安钢1号高炉炉墙结厚的预防与处理
高炉炸瘤方案

炼铁烧结厂 1# 、2#高炉炸瘤方案炼铁烧结厂准备利用转炉炉役检修期间对 1#、2#高炉进行炸瘤,实施方案如下:一、成立炸瘤工作指挥协调小组组长:副组长:组员:负责安全措施的落实和现场安全警戒协调;负责炸瘤的技术措施的落实和确认;羊练负责炸瘤前的准备工作及高炉工艺操作。
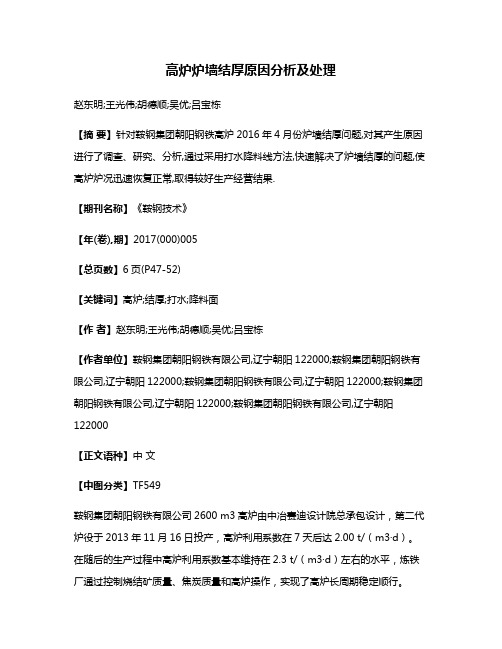
二、结厚情况介绍1#高炉结厚范围较宽,大约占圆周范围的 70%,最厚部位约 800mm,在 8#风口正上方, 2#高炉的结厚范围在 8#---14#风口之间,最厚部位有 1 米左右,位于10#风口正上方。
1#、2#高炉的结厚高度位置均在料线以下 4— 7 米,总体积约15m3 ,总重量约 30 吨,形状为上部厚,下部薄,根据 3#高炉停炉后人工清理结厚的情况分析,我厂结厚均为碱金属附着于炉墙,粉末粘在碱金属层,然后循环增加所致,结构非常致密(见示意图) 。
三、炸瘤前必备条件1 、料线降至 9 米以下。
2 、休风前控制顶温,休风后压 20 吨生矿、 10 吨水渣,所有直吹管卸下,风口用炮泥堵严,确保爆破前炉内温度低于200ºC。
3 、警戒线拉好,各安全措施落实到位,甲乙双方安全第一责任人到场确认可以实施爆破。
1#2#高炉结厚及爆破示意图四、 炸瘤要求1 、 必须彻底清除炉墙粘结物。
2 、 根据现场情况, 爆破队必须做好滑炮和开孔两种作业方式的准备 。
优先使用开孔爆破方式 (从探瘤孔或冷却板处开孔, 炸药伸进瘤体内); 无法开 孔的部位,再用滑炮形式处理(见示意图) 。
3 、 从爆破作业开始,一座高炉的结厚必须在 16 小时内全部清除干净。
4 、 爆破时必须避免炸药直接接触炉墙砖衬,以免炸垮炉墙。
五、 材料准备1 、 设备科负责准备滑炮所用导线 (双线), 分正负极, 留好两端接头, 用石棉套管套好, 20 米为一卷,要便于收放线,一共准备 20 卷。
1#高炉25 米平台开爆破孔水渣2# 高炉 炸药 滑杆 生矿2 、高炉车间负责滑杆准备,每根长 10 米以上,备 10 根。
高炉炉墙结厚原因分析及处理
高炉炉墙结厚原因分析及处理赵东明;王光伟;胡德顺;吴优;吕宝栋【摘要】针对鞍钢集团朝阳钢铁高炉2016年4月份炉墙结厚问题,对其产生原因进行了调查、研究、分析,通过采用打水降料线方法,快速解决了炉墙结厚的问题,使高炉炉况迅速恢复正常,取得较好生产经营结果.【期刊名称】《鞍钢技术》【年(卷),期】2017(000)005【总页数】6页(P47-52)【关键词】高炉;结厚;打水;降料面【作者】赵东明;王光伟;胡德顺;吴优;吕宝栋【作者单位】鞍钢集团朝阳钢铁有限公司,辽宁朝阳122000;鞍钢集团朝阳钢铁有限公司,辽宁朝阳122000;鞍钢集团朝阳钢铁有限公司,辽宁朝阳122000;鞍钢集团朝阳钢铁有限公司,辽宁朝阳122000;鞍钢集团朝阳钢铁有限公司,辽宁朝阳122000【正文语种】中文【中图分类】TF549鞍钢集团朝阳钢铁有限公司2600 m3高炉由中冶赛迪设计院总承包设计,第二代炉役于2013年11月16日投产,高炉利用系数在7天后达2.00 t/(m3·d)。
在随后的生产过程中高炉利用系数基本维持在2.3 t/(m3·d)左右的水平,炼铁厂通过控制烧结矿质量、焦炭质量和高炉操作,实现了高炉长周期稳定顺行。
2015年为了降成本需要,彻底取消了质量较好的回转窑球团,而采用价格相对较低的当地竖炉球团和块矿,最终实现70%烧结+15%竖炉球团+15%块矿的经济料结构形式,实现了高炉效益最大化。
但2016年3~5月期间,由于高炉炉料急剧恶化,高炉炉况逐步失常,长时间处理没有得到有效改善,根据各方面判断,怀疑高炉炉型已发生变化(主要集中在炉身区域块状带),2016年5月1日开始降料面进行观察,在北、西北、南、西南4个方向出现炉墙结厚,因此,鞍钢集团朝阳钢铁炼铁厂针对此问题进行了调查研究,采取有效措施,解决了高炉炉墙结厚问题,为同类型高炉提供一定参考。
2015年12月份高炉属于限产状态,经过2016年1月份的稳定提产,2月份高炉已经彻底恢复正常,高炉平均日产达到5 941 t/d,2016年3月份由于受外部环境的影响,烧结、高炉配矿结构变化频繁,由于当时高炉炉缸工作状态好,3月中上旬造成的影响并没有完全体现出来,但从3月下旬开始高炉已出现风量减少、风压波动较大的情况。
高炉结瘤事故的预防与处理
高炉结瘤事故的预防与处理1前言结瘤是高炉恶性事故之一,高炉结瘤是炉况不顺造成的,反过来又会加剧炉况失常,对炉瘤处理不当,会使产量降低、焦比升高,影响高炉的经济寿命,会给企业带来很大的损失。
2高炉结瘤事故的预防高炉结瘤的原因是多种多样的,其基本成因是已熔化的物质再凝结,并粘附于炉墙上逐步长大,对其成因应提前采取预防措施,防止高炉结瘤事故的出现。
2.1稳定原燃料质量原燃料质量差、含粉量大,在低料线时极易导致粉末聚集,诱发上部结瘤;同时,粉末聚集层下到软熔带时易引发透气性变差,出现小崩料和小滑尺现象,控制不当易诱发炉凉等事故,影响高炉冶炼的正常进行。
原燃料质量差,容易导致炉况失常,出现难行悬料,使得顶温升高,不能得到有效控制,极易导致上部结瘤。
为此,在生产组织中,应根据原燃料质量确定高炉的冶炼方案,保证高炉稳定顺行,对小的炉况波动进行先期处理,防止出现大的炉况失常。
2.2禁止长期低料线作业长期低料线作业会破环高炉顺行,使装料制度受到严重破坏,同时可导致高炉热制度被打乱,使高炉温度场紊乱继而诱发炉墙结厚甚至结瘤。
根据低料线作业的具体原因应采取不同的针对性措施,对上料能力不足的应选择适宜的批重,用提高料车满载率来提高上料能力,保证高炉满料线率。
对由于设备故障造成的低料线,应采取相应的措施予以调剂,应注意在赶料线时可采取适当发展边缘的装料制度,根据料线的深度加足净焦或适当减轻负荷,确保高炉炉温充沛、炉况稳定顺行。
2.3及时处理边缘堆积高炉采取强化冶炼措施后,装料制度与送风制度未及时进行再匹配时,容易导致边缘堆积。
具体表现为铁前易憋压,对减风操作炉况好转敏感,上下渣温差大,经常出现小崩料和滑尺,下料不均,风口工作不均衡。
为此,对边缘堆积应及时处理,采取增大风口直径的送风制度、适宜强度的高炉操作、发展边缘的装料制度、降低炉渣碱度的造渣制度、确定适宜炉温的热制度进行调剂,必要时采用洗炉剂洗炉或以全倒装强烈发展边缘的操作方法,用高温煤气冲刷结厚的炉墙。
安钢1#高炉炉身局部结厚的分析及处理
安钢1#高炉炉身局部结厚的分析及处理
刘建军;韩东阳
【期刊名称】《河南冶金》
【年(卷),期】1999(000)006
【摘要】系统分析了安钢1#高炉1997年3月下旬炉身局部结厚的形成原因,提出了今后高炉生产中应该吸取的经验教训。
【总页数】2页(P35-36)
【作者】刘建军;韩东阳
【作者单位】安阳钢铁集团有限公司;安阳钢铁集团有限公司
【正文语种】中文
【中图分类】TF549.3
【相关文献】
1.宁钢2号高炉炉墙局部结厚的原因和处理 [J], 李刚;俞晓林;丁德刚
2.1#高炉炉腹结厚的分析及处理 [J], 陶天一
3.湘钢1#高炉炉身下部炉墙结厚的处理 [J], 杨子江
4.新钢11号高炉炉身顽固结厚原因分析及控制 [J], 唐荣;刘广全;伍强
5.300m^3高炉炉身局部结厚原因分析及处理 [J], 周长喜;魏群
因版权原因,仅展示原文概要,查看原文内容请购买。
高炉结瘤事故的预防与处理
高炉结瘤事故的预防与处理1 前言结瘤是高炉恶性事故之一,高炉的球化是由恶劣的炉况引起的,反过来又会加剧炉况失常,对炉瘤处理不当,会使产量降低、焦比升高,影响高炉的经济寿命,会给企业带来很大的损失。
2 高炉结瘤事故的预防高炉结瘤的原因是多种多样的,其根本原因是熔融物质的再凝结,并粘附于炉墙上逐步长大,对其成因应提前采取预防措施,防止高炉结瘤事故的出现。
2.1 稳定原材料和燃料的质量原燃料质量差、含粉量大,在低料线时极易导致粉末聚集,诱发上部结瘤;同时,当粉末聚集层下降到软熔体区时,很容易导致渗透性差,出现小崩料和小滑尺现象,控制不当易诱发炉凉等事故,影响高炉冶炼的正常进行。
原燃料质量差,容易导致炉况失常,出现难行悬料,使得顶温升高,不能得到有效控制,极易导致上部结瘤。
为此,在生产组织中,应根据原燃料质量确定高炉的冶炼方案,保证高炉稳定顺行,对小的炉况波动进行先期处理,防止出现大的炉况失常。
2.2 禁止长期低物料生产线作业长期低料线作业会破环高炉顺行,使装料制度受到严重破坏,同时可导致高炉热制度被打乱,使高炉温度场紊乱继而诱发炉墙结厚甚至结瘤。
应根据低物料线运行的具体原因采取不同的有针对性的措施,对上料能力不足的应选择适宜的批重,用提高料车满载率来提高上料能力,保证高炉满料线率。
对由于设备故障造成的低料线,应采取相应的措施予以调剂,应注意在赶料线时可采取适当发展边缘的装料制度,根据料线的深度加足净焦或适当减轻负荷,确保高炉炉温充沛、炉况稳定顺行。
2.3 及时处理边缘累积高炉采取强化冶炼措施后,装料制度与送风制度未及时进行再匹配时,容易导致边缘堆积。
具体表现为铁前易憋压,对减风操作炉况好转敏感,上下渣温差大,经常出现小崩料和滑尺,下料不均,风口工作不均衡。
为此,对边缘堆积应及时处理,采取增大风口直径的送风制度、适宜强度的高炉操作、发展边缘的装料制度、降低炉渣碱度的造渣制度、确定适宜炉温的热制度进行调剂,如有必要,应使用炉子清洗剂清洗炉子,或采用强展边全倒置的操作方法,用高温煤气冲刷结厚的炉墙。
高炉后期易出现的问题分析与处理操作
高炉生产进入后期,炉型变化较大,设备破损也较多,需要对设备不断维护,高炉生产中会出现各类问题,操作指标也要及时调整。
偏料、崩料与悬料偏料。
两尺相差大于0.5m以上叫偏料。
钟阀高炉两尺相差1.0m以上也叫偏料。
偏料会破坏煤气流正常分布,能量利用率降低,使燃料比升高,降低装料调剂手段的效果;造成高炉圆周工作不均,特别是炉缸温度不均,对喷煤和下部调剂效果有较大影响;易产生炉况大凉、大崩料或连续崩料、悬料、结瘤;炉料粉末易集结在下料慢的部分。
偏料的原因包括:炉衬侵蚀不均,侵蚀严重一侧煤气流过分发展。
炉型变化不规则,变坏一侧可能有结瘤,使下料不均。
旋转布料器故障,停转后布料偏。
风口圆周工作不均,各风口进风量和风压不均。
炉料粉末多,布料时发生炉料粒度偏析。
偏料的处理办法包括:检查料尺工作是否正常,有无假象;出现偏料要避免中心过吹和炉温不足;偏料初期,可改变装料制度,采取疏松边缘或双装等办法;炉温充沛时,可铁后坐料,加3批~5批净焦,后补矿,改变煤气流分布;使用无料钟设备可采取定点布料;低料线一侧缩小风口口径,加套,严重时可堵风口;发现有结瘤要及时处理;大钟和旋转布料器工作有缺陷时要及时处理。
崩料与连续崩料。
炉料突然塌落的现象叫崩料,其深度超过500mm或更深。
不正常下料连续不断或不止一次突然塌料叫连续崩料。
崩料会使大量生料(未被加热,进行直接还原的炉料)进入炉缸,造成炉缸大凉。
炉料没预热会使热风能量损失,炉料不进行间接还原反应(矿石间接还原反应是放热反应),炼铁能耗升高。
崩料的原因包括:主要原因是鼓风动能、煤气流分布、装料制度之间发生不平衡。
气流分布失衡,边缘或中心过分发展,小管道行程没及时调整。
炉热、炉凉调剂不及时,炉温波动大。
严重偏料,长期低料线引起煤气流分布失衡。
炉墙结厚、结瘤,炉型被破坏。
原燃料质量变坏,高炉没及时调整。
特别是焦炭质量变坏,炉料粉末增多,炉料透气性变差。
炉温和炉渣成分波动,形成短渣,软熔带透气性变差。
高炉炉墙结厚的原因、征兆及处理方法

高炉炉墙结厚的原因、征兆及处理方法(1)结厚的缘由。
炉墙结厚的缘由有外因和内因两个方面;外因主要是外部冶炼条件的变化影响高炉冶炼的正常进行,内因主要是高炉操作不适应外部条件的变化。
1)外因有以下几种:①原料粉末多,长期边缘过重后在操作制度上没有准时调整,易造成炉身下部结厚。
②原燃料含钾、钠高或粉末多,或者使用生石灰作熔剂,在炉温、渣碱度频繁波动后软熔带也频繁波动。
③烧结质量差,碱度波动频繁,导致成渣带也频繁波动而发生粘结。
④设备故障多,休风率高,常常低压或堵风口,堵风口时局部边缘气流不足。
2)内因有以下几种:①常常低科线操作,炉内软熔带位置频繁波动等,造成炉身下部结厚。
②冷却设备漏水处理不准时,漏水后使熔融的初渣冷凝后粘结在炉墙上,造成炉墙结厚。
③高炉操作制度不合理,如冶炼强度与炉料透气性不适应,造成崩料、悬料或"管道行程';造渣制度不合理;冷却强度与冶炼强度不匹配以及其他操作失误等。
(2)结厚征兆:1)炉况难行,常常在结厚部位消失偏尺、"管道'并易发生悬料。
2)转变装料制度时不能达到预期的效果,上部结厚常常消失边缘自动加重。
上部结厚时炉喉红外成像边缘(外环)温度明显低于里环温度。
十字测温在结厚方向的第一点低于其次点,严峻时低于第三点。
3)风压和风量不对称,不接受风量,炉况应变力量很差。
4)结厚部位炉墙温度、炉皮表面温度和冷却水温差均明显下降。
(3)炉墙结厚的处理:1)上部结厚的处理方法:①当某一方向频繁消失十字测温温度第一点低于其次点时,应准时进展边缘,同时减轻焦炭负荷。
尽可能改善原料条件,以保持炉况顺行,并用进展边缘的方法消退结厚。
②仔细检查结厚部位的水冷设备,如发觉漏水应马上停止通水,外部喷水冷却。
③假如冷却设备正常,结厚部位的冷却设备降低冷却强度,使水温差略高于正常水平。
2)下部结厚的处理方法:①在维持顺行的前提下,稳定送风制度,同时提高炉温,降低炉渣碱度,利用改善炉渣流淌性的方法达到消退结厚的目的。
高炉中下部结厚的成因、危害及对策
a .改善 高 炉 操 作 。随 着 公 司原 燃 料 条
件逐步改善 , 炼铁高炉冶炼不 断强化 , 大风 机、 喷煤 富氧 等新技 术 的使 用 , 炉缸 中心更趋
活跃 , 以往上 部结厚 、 炉缸 中心堆 积 的情况 大 大 减少 。各高 炉 的操 作指导 思想基 本 转 向抑 制 边缘 , 发 中心 , 点 放 在增 产 节焦 方 面 , 开 重 生 产水平 也 不 断提 高 。与 此 同 时 高炉 中 、 下 部结 厚现 象增 多 , 因中下 部 结 厚 炉 型 不合 理 影 响高炉 稳顺 的情 况 上 升 , 制 了 高炉 生 产 抑
成 较大损 失 。涟 钢小高 炉近 年 出现 的炉 凉事
上一下不稳定 , 一旦遇到设备故障或其它 原 因引起高 炉频 繁 的无 计 划 休 风 , 炉 中下 高
一
部极易 结厚 。 b .中下 部炉 体 冷 却 强 度 不合 理 。冷 却 强度过 大 , 别 是新 开炉 , 特 易结 厚 ; 春冬 季 气
质 量波动大 。
a 料 性 能 的影 响 , 化 温度 过 低 , .炉 软 软 熔 带上 部位置过 高 , 熔 区间偏宽 , 软 上部 布料 不 尽合理 且变化 大 , 成软熔 带根 部位置 高 , 造
b .下部 炉 腹 高 温 区 渣 皮 不 稳 定 , 脱 易 落, 大幅 消耗炉缸 热量 , 如遇 到其它 多种外 界 因素影响 , 可能 引发炉 凉事故 , 给高 炉生产 造
维普资讯
高 炉中下部结厚 的成 因 、 危害及对策
炼铁厂 胡俊 峰
1 前言
随着炼铁精料工作 的不断深入, 熟料率 不断 提高 , 燃 料 质 量 改 善 , 炉 料 粉 末 降 原 人
高炉炉墙粘结的治理方法与设计方案
本技术揭示了一种高炉炉墙粘结的治理方法,所述方法包括:在判定高炉的上部或下部出现炉墙粘结时,结合高炉炉顶的边缘火焰强度、边缘平台宽度和坡度,判定高炉出现炉墙粘结的原因,所述原因包括边缘负荷轻且布料角度小和边缘负荷重且布料角度大;在炉况恢复正常后,根据所述高炉出现炉墙粘结的原因,实施对应设置的布料制度。
与现有技术相比,本技术高炉炉墙粘结的治理方法,根据炉墙粘结的位置和导致炉墙粘结的原因,制定对应的炉墙粘结处理方法和预防措施,从而大大减小炉墙粘结的反复出现。
技术要求1.一种高炉炉墙粘结的治理方法,其特征在于,所述方法包括:在判定高炉的上部或下部出现炉墙粘结时,结合高炉炉顶的边缘火焰强度、边缘平台宽度和坡度,判定高炉出现炉墙粘结的原因,所述原因包括边缘负荷轻且布料角度小和边缘负荷重且布料角度大;在炉况恢复正常后,根据所述高炉出现炉墙粘结的原因,实施对应设置的布料制度。
2.根据权利要求1所述高炉炉墙粘结的治理方法,其特征在于,所述“判定高炉的上部或下部出现炉墙粘结”具体包括:若在一段时间内高炉上部冷却壁温度TA1持续下降且低于正常控制范围,同时上部冷却壁温度的非均匀性UI1上升,在第一预定时间间隔后,下部冷却壁温度的波动性指数FI2上升,则判定高炉的上部出现炉墙粘结;若在一段时间内高炉下部冷却壁温度TA2持续下降且低于正常控制范围,同时下部冷却壁温度的非均匀性UI2上升,在第二预定时间间隔后,上部冷却壁温度TA1上升,则判定高炉的下部出现炉墙粘结。
3.根据权利要求1所述高炉炉墙粘结的治理方法,其特征在于,所述“在判定高炉的上部或下部出现炉墙粘结时,结合高炉炉顶的边缘火焰强度、边缘平台宽度和坡度,判定高炉出现炉墙粘结的原因”具体包括:在判定高炉的上部出现炉墙粘结时,与历史正常炉况相比,若高炉炉顶的边缘火焰强度大、边缘平台宽度大且坡度大则判定高炉出现炉墙粘结的原因为边缘负荷轻且布料角度小;在判定高炉的下部出现炉墙粘结时,与历史正常炉况相比,若高炉炉顶的边缘火焰强度小、边缘平台宽度小且坡度小,则判定高炉出现炉墙粘结的原因为边缘负荷重且布料角度大。
高炉炉墙结厚的处置实践与防御

高炉炉墙结厚的处置实践与防御何友国; 马明鑫; 邢宏伟【期刊名称】《《河南冶金》》【年(卷),期】2019(027)005【总页数】4页(P32-35)【关键词】高炉铜冷却壁; 炉墙结厚; 预防结厚【作者】何友国; 马明鑫; 邢宏伟【作者单位】华北理工大学; 河钢集团唐钢公司【正文语种】中文0 前言唐钢2号高炉第一代炉容是1 260 m3,之后扩容到2 000 m3,炉身由大型模块改为薄壁炉衬,并在6、7段应用了铜冷却壁。
在使用11年后,由于铜冷却壁大量破损,于2013年10月大修,并于2014年1月6日开炉送风。
唐钢2号高炉从开炉以后出现过多次严重的炉墙结厚,其中2014年5次,2015年3次,2016年3次,2017年1次。
结厚后2号高炉的操作炉型发生改变,炉况顺行受到破坏,严重时高炉出现悬料难行,不得不减风坐料,高炉经济技术指标恶化。
为了解决高炉结厚这一生产技术难题,在实践中不断摸索总结经验,最终找到适合铜冷却壁高炉操作炉型的控制技术,为国内类似高炉炉墙结厚问题的合理处置提供了科学指导。
1 唐钢高炉炉墙结厚征兆高炉是个封闭的黑匣子,且其内部为高温高压的环境,高炉结厚后高炉操作者无法从外部用肉眼直接观察结厚情况。
通过实践总结得出高炉结厚时的征兆体现在以下几个方面。
1.1 炉墙温度低(1)由于高炉炉墙结厚后,结厚体的炉料或渣皮层变厚,且其导热性明显变差,所以炉体砖衬的温度、冷却壁壁体的温度、炉壳温度明显低于正常生产时的水平。
(2)结厚后高炉冷却壁全炉水温差明显降低。
表现软水进出水温差降低(如图1所示)。
唐钢2号高炉炉况正常时全炉水温差在4~6 ℃,有利于高炉稳定顺行;过低(2 ℃左右),则是炉墙结厚的征兆。
图1 唐钢2号高炉结厚时全炉水温差趋势从图1可以看出,有四处全炉水温差在2 ℃左右,正是2号高炉的炉墙结厚期。
1.2 料尺有尺差由于大部分高炉结厚并不是在炉墙的径向和高度方向均匀结厚的,高炉局部结厚时,结厚方向的炉料和煤气流运动受阻,具体是结厚方向煤气流分布减少,炉料向下运动阻力大,导致结厚部位炉料下降慢,非结厚部位炉料下降快,从而导致炉顶料面不平,料尺深浅不一,结厚方向料尺浅,非结厚方向料尺深。
高炉炉墙结厚的原因分析处理与生产的优化管理孙志强

高炉炉墙结厚的原因分析处理与生产的优化管理孙志强发布时间:2021-09-08T08:45:20.946Z 来源:《中国科技人才》2021年第17期作者:孙志强[导读] 对黑龙江建龙1#高炉炉墙结厚原因及处理过程进行了总结分析,并提出了从源头进行管控及高炉预防炉墙结厚与结瘤的措施,通过爆破处理,高炉彻底处理了炉墙结厚,使高炉炉身中下部炉墙光滑干净,操作炉型合理,恢复了高炉顺行,改善了高炉经济指标,降低了燃料成本。
黑龙江建龙钢铁有限公司炼铁厂黑龙江省双鸭山市 155100摘要:对黑龙江建龙1#高炉炉墙结厚原因及处理过程进行了总结分析,并提出了从源头进行管控及高炉预防炉墙结厚与结瘤的措施,通过爆破处理,高炉彻底处理了炉墙结厚,使高炉炉身中下部炉墙光滑干净,操作炉型合理,恢复了高炉顺行,改善了高炉经济指标,降低了燃料成本。
关键词:高炉炉墙结厚全焦冶炼萤石洗炉一、炉墙结厚的原因很复杂,但主要有如下几点原因:(一)、高炉碱、Zn负荷过高,在炉内循环富集 1、原料中碱含量对高炉的影响原料中碱金属进入高炉后,在高炉内循环累积,汽化上升的碱金属,在较低温度的炉墙上冷凝,附着其上逐步凝结,出现结厚,且使矿石的软熔温度降低,同时导致焦炭破损严重、气流分布失常,从而引起高炉中、上部结瘤。
大量高炉结瘤结果表明,碱金属跟高炉结瘤有着密切的关系,是炉瘤形成和长大的最主要的原因。
2、原料中Zn对高炉的影响Zn的沸点仅为907℃,凝固点为580℃,通常以硫酸盐、硅酸盐形式存在,进入高炉后,Zn化合物在≥1000℃的高温区还原成Zn进入煤气,不断发生固、液、气的状态转变,在高炉内循环富集,主要是形成低熔点物质结瘤,破坏耐火材料,同时破坏焦炭强度,高炉不同程度表现出指标变差,大中套变形,更换风口时有Zn流出等现象,其中高炉结瘤最为明显,使正常冶炼进程受到严重阻碍,使生产技术经济指标大幅度变差。
(二)、炉渣碱度过高,大幅度波动,炉温大幅度波动造成。
处理高炉结瘤的方法
处理高炉结瘤的方法
处理高炉结瘤的方法主要有以下几种:
1. 控制炉温:高炉温度是形成结瘤的主要因素之一。
降低高炉温度可以减少结瘤的生成。
可以通过调节风量、增加高炉内部冷却设备等方式来控制炉温。
2. 喷吹优质铁矿石:喷吹优质铁矿石可以提高炉内的铁含量,减少其他物质在高炉中的聚结,从而减少结瘤的发生。
3. 调节炉料组成:炉料的成分对结瘤有重要影响。
合理调节炉料的组成,控制硅、铝、磷等元素的含量,可以减少结瘤的生成。
4. 适量添加结瘤剂:结瘤剂可以促进炉料中的细颗粒物质的团聚,减少结瘤的形成。
但添加结瘤剂要控制好用量,避免过量导致结瘤现象更加严重。
5. 定期清理结瘤:定期对高炉内结瘤进行清理,可以防止结瘤进一步发展,保持高炉正常运行。
需要注意的是,处理高炉结瘤是一个复杂的过程,不同高炉的情况可能有所不同,因此需要根据具体高炉情况采取相应的处理措施。
同时,还需要密切监控高炉运行情况,及时发现和解决结瘤问题。
事故案例 一高炉炉墙粘结及处理..

案例2011年9月首秦1号高炉炉身上部炉墙粘结与处理(讨论稿)1 前言2011年8月下旬因连续边缘气流管道及炉顶喷水雾化失效引起炉身上部炉墙粘结,粘结物约重50余吨。
经9月6日至9日的处理与恢复,获得成功。
期间历经的顽固悬料、双铁口喷吹、特大塌料均为开炉以来所未见。
认真总结这次处理的经验与教训,无疑是一笔宝贵的财富。
2 炉墙粘结的判断其一,8月下旬顶温明显分叉,频繁出边缘管道,恢复困难;其二,8月30日9: 00左右16段东南方向水温差变化较明显,由之前的4.5℃下降到1.6℃,之后温差一直保持在1.6℃左右。
由此判断炉身上部炉墙出现粘结。
3 炉墙粘结情况2011年9月1日8:20 1号高炉计划检修,停风后打开炉喉人孔,发现炉喉下部炉墙从东南到东北部有粘结物。
3.1 粘结物形状及质地粘结物最高位置在炉喉钢瓦下沿往上半米处,粘结物上部较厚,下部稍薄,最厚处在距钢瓦下沿以下2米处左右,厚度约1米。
炉墙西北部钢瓦下沿处也有少许粘结物,粘结物较薄,面积较小。
停风期间用钢钎对粘结物进行清理,仅能捅掉其表面松软的粘结物,下面大部分比较硬的粘结物无法处理掉。
判定是铁质粘结物。
图1 9月1日西北部粘结情况图2 9月1日东南部粘结情况图3 9月1日东南部粘结较厚部位3.2 应对措施针对9月1日发现的粘结现象,制定了以下措施;3.2.1 减少16段水箱东侧冷却水流量(吨/小时):水箱号1# 3# 5# 8# 9# 11# 13# 减量前 5.1 6 6 5.1 7.2 7.2 7.2 减量后 3.6 3 3 2.6 4 4 4.53.2.2 东部的3#风口由直径Ф130mm改为Ф150mm,意在增加该方向的煤气量,对粘结物进行冲刷;3.2.3 检修完送风后降料面到6米,促使粘结物脱落;3.2.4 更换炉顶打水喷头,关闭4#打水管东南侧水管,减少此部位打水量,防止粘结物增大;3.2.5 采取一定措施控制好气流,稳定炉况,争取全风富氧操作,力争日产量2800吨以上,通过提高冶炼强度将粘结物冲刷掉。
降料面法消除炉墙上部结厚

降料面法消除炉墙上部结厚降料面法消除炉墙上部结厚黄玉兴,辛公良,刘欣,王全贵,刘志奎(济南钢铁集团总公司第二炼铁厂,山东济南250100 )摘要:济钢第二炼铁厂1#高炉因操作过急、风口配置不合理、原燃料波动等原因,出现悬料、崩料、偏料以及冷却壁水温差变化等炉墙结厚征兆,影响了高炉的正常生产,各项技术经济指标恶化。
利用高炉计划检修的机会,采用炉喉加喷水管控制顶温的降料面操作,使炉墙结厚物大部分脱落,达到了预期目的。
关键词:高炉;炉墙结厚;降料面;炉况中图分类号:TF549+.2 文献标识码:B 文章编号:1004-4620(2004)05-0008-02Eliminating BF Upper Wall Accretion with the Method of Lowering ChargeLevelHUANG Yu-xing, XIN Gong-liang, LIU Xin, WANG Quan-gui, LIU Zhi-kui(No.2 Ironmaking Plant of Jinan Iron and Steel Group Corporation, Jinan 250100, China)Abstract:Because of previously operating, unreasonable collocation of the tuyeres, fluctuant quality of the raw material and fuel etc., the omens of 1# BF wall accretion such as the hanging, slip, uneven charge level and variational temperature difference of water in cooling stave and so on appeared, then the normal production of the blast furnace was influenced and technical and economic indexes worsened in No.2 ironmaking plant of Jigang. Therefore lowering charge level operation is adopted through controlling the top temperature by adding spray pipe in the furnace throat to make the scaffolds falling off mostly and the anticipative intention is reached.Keywords:blast furnace;BF wall accretion;lowering charge level;furnace conditions济南钢铁集团总公司第二炼铁厂(简称济钢第二炼铁厂)1#高炉2001年7月19日大修改造,炉容由123m3扩至128m3,炉顶采用双钟液压传动,上料系统采用微机自动控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
证明:[si]0.3%~0.6%能确保渣铁热量充沛,流动 性好。为此,制定严格的低硅生铁冶炼制度,规定: (CaO/SiO )=1.1~1.2,(MgO)=8%~10%,烧结 矿MgO≥2.5%,[si]0.3%一0.6%,相邻两炉次 [si]偏差不能大于0.2%,不得连续两炉[si]< 0.3%,否则都必须考核。 (4)优化炉前操作,增加出铁次数。炉前液压 泥炮、液压开口机的使用,为使用无水炮泥,提高铁
减轻焦炭负荷(焦炭负荷由正常的4.2 t/t降低到 3.9 t/t),上部调剂上采用疏松边沿的装料制度,矿 ?47? 维普资讯
批由9 100 kg减小到8 700 kg,并集中加萤石洗炉, 把炉渣碱度控制在1.02左右,严禁高碱度操作,炉 温由0.50%提高到0.65%,保证渣铁物理热,适当 控制冶炼强度,以炉况顺行为主,并对相应部位冷却
心,均匀活跃炉缸工作。在正常炉况下,一方面要求
全风作业,使用全风温和大喷煤量,积极富氧;另一
方面合理布置风口,使用长风口和斜风口,以维持足 够的风速和鼓风动能,达到打透中心、均பைடு நூலகம்炉缸工 作,提高冶炼强度的目的。
(2)选择合理的装料制度,改善高炉煤气利用
率。通过长期的摸索探讨,确立了如下基本装料制 度:mOOOCCC +nCCCOOO 或OOO CCC ; 300 m 级高炉矿批13.5~17.0 t/批,料线1.4~
铁物理热;适当控制冶炼强度,保证炉况顺行等。 关键词高炉结厚处理预防 1 引言 安钢1号高炉(300 m )1999年5月大修后投
产,炉底采用半石墨化.陶瓷杯综合炉底,炉身采用
板壁结合的冷却方式,炉顶为原来的双钟炉顶。在 高炉强化冶炼3年后,炉腹东南方向(2~6号风口 位置)第4、5层冷却壁先后有4块出现破损,由于原
消除了炉墙结厚,保证了高炉正常生产,为以后处理 炉墙结厚积累了经验。本文对这两次典型炉况处理 进行了对比分析,并结合本炉生产实际,提出了预防 炉墙结厚的措施。 2炉墙结厚的原因 (1)原燃料成分波动大,质量下降是造成炉墙 结厚的外部原因。2002年开始,炼焦用煤供应紧 张,焦炭质量不稳定(见表1),灰分由12%升高到 了13%以上。2003年一季度,烧结矿强度下降,球 团矿筛分效果差,造成人炉粉末明显增多。另外,由 “二全二大二高一重”,即“全风量、全风温、大喷吹、 大矿批、高顶压、高正装比率、重负荷”。 ‘ (1)选择合理的送风制度。强调打透高炉中
的部位,采用偏布料的办法,炉墙温度局部过热现象 得到有效控制。实践证明,采取合理的上下部调节
可以达到控制煤气流分布、稳定炉况顺行的目的。 (4)要保持合理的冷却强度,控制炉墙各部位 水温差,对炉墙局部水温差过高要及时增加冷却强 度,同时加大对高炉冷却壁漏水的检查力度,防止冷
却壁漏水给高炉顺行带来影响。 联系人:赵德义高级工程师 (455004)河南省安阳市安阳钢铁集团公司炼铁厂一车间
表1 2003年2月20日一28日焦炭质量指标,% 于焦炭供应不足,高炉配用部分外购焦,灰分在
13%以上, 73%左右。这些原燃料人炉后,恶化
了料柱的透气性、透液性,焦炭灰分的提高,影响到 焦炭中不同组织的粘性,使强度下降,满足不了高炉 高强度冶炼和大喷煤生产的需要,当料柱的透气性 降低到一定程度,炉况顺行就遭到破坏。 (2)高炉内型不规则,炉墙圆周方向温度不均 匀是造成炉墙结厚的又一原因。1号高炉这代炉役
炭负荷,采取防止煤气流分布失常,保持炉况顺行的
措施,但在实际操作中,为了片面追求高炉产量,忽
视了影响炉况顺行的其他因素,造成高炉悬料次数
增多,炉况失常,高炉基本操作制度被破坏,不能正
常喷煤,出现低炉温,不吃风。炉温大幅度波动造成
软熔带位置上下移动,使炉缸工作不均匀,炉墙局部 形成粘结。
燃料质量下降,入炉粉末增多,炉况顺行遭到破坏,
2003年2月22 Et炉墙出现局部结厚现象,经过处 理,炉况恢复正常。在以后的一段时间内因焦炭供
应紧张,外购焦炭强度差,喷煤量过大,2003年4月
29 Et炉况又出现类似情况,但这次在总结上次炉墙 结厚处理经验的基础上,通过采取果断措施,有效地
水温差进行控制,待炉墙温度正常后逐渐增加正装 比例。这次共处理5天时间,对产量损失很小(见 表4),其间没有发生一次悬料,为以后处理这类失 常炉况积累了经验。两次处理的炉墙温度变化情况 如图1所示。 4预防措施 针对目前高炉喷吹煤粉后焦炭负荷重,炉况受 原料条件影响大等问题,对比这两次炉况失常的处 理,结合1号高炉炉役后期的炉况特点,为防止类似
中有数。 (2)根据外围生产条件制定合理的操作制度,
对稳定煤气流分布有重要作用。对原料条件波动因
素造成的风量减小、料柱透气性差、炉墙温度异常等
现象高度重视,及时采取减轻焦炭负荷、疏松边沿的
装料制度,以稳定炉况顺行为主,争取在短时间内用 萤石和高温煤气流洗掉炉墙粘结物,避免对生产造 成大的影响。分析1号高炉第一次炉墙结厚的过 ?48? 程,主要是因为炉墙局部温度过高,人炉粉末太多造 成在炉墙局部发展部位短时间内形成粘结。
条件不相适应。在原燃料条件变差时冶强偏高。从 表1可以看出,2003年2月21日 为76.8%,比
正常下降6个百分点,灰分升高到15.8%。虽然当 天能维持炉况顺行,但冶炼强度与料柱透气性已明 显不适应,加上喷煤量没有及时减下来,使焦炭负荷 过重,在冬天烧结矿强度差、人炉粉末增多、料柱透 气性变差的情况下,本应适当控制冶炼强度,减轻焦
下降,煤气流分布失常,断定炉墙上部已结厚。由于 位置较高,再继续洗炉已没有太大效果,于是,3月1
日集中加萤石,减轻焦炭负荷,降料面至炉身中部约
9 m处进行炸瘤。休风后可以看到从2号风口到5 号风口的炉墙上,距煤气取样孔下6 m处有厚约 1 000 mm、高约3 000 mm的粘结物,周围由于降料 面打水,有大块脱落物的痕迹,说明粘结物形成时间 短,为人炉粉末过多所致。第一次炉况处理期间生 产指标见表3。 第二次炉况处理。4月27日焦炭又出现供应
3炉墙结厚的处理与炉况恢复 ? 第一次炉况处理。2003年2月21日因焦炭和 烧结矿质量下降,球团矿筛分效果差,人炉粉末增 加,22日炉况顺行明显变差,风量明显减小,塌料次
数增多,透气性变差,料速不均匀,20:40高炉悬料,
出完铁坐料后炉况恢复较慢,22:o0风压加到 140 kPa,又出一次铁后风压加全,炉况基本稳定。
但这一阶段为了追求产量,虽采取了萤石洗炉,适当 疏松边沿稳定炉况的措施,但由于措施力度偏小,2 月25日又赶上焦炭和烧结矿质量再次波动,使炉况
进一步恶化,料线停滞不下,滑料次数增加,炉温波 动大,高炉不易接受风量,28日低风压维持也相当
困难,并再次悬料,此后滑料更加频繁,炉温大幅度
紧张,质量波动现象,高炉风量减小,透气性变差,炉
身上部温度明显下降,高炉虽能暂时维持炉况顺行,
但由于这次对风口进行了适当调整,把4号风口直 径由114 mm缩小到了100 mm,3号风口长度由 230 mm加长到了260 mm,没有出现严重的煤气流
分布失常现象。同时吸取上次事故教训,及时采取
口质量创造了条件。2001年开始使用无水炮泥,铁
口合格率明显提高,出铁次数增加到每天15炉次,
缩短了出铁间隔时间,及时排净了渣铁,消除了铁前
憋风现象,促进了炉况顺行和强化冶炼的实施。 联系人:陶升明 (337019)江西省萍乡市萍乡钢铁有限责任公司炼铁厂
收稿日期:2003—06—25 维普资讯
收稿日期:2003—07—02 。 维普资讯
2 3卷第1期 2 0 0 4年2月 钦 IR0NMAKING Vo1.2 3.No.1 February 2004 安钢1号高炉炉墙结厚的预防与处理 赵德义胡 涛王春锋 (安阳钢铁集团公司) 摘要安钢1号高炉炉墙结厚的主要原因:原燃料质量下降,炉墙圆周方向温度不均,高炉操作不合理等。处理
经验有:缩小风口直径,加长风口,控制合理的煤气流分布;减轻焦炭负荷,集中加萤石洗炉;适当提高炉温,保证渣
发展,随着矿批的增大和冶炼强度的提高,斜桥负荷
越来越重,炉顶布料规律遭到破坏,直接影响煤气流
的分布,在原燃料条件变差时,煤气流过分发展的部
位就出现管道,引起炉况失常,虽然从风口布局上做
了调整(见表2),情况有所好转,但未彻底改变其发
展状况,最后造成炉墙局部结厚。 表2高炉2003年2月风口布局。lllln 项目 1 2 3 4 5 6 7 8 9 lO 11 12 风口长度200 230 230 200 230 230 200 200 200 200 200 200 风口直径100 114 114 100 114 114 114 114 114 114 114 114 (4)高炉操作制度不合理,冶炼强度与原燃料
事故的再次发生,采取了以下预防措施: 表3 21103年2月2o日一3月2日主要生产指标 800
700
600 越500 赠400 300
200 l 2 3 4 5 6 7 8 9 l0 时间,天 图l 两次处理的炉墙温度变化对比 (1)外部加强对原燃料的管理,工长要对每次 人仓的原燃料进行检查,及时掌握质量变化,做到心
1.6 m,4号高炉矿批:3.0~4.0 t/批,料线1.0~
1.2 m。发展了中心煤气流,改善了煤气综合利用,
炉顶煤气综合CO 利用率逐年提高,2002年平均
CO:值18.9%。
(3)选择适宜的造渣制度,实施低硅生铁冶炼。 长期的生产实践证明,炉渣二元碱度在1.05~
(3)加强上下部调节。风口的直径和长度决定 了煤气流的初始分布,因此,对炉墙温度波动大的部