由于国内市场竞争激烈,行业集中度低,行业内部不稳定性较大,但同时作为基础材料处理液体,在钢铁、军工、汽车等行业发展中的广泛需求使得锌系磷化液市场也迎来了较大的发展机遇。
二、锌系磷化液市场需求1、汽车汽车整车在生产过程中需要使用大量的锌系磷化液,以保证汽车零部件的表面质量和保护作用。
随着我国汽车产业快速发展,对钢铁材料表面处理液的需求也在逐渐提升。
2、军工军工制造业中的钢铁零部件制造也需要使用大量的锌系磷化液,这些零部件的质量和耐腐蚀性要求非常高。
因此,军工领域也是锌系磷化液的重要应用领域之一。
3、机械制造业机械制造业同样对钢铁零部件表面的质量和耐腐蚀性有着严格的要求,因此,锌系磷化液也在这个领域广泛应用。
三、锌系磷化液市场竞争格局锌系磷化液行业市场竞争格局较为松散,市场开放程度较高,行业内许多企业自身规模相对较小,对于产能、品牌等方面的优势都比较有限。
目前,在锌系磷化液行业中拥有较大市场份额的企业主要集中在一些规模比较大的公司中,如佛山金轮化工、昆山信达、太原兴正、德州天地等。
四、锌系磷化液行业发展趋势1、技术创新随着现代产业的发展,对生产环境的保护和对产品质量的提高要求越来越高。
因此,未来锌系磷化液行业的发展方向是以技术创新为先导。
未来的锌系磷化液会向着绿色环保、高效节能等方向发展。
锌系磷化液总酸度标准
锌系磷化液总酸度标准1. 引言锌系磷化液总酸度标准适用于测量及控制锌系磷化液的酸度,以确保其在适宜范围内使用。
本标准适用于所有含有锌的磷化液及相关领域。
2. 术语与定义2.1 锌系磷化液(简称磷化液):由含有锌盐和磷酸盐的溶液组成的化学液体,用于金属表面防腐以及增强附着力。
2.2 酸度(简称酸度):磷化液中酸性物质浓度的测量。
3. 设备和试剂3.1 pH计:精度在0.1以内。
3.2 pH标定液:标定pH计使用的标定液,pH值为4.0和7.0。
3.3 光电比色计:用于测量磷酸盐浓度。
3.4 磷酸盐标准液:磷酸盐浓度为10 g/L的标准液。
3.5 硝酸银溶液:用于滴定酸性物质。
3.6 酸性指示剂:适用于酸碱滴定的指示剂。
4. 样品制备4.1 取磷化液样品10 mL于一容器中,用pH计测量其pH值,记录结果。
4.2 取另外一份磷化液样品10 mL于一容器中,用光电比色计测量其磷酸盐浓度,记录结果。
5. 测试方法5.1 pH值测量5.1.1 将pH计插入磷化液样品中,稳定后记录pH值。
5.1.2 每个样品测量3次,取平均值。
5.2 磷酸盐浓度测量5.2.1 取磷化液样品1 mL并加入光电比色计比色杯中。
5.2.2 设置光电比色计波长,并将比色杯放入仪器中进行测量。
5.2.3 根据光电比色计读数和标准曲线,计算出磷酸盐的浓度。
5.3 酸度计算5.3.1 使用以下公式计算磷化液的酸度:酸度(g/L)= 磷酸盐浓度(g/L) * 3.800 * 0.0418016. 质量控制6.1 进行定期的标定和校准,确保仪器准确度。
6.2 在每次测试前,检查试剂的有效期,并使用新鲜的试剂。
6.3 对于重要样品,应进行平行测试以验证结果的准确性。
7. 报告结果7.1 报告磷化液样品的pH值测量结果。
7.2 报告磷化液样品的磷酸盐浓度测量结果。
7.3 报告磷化液样品的酸度测量结果。
8. 引用本标准参考了涉及锌系磷化液酸度测试的相关文献。
2024年锌系常温磷化液市场前景分析

2024年锌系常温磷化液市场前景分析1. 概述锌系常温磷化液是一种常用的防腐涂层材料,广泛应用于汽车、航空航天、机械制造等领域。
本文将对锌系常温磷化液市场的前景进行分析。
2. 锌系常温磷化液的特点锌系常温磷化液具有以下特点:•高效防腐:锌系常温磷化液可以形成一层紧密的磷酸锌转化膜,有效防止金属表面的氧化和腐蚀。
•良好的涂装性能:锌系常温磷化液具有良好的附着力和均匀性,可以提供优异的涂层外观和涂装性能。
•环保性:锌系常温磷化液的配方中不含重金属和有害物质,对人体和环境无害。
3. 市场需求分析3.1 汽车行业汽车制造是锌系常温磷化液的主要应用领域之一。
随着汽车产量的增加和对涂层防腐性能要求的提高,锌系常温磷化液在汽车行业的需求将持续增长。
3.2 机械制造业在机械制造业中,锌系常温磷化液被广泛应用于金属制品的防腐涂层。
随着机械制造业的发展,对于高效防腐涂层的需求也在增加,锌系常温磷化液将得到更广泛的应用。
3.3 航空航天行业在航空航天行业中,对于金属构件的防腐性能要求非常高。
锌系常温磷化液以其优良的防腐性能被广泛应用于航空航天领域,随着航空航天技术的不断发展,对锌系常温磷化液市场的需求也将继续增加。
4. 市场竞争分析锌系常温磷化液市场存在着一定的竞争。
目前市场上的主要竞争对手包括国内外一些知名的涂料厂商。
这些竞争对手不仅拥有先进的技术和生产设备,还具备较强的销售能力和品牌影响力。
为了在市场竞争中占据优势,企业需要不断提高产品质量、降低成本,并注重品牌宣传和市场推广。
5. 市场前景展望锌系常温磷化液市场的前景看好。
随着消费者对产品质量和环保性的要求日益提高,锌系常温磷化液作为一种高效防腐涂层材料可以满足市场需求。
预计未来几年,锌系常温磷化液市场将保持稳定增长,特别是在汽车、机械制造和航空航天行业的应用将持续扩大。
6. 结论综上所述,锌系常温磷化液作为一种高效防腐涂层材料,具有良好的市场前景。
在市场竞争激烈的环境中,企业需要提高产品质量和品牌影响力,以满足不断增长的市场需求。
锌系磷化液市场分析报告

锌系磷化液市场分析报告1.引言1.1 概述概述部分内容:锌系磷化液是一种用于防腐蚀和表面处理的化学液体,主要成分是含锌的磷化剂。
它被广泛应用于金属制品的表面处理,如汽车零部件、建筑结构、机械设备等领域。
随着工业化生产的不断发展,锌系磷化液的市场需求也在逐渐增加,并且市场竞争也日益激烈。
本报告将对锌系磷化液市场进行深入分析,以期为相关企业和投资者提供有益的参考和建议。
1.2 文章结构文章结构部分的内容:本报告将分为引言、正文和结论三个部分。
在引言部分,将从整体概述、文章结构、目的和总结四个方面介绍本报告的主要内容和目的。
在正文部分,将分别介绍锌系磷化液市场的概况、主要应用领域以及市场发展趋势。
在结论部分,将从市场前景分析、竞争格局以及提出建议和展望三个方面对市场发展进行总结和展望。
1.3 目的:本报告旨在全面分析锌系磷化液市场的现状和发展趋势,深入探讨其主要应用领域及市场竞争格局。
通过对市场情况的深入研究,旨在为行业相关企业提供市场竞争信息和发展建议,帮助行业内企业更好地把握市场动态,制定有效的市场竞争策略,推动行业可持续发展。
同时,本报告也旨在为投资者提供深入的市场分析,帮助其更加准确地了解行业发展动向,为投资决策提供可靠的参考信息。
1.4 总结总结部分应该对整篇文章进行概括和总结。
可以总结该市场的发展现状和趋势,主要应用领域,市场竞争格局,以及对未来发展的展望和建议。
总结部分应该简洁明了,强调文章的核心内容,让读者对整篇文章有一个清晰的概念和印象。
2.正文2.1 锌系磷化液市场概况锌系磷化液是一种在金属表面进行化学处理的溶液,主要由磷酸盐和锌盐组成。
锌系磷化液的主要作用是在金属表面形成一层薄膜,以提高金属件的抗腐蚀性能和摩擦性能。
这种化学处理方法被广泛应用于金属加工、汽车制造、机械制造等领域。
近年来,随着工业化生产水平的不断提升和金属制品需求的增加,锌系磷化液市场也得到了快速发展。
据统计,全球锌系磷化液市场规模在过去几年中呈现快速增长的趋势,预计未来几年仍将保持较高的增长率。
锌系磷化液配方及各组分详细说明
锌系磷化液配方及各组分详细说明(一)转化膜概述1906年,Coslett以专利的形式率先阐明了磷化过程,或许也正是他让人们更多地熟知了磷酸盐转化膜的形成机理。
简单讲,当时的实验过程是他将铁屑放在热的磷酸溶液中直到出现饱和状态。
这种饱和溶液在钢铁的表面生成一种似结晶状的磷酸铁转化膜,过程如下:1. Fe + 2H3PO4 = Fe(H2PO4)2 +H22. Fe + Fe(H2PO4)2 = 2FeHPO4(不溶) + H23. Fe + 2FeHPO4 = Fe3(PO4)2(不溶) + H2反应速度很慢,通常需要几个小时才能生成适合油漆底层的转化膜,况且耐蚀性也不好,但膜层不容易轻易擦掉。
之所以能形成这层膜,是因为铁的表面与酸接触发生反应消耗了酸,导致PH值升高,促使2、3两个反应的进行,直至整个膜的形成、酸蚀的停止。
这些反应伴随氢气的产生,在钢铁的表面形成薄薄的气体阻挡膜,或许正是这一点,成膜需要很长的时间。
二十世纪三十年代,促进剂被使用在处理槽中,磷化时间大为缩短。
这些促进剂通常都是氧化剂,如硝酸盐,它们消除或减少了氢气薄膜的形成,使反应以更快的速度进行。
添加促进剂的另外一个好处是磷化膜由氧化铁和磷酸铁的混合物组成,这种膜同没有促进剂的磷酸亚铁膜相比具有更好的防腐蚀性能。
4Fe + 4H2PO4- + 6[O] = 2FePO4 + Fe2O3 + 2HPO42- + 3H2O当然,这种磷化膜的形成过程也必然伴随着沉渣的生成,这是因为阳极区溶解的铁扩散穿过反应界面进入溶液,被氧化生成不参与成膜的不溶性磷酸铁。
铁系磷化被发现、应用不久,人们又制备了磷酸锌转化膜。
除了锌元素进入膜层,这种膜的结构和性能类似于上面讲述的膜层。
它由两部分结晶构成:H相Zn3(PO4)2·4H2O和P相Zn2Fe(PO4)2·4H2O.膜层中的亚铁离子来自钢铁件阳极区酸的侵蚀。
Fe + 2H3PO4 = Fe(H2PO4)2 +H2金属溶解时,界面的PH值升高,导致金属表面可溶的磷酸二氢盐向不溶的磷酸盐转化。
磷化液的基本成分及其作用
磷化液的基本成分及其作用1成膜物质1.1磷酸二氢锌:锌系磷化液中,锌离子含量对磷化膜的影响较大。
一般来说,锌离子含量高能形成更多的结晶核心,能加速磷化反应,磷化膜致密,光泽性好;但锌离子含量过高时,磷化膜结晶粗大,膜脆,挂灰,影响涂膜附着力;锌离子含量过低时,磷化膜变薄,磷化时间延长,且磷化膜颜色发暗。
按锌离子含量不同,锌系磷化液分为高锌系、中锌系和低锌系。
对于阴极电泳涂装,主要采用锌含量在0.3-1.3g/l的低锌系磷化液;对于镀锌钢板工件的磷化,则主要采用锌含量在0.9-1.1g/l的低锌系磷化液。
1.2碱金属磷酸盐:这类成膜物质主要用在铁系磷化液中,常用的包括碱金属一代磷酸盐、碱金属二代焦磷酸盐、碱金属多磷酸盐等,它使磷酸与金属离子形成磷酸盐,构成磷化膜的成分。
碱金属磷酸盐通常在金属工件表面形成均匀、致密的彩虹色磷化膜。
碱金属磷酸盐所形成的磷化反应,产生的磷化沉渣少,槽液易于管理,使用成本较低,但由于磷化膜极薄,抗腐蚀性较差。
1.3磷酸:它是与金属离子形成磷酸盐的成膜物质,其含量过多或过少都会直接影响磷化膜的质量。
含量过高时,游离酸度增加,磷化膜易返锈;含量过低时,槽液稳定性会降低,磷化沉渣增加,磷化膜易发暗、多孔,甚至磷化不上。
磷酸在磷化槽液中含量一般为14-16g/l为宜。
1.4硝酸钙盐:主要用在锌钙系磷化液中。
钙离子的加入,使磷化膜的结晶得到改善,并可以减少磷化前的表调工序,但钙、锌离子的比值在磷化槽中有个临界值问题。
当钙离子/锌离子 0.8时,钙离子才能参与成膜,低于0.8,钙离子便不能作为成膜剂。
之所以存在这个临界值,是因为磷酸锌的溶度积要比磷酸钙小的多,而在磷化时,锌离子比钙离子更容易进入磷化膜的缘故。
2促进剂促进剂又称催化剂,但却参与槽液反应,主要作用是促进磷化膜的生长,加快磷化速度,降低磷化温度,其种类与含量对磷化槽液的影响很大。
新型磷化液与传统磷化液的区别主要体现在促进剂的差别上。
按磷化液组成分类
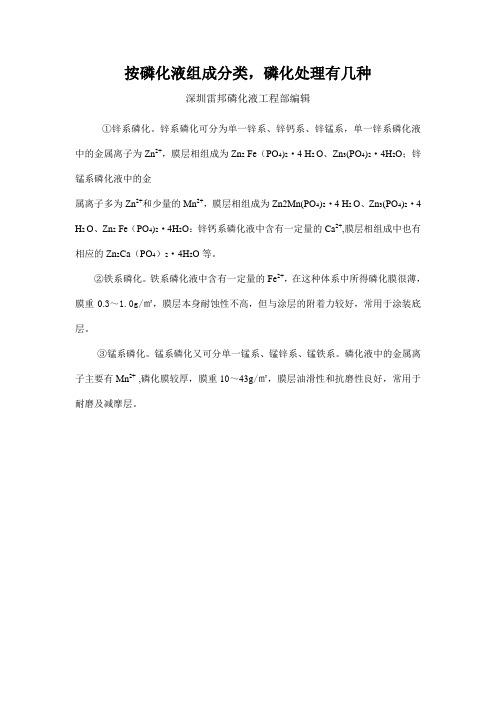
按磷化液组成分类,磷化处理有几种
深圳雷邦磷化液工程部编辑
①锌系磷化。
锌系磷化可分为单一锌系、锌钙系、锌锰系,单一锌系磷化液中的金属离子为Zn2+,膜层相组成为Zn2 Fe(PO4)2·4 H2 O、Zn3(PO4)2·4H2O;锌锰系磷化液中的金
属离子多为Zn2+和少量的Mn2+,膜层相组成为Zn2Mn(PO4)2·4 H2 O、Zn3(PO4)2·4 H2 O、Zn2 Fe(PO4)2·4H2O:锌钙系磷化液中含有一定量的Ca2+,膜层相组成中也有相应的Zn2Ca(PO4)2·4H2O等。
②铁系磷化。
铁系磷化液中含有一定量的Fe2+,在这种体系中所得磷化膜很薄,膜重0.3~1.0g/㎡,膜层本身耐蚀性不高,但与涂层的附着力较好,常用于涂装底层。
③锰系磷化。
锰系磷化又可分单一锰系、锰锌系、锰铁系。
磷化液中的金属离子主要有Mn2+ ,磷化膜较厚,膜重10~43g/㎡,膜层油滑性和抗磨性良好,常用于耐磨及减摩层。
锌系磷化液测定指导
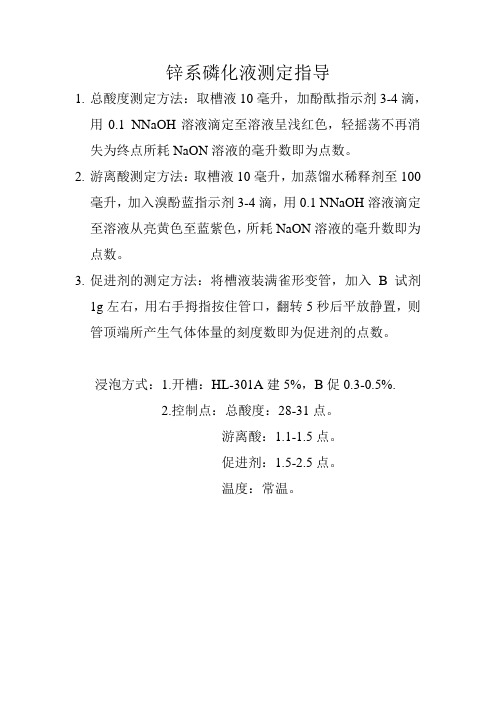
锌系磷化液测定指导
1.总酸度测定方法:取槽液10毫升,加酚酞指示剂3-4滴,
用0.1 NNaOH溶液滴定至溶液呈浅红色,轻摇荡不再消失为终点所耗NaON溶液的毫升数即为点数。
2.游离酸测定方法:取槽液10毫升,加蒸馏水稀释剂至100
毫升,加入溴酚蓝指示剂3-4滴,用0.1 NNaOH溶液滴定至溶液从亮黄色至蓝紫色,所耗NaON溶液的毫升数即为点数。
3.促进剂的测定方法:将槽液装满雀形变管,加入B试剂
1g左右,用右手拇指按住管口,翻转5秒后平放静置,则管顶端所产生气体体量的刻度数即为促进剂的点数。
浸泡方式:1.开槽:HL-301A建5%,B促0.3-0.5%.
2.控制点:总酸度:28-31点。
游离酸:1.1-1.5点。
促进剂:1.5-2.5点。
温度:常温。
锌系磷化液的配方
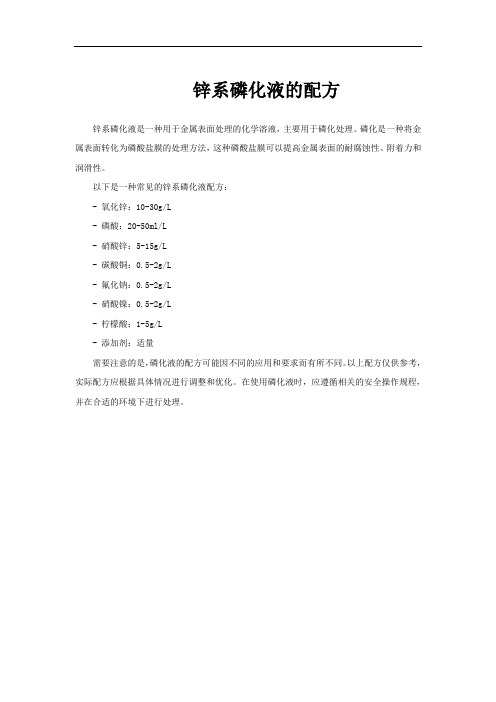
锌系磷化液的配方
锌系磷化液是一种用于金属表面处理的化学溶液,主要用于磷化处理。
磷化是一种将金属表面转化为磷酸盐膜的处理方法,这种磷酸盐膜可以提高金属表面的耐腐蚀性、附着力和润滑性。
以下是一种常见的锌系磷化液配方:
- 氧化锌:10-30g/L
- 磷酸:20-50ml/L
- 硝酸锌:5-15g/L
- 碳酸铜:0.5-2g/L
- 氟化钠:0.5-2g/L
- 硝酸镍:0.5-2g/L
- 柠檬酸:1-5g/L
- 添加剂:适量
需要注意的是,磷化液的配方可能因不同的应用和要求而有所不同。
以上配方仅供参考,实际配方应根据具体情况进行调整和优化。
在使用磷化液时,应遵循相关的安全操作规程,并在合适的环境下进行处理。
常温锌系磷化液资料
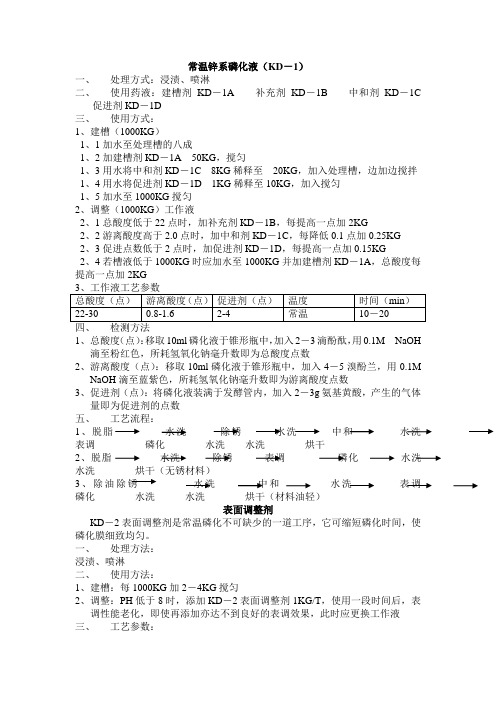
常温锌系磷化液(KD-1)一、处理方式:浸渍、喷淋二、使用药液:建槽剂KD-1A补充剂KD-1B中和剂KD-1C促进剂KD-1D三、使用方式:1、建槽(1000KG)1、1加水至处理槽的八成1、2加建槽剂KD-1A50KG,搅匀1、3用水将中和剂KD-1C8KG稀释至20KG,加入处理槽,边加边搅拌1、4用水将促进剂KD-1D1KG稀释至10KG,加入搅匀1、5加水至1000KG搅匀2、调整(1000KG)工作液2、1总酸度低于22点时,加补充剂KD-1B,每提高一点加2KG2、2游离酸度高于2.0点时,加中和剂KD-1C,每降低0.1点加0.25KG 2、3促进点数低于2点时,加促进剂KD-1D,每提高一点加0.15KG2、4若槽液低于1000KG时应加水至1000KG并加建槽剂KD-1A,总酸度每提高一点加2KG1、总酸度(点):移取10ml磷化液于锥形瓶中,加入2-3滴酚酞,用0.1M NaOH滴至粉红色,所耗氢氧化钠毫升数即为总酸度点数2、游离酸度(点):移取10ml磷化液于锥形瓶中,加入4-5溴酚兰,用0.1MNaOH滴至蓝紫色,所耗氢氧化钠毫升数即为游离酸度点数3、促进剂(点):将磷化液装满于发酵管内,加入2-3g氨基黄酸,产生的气体量即为促进剂的点数五、工艺流程:1、脱脂水洗除锈水洗中和水洗表调磷化水洗水洗烘干2、脱脂水洗除锈表调磷化水洗水洗烘干(无锈材料)3、除油除锈水洗中和水洗表调磷化水洗水洗烘干(材料油轻)表面调整剂KD-2表面调整剂是常温磷化不可缺少的一道工序,它可缩短磷化时间,使磷化膜细致均匀。
一、处理方法:浸渍、喷淋二、使用方法:1、建槽:每1000KG加2-4KG搅匀2、调整:PH低于8时,添加KD-2表面调整剂1KG/T,使用一段时间后,表调性能老化,即使再添加亦达不到良好的表调效果,此时应更换工作液三、工艺参数:PH值:8-9温度:常温时间:30-60S脱脂剂(KD-6)KD-6脱脂剂是由高效表面活性剂的复配物、碱金属盐、乳化剂等合成,具有极强的去污、乳化分散、增溶能力,是一种先进的低温高效脱脂剂。
2024年锌系磷化液市场规模分析
2024年锌系磷化液市场规模分析引言锌系磷化液是一种常用的金属表面处理剂,主要用于防腐蚀和提高金属表面的粘接性能。
本文将对锌系磷化液市场规模进行分析,包括市场趋势、主要应用领域和发展前景等方面进行探讨。
市场规模与趋势锌系磷化液市场规模在近年来持续增长,主要得益于以下几个因素:1.工业发展的需求:随着工业的发展,金属制品的使用越来越广泛。
锌系磷化液作为一种重要的金属表面处理剂,不仅可以提高金属制品的耐蚀性,还可以增加表面的粘接性能,满足了工业生产对金属制品性能的要求。
2.新材料的需求:随着新材料的不断涌现,对于金属表面处理剂的需求也日益增多。
锌系磷化液作为一种经济实用的表面处理剂,能够满足多种新材料的需求,因此在市场上的需求量也在不断增加。
3.环保需求的提升:在当前环保意识日益增强的情况下,传统的金属表面处理剂受到了限制。
而锌系磷化液以其低毒、无污染的优点,成为了环保替代产品的首选,进一步推动了市场规模的扩大。
在市场规模增长的同时,锌系磷化液市场也呈现出以下趋势:1.技术升级:随着科技的发展,锌系磷化液的制造技术不断升级,产品的性能得到了进一步提升。
同时,新型的锌系磷化液也在不断涌现,进一步丰富了市场的产品种类。
2.应用领域扩展:除了传统的汽车、电子、家电等应用领域,锌系磷化液在航空航天、新能源等领域的应用也逐渐增多。
这些新的应用领域为市场的增长提供了新的机遇。
3.国际市场的竞争:锌系磷化液市场的竞争日益激烈,不仅面临国内同行业的竞争,还需要与国际市场上的品牌进行竞争。
产品质量的提升、品牌形象的塑造等方面将在竞争中起到关键作用。
主要应用领域锌系磷化液在许多领域都有广泛的应用,以下是其中的几个主要应用领域:1.汽车制造:锌系磷化液在汽车制造中被广泛使用,用于汽车零件的防腐蚀和增加涂层的附着力。
随着汽车产量的增加和对汽车质量的要求不断提高,锌系磷化液在汽车行业中的市场需求也在不断增加。
2.电子行业:电子产品制造过程中需要用到大量的金属零部件,而这些金属零部件往往需要经过表面处理来提高粘接性能和耐腐蚀性。
锌系磷化液制作原理与应用
锌系磷化液制作原理与应用一、磷化液的制造原料:1.一般家庭式作坊所用原料:A.85%磷酸(液体)+磷酸二氢锌(粉体)+硝酸锌(粉体)B.85%磷酸(液体)+40%~98%硝酸(液体)+95%氧化锌(粉体)或者锌渣或锌灰(固体)注:无效成分约30%。
2.国际标准使用原料:A.85%磷酸(液体)+68%硝酸(液体)+99.7%氧化锌(粉体)B.85%磷酸(液体)+68%硝酸(液体)+99.99锌锭(金属)注:无效成分约10%。
二、磷化液的国际标准化学组成(总酸度)为液体状态:A.磷酸(约20%)+磷酸二氢锌(约35%)+硝酸锌(约35%)+磷酸锌(无效成分约10%)B.磷酸(约20%)+磷酸二氢锌(约45%)+硝酸锌(约35%)注:按《化工产品物性辞典》解释1.磷酸二氢锌为白色结晶或黏稠状液体,溶于水和酸,水溶液呈酸性。
为磷化皮膜剂的主要成分,用于钢铁的防腐蚀。
2.磷酸锌为无色斜方结晶或白色微晶粉末,溶于无机酸(盐酸、硫酸、硝酸、磷酸);不溶于乙醇;水中几乎不溶,其溶解度随温度上升而减少。
三、磷化液的制作方法:1.一般家庭式作坊:使用瓷缸或塑料桶为反应容器,以人工木棒的搅拌操作。
原料用水以井水或自来水。
2.国际标准:使用不锈钢为反应容器,以机械不锈钢棒的搅拌操作。
原料用水为纯水。
四、一般处理物为钢铁时,其反应机构如下:1.化学反应(化)铁+磷酸(游离酸)→磷酸二氢铁(铁分)+氢气(气泡)......(1)↓↓↓〔促进剂〕↓〔促进剂〕↓└→水...........(2)└→磷酸铁(淡黄色沉渣)...........(3) 2.皮膜生成反应(成)磷酸二氢锌→磷酸锌(H皮膜)+磷酸.......................(4)铁(离子)+磷酸二氢锌→磷酸锌铁(P皮膜)+磷酸.........(5)〔说明〕钢铁表面与磷化处理液接触,钢铁表面发生溶解,表面附近的磷化处理液中的氢离子减少,PH值由3上升至4.6。
塑性加工专用磷化液产品介绍

塑性加工专用磷化液——锌系磷化PB-508A作业指导一、简介:PB-508A锌系皮膜剂是一种塑性加工表面处理及防锈处理磷化液,本品适用于冷镦、冷锻、冷拉等冷间塑性加工前的表面磷化处理,也可用于螺丝等产品的防锈磷化处理。
采用浸渍处理方法,具有使用温度低(70~85℃) 、磷化时间短(5~15min) 、沉渣少等特点。
经磷化处理后,使金属表面生成一层膜重8-10g/m²的磷酸锌膜,膜层致密、均匀、无挂灰。
由PB-508处理得到的覆膜对润滑剂的稳定性良好,冷加工尤其是冷镦时作为润滑的底层覆膜最合适。
本覆膜作为优点来讲,具有以下效果。
1.减少金属和工具的直接接触。
2.延长工具的寿命。
3.减少材料的损耗。
4.可得到平滑均匀的加工表面。
二、使用器具及药剂:使用药剂试验用药品器具PB-508AM锌系皮膜剂(建浴)滴定液0.1N NaOHPB-508AR锌系皮膜剂(补加)发酵粉(胺基磺酸)促进剂AC-902 指示剂酚酞(P.P)、溴酚酞(B.P.B)润滑剂LU B-601烧杯250ml 2个滴定管50ml 1只吸球 1个吸量管10ml 1根发酵管10ml 1个PH试纸(1-14)三、处理设备:化成处理槽最好以SUS-304、SUS-316制成为佳,普通软钢亦可,唯使用寿命较短。
泵和喷嘴应使用 316型不锈钢,而低碳钢可用在管道上,也适用在水洗槽。
加热管及排除沉淀的管子同上。
加热管安装在处理槽侧面。
从槽底部加热会使沉淀物上浮,所以不适当。
四、处理工程:标准处理工艺如下:清洗(喷砂) →酸洗→水洗→水洗→PB-508A处理→水洗→热水洗(中和) →LUB- 601润滑处理→干燥→冷镦。
五、建浴方法:(配制处理液1000L时)1、PB-508AM锌系皮膜剂(建浴), PB-508AR锌系皮膜剂(补加)1).注入清水八成满;2).加入100KG的PB-508AM锌系皮膜剂(建浴);3).加入AC-902促进剂1.0-1.5KG,并充分搅拌;4).加清水使总量至1,000L,充分搅拌;5).约10分钟后,检测其全酸度为40Pt,游离酸度为6.5Pt,促进剂1-2Pt;6).加温至规定的处理温度75-85℃即可使用。
锌系磷化剂成分

锌系磷化剂成分嘿,朋友们!今天咱就来唠唠锌系磷化剂成分这个有意思的玩意儿。
你说这锌系磷化剂啊,就像是一个魔法药水,能让金属表面发生奇妙的变化呢!它里面的成分可都是宝啊。
先说说锌离子吧,这就好比是魔法药水里的主角,那作用可老大了。
它能和金属表面亲密接触,形成一层坚固的磷化膜,就像给金属穿上了一层坚固的铠甲,保护着金属不受外界的侵害。
你想想看,要是没有这锌离子,那金属得多脆弱呀,稍微来点风吹雨打就不行啦!还有磷酸根离子呢,这就像是魔法药水里的配角,但也是不可或缺的呀!它和锌离子一起合作,才能打造出那完美的磷化膜。
就好像一场精彩的演出,主角固然重要,但没有配角的配合,也演不出那精彩的戏码呀!另外啊,里面还有一些其他的成分,就像是魔法药水里的各种调料,虽然用量不多,但却能起到画龙点睛的作用。
它们能让磷化膜更加完美,更加耐用。
你可别小瞧了这锌系磷化剂成分的搭配,这就跟做菜一样,各种调料的比例得恰到好处,才能做出美味可口的菜肴。
要是比例不对,那这磷化剂的效果可就大打折扣啦!这可不是闹着玩的,要是磷化膜质量不行,那金属制品还怎么能长久使用呢?咱再打个比方,这锌系磷化剂成分就像是一个团队,每个成员都有自己的职责和作用。
只有大家齐心协力,才能让这个团队发挥出最大的威力。
锌离子是前锋,勇往直前;磷酸根离子是后卫,默默支持;其他成分则是各种辅助人员,让一切都变得更加完美。
而且啊,不同的锌系磷化剂成分比例,还能适用于不同的场合呢!就像不同的人穿不同风格的衣服一样,要找到最适合自己的那一款。
有的需要更坚固的磷化膜,那就得调整成分比例;有的需要更光滑的表面,那也得在成分上动点小心思。
你说这锌系磷化剂成分是不是很神奇?是不是很值得我们去深入研究?我觉得啊,这就是一个充满奥秘和惊喜的世界,等着我们去探索呢!所以啊,朋友们,可别小看了这小小的锌系磷化剂成分哦!它可是能为我们的金属制品带来大改变的呢!让我们一起好好对待它,发挥出它最大的作用吧!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
YL-201锌系磷化液
本品在常温条件使用,浸渍或喷淋均可,适用于汽车、防盗门、散热器等行业钢铁工件的涂装前磷化,可与电泳、静电喷涂,喷漆等涂装工艺配套。
一、技术指标
二、主要特点
1、使用过程中需单独添加促进剂,配槽与添加均使用同一药剂,操作简单,管理方便。
2、本品稳定性好,沉渣少,使用寿命较长。
3、磷化膜结晶致密,灰色,不挂灰,可增强涂膜的附着力和耐蚀性,综合成本低。
三、使用方法及工艺参数
1、处理工艺:脱脂→水洗→酸洗→中和水洗→水洗→表调→磷化→水洗→烘干
2、将磷化液配制成6%工作液,每吨加3.5-4.0kg中和剂和2kg促进剂,使其溶解搅拌均匀,即可使用。
3、工艺参数:
FA:0.8~1.2Pt 处理温度:35-45℃促进剂AC:4-6Pt
TA:18~22Pt 处理时间:浸渍:10~15min、喷淋:2~4min
4、由于连续处理过程中浓度不断变化,所以要定期测定各项指标浓度,保持各项指标在所规定的工艺浓度范围内。
每吨工作液中,每添加3kg浓缩液,总酸度升高1.5Pt,游离酸度升高0.2Pt;每添加0.2kg中和剂,游离酸度降0.1Pt;每添加0.6kg促进剂,促进剂浓度可提高1Pt。
四、包装与储运
本品采用30kg塑料桶包装,储运温度不低于0℃。
特别声明:本公司所提供的技术信息基于本公司对现有产品的认识,用户对本公司提供的产品,应该进行试验以验证是否适合所拟订的工艺和用途,对于使用过程影响因素很多,提醒用户不可未经试验就照搬使用。