离心机防爆:氮气保护
离心机氮气保护氧含量在线检测操作规程

离心机氮气保护氧含量在线检测操作规程
1、开机前打开氮气进气阀,且保证压力不得低于20KPa。
自动状态:
分析仪表可以设定上限值及上上限值。
上限值: 自动状态下,测量显示值大于此值时,电磁阀自动打开进行充氮。
上上限值:自动状态下,测量显示值大于此值时,对离心机进行制动停机,并关闭电磁阀。
首先根据工艺要求,设定好上限值及上上限值(上上限大于上限),将电源开关“SA1”置于开档,再将“SA2”置于自动档,将“SA3”置于低速档,当测量信号低于上限值时,控制器进行逻辑控制,发出允许信号—浓度达标指示灯亮,此时方可按下“SB1”启动离心机,进行正常作业,低速上料,上完料后,再将“SA3”置于高速档。
当运行过程中,浓度超过上限值时,电磁阀自动打开进行充氮,并发出声光报警以提醒操作人员注意,直至浓度低于上限值, 如果测量显示值仍继续上升直至大于上上限值,控制器发出信号驱动变频器进行制动停机,以确保安全。
自动状态下: 浓度超上上限值、氮气进气压力低于电点压力表设定值都会进制动停机。
注意事项:
(1)采样口不可以接入高压气体(20KPa内)、不可以通入液体。
(2)离心时,注意观察样气水气分离器中是否液体冲入,当班检查排放。
(3)样气活性过滤器芯建议至少每月更换一次,每半月干燥一次,以延长传感器使用寿命。
(4)防爆箱右侧面的氮气源调节过滤阀,要经常观察是否有水,如有则排放。
(5)手动状态:
首先将电源开关“SA1”置于开档,再将“SA2”置于手动档,按下“SB1”启动离心机,按下“SB2”停止离心机。
警告: 因手动是不受控制系统限制, 正常情况下操作人员不得置于此档,只允许专业人员检修时使用!。
离心机氮气保护防爆装置[实用新型专利]
![离心机氮气保护防爆装置[实用新型专利]](https://img.taocdn.com/s3/m/309cac28a1c7aa00b42acbce.png)
专利名称:离心机氮气保护防爆装置专利类型:实用新型专利
发明人:蔡建春,沈峰,蒋嵬
申请号:CN200420080687.6
申请日:20041029
公开号:CN2748179Y
公开日:
20051228
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种离心机中的氮气保护防爆装置,主要包括:与机壳内腔相通的进气管和回气管,进气管上设置有电磁阀;在回气管上还分别设置有油雾分离器、空气过滤器、腐蚀气体过滤器、气泵和氧量分析器;上述装置的优点是:氧量分析器能较精确地分析出机壳内的氧气含量,就能较精确地控制往机壳内充氮的量,从而控制住机壳内氧气的含量,使机壳内氧气的浓度始终保持在安全的范围内,就不会发生燃爆事故,离心机就能安全、高效地工作。
申请人:张家港华大离心机制造有限公司
地址:215617 江苏省张家港市杨舍镇乘杨路8号
国籍:CN
代理机构:张家港市高松专利事务所
代理人:黄春松
更多信息请下载全文后查看。
离心机氮气保压标准
离心机氮气保压标准
摘要:
1.离心机的定义和工作原理
2.离心机的分类和卸料方式
3.离心机在各领域的应用
4.离心机氮气保压标准
正文:
离心机是一种通过产生离心力来分离不溶性颗粒物与液体或者两种不同密度且不相容的液体的设备。
它的原理是利用旋转产生的离心力加速不相容的液体与固体、液体与液体沉降的过程。
根据转速的不同,离心机可以分为低速离心机(转速10000 转/分以下)、高速离心机(转速在10000rpm-25000rpm 之间)和超高速离心机(转速25000rpm 以上)。
离心机有多种类型,包括间隙式离心机和连续式离心机。
间隙式离心机的加料、分离、洗涤和卸渣等过程都是间隙操作,并采用人工、重力或机械方法卸渣。
连续式离心机的进料、分离、洗涤和卸渣等过程则有间隙自动进行和连续自动进行两种。
离心机还有多种卸料方式,如刮刀卸料离心机、活塞推料离心机、螺旋卸料离心机、离心力卸料离心机、振动卸料离心机和颠动卸料离心机。
离心机在医疗、生物制品、科研、教学、航空航天、化工、高校、石油、制药等领域具有非常重要的应用价值。
离心机氮气保压标准是为了保证离心机在操作过程中的安全性和稳定性。
根据不同的应用场景,离心机氮气保压标准也有所不同。
离心机充氮保护系统进行保护的三个要点
合同、协议书模板——可编辑、可修改离心机充氮保护系统进行保护的三个要点
在密闭状态且离心机高速运转过程中易产生静电火花,或在进行惰性气体(氮气)充入的时候,由于氮气的纯度不够,此时物料组分中如果含有醇类、苯类、酯类等可燃性挥发性的气体,就会有爆炸的安全隐患。
运用离心机充氮保护系统进行充氮置换的方法,满足大小流量氮气自由切换。
市面大多的氮气维护只是在机体上安装了一个氮气进气管和出气管,离心机在作业时,对内腔中充入氮气、氧气,从而维持氧气浓度的安全范围。
然而这样无法定量氧气的输入浓度,所以氮气维护的可靠性比较差。
现在,一种新型离心机充氮保护系统对工作中的离心机内腔的氧气浓度可以进行准确检测,定量控制氧气含量。
离心机充氮保护系统主要从三方面来进行保护:
1.温度:无论是液体介质还是气体介质,在进行工艺设计时都要考虑离心机的工作温度。
2.静电:离心机的设计在运动件运用足够的安全空间,以消除或许发作的机械冲突和碰击,机器必须有消除静电的办法。
关于制动设备,不得选用机械冲突式制动设备,一般均选用电器能耗制动的方式。
关于传动带,则选用防静电带,以消除或减少静电发作的可能。
3.氧气:一般选择惰性气体进行保护,通过对离心机充氮置换空气,从而使氧气浓度维持在安全范围之内。
氮气保护系统操作规程
离心机氮气保护控制安全操作规程一、设备各部件代码说明:HL1: 氧浓度达标指示灯HH1: 氧浓度超标指示灯HL2: 离心机运行指示灯HH3: 离心机停止指示灯SB1: 离心机启动按钮SB2: 离心机停止按钮SA1: 控制系统电源开关SA2: 手动、停止、自动切换开关SA3:离心机高、低速选择开关二、操作规程:1、无论是手动或自动状态下,禁止关闭氮气源总进气阀。
2、上限值4%:自动状态下,测量显示值大于此值时,电磁阀自动打开冲入氮气。
上上限值8%:自动状态下,测量显示值大于此值时,对离心机进行切断电源制动停机。
氮气进气压力低于电点压力表0.2Mpa时,对离心机进行切断电源制动停机。
3、氮气保护系统与离心机连锁;(a)自动状态下离心机首次使用或开盖后再次使用时,氮气保护未启动或启动未达到防爆要求时不可启动离心机;(b)在离心机运转过程中氮气保护系统失效,关闭则离心机应能自动停机,且有声光报警提示。
4、手动状态:首先将电源开关SA1置于开档,再将SA2置于手动档,按下SB1启动离心机控制电源,按下SB2停止离心机电源备注: 因手动是不受控制系统限制, 正常情况下操作人员不得置于此档只允许专业人员检修时使用5、自动状态:①、将电源开关SA1置于开档②、再将SA2置于自动档,③、将SA3置于低速档,④、系统自动充氮气,当测量信号低于上限值4%时,且氮气压力高于0.2Mpa,延时20秒发出允许信号即浓度达标指示绿灯亮。
⑤、此时方可按下SB1启动离心机电源,进行正常作业,低速上料,⑥、上料完毕后,再将SA3置于高速档,高速离心。
当运行过程中,浓度超过上限值4%时,电磁阀自动打开进行充氮,并发出声光报警以提醒操作人员注意,直至浓度低于上限值4%, 如果测量显示值仍继续上升直至大于上上限值8%,控制器发出信号驱动变频器进行制动停机,以确保安全.自动状态下::浓度超上上限值8%,且氮气进气压力低于电点压力表0.2Mpa设定值,都会进制动停机。
氮气保护安全技术标准
氮气保护安全技术标准1、在生产过程中,易燃易爆物料与空气形成爆炸性气体,因此通入惰性气体,控制氧气含量在爆炸极限以下,达到防爆目的。
易燃易爆物料包括易燃液体、可燃气体和可燃粉尘,而一般情况下使用氮气作为惰性气体。
2、为了确保安全,易燃易爆物料只要氧气含量在某个值以下(极限氧含量LOC),就不会发生爆炸。
不同的物质有不同的极限氧含量LOC值。
常用易燃易爆物料极限氧含量LOC值如下:序号品名不发生爆炸时的极限氧含量(%) LOC1 氢气 4.52 甲醇 8.03 乙醇 8.54 丙酮 11.05 苯 9.06 甲烷 9.5考虑安全系数,氢气的极限氧含量(%)4.5为所有物料中最低的,因此设定氮气置换后极限氧含量LOC 3%是安全可靠的。
对于公司所有使用易燃易爆有机溶剂、易燃易爆可燃气体、易燃易爆粉尘的设备(评估),都需要氮气保护。
此时,氮气的纯度(N2)应该≥99%(工艺特殊要求除外),氮气总管压力应该≥0.3Mpa。
3、对于氮气保护控制方式,可以采用手动进氮气方式或自动进氮气方式。
手动进氮气方式利用氮气压力表和阀门进行手动控制,而自动进氮气方式则利用氮封阀装置(压力差)进行自动控制。
4、在安装氮气保护装置时,对于溶剂储罐,应该安装带呼入、呼出口的阻火式呼吸器,并将呼入口接氮气或氮封装置。
呼出口应该集中接至排气总管,经管道阻火器接至冷凝器或末端尾气处理设施处理后排放。
注意,溶剂储罐第一次使用时,需要用氮气置换后方可打入溶剂。
对于溶剂接受罐,应该安装氮气管道、阀门及压力表,负压接受罐破真空时吸入氮气,至压力表为零或微正压。
常压接受罐则需要安装氮气管道、阀门及压力表,进行手动氮气置换。
排气口应该集中接至排气总管,经管道阻火器接至冷凝器或末端尾气处理设施经处理后排放。
对于常压带溶剂反应罐(浸泡罐等),在安装氮气管道时,需要将氮气管道深入离罐底200mm左右的位置。
对于易燃液体贮罐,可采用手动控制氮气方式或自动启闭氮封装置方式来进行氮气保护。
离心氮气保护系统操作说明
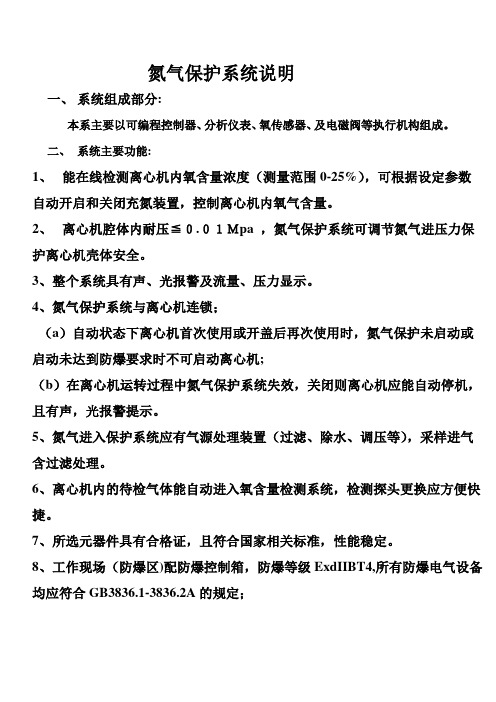
氮气保护系统说明一、系统组成部分:本系主要以可编程控制器、分析仪表、氧传感器、及电磁阀等执行机构组成。
二、系统主要功能:1、能在线检测离心机内氧含量浓度(测量范围0-25%),可根据设定参数自动开启和关闭充氮装置,控制离心机内氧气含量。
2、离心机腔体内耐压≦0.01Mpa ,氮气保护系统可调节氮气进压力保护离心机壳体安全。
3、整个系统具有声、光报警及流量、压力显示。
4、氮气保护系统与离心机连锁;(a)自动状态下离心机首次使用或开盖后再次使用时,氮气保护未启动或启动未达到防爆要求时不可启动离心机;(b)在离心机运转过程中氮气保护系统失效,关闭则离心机应能自动停机,且有声,光报警提示。
5、氮气进入保护系统应有气源处理装置(过滤、除水、调压等),采样进气含过滤处理。
6、离心机内的待检气体能自动进入氧含量检测系统,检测探头更换应方便快捷。
7、所选元器件具有合格证,且符合国家相关标准,性能稳定。
8、工作现场(防爆区)配防爆控制箱,防爆等级ExdIIBT4,所有防爆电气设备均应符合GB3836.1-3836.2A的规定;三、工作原理:KY-2: 测量分析仪表, 测控氧浓度.P1: 电接点压力表,测量显示进入系统的氮气压力,并作出信号反馈.HL1: 氧浓度达标指示灯HH1: 氧浓度超标指示灯HL2: 离心机运行指示灯HH3: 离心机停止指示灯SB1: 离心机启动按钮SB2: 离心机停止按钮SA1: 控制系统电源开关SA2: 手动、停止、自动切换开关SA3:离心机高、低速选择开关P2:电磁阀未打时,显示旁路调节阀后压力;电磁阀打开时,显示电磁阀后压力。
FL:采样气体流量FSM:声光报警器1.手动状态:首先将电源开关SA1置于开档,再将SA2置于手动档,按下SB1启动离心机,按下SB2停止离心机备注: 因手动是不受控制系统限制, 正常情况下操作人员不得置于此档只允许专业人员检修时使用2.自动状态:分析仪表可以设定上,I 值及上限II 值.上限I: 自动状态下,测量显示值大于此值时,电磁阀自动打开进行充氮.上限II: 自动状态下, 测量显示值大于此值时,对离心机进行制动停机,并关闭电磁阀.首先根据工艺要求,设定好上限I及上限II(上限II大于上限I),将电源开关SA1置于开档,再将SA2置于自动档,将SA3置于低速档,当测量信号低于上限I 值时,控制器进行逻辑控制,发出允许信号—浓度达标指示灯亮, 此时方可按下SB1启动离心机,进行正常作业,低速上料,上完料后,再将SA3置于高速档。
离心机事故预防措施
仅供参考[整理] 安全管理文书离心机事故预防措施日期:__________________单位:__________________第1 页共3 页仅供参考[整理]离心机事故预防措施采用惰性气体或其它气体保护,如用氮气或二氧化碳气体(或烟道气)冲淡氧气的浓度;控制氧气的浓度,可采用流量监控法、压力监控法,若为正压操作,最好采用压力监控法。
一般可采用氧浓度监控法,严格控制氧的浓度。
采用上述方法时,首先必须保证氮气的气源充足,当氮气压力不足或供氮系统发生故障时,通过报警装置发出警报,自动停车;在离心机启动时,必须用氮气对离心机系统进行气体置换,经检测氧气的浓度达到1%2%时方能开车;当离心机进液时,对浮液和洗液都必须以氮气保护,防止空气在进液结束时或随液体的旋涡雾沫一起进入离心机;停电时,为实现氮气吹扫工作仍能正常进行,要求选用常闭式电磁阀,以保证氮气管线阀门在停电时始终处于开启状态。
严格执行操作规程,控制投料量,且均匀下料,若发现下料不均匀时,及时处理,使之均匀;定期检查离心机上的放空管,使之畅通无阻。
安装时拧紧紧固螺栓。
采用晶液分离器压液时,应严格按操作规程进行,严防可燃性气体进入机内。
加强设备维护管理,特别是易腐蚀的设备要加强防腐和维护。
压晶液时,应每分离一次压一次晶液,而且压液阀门不宜开得过大,防止超压运行;严格劳动纪律,严禁上班吸烟。
如果驱动机械有可能超过转鼓的安全转速,就应安装一个限速器,使其转速限制在安全范围之内,因此,离心机的铭牌上一般都应注明最大安全转速。
第 2 页共 3 页仅供参考[整理] 安全管理文书整理范文,仅供参考!日期:__________________单位:__________________第3 页共3 页。
氮气保护改造方案
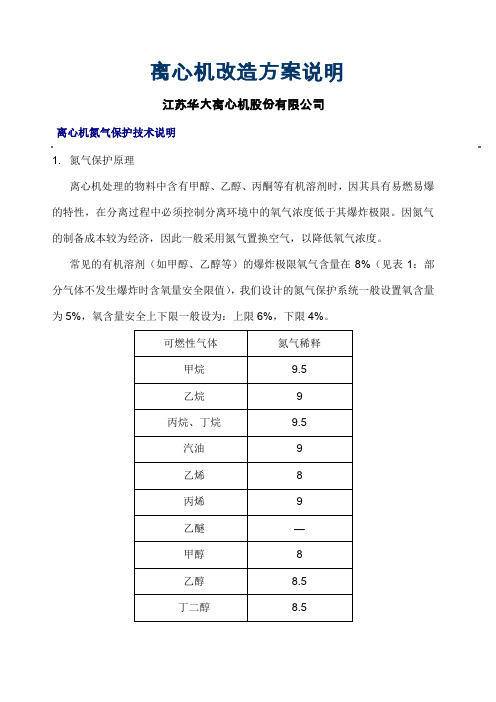
离心机改造方案说明江苏华大离心机股份有限公司离心机氮气保护技术说明1. 氮气保护原理离心机处理的物料中含有甲醇、乙醇、丙酮等有机溶剂时,因其具有易燃易爆的特性,在分离过程中必须控制分离环境中的氧气浓度低于其爆炸极限。
因氮气的制备成本较为经济,因此一般采用氮气置换空气,以降低氧气浓度。
常见的有机溶剂(如甲醇、乙醇等)的爆炸极限氧气含量在8%(见表1:部分气体不发生爆炸时含氧量安全限值),我们设计的氮气保护系统一般设置氧含量为5%,氧含量安全上下限一般设为:上限6%,下限4%。
表1:部分气体不发生爆炸时含氧量安全限值1.1. 离心机氮气保护原理图2. 氮气保护系统工作程序2.1. 气源氮气源:洁净、干燥,压力0.2-0.3MPa(有气吹滚轮刮刀时氮气源0.5-0.6MPa),48 m3/h。
压缩压气源:洁净、干燥,压力0.6 MPa。
2.2. 准备与确认:a) 液封中注入母液至规定液面高度。
b) 气封中注入水至规定液面高度。
c) 采样气过滤箱注水至规定液面高度。
d) 确认流量反馈计数器转速:调整氮气压力0.15MPa,打开置换通道,确认流量反馈计数器转速,一般在7000-8000r/min;打开轴封通道,确认流量反馈计数器转速,一般在300-500r/min。
e) 系统状态:大翻盖处于关闭、锁紧并密闭状态。
开盖保护发出信号。
蝶阀处于关闭状态。
机-电联锁。
刮刀处于复位状态。
机-电联锁。
人孔检查盖处于关闭状态。
人工确认。
主电机、布料电机处于关闭状态。
机-电联锁。
进料阀处于关闭状态。
机-电联锁。
洗涤阀处于关闭状态。
机-电联锁。
2.3. 工作程序a) 置换:置换通道打开,进行大流量置换。
流量反馈计数器转数(按相应机型)达到设定值,关闭置换通道。
当同时配置氧含量检测装置时,则按氧含量实测值到设定下限时,关闭置换通道。
b) 补充:小流量补充通道打开,进行小流量补充,以弥补系统泄漏。
c) 离心机启动:小流量轴封补充通道打开后10S,即启动离心机主机。
离心机使用安全注意事项

离心机使用安全注意事项为保障离心机使用人员及设备安全,请注意以下安全事项:1、深刻吸取浙江新华制药有限公司“11.07”爆炸事故案,浙江中贝九州集团有限公司“3.5”爆炸事故案例沉痛教训,防止可燃可爆系统形成,严格氮气置换空气程序和氮气保护措施,确保氮气浓度维持在安全范围内。
2、消除,控制银湖哦元,使用不产生活火花的铜制、合金制或其他工具,使用防爆电子钟表;现场防爆按钮,防静电皮带。
操作现场不准吸烟,严禁烟火,严禁使用手机。
3、离心机安装基础牢固、水平;离心机安装及管线联接应正确、稳定,地脚螺丝应固定牢靠;4、离心机主机及其电柜须可靠静电接地。
5、不得随意拆除离心机的安全防护罩及限位、限压、制动、安全报警等防护装置,安全防护装置一旦破损、失灵、应及时修复。
不得随意拆除,变更零部件或增加附属装置,以保证离心机的完整性。
6、不得随意提高离心机运行转速(最高限速一设备安装使用维护手册规定为准)以免离心机超压运行。
7、不得随意提高离心机液压、气压系统限定压力(最高限定压力以设备安装使用手册规定为准),以免离心机超压运行。
8、不得随意改变离心机转鼓装料量,或直接超规定装载量(最大装料量以设备安装使用维护手册规定为准),以免离心机超载运行。
9、操作人员应熟练掌握该离心机的开车、停车和应急停车等操作程序。
应严格遵守其安全操作规程,不得野蛮操作。
10、不允许离心机转鼓运行状态下,将头、手伸入机内或用铲子等铲刮物料。
11、不允许离心机运行状态下,对离心机进行调整、维护和排除故障。
在调整、维护或排除故障时,须采取必要的安全防范措施。
12、应对离心机进行日常保养和定期检查,以保证离心机的功能和重要零部件以及安全防护装置保持在正常工作状态下。
应制定离心机正确的小、中、大修周期,并严格执行。
离心机用于强腐蚀环境还应加强转鼓焊缝、联接螺栓及各处与物料接触部位的腐蚀情况检查、记录、如出现变色、点蚀、晶间腐蚀等情况应及时分析处理。
离心机氮气保压标准

离心机氮气保压标准
离心机氮气保压标准通常根据离心机设备的使用要求和厂家规定来确定,可能会有所不同。
一般情况下,离心机氮气保压标准如下:
1. 氮气供应压力:离心机氮气保压常见的供应压力范围为0.2-1.0 MPa(2-10 bar)。
2. 氮气压力稳定性:保持氮气供应稳定,压力波动范围不超过设定值的±5%。
3. 离心机各个部分之间的氮气压力差:根据离心机的设计要求,通常要求各个部分之间的氮气压力差不超过设定值的±2%。
4. 离心机氮气流量:氮气流量与离心机的型号、规格和工作负荷有关,通常要求满足离心机工作所需氮气流量,并有一定的过剩氮气供应以应对突发情况。
请注意,以上标准仅为一般参考,具体的离心机氮气保压标准还需根据离心机设备的具体要求来确定。
在使用离心机前,建议查阅离心机的使用手册或咨询厂家,以了解准确的氮气保压标准。
试验室离心机氮气防爆保护要求分析 试验室离心机解决方案

试验室离心机氮气防爆保护要求分析试验室离心机解决方案离心机在化工、制药工业应用中需要有效保障安全生产的氮气保护防爆系统设计。
1 防爆要求我们知道,产生爆炸的三个要素为温度、火源、氧气,防止产生化学性爆炸的三个基本条件的同时存在,是防备可燃物质化学性爆炸的基本理论。
换句话说,防止可燃物质化学性爆炸全部技术措施的实质,就是制止化学性爆炸三个基本条件的同时存在。
其中:(1)温度,对于实在的某一介质,无论是液相还是气相,在进行工艺设计时应考虑离心机工作温度,这紧要取决于工艺条件,在此不作详析;(2)火源,在离心机设计时,对于运动件应用充分的安全空转子泵间,以除去可能产生的机械摩擦和撞击,同时,机器必需有除去静电的措施。
对于制动装置,不得接受机械摩擦式制动装置,一般均接受电器能耗制动的形式(非接触式制动,缺点是制动时间要比接触式要长一点,尤其是在满载时转动惯量较大的情况下更是如此)。
另外,对于传动带,则选用防静电带,以除去或削减静电产生的可能;(3)氧气,一般接受惰性气体保护,通过向离心机内部充人氮气置换里面的空气,从而使氧气浓度维持在安全范围之内。
2 防爆措施目前普遍接受的离心机的氮气保护,实际上只是在机壳上设置了一个氮气进气管,一个氮气出气管,离心机在工作时,对内腔中充人氮气。
至于氮气浓度能否达到安全范围则没有定量的掌控,因此,其氮气保护的牢靠性很差。
一种改进的氮气保护系统设计中设置在线氧气检测装置和压力变送传感器,对运行过程中的离心机内腔的氧气浓度进行检测,实行定量的掌控,掌控其氧气含量在安全范围以内(也即保证机内的氧气浓度在易燃易爆介质的爆炸极限之外)。
试验室离心机噪音过大的问题分析试验室离心机噪音过大,这个问题大部分不是试验室离心机质量的问题造成的,实在有哪些原因,下面我们一起来分析一下:1、转子没有安装好,一般机器都是厂家在出厂前安装和调试好的没有问题才发货的,但是在运输过程中有可能造成转子的活动和轻度的移位,从而导致造成使用过程中噪音过大,解决方法是重新安装转子或者电话联系厂家引导安装;2、转子里的试管等没有配平,特别是水平专子,确定要配平使用,不然也没有可能造成不平的噪音过大;3、位置没有摆放好,有的离心机放置的桌子或者固定的位置高处与低处不平,可能不是很明显,但是略微有点的话在高速转动下都会显现声音增大的现象,所以可以在放置离心机的桌面上在离心机底下放一层厚厚的垫子这样会削减很多的不平造成的噪音。
氮气保护改造方案

离心机改造方案说明江苏华大离心机股份有限公司离心机氮气保护技术说明1. 氮气保护原理离心机处理的物料中含有甲醇、乙醇、丙酮等有机溶剂时,因其具有易燃易爆的特性,在分离过程中必须控制分离环境中的氧气浓度低于其爆炸极限。
因氮气的制备成本较为经济,因此一般采用氮气置换空气,以降低氧气浓度。
常见的有机溶剂(如甲醇、乙醇等)的爆炸极限氧气含量在8%(见表1:部分气体不发生爆炸时含氧量安全限值),我们设计的氮气保护系统一般设置氧含量为5%,氧含量安全上下限一般设为:上限6%,下限4%。
1.1. 离心机氮气保护原理图2. 氮气保护系统工作程序2.1. 气源氮气源:洁净、干燥,压力0.2-0.3MPa(有气吹滚轮刮刀时氮气源0.5-0.6MPa),48 m3/h。
压缩压气源:洁净、干燥,压力0.6 MPa。
2.2. 准备与确认:a) 液封中注入母液至规定液面高度。
b) 气封中注入水至规定液面高度。
c) 采样气过滤箱注水至规定液面高度。
d) 确认流量反馈计数器转速:调整氮气压力0.15MPa,打开置换通道,确认流量反馈计数器转速,一般在7000-8000r/min;打开轴封通道,确认流量反馈计数器转速,一般在300-500r/min。
e) 系统状态:大翻盖处于关闭、锁紧并密闭状态。
开盖保护发出信号。
蝶阀处于关闭状态。
机-电联锁。
刮刀处于复位状态。
机-电联锁。
人孔检查盖处于关闭状态。
人工确认。
主电机、布料电机处于关闭状态。
机-电联锁。
进料阀处于关闭状态。
机-电联锁。
洗涤阀处于关闭状态。
机-电联锁。
2.3. 工作程序a) 置换:置换通道打开,进行大流量置换。
流量反馈计数器转数(按相应机型)达到设定值,关闭置换通道。
当同时配置氧含量检测装置时,则按氧含量实测值到设定下限时,关闭置换通道。
b) 补充:小流量补充通道打开,进行小流量补充,以弥补系统泄漏。
c) 离心机启动:小流量轴封补充通道打开后10S,即启动离心机主机。
进入进料-洗涤-脱液-降速-刮料-拉袋等流程。
离心机氮气保护压力
离心机氮气保护压力英文回答:Centrifuge nitrogen protection pressure refers to the pressure of nitrogen gas used to create a protective atmosphere inside a centrifuge during operation. The purpose of using nitrogen gas is to prevent oxidation or contamination of the samples being processed.Maintaining the appropriate nitrogen protection pressure is crucial for the successful operation of a centrifuge. If the pressure is too low, there is a risk of air or moisture entering the centrifuge, which can lead to oxidation or contamination of the samples. On the other hand, if the pressure is too high, it can cause excessive stress on the centrifuge components and may even result in equipment failure.To determine the ideal nitrogen protection pressure for a centrifuge, several factors need to be considered. Theseinclude the type of samples being processed, the desired level of protection, and the specifications of the centrifuge itself. For example, if I am using a centrifuge to separate blood samples, I would want to ensure that the nitrogen protection pressure is sufficient to prevent any air or moisture from coming into contact with the samples.One way to determine the appropriate nitrogen protection pressure is to consult the manufacturer's guidelines or operating manual for the centrifuge. These documents often provide specific recommendations for nitrogen pressure based on the intended use of the centrifuge.In addition to the manufacturer's guidelines, it is also important to consider any regulatory requirements or industry standards that may apply. For example, in a laboratory setting, there may be specific regulations regarding the use of nitrogen gas and the pressure levels that are considered safe and effective.Once the appropriate nitrogen protection pressure isdetermined, it is important to regularly monitor and maintain the pressure during centrifuge operation. This can be done using pressure gauges or sensors that are integrated into the centrifuge system. If the pressure drops below the desired level, adjustments can be made to ensure that the nitrogen gas is flowing at the correct pressure.In conclusion, maintaining the proper nitrogen protection pressure is essential for the safe and effective operation of a centrifuge. By considering factors such as sample type, desired level of protection, andmanufacturer's guidelines, one can determine the appropriate pressure and ensure the integrity of the samples being processed.中文回答:离心机氮气保护压力是指在离心机运行过程中,用于在离心机内部创建保护气氛的氮气的压力。
离心机在制药工业的密闭和防爆要求

离心机在制药工业的密闭和防爆要求离心机在制药工业的应用十分广泛,由于制药厂家应用离心机的场合、工艺、化学性质和介质的物理不同,对离心机也有着各种要求,比如,密闭要求、防爆要求等。
下面探讨一下过滤型离心机在制药工业应用中所涉及的密闭要求和防爆要求。
1、密闭要求:离心机无论是用于非无菌药还是用于无菌药,或者是用于制药中间体还是用于成品药,其生产过程中对环境均提出了很高的要求,如洁净车间,就有相应洁净等级要求,设备的良好密闭性能使外部与机器内部保持有效的隔离。
然而,离心机内腔中的固、液、气相等不得对车间环境造成污染,反之,外部环境也不能对内部物料产生污染。
因此,制药厂在订货时应告知离心机制造商,提出密闭要求。
对离心机的密闭性能进行改进设计,并在制造时充分体现,应在以下几个方面进行考虑:1.1、机盖的密封机盖一般为翻转式,机盖与机壳接合面应有可靠的密封措施,如果因密封结构或材质防腐失效,就可能造成液、气相的泄漏,对环境、人员造成伤害。
在机盖法兰上加工燕尾槽,安装密封条,以保证密封条的定位可靠性,密封条为梯形中空结构,以保证其密闭性能。
密封条采用硅橡胶等材质,按所处理物料的防腐要求来确定密封条材质。
1.2、其它部位的密封离心机的外接管道,如进料管、洗涤管、清洗管等管道,一般情况下选用法兰安装方式,以保证其接口的密封性能。
对洁净度要求很高的场合,其接口应选用卫生级快开式接口装置,以便于清洗。
较为复杂的密封部位是下部卸料离心机的固相出口,因其出料口较大,且接口形状的特殊性,给设计与制造带来了很大的难度。
通常的做法是接料斗从离心机底部出口过渡至1个直径适合的圆口,接装1个蝶阀,有法兰安装面加装密封垫,来实现密闭要求。
尔后,蝶阀出口外接柔性接管至料仓。
如果主要产品是分离出的固相,对固相物的要求很高,即使是在线清洗管的清洗孔中滴出的液相进入固相中也是不允许的。
因此,在线清洗管的设计上应采用卫生级快开式接口装置,以便在完成一次分离后将清洗管拆下,对其管内彻底清洗。
浅谈化工企业离心机的氮气保护自动控制系统

浅谈化工企业离心机的氮气保护自动控制系统离心机作为通用的过滤分离设备,在化肥、化工、炼油、制药、食品和国防等工业中应用相当广泛。
由于离心机所处理的物料种类繁多,而且许多是易燃易爆的物料(如甲苯、丙酮、乙醇等有机溶剂),其引起燃烧爆炸事故的可能性就相应较高。
同时因其转速极高,高速旋转时容易产生并积聚静电,遇可燃物料及适宜环境条件极易引发燃烧爆炸事故;若操作不慎或违章作业,与转动着的离心机转鼓内的物料接触,也易引发手指、手臂截断等人身伤害事故的发生。
此外,由于种种原因引起的转鼓破裂、转鼓位移、人孔盖板飞出等也会造成严重的人员伤亡事故。
因此离心机在运行过程中的安全性成为首要关注的问题。
标签:化工企业;离心机;氮气保护自动控制系统离心机常见的事故类型有燃烧爆炸、操作失误、机械伤人、腐蚀致使转鼓破裂和异常振动等,其中燃烧爆炸极易引起群死群伤事故,对此,公司设立专项研究项目以消除、解决离心机运行过程中此类事故的发生。
根据《离心机安全要求》JB 8525-1997[1]要求,其中5.4.1条处于密闭、易燃、易爆环境或潮湿环境下工作的离心机,应符合密闭、防燃、防爆、防湿等有关标准或法规的要求。
其中,要做到防燃、防爆,就首先应了解产生燃烧乃至爆炸的条件。
1 产生燃烧爆炸的要素及预防措施产生爆炸的三个要素为温度、火源、氧气,防止产生化学性爆炸的三个基本条件的同时存在,是预防可燃物质化学性爆炸的基本理论,即防止可燃物质化学性爆炸全部技术措施的实质,就是制止化学性爆炸三个基本条件的同时存在。
其中:(1)温度,对于具体的某一介质,无论是液相还是气相,在进行工艺设计时应考虑离心机工作温度,这主要取决于工艺条件,一般不易改变;(2)火源,在离心机设计时,对于运动件应用足够的安全空间,以消除可能产生的机械摩擦和撞击,同时,机器必须有消除静电的措施。
对于制动装置,不得采用机械摩擦式制动装置,一般均采用电器能耗制动的形式;(3)氧气,一般采用惰性气体保护,通过向离心机内部充入氮气置换里面的空气,从而使氧气浓度维持在安全范围之内。
氮气保护改造方案

离心机改造方案说明江苏华大离心机股份有限公司离心机氮气保护技术说明1. 氮气保护原理离心机处理的物料中含有甲醇、乙醇、丙酮等有机溶剂时,因其具有易燃易爆的特性,在分离过程中必须控制分离环境中的氧气浓度低于其爆炸极限。
因氮气的制备成本较为经济,因此一般采用氮气置换空气,以降低氧气浓度。
常见的有机溶剂(如甲醇、乙醇等)的爆炸极限氧气含量在8%(见表1:部分气体不发生爆炸时含氧量安全限值),我们设计的氮气保护系统一般设置氧含量为5%,氧含量安全上下限一般设为:上限6%,下限4%。
可燃性气体氮气稀释甲烷9.5乙烷9丙烷、丁烷9.5汽油9乙烯8丙烯9乙醚—甲醇8乙醇8.5丁二醇8.5二硫化碳—氢 4一氧化碳 4.5丙酮11苯91.1. 离心机氮气保护原理图2. 氮气保护系统工作程序2.1. 气源氮气源:洁净、干燥,压力0.2-0.3MPa(有气吹滚轮刮刀时氮气源0.5-0.6MPa),48 m3/h。
压缩压气源:洁净、干燥,压力0.6 MPa。
2.2. 准备与确认:a) 液封中注入母液至规定液面高度。
b) 气封中注入水至规定液面高度。
c) 采样气过滤箱注水至规定液面高度。
d) 确认流量反馈计数器转速:调整氮气压力0.15MPa,打开置换通道,确认流量反馈计数器转速,一般在7000-8000r/min;打开轴封通道,确认流量反馈计数器转速,一般在300-500r/min。
e) 系统状态:大翻盖处于关闭、锁紧并密闭状态。
开盖保护发出信号。
蝶阀处于关闭状态。
机-电联锁。
刮刀处于复位状态。
机-电联锁。
人孔检查盖处于关闭状态。
人工确认。
主电机、布料电机处于关闭状态。
机-电联锁。
进料阀处于关闭状态。
机-电联锁。
洗涤阀处于关闭状态。
机-电联锁。
2.3. 工作程序a) 置换:置换通道打开,进行大流量置换。
流量反馈计数器转数(按相应机型)达到设定值,关闭置换通道。
当同时配置氧含量检测装置时,则按氧含量实测值到设定下限时,关闭置换通道。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
离心机的氮气保护防爆
离心机在国民经济许多领域如化工、制药等行业中应用极广,其仍是当前化工中间体、医药原料药等生产工艺中固液分离的主要设备。
由于这些行业离心机所应用的场合、工艺、介质的物理和化学性质的不同,对离心机也有不同的要求,比如,材质要求、结构要求、防腐要求、防爆要求等。
以下五金机电网为您介绍离心机在化工、制药工业应用中一种有效的保障安全生产的结合应用数字测氧仪的氮气保护防爆系统设计。
防爆要求
我们知道,产生爆炸的三个要素为温度、火源、氧气,防止产生化学性爆炸的三个基本条件的同时存在,是预防可燃物质化学性爆炸的基本理论。
换句话说,防止可燃物质化学性爆炸全部技术措施的实质,就是制止化学性爆炸三个基本条件的同时存在。
其中:
(1)温度,对于具体的某一介质,无论是液相还是气相,在进行工艺设计时应考虑离心机工作温度,这主要取决于工艺条件,在此不作详析;
(2)火源,在离心机设计时,对于运动件应用足够的安全空转子泵间,以消除可能产生的机械摩擦和撞击,同时,机器必须有消除静电的措施。
对于制动装置,不得采用机械摩擦式制动装置,一般均采用电器能耗制动的形式(非接触式制动,缺点是制动时间要比接触式要长一点,尤其是在满载时转动惯量较大的情况下更是如此)。
另外,对于传动带,则选用防静电带,以消除或减少静电产生的可能;
(3)氧气,一般采用惰性气体保护,通过向离心机内部充人氮气置换里面的空气,从而使氧气浓度维持在安全范围之内。
防爆措施
目前,普遍采用的离心机的氮气保护,实际上只是在机壳上设置了一个氮气进气管,一个氮气出气管,离心机在工作时,对内腔中充人氮气。
至于氮气浓度能否达到安全范围则没有定量的控制,因此,其氮气保护的可靠性很差。
一种改进的氮气保护系统设计中设置在线氧气检测装置和压力变送传感器,对运行过程中的离心机内腔的氧气浓度进行检测,实行定量的控制,控制其氧气含量在安全范围以内(也即保证机内的氧气浓度在易燃易爆介质的爆炸极限之外)。