DFMEA失效模式分析报告-范例
(DFMEA)汽车行业设计失效模式分析
性能下降
随着使用时间的增加,发动机性能可能会逐渐下 降,导致汽车动力不足、加速缓慢等问题。这可 能是由于发动机内部零件磨损、燃油系统堵塞或 点火系统故障等原因引起的。
振动过大
发动机振动过大可能会对车辆的舒适性和稳定性 产生不良影响,同时也会增加零部件的磨损和疲 劳破坏。振动过大的原因可能包括发动机平衡性 差、零部件松动或损坏等。
不断更新表格,以反 映产品设计的更改和 改进。
确保表格内容完整、 准确,为后续分析提 供基础数据。
绘制设计流程图
01 详细绘制产品设计的流程图,包括各个组件的相 互关系和作用。
02 明确各个设计阶段的输入和输出,以便更好地理 解设计的整体流程。
03 分析流程图,找出可能存在的设计缺陷和失效模 式。
优化方法
采用先进的优化算法和仿真技术,对设计方案进行多目标优化。
优化过程
充分考虑制造工艺、材料特性等因素,确保优化方案的可行性。
提高制造质量
制造工艺
采用先进的制造工艺,提高零部件和整车的制造 精度和质量。
质量控制
建立严格的质量控制体系,确保每个环节的制造 质量符合要求。
质量检测
采用多种质量检测手段,如无损检测、功能检测 等,确保产品合格率。
03
基于影响评估,为每个故障模式制定相应的改进措施
和优先级。
03 汽车行业中的设计失效模 式
发动机系统
总结词
发动机系统是汽车的核心部分,其设计失效模式 主要表现在性能下降、过热、振动过大等方面。
过热
发动机过热是常见的失效模式之一,可能导致拉 缸、润滑油变质等严重后果。过热的原因可能包 括冷却系统故障、发动机负荷过大、散热器堵塞 等。
传动系统
设计失效分析DFMEA经典案例剖析

过程FMEA当中也应标明那些特殊的过程控制。
严重度分级:
a) 确定级别要根据经验、要小组讨论,大家形成共识.
b) 对整车的影响,假设零件(分析)装入整体运行
5
c) 可依FMEA手册参考制作自己的FMEA中严重度分级,
但要遵守大原则:
CC(关键性特性)9-10级
SC(重要特性)
5-8级
(5级以上均要措施对策,5级以下可以考虑。)
五:DFMEA应用与表格制作实战第2步 ——找失效点之2-失效模式
•是指系统、子系统或零部件有可能未达到设计意 图的形式。它可能引起更高一级子系统、系统的 潜在失效,也可能是它低一级的零部件潜在失效 的影响后果。
•对一个特定项目及其功能,列出每个潜在失效模 式。前提是这种失效可能发生,但不是一定发生。 可以将以往运行不良的研究、问题报告以及小组 的集思广益的评审作为出发点。
DFMEA基本概念相关——FMEA的类型
三:DFMEA基本概念相关——定义
DFMEA •Design Failure Mode Effect Analysis:
设计失效模式及后果分析 •失效模式: 指设计(制造)过程无法达到预定或规定的要求 所表现出的特征;如:坏品、不良设备状况等; •后果: 指失效模式对客户(包括下工序)所造成的影响;
• 要根据顾客可能发现或经历的情况来描述失效的后果,
要记住顾客可能是内部的顾客,也能是外部最终的顾客。要
清楚地说明该功能是否会影响到安全性或与法规不符。失效
的后果必须依据分析的具体系统、子系统或零部件来说明。
还应记住不同级别系统、子系统和零件之间还存在着系统层
次上的关系。比如,一个零件的断裂可能引起总成的振动,
单击添加副标题
DFMEA样板
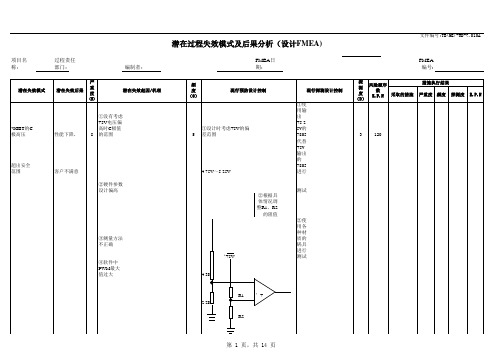
潜在过程失效模式及后果分析(设计FMEA)
项目名称:过程责任部门:编制者: FMEA日期:FMEA编号:
潜在过程失效模式及后果分析(设计FMEA)
项目名称:过程责任部门:编制者: FMEA日期:FMEA编号:
潜在过程失效模式及后果分析(设计FMEA)
项目名称:过程责任部门:编制者: FMEA日期:FMEA编号:
潜在过程失效模式及后果分析(设计FMEA)
项目名称:过程责任部门:编制者: FMEA日期:FMEA编号:
潜在过程失效模式及后果分析(设计FMEA)
项目名称:过程责任部门:编制者: FMEA日期:FMEA编号:
潜在过程失效模式及后果分析(设计FMEA)
项目名称:过程责任部门:编制者: FMEA日期:FMEA编号:。
DFMEA- 悬挂系统各零部件设计失效模式分析

系统:子系统:零部件名称:过程责任:零部件号:关键日期:核心小组:后悬架装置设计潜在车型/车辆类型:底盘悬架系统系统:子系统:零部件名称:过程责任:零部件号:关键日期:核心小组:车型/车辆类型:底盘悬架系统后轴焊接总成设计潜在系统:子系统:零部件名称:过程责任:零部件号:关键日期:核心小组:系统:子系统:零部件名称:过程责任:车型/车辆类型:底盘悬架系统后减振器带缓冲块总成设计潜在后螺旋弹簧设计潜在车型/车辆类型:底盘悬架系统零部件号:关键日期:核心小组:设计潜在系统:子系统:零部件名称:过程责任:零部件号:关键日期:核心小组:后减振器带缓冲块总成车型/车辆类型:底盘悬架系统系统:子系统:零部件名称:过程责任:零部件号:关键日期:核心小组:车型/车辆类型:底盘悬架系统后减振器带缓冲块总成设计潜在附件计潜在失效模式及后果分析(DFMEA)FMEA编号:编制人:修订人:第 1 页共计潜在失效模式及后果分析(DFMEA)FMEA编号:编制人:修订人:第 2 页共计潜在失效模式及后果分析(DFMEA)FMEA编号:编制人:修订人:第 3 页共计潜在失效模式及后果分析(DFMEA)FMEA编号:编制人:修订人:第 4 页共计潜在失效模式及后果分析(DFMEA)FMEA编号:编制人:修订人:第 5 页共计潜在失效模式及后果分析(DFMEA)FMEA编号:编制人:修订人:第 6 页共附件6共 6 页共 6 页共 6 页共 6 页共 6 页共 6 页。
DFMEA失效模式结果分析

目的
生產品設計開發初期, 分析產品潛在失效 模式與相關產生原因提出未來分析階段 注意事項, 建立有效的质量控制計劃
失效的定義 失效的定義
失效 :
– 在規定條件下(環境、操作、時間)不能完成既定
功能。
– 在規定條件下, 產品參數值不能維持在規定的上
下限之間。
– 產品在工作範圍內, 導致零組件的破裂、斷裂、
13)分 13) 分級
這個欄位用來區分任何對零件、子系統或系 統、將要求附加於制程管制的特殊產品特性 (如關鍵的、主要的、次要的)。 任何項目被認為是要求的特殊过程控制, 將 被以適當的特征或符號列入設計FMEA的分 级欄位內, 並將於建議措施欄位被提出。 每一個於設計FMEA列出的項目, 將在过程 FMEA的特殊过程管制中被列出。
12)嚴重度( 12) 嚴重度(S)
严重度是潜在失效模式发生时对下序零 件、子系统、系统或顾客影响后果的严 重程度(列于前一栏中)的评价指标。 严重度仅适用于后果 要减少失效的严重度级别数值,光能通 过修改设计来实现,严重度的评估分为1 到10级。
严重度的等级
严重度 评定准则:后果的严重度 无警告的 这是一种非常严重的失效形式,它是在没有任何失效预兆的情 10 严重危害 况下影响到行车安全和/或不符合政府法规 有警告的 这是一种非常严重的失效形式,是在具有失效预兆的前提下所 9 严重危害 发生的,并影响到行车安全和/或不符合政府法规 很高 车辆/系统不能运行,丧失基本功能 8
推荐的评估准则
(设计小组对评定准则和分级规则应意见一致,即使因为个别产品分析作 了修改也应一致) 失效发生可能性 可能的失效率 频度数 很高:失效几乎是不可避免的 ≥1/2 1/3 高:反复发生的失效 1/8 1/20 1/80 中等:偶尔发生的失效 1/400 1/2000 低:相对很少发生的失效 1/15000 1/150000 极低:失效不太可能发生 ≤1/1500000 10 9 8 7 6 5 4 3 2 1
DFMEA - 产品设计失效模式及后果分析
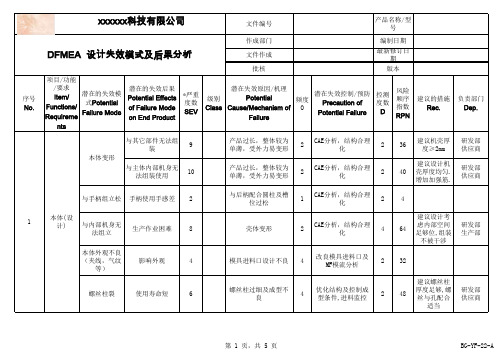
文件编号作成部门文件作成批核序号No.项目/功能/要求Item/Functions/Requirements潜在的失效模式PotentialFailure Mode潜在的失效后果Potential Effectsof Failure Modeon End Product*严重度数SEV级别Class潜在失效原因/机理PotentialCause/Mechanism ofFailure频度O潜在失效控制/预防Precaution ofPotential Failure控测度数D风险顺序指数RPN建议的措施Rec.负责部门Dep.与其它部件无法组装9产品过长,整体较为单薄,受外力易变形2CAE分析,结构合理化236建议机壳厚度≥2mm研发部供应商与主体内部机身无法组装使用10产品过长,整体较为单薄,受外力易变形2CAE分析,结构合理化240建议设计机壳厚度均匀.增加加强筋.研发部供应商与手柄组立松手柄使用手感差2与后柄配合圆柱及槽位过松1CAE分析,结构合理化24与内部机身无法组立生产作业困难8壳体变形2CAE分析,结构合理化464建议设计考虑内部空间足够位,组装不被干涉研发部生产部本体外观不良(夹线,气纹等)影响外观4模具进料口设计不良4改良模具进料口及MF模流分析232螺丝柱裂使用寿命短6螺丝柱过细及成型不良4优化结构及控制成型条件,进料监控248建议螺丝柱厚度足够,螺丝与孔配合适当研发部供应商本体变形xxxxxx科技有限公司产品名称/型号编制日期最新修订日期版本本体(设计)DFMEA 设计失效模式及后果分析1*严重度数SEV高于或等于5的需要填写后面的建议措施。
DFMEA报告

职责及目
严发
标 完成日期
采取措施和 重 生 生效日期 度 率
D
PRN
SO
LECU固定螺钉选型有
误,振动时松动脱
对LECU固定螺钉进
8 落,导致在LECU壳体 4
行材质及尺寸的测 2 64
中滚动,引起板子短
试验证
路BMU固定螺钉选型有
电池系统内
误,振动时松动脱
对BMU固定螺钉进行
电池管理 的高压器件 8 落,导致在BMU壳体 4
2
报警,输入输出
BMU软硬件
控制
版本号读取 8
数据存储错误 2
失败
故障检测错 误
8
故障触发条件判断错 误
2
BMS故障
预警与处 高压互锁功
理
能失效
8
高压互锁采样或控制 电路故障
2
碰撞开关功 能失效
8
碰撞开关检测电路故 障
2
BMS诊断 诊断功能失
功能
效
8
诊断代码错误 2
备注: 在下列三种失效条件下,须制定相应的改善措施: (1)最优原则:S≥9时,必须分析设计控制或建议措施 (2) 严重度S≤8,风险顺序数RPN≥80时(或依顾客需求) (3)关键特性发生失效时。
2 32
拉力试验
2 64
CAN通讯功 8 通讯接插件端子松脱 4
能失效 8
通讯程序bug
2
8 继电器控制电路故障 2 放电回路继
电器失效 管理功能
下降
8
放电启动或停止条件 错误
2
检测电池状态, 计量SOC,整车 通信,电滥用保 护,故障识别及
8 继电器控制电路故障 2 慢充回路继
dfmea潜在失效模式及后果分析案例

7
两侧导向筋强度不 足
CAE分析,导向筋 强度合理化 增加加强筋,提 高强度 连接处配合方式 选择合理
8
撞击导致结构破坏
8
连接处密封性差
密封性
手柄密封性 软管与软管连 不满足客户要 接管的密封性 求,影响手柄吸 差 尘效率 9 连接处密封性不足 增加密封件
裸机通过 重要部位断 需通过球 球击测试, 产品无法再使 裂(尤其是机 击测试 功能正常, 用 壳) 无断裂 电池包2000 电池包松脱或 次插拔寿命 电池使用效率 测试后挂靠 低 不牢 通过整机配 电池包撞墙 测试 机壳配合处断 裂
3
105
排除电池包倒扣位, 各暂定一个插拔力范 围。例3-5 kgf 1.参照样机考虑加弹 簧或弹片式减振结构
尺寸链分析计算保证尺 寸精度 尺寸链分析计算保证尺 寸精度 尺寸链分析计算保证尺 寸精度
检测插拔力 1.单边间隙 0.4mm以上 2.参照园林产 品
保证下盖与进 气口橡胶套翻 边配合无间隙 尘桶和下盖橡 胶密封圈尺寸 保证无间隙 分离管密封圈 翻边与尘桶之 间单边0.2mm过 盈 导流锥与橡胶 圈压装0.3mm过 盈 进气口与风机 橡胶套之间配 合单边过盈 过渡配合,IQC 尺寸全检 气阀密封圈喇 叭口做大,有 段直边配合 进气端两颗螺 丝柱保证高度 方向精度 密封圈与通风 盘内孔有单边 0.2mm过盈,检 测旋转力度 面接触部位开 槽加O型圈
8
A
1.塑件壳体加强筋 1.合理布设筋板 布设不合理 2.连接处强度薄 2.零件连接处强度 弱处加固 过于薄弱 1.机壳未做圆滑过 渡,磨损过大 2.电池包倒扣弹簧 疲劳 1.机壳参照园林 产品做圆滑过渡 2.选用成熟的电 池包 1.参照园林产品 机壳限位筋位强度 设计 2. 不够 配合尺寸计算累 积公差 1.参照园林产品 机壳与电池包卡扣 设计 2. 配合不当有干涉 配合尺寸计算累 积公差 机壳与电池包配合 配合尺寸计算累 间隙不当或无弹性 积公差 减震结构
DFMEA设计失效模式及后果分析
设计评审
3
设计评审
中间开口、 开孔或边沿 无尖角、无
尖边缘
中间开口、开孔 或边沿有尖角、
尖边缘
外观不良,易产生飞边,并导致 后期修整困难
6
圆柱、卡扣 座、安装筋 等结构强度
足够
圆柱、卡扣座、 安装筋等结构强 加强筋少、矮,壁厚太薄 度不够,易断裂
6
安装方便
安装困难 效率低、拆卸不方便
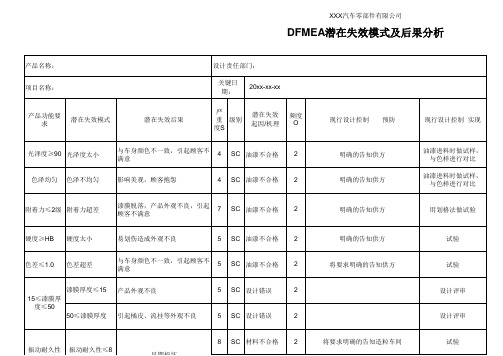
8 SC 材料不合格 2
耐高温性 不耐高温性 性能下降、强度下降发粘异臭味 8 SC 材料不合格 2
耐热循环性 能良好
耐热循环性能差 易变形、早期失效
耐振动性性 能良好
耐振动性性能差
易变形、断裂、脱落
振动性耐久 振动性耐久性能
性能良好
差
易断裂、早期失效
耐气候老化 耐气候老化性能
性能良好
差
变色、早期失效
试验验证
3
将窄、细、薄等部位加强
设计评审
3
将要求明确的告知造粒车间
试验验证
4
增加定位点
设计评审
3
将要求明确的告知造粒车间
试验验证
4
设计定位面、槽、柱等结构
设计评审
5
图样评审、数模验证
2
设计评审
2
设计评审
2
在三维数模进行面分析
设计评审
壁厚不能超过本体壁厚的1/3,最大不 3 能超过1/2。必须超过时,须对根部进
6
产品易于涂 装
产品难涂装 外观不良
6
尽量避免嵌 件结构 嵌件数量多
效率低、不安全、易损伤模具或 产品
6
嵌件不脱落 、不转动
设计失效模式与影响分析(DFMEA)

2
合尺寸合理,对公差
尺寸要求合理
数据校核,对配合
24
尺寸及公差要求进 行审核,试制试装
匹配
XXX/开发部 /XXXX.XX.XX
维修合理性 装配困难
维修困难/装卸 困难
6
装配过程中与其他零 重 件干涉/无操作空间/未 要 考虑产品的重复拆卸
性
2
装配过程模拟校核, 保证无其他零件影响
装配
2
24
数据校核,试制试 装
2
24
数据校核审查
XXX/开发部 /XXXX.XX.XX
/电镀
电镀不良(附 电镀起皮,脱 着力不足) 落,客户抱怨
6
重 要
产品壁厚不均 材料选择不当
参考现有产品,结构
2
优化
2 24
数据校核审查
XXX/开发部 /XXXX.XX.XX
/电镀 /装配 /装配 /装配
电镀起皮,脱 影响外观客户抱
落
怨
8
电镀工艺不合理/铜铬 镍的镀层厚度不合理/ 材料选择与电镀工艺
规的要求,符 合《GB115662009乘用车外 部突出物》5.3
无法通过整车型 式认证,无法上
市
9
中的要求
严 重
产品外凸边缘存在尖 角或R角及间隙宽度
不在法规范围内
对产品A面进行法规 校核,并在图纸中标 3 明符合《GB11566- 1 2009乘用车外部突出
物》5.3中的要求
按《GB11566-2009 27 乘用车外部突出物
不合理
参考现有成熟产品合 2 理选用材料合理安排
电镀工艺
2
32 设计评审,对标设计
XXX/开发部 /XXXX.XX.XX
DFMEA设计潜在失效模式及后果分析范本

4
64
长时间使用,材料摩损严 选择合适的材料,
重
优化踏板结构
2
材料试验,疲劳试 验,设计评审
4
64
迟滞力过大
踏点到旋转中心的距离短
设计符合客户要求 得结构
2
设计计算,评审。
3
54
踏板回位不畅,可 10 Z
能发生驾驶员想减
材料选择不当
选择合适的摩擦材 料
2
材料试验
3 60
速但不能减速
迟滞机构的表面粗糙度大
差
结构和电路
2
EMC试验
3 54
两路信号不同步 ECU报错,车辆不 8 能正常行驶
线性度不符合要求 高低温环境的影响
规定霍尔管在磁 场中的位置
2 初始性能
3 54
选用符合要求的电 子元器件
3
高低温存储试验, 高低温循环试验, 热冲击试验
3
63
配合过紧导致两个霍尔管 设计合理的定位结 安放的高度位置不一致 构
在踏板寿命期 无信号输出 内要保证踏板 旋转角度内需 要输出满足客 户要求的信号
ECU报错,车辆不 8 能正常行驶
☆ 过电压,短接,反接引起 优化电路,增加过
元器件损坏
压保护
2
过压试验,短接试 验,反接试验
3
48
环境潮湿导致短路
采用密封好的结构 3 防水试验
3 72
抗外界电气环境干扰性能 设计抗干扰性好的
有力的感觉,不易
弹簧力偏小
设计合理弹簧力值
2
设计计算,评审。 弹簧检测
2
36
控制车辆速度
内外压簧其中一只失效
选择合适得弹簧参 数及材料
设计失效模式及后果分析DFMEA-案例
设计失效模式及后果分析DFMEA-案例DFMEA合集:1.什么是DFMEA;2.DFMEA表格简单八步轻松学;3.DFMEA分析应注意的几点;4.DFMEA编制中存在的几个典型问题;5.DFMEA是用来指导开发设计的,不仅是一项工作任务6.DFMEA案例7.IE案例:专用设备的DFMEA及应用8.机器设备失效模式分析本次搜集了网络以上文章为一期,请关注查看;其他FMEA文章可查看前期历史文章;更多资料请查看大地汽车行业专业资料库:/html/FMEA/配合本次话题的课堂是在汽车培训平台的语音直播:DFMEA编制中的几个误区,链接如下:/topic/220000317040375.htm?preview=Y&intoPreview=Y6 DFMEA 案例案例一:DFMEA的案例分析DFMEA是一种以预防为主的可靠性设计分析技术,该技术的应用有助于企业提高产品质量,降低成本,缩短研发周期。
目前,DFMEA已在航空航天以及国外的汽车行业得到了较为广泛的应用,并显示出了巨大的威力;但在国内汽车行业并没有系统地展开,也没有发挥其应有的作用。
以DFMEA在国产汽油机节流阀体的改进设计中的实施为例,对改进后的DFMEA的实施方法和流程进行阐述。
一、实施DFMEA存在的困难发动机为完成其相应的功能,组成结构复杂,零部件的数量也很庞大,如不加选择地对所有的零部件和子系统都实施DFMEA,将会耗费大量人力、物力和时间,对于初次实施DFMEA的企业几乎是不可能完成的工作。
为此,需要开发一种方法,能够从发动机的子系统/零部件中选择出优先需要进行分析的对象。
发动机由曲柄连杆机构、配气机构、燃油供给系统、进气系统、冷却系统和润滑系统等组成,各机构和系统完成相应的功能。
子系统的下级部件或组件通常需要配合完成相应的功能,在描述这些部件或组件的功能时,不仅应该描述其独立完成的功能,还应描述与其他部件配合完成的功能。
组成发动机的零部件种类很多,不仅包括机械零部件还有电子元件,电子部件的故障模式已经较为规范和完整,但机械系统及其零部件的故障模式相当复杂,不仅没有完整且规范的描述,二者之间还有一定的重复,为DFMEA工作的开展带来了困难,故需要为机械系统及其零部件建立相应的故障模式库。
DFMEA设计潜在失效模式及后果分析
7
項目
潛在失 潛在失效
潛在原因/ 8 現行設計控制
建議行動 責任與目標
行動結果
效模式 之效應 功能
失效機制
嚴 重 性
等 級
發 預防性 生 頻 率
探測性
風 難險 檢優 度先
數
完成日期 已採取行動 風
嚴發難險 重生檢優 性度度先
數
9
10
11
12 13
14
15
16
17 18 19
20
21
22
8
FMEA表格
0.010 / 1000
發生度
10 9 8 7 6 5 4 3 2 132
FMEA表格
• 現行設計控制
➢ 現有的設計控制可以預防或驗證出該失效模式 及/或失效原因
➢ 一般可分為下 2 種設計控制
1.
的控制 2.
的控制
預防該失效模式/效 應/原因/機制出現 或減低出現頻次
用分析或測試方式, 可以失效模式/效應 /原因/機制出現前 偵查出來
➢ 是量度失效的風險指數 ➢ 數值愈高,代表風失效風險愈高 ➢ 應在設計發展過程前盡早完成控制
37
FMEA表格
• 建議行動
➢ RPN排序完成後,應該對排序最高的、 極為重要的項目首先採取行動
➢ 建議先處理高於 100分風險度的項目 ➢ 不論RPN指數為多少,應對一些高嚴重
性(S)的項目多加留意,例如S=9, 10
➢ 應根據公司過住的記錄,自行訂立指標 ➢ 設計小組對 評定準則和分級規則應意見
一致,即使因為個別產品分析作了修改也 應一致
31
發生度(O)的提議指標
失效發生的可能性
很高: 持續的ห้องสมุดไป่ตู้效 高: 反複發生的失效 中等: 偶然發生的失效
DFMEA潜在设计失效模式及后果分析
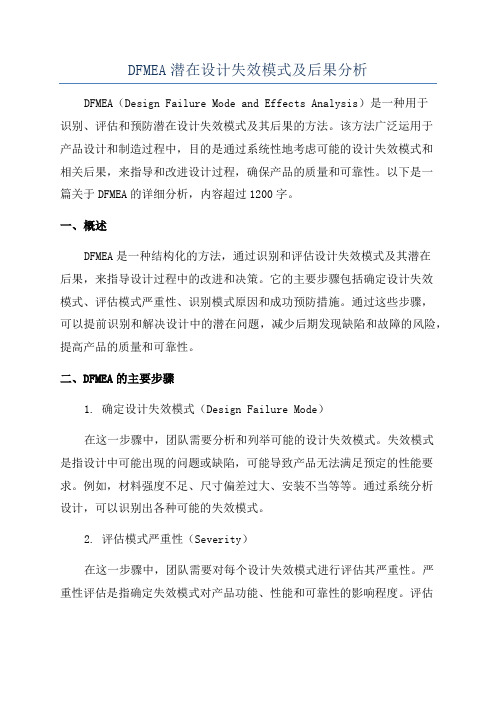
DFMEA潜在设计失效模式及后果分析DFMEA(Design Failure Mode and Effects Analysis)是一种用于识别、评估和预防潜在设计失效模式及其后果的方法。
该方法广泛运用于产品设计和制造过程中,目的是通过系统性地考虑可能的设计失效模式和相关后果,来指导和改进设计过程,确保产品的质量和可靠性。
以下是一篇关于DFMEA的详细分析,内容超过1200字。
一、概述DFMEA是一种结构化的方法,通过识别和评估设计失效模式及其潜在后果,来指导设计过程中的改进和决策。
它的主要步骤包括确定设计失效模式、评估模式严重性、识别模式原因和成功预防措施。
通过这些步骤,可以提前识别和解决设计中的潜在问题,减少后期发现缺陷和故障的风险,提高产品的质量和可靠性。
二、DFMEA的主要步骤1. 确定设计失效模式(Design Failure Mode)在这一步骤中,团队需要分析和列举可能的设计失效模式。
失效模式是指设计中可能出现的问题或缺陷,可能导致产品无法满足预定的性能要求。
例如,材料强度不足、尺寸偏差过大、安装不当等等。
通过系统分析设计,可以识别出各种可能的失效模式。
2. 评估模式严重性(Severity)在这一步骤中,团队需要对每个设计失效模式进行评估其严重性。
严重性评估是指确定失效模式对产品功能、性能和可靠性的影响程度。
评估的标准包括安全性、可用性、性能、可靠性等。
根据评估结果,可以确定哪些失效模式对产品质量和可靠性的影响最大。
3. 识别模式原因(Causes)在这一步骤中,团队需要对每个设计失效模式进行分析,找出导致该失效模式发生的根本原因。
原因可以是设计参数选择不当、材料质量问题、制造过程中的错误等等。
通过识别原因,可以找到解决相应失效模式的关键点,从而提出改进的设计方案。
4. 成功预防措施(Preventive Actions)在这一步骤中,团队根据识别出的失效模式和原因,制定相应的预防措施。
DFMEA设计失效模式影响与后果分析报告

DFMEA设计失效模式影响及后果分析由谁进行设计失效模式及后果分析?由对设计具有影响的各部门代表组成的跨部门小组进行供应商也可以参加切不要忘记客户小组组长应是负责设计的工程师跨职能部门小组5-9人,来自:系统工程零部件设计工程试验室材料工程工艺过程工程装备设计制造质量管理怎样进行设计失效模式及后果分析?提要组建跨职能部门设计失效模式及后果分析DFMEA小组列出失效模式、后果和原因评估the severity of the effect (S) 影响的严重程度the likelihood of the occurrence (O) 可能发生的机会and the ability of design controls to detect failure modes and/or their causes (D) 探测出失效模式和/或其原因的设计控制能力怎样进行设计失效模式及后果分析?提要Calculate the risk priority number (RPN) to prioritize corrective actions 计算风险优先指数(RPN)以确定应优先采取的改进措施怎样进行设计失效模式及后果分析?提要Plan corrective actions 制订纠正行动计划Perform corrective actions to improve the product 采取纠正行动,提高产品质量Recalculate RPN 重新计算风险优先指数(RPN)怎样进行设计失效模式及后果分析?提要先在草稿纸上进行分析;当小组达成一致意见后,再将有关信息填在设计失效模式及后果分析FMEA表上use fishbone and tree diagrams liberally 充分利用鱼骨图和树形图trying to use the FMEA form as a worksheet leads to confusion and messed-up FMEAs 若将FMEA表当做工作单使用,就会造成混乱,使FMEA一塌糊涂建议1. 组建一个小组并制订行动计划绝不能由个人单独进行设计失效模式及后果分析,因为:由个人进行会使结果出现偏差进行任何活动,都需要得到其他部门的支持应指定一个人(如组长)保管设计失效模式及后果分析FMEA表格应将小组成员的和部门填入设计失效模式及后果分析FMEA表格2. 绘制产品功能结构图一种图示方法,其中包括:用块表示的各种组件(或特性)用直线表示的各组件之间的相互关系适当的详细程度结构图3. 列出每个组件的功能功能系指该组件所起的作用以下列形式说明功能:Verb + Object + Qualifier动词+宾语+修饰词例如:insulates core 使型芯绝缘assures terminal position in connector 确保端子与接头连接到位protects tang from smashing, etc. 防止柄脚被压碎,等Don't forget auxiliary functions as well a primary functions 不要忘记基本功能和辅助功能Often, components work together to perform a function 通常,多个组件一起行使某一功能Hint: Use the Block Diagram! 提示:利用结构图!4. 列出质量要求a customer want or desire 客户的期望或要求could seriously affect customer perception 有可能严重影响客户的看法could lead to a customer complaint 有可能导致客户投诉Hint: Use QFD 提示:使用质量功能展开5. 列出潜在的失效模式a defect, flaw, or other unsatisfactory condition in the product that is caused by a design weakness 由设计缺陷造成的产品缺陷、瑕疵或其它令人不满意的情况典型的失效模式- breaks - cracks破碎断裂- corrodes - sticks腐蚀粘结- unseats - deforms/melts未到位变形/熔化提示从前两个步骤做起:功能质量要求AIAG将失效模式定义为产品不能实现其设计意图的一种方式。
DFMEA失效模式分析报告-范例
电感(L21 L3 L151)
影响产品性能
4
1
2
零件认可 产品试作 产品验证
2
16
无
电源按键(S3)
影响产品性能
3
1
1
零件认可产品试作 产品验证
2
6
无
光模块(U17)
影响产品性能
3
3
2
零件认可 产品试作 产品验证
3
54
无
LED灯(LED1-LDE5)
影响产品性能
2
3
1
零件认可 产品试作 产品验证
3
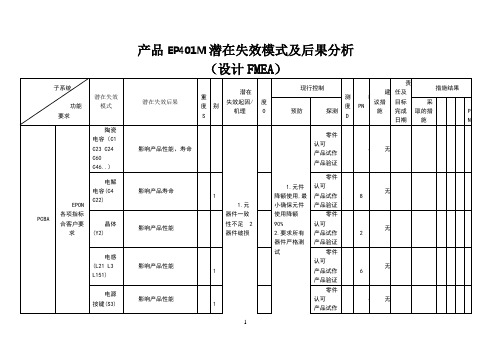
产品EP401M潜在失效模式及后果分析 (设计FMEA)
子系统
潜在失效模式
潜在失效后果
严重度 S
级别
潜在失效起因/机理
频度O
现行控制
探测度D
RPN
建议措施
责任及目标完成日期
措施结果
功能要求
预防
探测
采取的措施
S
O
D
RPN
PCBA
EPON各项指标合客户要求
陶瓷电容(C1 C23 C24 C60 C46..)
3
6
无
上盖
影响外观及安装
2
1ቤተ መጻሕፍቲ ባይዱ
1
零件认可 产品试作 产品验证
3
6
无
18
无
PCBA
EPON各项指标合客户要求
FLASH(U30)
影响产品性能
2
1
1.元器件一致性不足 2.器件破损
2
1.元件降额使用,最小确保元件使用降额90% 2.要求所有器件严格测试
零件认可 产品试作 产品验证
设计失效分析DFMEA经典案例剖析

优质的产品是企业赢得市场 份额的关键因素之一。通过 DFMEA分析优化产品设计, 可以提高产品的竞争力,帮
助企业抢占市场份额。
增加企业收益
提高产品质量、降低生产成 本和增强市场竞争力都可以 为企业带来更多的收益。
07
总结与展望
DFMEA应用现状及挑战
01
应用现状
02 广泛应用于产品设计阶段,以预防潜在的设计缺 陷。
根据风险等级划分结果,优先处 理高风险失效模式,制定相应的 改进措施。
02
改进措施实施与验 证
实施改进措施后,对产品进行重 新评估,确保改进措施的有效性。
03Βιβλιοθήκη 持续改进在产品生命周期中持续进行 DFMEA分析,不断优化产品设 计,提高产品质量和可靠性。
03
经典案例一:汽车零部件设计 失效分析
案例背景介绍
改进措施实施及效果验证
改进措施
针对识别出的失效模式和原因,采取了相应的改进措施,如优化散热设计、改进电源管理模块、修复软件编码错误和 内存泄漏等。
效果验证
在实施改进措施后,对设备进行了重新测试和验证。结果显示,电池温度明显降低,屏幕闪烁问题得到解决,应用程 序运行稳定且不再崩溃。
经验教训
该案例表明,在设计阶段充分考虑潜在失效模式和影响至关重要。通过DFMEA等方法进行预防性分析, 可以及早发现并解决潜在问题,提高产品的可靠性和安全性。同时,持续改进和优化设计也是提升产品 质量和用户满意度的关键所在。
探测度评估
评估现有控制措施在多大程度上能够探测到失效模式的发生。
风险优先数计算
计算风险优先数(RPN)
将严重度、频度、探测度的评估结果相乘,得到每种失效模式的风险优先数。
整车设计失效模式分析 DFMEA

3
设计评审
74/61/EEC; 按QC T 6271999汽车电动 门锁装置 按 GB 84102006测定; 按 GB 84102006测定; 按 GB 84102006测定;
不能有效的防盗
顾客财产遭损 失,顾客抱怨
8
T
3
设计评审
3 3 3
设计评审 设计评审 设计评审
顾客财产遭损 不能有效的防火 失,市场竞争 力下降
最高车速低 <170Km/h
顾客抱怨最高 车速低
7
I
3
加速时间长①(0 ~60km/h)>9s② (0~100km/h) 顾客抱怨加速 >20s ③ 时间长 40~ 100km/h>35s
S
9 动力系统不匹配 3
按GB/T 整车动力经济性 12544一90 测 计算 定;
最大爬坡度小 <30%
顾客抱怨最大 爬坡度小
灯光照度不够
影响行车安 全,违反法规
9
R
灯光照明系统设 计不合理 灯光指示和信号 报警系统设计不 合理 车身乘员舱区强 度不足 车身骨架前部强 度设计不足 车身骨架前部强 度设计过大 行驶系统设计不 合理
3
计算校核设计评 审
3
设计评审
3
CAE碰撞分析
碰撞试验;
R
碰撞后,不能对 乘员提供有效的 保护
乘员伤亡
潜在失效模式及后果分析 (设计FMEA)
项目名称: 车型年度/车辆: 核心小组: 过程功能 MPV
设计责任: 关键日期:
现行设计控制 潜在失效模式
( 潜在失效后果 S 严 )重 度
分 类
潜在失效起因/ 机理P
频 度
预防
DFMEA失效模式分析报告-范例

电感(L21
L3 L151)
影响产品性能
4
1
2
零件认可
产品试作
产品验证
2
16
无
电源按键
(S3)
影响产品性能
3
1
1
零件认可
产品试作
产品验证
2
6
无
光模块
(U17)
影响产品性能
3
3
2
零件认可
产品试作
产品验证
3
54
无
LED灯
(LED1-LDE
5)
影响产品性能
2
3
1
零件认可
产品试作
产品验证
3
18
无
PCBA
EPON各项
产品试作
产品验证
3
12
无
电源接口
(J5)
影响产品组装
2
1
1
零件认可
产品试作
产品验证
3
6
无
变压器
(T2)
影响产品性能
3
1
2
零件认可
产品试结构器件
满足外观
及结构要
求
下壳
影响外观及安装
2
1
安装及搬
运过程中
划伤
1
注意操作规
范
零件认可
产品试作
产品验证
3
6
无
上盖
影响外观及安装
2
1
1
零件认可
产品试作
产品验证
3
6
无
产品EP401M潜在失效模式及后果分析
(设计
子系统
功能要求
潜在失效 模式
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电感(L21
L3 L151)
影响产品性能
4
1
2
零件认可
产品试作
产品验证
2
16
无
电源按键
(S3)
影响产品性能
3
1
1
零件认可
产品试作
产品验证
2
6
无
光模块
(U17)
影响产品性能
3
3
2
零件认可
产品试作
产品验证
3
54
无
LED灯
(LED1-LDE
5)
影响产品性能
2
3
1
零件认可
产品试作
产品验证
3
18
无
PCBA
EPON各项
指标合客
户要求
FLASH(U30
)
影响产品性能
2
1
1.元器件 一致性不 足2.器
件破损
2
1.元件降额 使用,最小确 保元件使用
降额90%
2.要求所有 器件严格测 试
零件认可
产品试作
产品验证
3
12
无
DDR(U400)
影响产品性能
2
1
2
零件认可
产品试作
产品验证
2
8
无
网口接口
(J2)
影响产品组装
2
1
2
零件认可
产品EP401M潜在失效模式及后果分析
(设计
子系统
功能要求
潜在失效 模式
潜在失效后果
^严 重 度
S
级 别
潜在失效 起因/机理
频 度
O
现行控制
探
测 度
D
RPN
建议
措施
责任 及目 标完 成日 期
措施结果
预防
探测
采取的
措施
S
O
D
R
P
N
PCBA
EPON各项
指标合客
户要求
陶瓷电容
(C1 C23
C24 C60
C46..)
产品验证
3
6
无
*************
公司
产品试作
产品验证
3
12
无
电源接口
(J5)
影响产品组装
2
1
1
零件认可
产品试作
产品验证
3
6
无
变压器
(T2)
影响产品性能
3
1
2
零件认可
产品试作
产品验证
2
12
无
结构器件
满足外观
及结构要
求
下壳
影响外观及安装
2
1
安装及搬
运过程中
划伤
1
注意操作规
范
零件认可
产品试作
产品验证
3
6
无
上盖
影响外观及安装
2
1
1
零件认可
产品试作
影响产品性能、寿命
1
1
1.元器件 一致性不 足2器件 破损
2
1.元件降额 使用,最小确 保元件使用
降额90%
2.要求所有 器件严格测 试
零件认可
产品试作
产品验证
3
6
无
电解电容
(C4 C22)
影响产品寿命
3
1
2
零件认可
产品试作
产品验证
3
18
无
晶体(丫2)
影响产品性能
3
1
2
零件认可
产品试作
产品验证
2
12