基于生死单元的激光熔覆温度场数值模拟_赵洪运
基于生死单元的激光熔覆温度场数值模拟
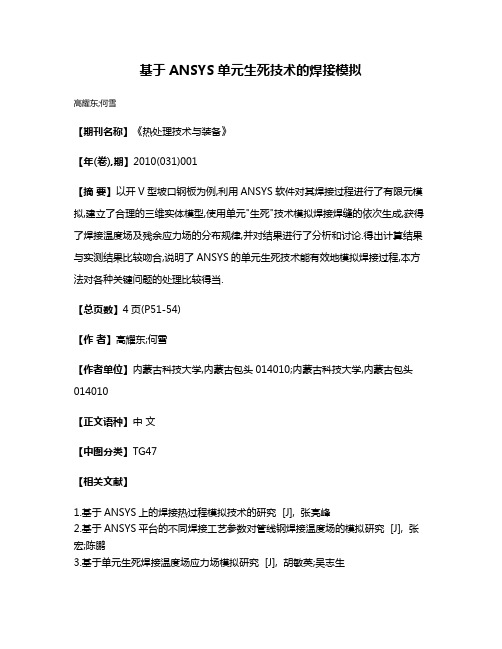
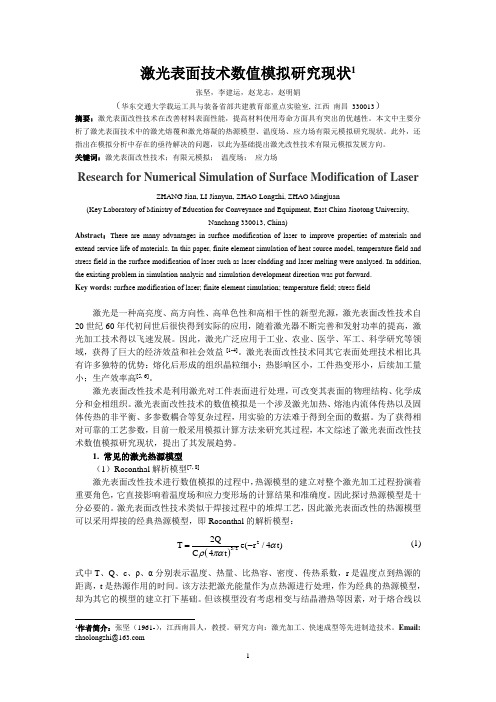
基于生死单元的激光熔覆温度场数值模拟摘要:计算了不同激光功率条件下粉末粒子到达基体前的温升情况,并将粉末粒子到达基体前的温度作为初始条件,采用生死单元法对单道和多道激光熔覆温度场进行了研究.利用熔池尺寸和形貌,验证了模型的可靠性.结果表明,粉末粒子温升和激光功率呈线性关系,单道熔覆层的温度变化呈一个锯齿状,升温过程近似呈直线上升,降温曲线近似呈双曲线的一支,而多道熔覆过程中,温度场呈后拖的偏椭圆状.节点上的热循环经过逐渐增大的峰值,峰值温度最终趋于稳态.0 序言激光熔覆按送粉工艺的不同可分为两类.即粉末预置法和同步送粉法.同步送粉法具有易实现自动化控制,激光能量吸收率高,无内部气孔,尤其熔覆金属陶瓷,可以显著提高熔覆层的抗开裂性能,使硬质陶瓷相可以在熔覆层内均匀分布等优点,具有广阔的应用空间.国内学者运用ANSYS对激光熔覆过程的温度场和应力场已经做了大量的研究工作[1-4].目前通过ANSYS 模拟激光熔覆温度场的研究并没有考虑激光束与粉末的交互作用,实际上激光束最先和粉末作用,激光束除了损失的能量以外,一部分被熔覆粉末吸收,另一部分则透过粉末被基体吸收.基体除了直接吸收激光束能量以外,还吸收粉末传递给基体的能量.因此很有必要在模拟之前搞清楚激光能量的分配情况,这样建立起来的模型与实际才更接近,模拟结果更有说服力.文中将粉末到达基体前吸收能量后的温升作为初始温度场加载给基体,同时采用ANSYS中生死单元技术模拟熔覆单元的生长过程,基体吸收的能量通过高斯体热源加载,模拟送粉激光熔覆的温度场分布情况.在此基础之上,模拟了多道次激光熔覆温度场,对多道激光熔覆温度场进行了研究.1 粉末到达基体前的温度粉末在遮挡激光的同时,也吸收了部分激光能量,从而使自身的温度升高.实际上,在不考虑等离子体影响(能量密度低于105W /cm2)情况下,粒子直接吸收激光辐射能,并放出辐射能.在空气中粉末颗粒也会由于空气对流散失能量,粒子之间也会相互加热这些能量在总能量中的比例很小,目前关于粉末颗粒温升的模型并不多见,而且在模型中需要建立假设条件[5].为了计算方便,在模型中假设:(1)粉末颗粒在气)粉射流中的体积分数很低,可以忽略激光的反射、折射、颗粒离子之间的相互加热和光束遮蔽等影响. (2)粉末颗粒是半径为rP的球体.由于粉末颗粒足够小,在能量计算时将其看成一个点,粒子的热导率为无限大,即认为粉末颗粒的温度是均匀一致的,在迎光面和背光面没有差异.(3)粉末颗粒只在迎光面吸收能量,但对外辐射则在整个球体表面发生. (4)粉末不吸收来自基体的反光.由以上假设,根据粒子的能量方程可以求出粉末粒子的温升.方程是非线性方程,使用Matlab软件采用迭代法求解.当激光功率P=2 kW时,在1 500~1 600 K范围内方程有解,于是初始值设为T=1 500 K,通过迭代求出方程的一实根为T=1 570 K.改变激光功率,得到不同激光功率下粉末离子到达基体时的温度,如图1所示,随着激光功率的增大,粉末粒子达到基体前的温升逐渐增高,且成近似线性关系增长.当激光功率P=1 500W时,计算出粉末粒子温升T=1 267 K,而Ni60粉末的熔点约为1 300 K.说明激光功率低于1 500W 时,粉末达到基体前不会熔化,这样粉末粒子就会以固体颗粒的形式和基体碰撞,飞溅严重,即使是部分粉末颗粒熔化形成熔池,基体熔深也得不到保障;当激光功率P=3. 0 kW时,T=2 111 K,这时粉末粒子的温度远大于熔点温度,会造成部分粉末颗粒的烧损.因此,在实际生产中应控制激光功率在一个合理的范围内图1 激光功率与粉末粒子温度关系曲线Fig11 Relation curve between laser power and tempera-ture rises of powder particles2 单道激光熔覆的模型在建立热源模型的过程中,粉末到达基体前与激光束发生交互作用,激光束对粉末的作用通过初始温度vT实现,即假设粉末飞行过程中吸收的有效能量全部用于升温,作为初始温度场施加给熔覆单元.根据Picasso的理论,基体吸收的能量可分为直接吸收和粉末热传递两部分,基体直接吸收的热量通过体热源形式实现.采用APDL语言编制热源的移动过程程序,实际操作中,始终以全局笛卡儿坐标系为求解坐标系,而载荷在局部坐标系下施加,这样通过熔覆方向上的坐标变换,实现全局坐标向局部坐标的转化,即z=Z-vt (1)式中:Z为全局笛卡尔坐标系下的坐标; z为局部笛卡尔坐标系下的坐标; v为光源移动速度; t为光源移动时间.采用ANSYS中生死单元技术模拟熔覆单元的生长过程,在计算开始时刻,所有熔覆层单元均设定为/死0单元.在随后每一步的计算中,首先判断所有/死0单元是否落入激光束的照射区域,如落入激光束照射区域,就将其激活,纳入计算模型中.2.1 热源模型文中粉末粒子的温升采用解析计算;基体直接吸收的激光束热源模型采用柱状高斯体热源,以此模拟熔覆层和基体中热量的三维分布和传导.体热密度表示为Q=Qmexp(-3r2/r2a)exp(-BZ) (2)r=(vt-x)2+y2(3)Qm=CPPabh(4)式中:Qm为加热斑点中心的最大体热流;B为激光体热密度沿厚度方向的衰减系数; r为某一深度任意一点(x,y)距体热流中心的距离; ra为激光的有效作用半径;a,b为高斯热源的长短轴;h为熔覆层深度;C为基体对激光的吸收系数.2.2 材料热物理性能参数激光熔覆过程就是加热)熔化)凝固)冷却的过程,其中包含着相变.相变热模型在数学上是一个强非线性问题,使计算发生困难.对于Q235基体材料,文中采用显热熔法,在糊状的熔化带内调整比热容c=$H/$T来近似计算[6],其中$H为熔化潜热,$T为熔化温度区间.粉末颗粒熔化潜热$HP=0. 26 J/mg,比热容c=4. 59@108J/kge,熔化温度区间为[1 230 K, 1 310 K].基体材料熔化潜热$HW=0. 273 9 J/mg. Ni60自熔合金的密度取常温下的值8. 378@103kg/m3.为了得到好的收敛解,激活牛顿)拉普森方法的线性搜索.3 单道激光熔覆温度场的模拟考虑到对称性,取工件的1/2进行分析.采用八节点六面体等参单元对工件进行离散.为保证计算精度,在熔覆层及其相邻部位对网格进行细化.采用生死单元技术编制程序,首先将熔覆层单元存入预先定义的数组中,将其全部/杀死0,然后建立局部坐标系,通过*DO循环实现光斑的移动,判断熔覆层单元是否落入激光光斑范围内,如果有则激活单元,如果没有则直接进入下一次循环.将粉末颗粒的温升作为初始载荷加载给被激活的熔覆单元.基体直接吸收的能量通过高斯体热源施加,用ANSYS自带的函数编辑器编写高斯函数.送粉速率va=71. 36 mg/s.模拟实现了熔覆层随着激光光斑的移动而逐渐生长的过程,图2为基体温度降温时任一温度场等值面图.图中最高温度区域边界,即基体对称面上距离基体上表面0. 50mm温度为1 653 K,而基体熔点温度为1 670 K,基体熔深即为0. 50 mm,这与实际检测结果0. 48 mm第5期赵洪运,等:基于生死单元的激光熔覆温度场数值模拟83 吻合较好,通过这种寻找熔点的方法确定熔宽为216mm,与实测结果2. 8 mm吻合较好.试验试样熔覆层金相组织形貌和数值模拟形貌对比如图3所示.图2基体温度场等值面图Fig. 2 Substrate iso-surface of temperature field图3试样金相组织形貌和数值模拟形貌对比Fig. 3 Metallography film and temperature field of moltenpool 根据以上分析,文中采用的模型是合理可行的,可以进行下一步的模拟分析.图4为熔覆层中序号为740的节点(x=0.000,y=0. 000 8 m,z=0. 021 m)的温度变化曲线.当时间t=6. 667 s时,该点开始受到激光光斑直接照射,温度迅速升高,当t=7. 0 s时激光光斑中心移至该点,该点温度升至最高点,当t=7. 333 s时,光斑移出该点,该点温度迅速降低.升温曲线近似呈直线,降温曲线近似呈双曲线的一支,整个曲线呈锯齿状.对曲线图求导数,就可以得到该点温度变化速率曲线.图4 温度变化曲线Fig14 Variation of temperature4 多道激光熔覆温度场模拟的实现4.1 多道搭接激光熔覆模型激光功率选取2. 0 kW,扫描速率为3. 0 mm/s,送粉速率取71. 36 mg/s,根据前文熔覆粉末到达基体时的温度的计算,初始温度为1 570 K.为了节省计算时间,只熔覆3道,搭接率取20%.这是因为多道熔覆数据文件较多,输出载荷步数超过1 000步.为了分析熔覆层上的热循环,在第一道顶点上取点A,在第二道和第三道顶点上取点B和点C,对不同熔覆层上的相同位置的点的热循环进行分析.图5为多道搭接取点示意图.图5 多道搭接顺序及取点示意图Fig15 O rder ofm ult-ipass laser cladding and taken pionts4.2 多道搭接激光熔覆模拟结果分析熔覆一道需要16. 667 s,激光器回程时间设置为1 s,即道间搭接时间间隔为1 s,熔覆完成需约52s,在空气中冷却.图6为激光器第一道回程过程恰好结束,即第二道结束时的温度场分布,虽然回程时间很短,但温度场却发生了很大变化,最高温度为861 K与最低温度630 K接近,温度场趋于平衡.图7为第三道熔覆过程中某时刻温度场分布,可见温度场呈后拖的偏椭圆状,即温度场椭圆不以光斑图6 第二道恰好结束时多道熔覆温度场云图Fig16 Contour of temperature field as second clad justfinished中心对称,而是偏向已形成熔覆层的一侧,这是多道温度场不同于单道熔覆的地方.多道熔覆之所以会形成偏椭圆形状,是因为前面先形成熔覆层的道次对后续熔覆产生了影响,先熔覆的熔覆层相对于未熔覆的区域来说有一个初始温差,使得温度场不能沿扫描线对称.图7 熔覆第三道时温度场分布云图Fig17 Contour of temperature field as cladding third clad按照图5所示的取点方法,分析各熔覆层上的热循环. A,B, C三点的温度随时间变化如图8所示.由图8知,三条曲线上最高峰值温度逐渐增高,这是因为A点是第一道熔覆层上的点, B, C 分别是第二道和第三道熔覆层上的点,前面道次的熔覆相当于给后续道次的熔覆起到预热作用.图8 A与B及C点温度变化曲线Fig18 Variation of temperature at points A, B and C5 结论(1)通过ANSYS生死单元技术实现了激光熔覆送粉过程的模拟计算.并通过试验证明该模型用于模拟送粉激光熔覆温度场是合理的,发现粒子温升和激光功率之间呈线性关系.(2)模拟发现单道熔覆过程熔覆层的温度变化呈一个锯齿状,升温过程近似呈直线上升,降温曲线近似呈双曲线的一支.(3)多道熔覆过程中温度场呈后拖的偏椭圆状,即温度场椭圆偏向已形成熔覆层的一侧.无论是基体还是熔覆层上的点,后一道上的最高温度均高于前一道次上的温度.但随着熔覆道次的增多,最高温度会趋于稳定.。
AISI316激光熔覆成形过程数值模拟研究
・ 3 5 ・
[ 引著格式]胡吉成 ,杨广楠 . AI S I 3 1 6激光熔 覆成形过 程数值模拟研究 E J ].长江大学学报 ( 自科版) ,2 0 1 5 ,1 2( 1 3 ) :3 5  ̄4 1
AI S 1 3 1 6激 光 熔 覆 成 形 过 程 数 值 模 拟 研 究
最 高 温度 和 最 高 温 度 梯度 降低 。 基 材预 热 可 有 效 降低 溶 覆 层 冷 却 温 度 ,有 助 于 抑 制裂 纹 生成 。
[ 关 键 词 ] 激 光 熔 覆 ; 温 度 场 ;数 值 模 拟 ;微 观 组 织 ;工 艺参 数
[ 中 图分 类 号 ]TG 1 7 4 . 4
式 中 ,I D 。 为 粒 子 比重 ,mg / m。 ;h 为 喷 头 距 工 件 的 距 离 , mm ; V 为 激 光 扫 描 速 度 ,mm/ s ;C 为 比
热 容 ,J / ( k g・ K) ;
为粉 末对激 光 的 吸收率 ; P 为激光 功率 ,W ;r为光 斑半径 ,mm;r 。 为 粉末 颗
h 】 一1 0 am ,丁 r 一 3 0 0 K, H 一 1 0 W/ ( m。・K) ,r 。 一0 . 0 8 mm ,
2 7 6 mm/ s 。
一5 . 6 7× 1 0 一 w/ ( m ・K ) ,V 一
式 ( 1 )是 非 线性 方程 ,运 用 Ma t l a b编 制程序 采 用迭代 法 进行 求解 实根 为 T 一1 7 2 6 . 9 K。改变 激光
化编程 的数值模拟 方法对 AI S I 3 1 6 金 属粉末 ( 简 称 AI S I 3 1 6 ) 同轴 送 粉式 激光 熔 覆成 形过 程 三维 瞬态 温度
钛合金激光直接成形过程中热力耦合场的数值模拟

T0 T
2
2.1
数学模型
粉末与激光的相互作用 当激光穿过从喷嘴发射出的同轴金属粉末流
(5)
76
机
械
工
程
学
报
第 47 卷第 24 期期
这样, 无论比热容 c 怎样变化, H 总是一个光滑函数。 2.4 边界条件 边界条件如式(6)所示。 q ql (r ) A q p Ah (T T0 ) (T 4 T04 ) (6) 2r 2 2P ql (r ) 2 exp 2 Rb Rb 式中, q 为熔池表面的能量密度值, ql 为热源的高 斯分布密度, r 表示激光半径, P 为激光能量的总 强度, Rb 为激光束的有效半径,实际的激光能量有 效吸收由工件的材料吸收率 和激光入射角 决 定 , 吸 收 系 数 的 经 验 公 式 为 Aa cos
p v p 为粉末速度, p 为粉末的密度, c p 为粉末的比
定压热容, T 为粉末的升高的温度值。粉末的温度 升高值可以使用沿轴向逐层的能量密度衰减计算。 2.2 控制方程 控制方程如式(4)所示。
1
条件假设
为了反应金属沉积成形过程的特点,做出以下 假设。 (1) 激光侧面轮廓为高斯分布, 且方向恒定为 z 的负方向,即忽视深焦点效应。 (2) 固相和液相为严格意义的连续统一体。 (3) 粉末的形状为标准的球形,且在熔池表面 瞬间熔化。 (4) 基板 y 方向两端面的 x、y、z 三个方向的位 移都被约束为 0。 (5) 沉积材料和基板的热物理参数都视为温度 的函数。 (6) 材料为各向同性材料。 (7) 整个过程中,工件表面只有熔化没有汽化。
月 2011 年 12 月
激光再制造过程熔池温度场的数值模拟
激光再制造过程熔池温度场的数值模拟
李会山;杨洗陈;王云山;唐英
【期刊名称】《天津工业大学学报》
【年(卷),期】2003(022)005
【摘要】建立简化二维非稳态温度场数值模型,采用有限元方法及ANSYS软件求解温度场分布,模拟了一个平板试验件激光再制造过程,其计算结果与文献提供数据比较误差较小,可以采用此计算方法提供的初始温度值和非接触测量温度变化量来控制工艺参数.
【总页数】4页(P9-12)
【作者】李会山;杨洗陈;王云山;唐英
【作者单位】天津工业大学,激光技术研究所,天津,300160;军事交通学院,汽车系,天津,300161;天津工业大学,激光技术研究所,天津,300160;天津工业大学,激光技术研究所,天津,300160;天津工业大学,激光技术研究所,天津,300160
【正文语种】中文
【中图分类】TG151;TP391
【相关文献】
1.激光再制造熔池温度场检测与控制方案研究 [J], 雷剑波;杨洗陈;王云山;李会山
2.化学激光辐照铜锌合金熔池温度场的数值模拟 [J], 陈文武;刘振东;李剑锋;孙建军;桑凤亭;李国卿
3.深熔激光焊接熔池温度场的数值模拟 [J], 张瑞华;樊丁;片山聖二
4.复合涂层激光熔池温度场及流场的数值模拟 [J], 曾大文;谢长生
5.深熔激光焊接熔池温度场的数值模拟 [J], 张瑞华;陈磊;樊丁;片山聖二
因版权原因,仅展示原文概要,查看原文内容请购买。
激光反应熔覆碳化物陶瓷涂层温度场的有限元模拟

激光反应熔覆碳化物陶瓷涂层温度场的有限元模拟
李健;尹莉;李文戈;吴钱林
【期刊名称】《机械工程材料》
【年(卷),期】2012(036)006
【摘要】利用ANSYS软件建立预置式粉层激光反应熔覆的数值模拟模型,考虑了相变潜热、辐射对流散热、表面效应单元等因素的影响;在不同的工艺参数下,用该模型对激光反应熔覆碳化物陶瓷涂层温度场进行了计算,分析了整个激光加工过程中温度场的变化情况。
结果表明:激光功率和扫描速度对基体熔化厚度以及熔覆层宽度的影响都比较显著;激光功率是造成熔覆层较大温度梯度的主要因素;有限元模拟得到的最佳工艺参数得到了试验验证。
【总页数】5页(P86-89,96)
【作者】李健;尹莉;李文戈;吴钱林
【作者单位】上海海事大学物流工程学院,上海201306;上海海事大学物流工程学院,上海201306;上海海事大学材料科学与工程研究院,上海201306;上海海事大学材料科学与工程研究院,上海201306
【正文语种】中文
【中图分类】TG156.99
【相关文献】
1.激光熔覆生物陶瓷涂层温度场模拟 [J], 张冬明;鲍雨梅;高海明;许景顺
2.钛合金表面激光熔覆TiC/NiCrBSi涂层温度场有限元模拟 [J], 雷贻文;孙荣禄;唐
英
3.激光熔覆生物陶瓷涂层温度场的数值模拟 [J], 邓迟;张亚平;高家诚;王远亮;王勇;戴彩云
4.激光熔覆生物陶瓷涂层化学冶金反应研究 [J], 邓迟;黄永一;张亚平
5.3D激光熔覆陶瓷-金属复合涂层温度场的有限元仿真与计算 [J], 应丽霞;王黎钦;陈观慈;古乐;郑德治;李文忠
因版权原因,仅展示原文概要,查看原文内容请购买。
强激光辐照下柱壳温度场的数值模拟

强激光辐照下柱壳温度场的数值模拟
赵剑衡
【期刊名称】《高压物理学报》
【年(卷),期】1996(10)1
【摘要】用有限元方法数值模拟强激光辐射下柱壳上温度场的变化和分布情况,并对热性能参数随温度变化对温度场造成的影响进行了研究。
【总页数】1页(P44)
【作者】赵剑衡
【作者单位】不详;不详
【正文语种】中文
【中图分类】O522.2
【相关文献】
1.强激光辐照下双层壳体温度场和应力场的数值模拟 [J], 雷勇军;吴非
2.激光辐照下旋转柱壳温度场的数值模拟 [J], 袁红;赵剑衡;谭福利;孙承纬
3.强激光辐照下预载柱壳热屈曲失效的数值分析 [J], 王吉;王肖钧;王峰;赵凯
4.强激光辐照下圆柱壳体结构响应的数值模拟 [J], 王玉恒;张海波;乔登江
5.强激光辐照下生物组织二维瞬态温度场分布数值模拟 [J], 单宁;战仁军;夏烈祥因版权原因,仅展示原文概要,查看原文内容请购买。
激光熔覆多层涂层温度场的数值模拟
Electric Welding Machine·61·第51卷 第5期2021年5月Electric Welding MachineVol.51 No.5May 2021本文参考文献引用格式:孙越,张兆林,刘欣,等. 激光熔覆多层涂层温度场的数值模拟[J]. 电焊机,2021,51(5):61-65.激光熔覆多层涂层温度场的数值模拟0 前言 目前激光熔覆技术在表面工程、机械修复等诸多领域有着广泛的应用[1]。
它是利用高能束热源同时对熔覆材料和基体表面进行加热熔化,并快速凝固,从而实现熔覆层与基体的冶金结合[2]。
激光熔覆涂层的性能取决于熔覆材料,常见的熔覆材料有铁基、钴基、镍基以及陶瓷粉末等。
由于熔覆过程中熔覆材料和基体材料之间存在着巨大的热物性差异,因此熔覆层制备过程中极易产生较大的残余应力,这也是导致熔覆层开裂的直接原因[3-4],限制了激光熔覆技术的发展与应用。
残余应力主要来自热应力、相变应力和拘束应力,其中热应力占据主导作用,热应力是当材料受热或冷却时因材料的温度梯度造成的。
因此,研究熔覆过程中的温度场对控制熔覆层的开裂具有重要的意义。
收稿日期:2021-01-24作者简介:孙 越(1989—),男,硕士,工程师,主要从事火电厂无损检测和理化分析,以及激光熔覆表面改性的研究工作。
E-mail: *****************。
文中采用ANSYS “ 生死单元 ”技术研究了多层激光熔覆温度场中节点热循环和温度梯度的变化规律,分析了预热温度对熔覆热循环的影响,旨在为激光熔覆成形工艺提供理论基础与现实依据。
1 建立模型1.1 熔覆材料的物理参数及熔覆工艺参数 模拟过程中选取12Cr1MoV 钢为基体材料,316L 不锈钢为涂层材料,与温度变化相关的参数(线膨胀系数、比热容、导热系数)如表 1所示。
其他参数为:激光功率1 000 W,激光半径1.5 mm,扫描速度4 mm/s,吸收系数0.6,初始温度20 ℃。
选区激光熔化快速成型过程温度场数值模拟
选区激光熔化快速成型过程温度场数值模拟师文庆;杨永强;黄延禄;程大伟【期刊名称】《激光技术》【年(卷),期】2008(032)004【摘要】为了优化铜磷合金粉末选区激光熔化快速成型的工艺参数,采用有限元分析软件ANSYS对其温度场进行了模拟,经理论分析和实验验证,获得了其温度场分布的数据.对材料未知温度范围内的热特性参数用插值法近似获得,采用不等网格剖分方式,用热焓去处理相变潜热问题.结果表明,其温度场的等温线分布为椭圆形,用模拟遴选的工艺参数(在铺粉厚度为0.22mm时,选用激光功率为100W、扫描速度为0.25m/s和激光束半径为0.1mm)能实现选区激光熔化快速成型.这一结果对其它粉末材料的选区激光熔化快速成型也是有帮助的.【总页数】3页(P410-412)【作者】师文庆;杨永强;黄延禄;程大伟【作者单位】华南理工大学,机械工程学院,广州,510640;广东海洋大学,理学院,湛江,524088;华南理工大学,机械工程学院,广州,510640;华南理工大学,机械工程学院,广州,510640;华南理工大学,机械工程学院,广州,510640【正文语种】中文【中图分类】TF124【相关文献】1.光固化快速成型过程中零件变形的数值模拟 [J], 武殿梁;丁玉成;洪军2.聚合物基复合材料模压成型过程固化度与非稳态温度场的数值模拟 [J], 谢怀勤;陈辉;方双全3.选区激光熔化快速成型过程分析 [J], 吴伟辉;杨永强;来克娴4.基于选区激光熔化温度场数值模拟的支撑结构优化 [J], 黄仁凯;戴宁;程筱胜5.浮法玻璃成型过程中玻璃板厚方向温度场的数值模拟 [J], 邵宏根;庞世红;苑同锁;杜凤山;毛清华;刘卫东;张欣因版权原因,仅展示原文概要,查看原文内容请购买。
基于生死单元的激光熔覆温度场数值模拟
基于生死单元的激光熔覆温度场数值模拟基于生死单元的激光熔覆温度场数值模拟摘要:计算了不同激光功率条件下粉末颗粒到达基底前的温升,并以粉末颗粒到达基底前的温度为初始条件。
用生死单元法研究了单通道和多通道激光熔覆温度场。
利用熔池的大小和形态,验证了模型的可靠性。
结果表明,粉末颗粒的温升与激光功率呈线性关系。
单个包层的温度变化是锯齿状的。
温升过程近似为直线,温降曲线近似为双曲线。
在多通道熔覆过程中,温度场呈微椭圆形。
节点上的热循环经过一个逐渐增加的峰值。
峰值温度最终趋于稳定。
0系列激光熔覆根据送粉工艺不同可分为两种类型,即粉末预置法和同步送粉法。
本发明具有易于自动控制、激光能量吸收率高、无内部气孔的优点。
特别是对于覆层金属陶瓷,覆层的抗裂性可以显著提高,并且硬质陶瓷相可以均匀地分布在覆层中。
有广阔的应用空间。
国内学者利用ANSYS [1-4对激光熔覆过程的温度场和应力场进行了大量的研究工作。
目前,利用ANSYS模拟激光熔覆温度场的研究没有考虑激光束与粉末的相互作用。
事实上,激光束首先作用于粉末。
除了损失的能量,部分激光束被包覆粉末吸收。
另一部分通过粉末被基质吸收。
除了直接吸收激光束能量,基质还吸收从粉末转移到基质的能量。
因此,有必要在仿真前弄清激光能量的分布,使所建立的模型更接近实际,仿真结果更有说服力。
本文将粉末在到达基体前吸收能量后的温升作为初始温度场加载到基体上。
同时,利用有限元分析软件ANSYS中的生死单元技术模拟了熔覆单元的生长过程。
高斯体热源加载基体吸收的能量,模拟送粉激光熔覆的温度场分布。
在此基础上,模拟了多道次激光熔覆的温度场,研究了多道次激光熔覆的温度场。
当屏蔽激光时,1粉末到达基体前的温度为粉末。
它还吸收部分激光能量,从而提高其温度。
事实上,粒子直接吸收激光辐射能量并发射辐射能量,而不考虑等离子体的影响(能量密度低于105W /cm2)。
在空气中,粉末颗粒也因空气对流而耗散能量,并且颗粒也相互加热。
激光熔覆温度场的ANSYS模拟
激光熔覆温度场的ANSYS模拟激光熔覆温度场的ANSYS模拟作者:施旋来源:《职业·下旬》2010年第08期一、激光熔覆数值模拟的意义和简单历程激光熔覆的工艺特点是高功率激光束与金属交互作用产生熔池,而后快速自冷凝固形成合金熔覆层。
用试验方法来测量熔池内熔体的流动和温度是非常困难的,并且,缺少理论模型指导的大量试验在费用上是相当昂贵的。
运用ANSYS数值模拟可在一定的模型下提供完整的流场、热场及热物性参量场信息,并易于进行参数控制和多因素比较,在实际应用中具有很重要的意义。
二、激光熔覆温度场的有限元模型模拟采用预置法,利用CO2激光器在热作塑料模具钢P20表面熔覆H13粉过程中的温度场,激光扫描速率v= 0.005 m/s,激光功率P = 1.5 KW,光斑大小D = 4 mm。
1. 前处理(1)建立模型。
本文所建立的激光熔覆三维模型:B为熔覆层为30×6×1.5mm3的长方体,网格划分采用了SOLID70六面体单元,单元体积大小为0.5mm3。
A为基体,采用了SPLID90四面体热单元网格。
位于覆层旁边的大小为:30×4×15 mm3,单元体积大小为1mm3;下面为30×10×15 mm3 的长方体,单元体积大小为2mm3。
经过这样的处理,大大的减少了模型单元数和节点数,从而节省了计算时间,提高了计算效率,且对计算结果的精度影响不大。
(2)定义材料属性。
在温度场数值模拟中,必须确定下列热物性参数:导热系数(W/m℃)、密度(kg/ m3)、比热容C (J/kg℃)、焓—Enthalpy (J/m3) 等,其一般都随温度的变化而变化。
通过试验和线性插值的方法可获得高温时的一些数据。
P20的热物理性能示于下表1。
对于覆层H13,因为厚度比较薄,只有1.5mm,故在取参数时,取它的平均值,其密度为7800Kg/m3,热导率为39.2W/(m℃)。
试论激光熔覆数值模拟过程中的热源模型
试论激光熔覆数值模拟过程中的热源模型【摘要】为更加准确地模拟出钉状高能激光束的裂缝形状,本文提出了一个新的Gauss 曲面模型,在进行数学模型解推理的基础上来为模拟过程的计算做准备,在进行实际的数值模拟与测量试验时选择不同形式的激光束。
结果表明,Gauss 曲面模型可以在直线形激光束的环境下实现准确模拟。
【关键词】激光熔覆;数值模拟;热源模型0.序言激光熔覆的操作机理是:将熔覆材料添加在基体的材料表面,并且在高能密度激光束的照射下,促使合金覆层的形成,这种具有完全不同成份与性能的覆层出现在基材表面,并且与基体材料相互熔合。
这种表面改性的新技术自1974年以来,获得了各个工业国家的大力研究投入,对表面质量以及数学模型的研究更是有大量基础性研究。
目前该项研究的难题就在于大面积无裂纹熔覆层的获得。
获得一个比较合意的熔覆层往往需要一个良好的冶金结合以及要求基体材料和熔覆层的熔点相近、且同时具备一定的塑性,以满足最小的稀释率和气孔满足较大的结合度要求。
在传统的实验操作过程中,存在着一个较大的钉状熔覆孔无法解释。
改进过的实验可以进行原因的解释,当高能激光束在工件表面出现时,基本件近表面处的材料由于率先接收到束流的急剧加热,迅速熔化形成熔池,快速增加此处的有效加热半径;又因为高能激光束流的穿透机制,工件深度的方向上会逐渐形成一个窄长的匙孔,这就导致先前的双椭球以及柱体等热源模型不能够识别这种能量分布方式,从而不能准确地模拟激光熔覆过程的温度场,在进行激光熔覆过程的数值模拟时,只有对温度场的进行准确分析基础上,我们才可能展开正确的热应力分析。
比较前人的研究成果,激光熔覆接头近缝区的动力机制、热应力分布都与焊缝形状有密切关系,所以,考虑到高能束熔覆过程中的特殊能量分布,本文建立可以正确反映实际焊缝形状的面热源模型即文中的Gauss 曲面模型来进行数值模拟。
1.gauss曲面模型本文中Gauss 曲面模型实质上是一个钉状的旋转体,它是由Gauss曲线绕其对称轴旋转而形成的一个曲面,并由这些曲面围成构成一个曲面体。
基于ANSYS单元生死技术的焊接模拟
基于ANSYS单元生死技术的焊接模拟
高耀东;何雪
【期刊名称】《热处理技术与装备》
【年(卷),期】2010(031)001
【摘要】以开V型坡口钢板为例,利用ANSYS软件对其焊接过程进行了有限元模拟,建立了合理的三维实体模型,使用单元"生死"技术模拟焊接焊缝的依次生成,获得了焊接温度场及残余应力场的分布规律,并对结果进行了分析和讨论.得出计算结果与实测结果比较吻合,说明了ANSYS的单元生死技术能有效地模拟焊接过程,本方法对各种关键问题的处理比较得当.
【总页数】4页(P51-54)
【作者】高耀东;何雪
【作者单位】内蒙古科技大学,内蒙古包头014010;内蒙古科技大学,内蒙古包头014010
【正文语种】中文
【中图分类】TG47
【相关文献】
1.基于ANSYS上的焊接热过程模拟技术的研究 [J], 张亮峰
2.基于ANSYS平台的不同焊接工艺参数对管线钢焊接温度场的模拟研究 [J], 张宏;陈鹏
3.基于单元生死焊接温度场应力场模拟研究 [J], 胡敏英;吴志生
4.基于ANSYS的焊接模拟技术应用及分析流程 [J], 陈庆堂
5.基于单元生死的焊接温度场模拟计算 [J], 陈家权;沈炜良;尹志新;肖顺湖
因版权原因,仅展示原文概要,查看原文内容请购买。
基于有限元的激光熔覆温度场分析
基于有限元的激光熔覆温度场分析
卢金斌;王志新;席艳君
【期刊名称】《中原工学院学报》
【年(卷),期】2005(016)006
【摘要】采用Ansys有限元软件对激光熔覆Ni60合金过程中热量传递及温度分布进行模拟,在分析过程中采用三维单元,并考虑了材料热物性的非线性特征及对流和辐射的边界条件,建立了有限元模型,得出了熔覆过程中试样表面、端面的温度分布模拟图,分析了激光熔覆工艺参数对试样表面温度场的影响,为制作高性能的耐磨表面合金层选择熔覆工艺参数等提供了依据.
【总页数】3页(P58-60)
【作者】卢金斌;王志新;席艳君
【作者单位】中原工学院,河南,郑州,450007;中原工学院,河南,郑州,450007;中原工学院,河南,郑州,450007
【正文语种】中文
【中图分类】TG402
【相关文献】
1.铣刀盘激光熔覆修复过程的温度场与应力场有限元仿真 [J], 舒林森;王家胜
2.多道送粉式激光熔覆温度场的有限元分析 [J], 高爱兵; 胡夏夏; 骆芳
3.基于有限元的激光熔覆直升机主减速器温度场模拟与实验验证 [J], 田晓鸿; 张俊; 刘武常
4.基于有限元的激光熔覆直升机主减速器温度场模拟与实验验证 [J], 田晓鸿; 张俊;
刘武常
5.送粉式激光熔覆温度场有限元分析 [J], 杨贤群;赵洪运;姜秋月;徐春华;吴剑谦因版权原因,仅展示原文概要,查看原文内容请购买。
基于选区激光熔化温度场数值模拟的支撑结构优化
r
ehens
i
vehe
a
tc
onduc
t
i
on we
r
ede
s
i
i
r
s
t
l
gned.F
y,a
e
so
ft
het
r
ad
i
t
i
ona
l
t
hr
e
e
G
d
imens
i
ona
lf
i
n
i
t
ee
l
emen
tmode
lo
fSLM wa
se
s
t
ab
l
i
shed.Then,t
hei
n
f
l
uenc
suppo
r
ts
t
ruc
优 化 生 成 支 撑 结 构 的 方 法 ,应 用 三 维 拓 扑 优 化
方 法 ,以 最 小 化 支 撑 结 构 散 热 弱 度 为 目 标 函 数 ,
生 成 支 撑 结 构 ,但 该 方 法 没 有 考 虑 支 撑 结 构 的
易去除性.
tana
l
e
sand
ys
manu
f
a
c
t
u
r
i
ngexpe
r
imen
t
s.Re
su
l
t
sshowt
ha
tc
ompa
r
edwi
t
ht
het
r
ad
i
t
i
ona
激光熔覆残余应力场的数值模拟

激光熔覆残余应力场的数值模拟激光熔覆技术是一种先进的表面修复和加工技术,具有高效、精密、低热影响区和局部加热等优点。
在激光熔覆过程中,高能激光束直接作用于金属表面,使其瞬间熔化并与底材相融合,形成涂层。
然而,由于激光熔覆过程中金属材料的快速加热和冷却导致了残余应力的产生,这些应力会影响涂层的性能和寿命。
对于激光熔覆残余应力场的数值模拟及其对涂层性能的影响具有重要意义。
1. 激光熔覆残余应力场的形成机理在激光熔覆过程中,激光束对金属表面的瞬间加热会引起熔化和快速冷却,从而形成了残余应力场。
这些残余应力主要源于熔化池的温度梯度、材料的线膨胀系数差异和相变引起的体积变化等因素。
研究表明,残余应力的大小和分布对于涂层的结合强度、断裂行为、疲劳寿命以及耐腐蚀性能都有显著影响。
2. 激光熔覆残余应力场的数值模拟方法为了准确预测和评估激光熔覆残余应力场,数值模拟成为了一种有效的手段。
常见的数值模拟方法包括有限元法、辅助力场法和相场法等。
有限元法是一种较为常用的数值模拟方法,它可以根据熔覆过程中的混合传热模型和相变规律来模拟材料的温度场和变形场,进而计算出残余应力分布。
辅助力场法和相场法则是基于相变动力学和场论原理的模拟方法,它们可以有效地描述激光熔覆过程中的相变现象和宏观行为,从而得到残余应力的分布情况。
3. 激光熔覆残余应力场的影响因素在数值模拟过程中,需要考虑多种影响因素对残余应力场的影响。
首先是激光参数的影响,包括激光功率、扫描速度、激光斑大小等参数的变化都会对残余应力场产生影响。
其次是涂层材料的选择和性质,不同的金属材料在激光熔覆过程中会产生不同的残余应力。
而材料的热物性和相变特性也是影响残余应力场的重要因素。
4. 个人观点和理解对于激光熔覆残余应力场的数值模拟,我认为这是一项非常重要的研究工作。
通过对残余应力场的准确模拟和预测,可以帮助我们更好地理解激光熔覆过程中的材料行为和性能变化规律,为优化工艺参数、设计更加耐磨、耐腐蚀的涂层提供科学依据。
高温合金激光熔覆过程温度场的数值模拟
高温合金激光熔覆过程温度场的数值模拟
李绍杰;范兴娟;姚晓亮;樊一丁;张杰;刘其斌
【期刊名称】《热加工工艺》
【年(卷),期】2007(36)19
【摘要】在考虑高温合金K417G相变潜热、热物性参数随温度变化、对流与辐射总的换热系数随温度变化的条件下。
采用有限元软件ANSYS建立了高温合金激光熔覆动态三维温度场模型。
结果表明:在激光熔覆的初始阶段和最后阶段温度迅速上升,中间阶段各个节点有基本相同的热循环曲线,只是时间的先后不同;沿激光束扫描方向和与扫描方向垂直的方向都存在极大的温度梯度。
温度梯度的存在引起较大的热应力,而热应力的存在是激光熔覆过程易产生裂纹的主要原因。
【总页数】4页(P76-79)
【关键词】激光熔覆;温度场;有限元;数值模拟;应力
【作者】李绍杰;范兴娟;姚晓亮;樊一丁;张杰;刘其斌
【作者单位】石家庄钢铁有限责任公司技术中心;石家庄邮电职业技术学院电信工程系;贵州大学材料科学与冶金工程学院
【正文语种】中文
【中图分类】TG174.44;TG156.99
【相关文献】
1.激光熔覆镍基合金温度场和应力场数值模拟 [J], 李美艳;韩彬;蔡春波;王勇;宋立新
2.铜合金表面激光熔覆温度场数值图像模拟分析 [J], 孙建召;周晓娟
3.FL-DLight3-4000激光器激光熔覆过程温度场数值模拟分析 [J], 徐洋洋;伞红军;陈久朋;谢飞亚;魏顺祥;王汪林;刘亮;陈佳
4.送粉激光熔覆过程中熔覆轨迹及流场与温度场的数值模拟 [J], 黄延禄;邹德宁;梁工英;苏俊义
因版权原因,仅展示原文概要,查看原文内容请购买。
激光表面技术数值模拟研究现状
激光表面技术数值模拟研究现状1张坚,李建运,赵龙志,赵明娟(华东交通大学载运工具与装备省部共建教育部重点实验室, 江西 南昌 330013)摘要:激光表面改性技术在改善材料表面性能,提高材料使用寿命方面具有突出的优越性。
本文中主要分析了激光表面技术中的激光熔覆和激光熔凝的热源模型、温度场、应力场有限元模拟研究现状。
此外,还指出在模拟分析中存在的亟待解决的问题,以此为基础提出激光改性技术有限元模拟发展方向。
关键词:激光表面改性技术;有限元模拟; 温度场; 应力场Research for Numerical Simulation of Surface Modification of LaserZHANG Jian, LI Jianyun, ZHAO Longzhi, ZHAO Mingjuan(Key Laboratory of Ministry of Education for Conveyance and Equipment, East China Jiaotong University,Nanchang 330013, China)Abstract :There are many advantages in surface modification of laser to improve properties of materials and extend service life of materials. In this paper, finite element simulation of heat source model, temperature field and stress field in the surface modification of laser such as laser cladding and laser melting were analysed. In addition, the existing problem in simulation analysis and simulation development direction was put forward. Key words: surface modification of laser; finite element simulation; temperature field; stress field激光是一种高亮度、高方向性、高单色性和高相干性的新型光源,激光表面改性技术自20世纪60年代初问世后很快得到实际的应用,随着激光器不断完善和发射功率的提高,激光加工技术得以飞速发展。
热压条件下激光深熔焊接温度场的数值模拟
热压条件下激光深熔焊接温度场的数值模拟
熊智军;李永强;赵熹华;李民
【期刊名称】《焊接学报》
【年(卷),期】2007(028)008
【摘要】对铝合金LF3Y2搭接板进行了热压条件下激光深熔焊接.建立了该条件下的焊接热源模型,热源模型由作用在工件表面的高斯面热源和沿激光入射方向的旋转高斯体热源构成.使用该热源模型和ANSYS有限元分析软件对前述的试验进行了数值模拟.结果表明,热压使激光在高速焊接时依然有足够的熔深和熔宽;试件表面的等温线呈椭圆形,在移动热源前方温度梯度大,后方温度梯度小;计算所得的熔池截面成形与工艺试验结果吻合良好,验证了该热源模型的合理性.
【总页数】4页(P41-44)
【作者】熊智军;李永强;赵熹华;李民
【作者单位】吉林大学,材料科学与工程学院,长春,130022;吉林大学,材料科学与工程学院,长春,130022;吉林大学,材料科学与工程学院,长春,130022;吉林大学,材料科学与工程学院,长春,130022
【正文语种】中文
【中图分类】TG456.7
【相关文献】
1.深熔激光焊接熔池温度场的数值模拟 [J], 张瑞华;樊丁;片山聖二
2.基于铝合金激光深熔焊接温度场研究 [J], 钟荣华;金湘中
3.激光深熔温度场数值模拟热源模型分析 [J], 顾兰;薛忠明;张彦华
4.深熔激光焊接熔池温度场的数值模拟 [J], 张瑞华;陈磊;樊丁;片山聖二
5.奥氏体不锈钢激光焊接温度场数值模拟 [J], 郑旺旺
因版权原因,仅展示原文概要,查看原文内容请购买。
激光熔覆温度场数值模拟的研究现状及发展

数
字 化 园 地
激光熔覆温度 场数值模拟 的研 究现状 及发展
激光熔覆 温度场 的数值模拟是研 究熔覆层工 艺质 量的基 础 。模拟技术 的发展有赖 于数 学模型 、物 理参数 的确定 、验 证计 算结果 的检 测方 法及计算 机能力 4 个方面 。建 立一个真三维 传热 、传质模型是 未来 激光辐照条件下熔 池数值 模拟发展 的关键 ,运用 通用有 限元软 件进行激光熔覆温 度场 的计算机模拟将成 为激光熔覆技术领域 的研 究热
池 内存 在传 热 、传 质 、对 流及 气 一 液 光 加 热 热源 的特 殊 性 ;二 是被 加热 熔 池 一 混合 熔 池 的变 化 过程 ,并 且 界 面冶 金 反应 和 固. 液界 面扩 散 等现 工 件 材料 的特 殊 性 。现 今 在 激 光熔 复 合 涂层 的厚 度 对 其 熔 化 次序 将 产
.
数
字
园 地
模拟 的可靠性 。
学 物 理模 型 不 仅 完 成 了熔 池 内传 过 程产 生 不 便 。 基 于有 限 元 的 离散
12 数学模型概 述 .
热 、 传质 的计 算 机 二维 、三 维 数 值 思 想 ,通 常 采 用 小步 间歇 跳 跃式 移
在 熔 池 中既 有 分 子 扩散 引起 的 模 拟 ,而 且 还 针 对 激 光辐 照工 艺 参 动热源来模 拟激光 束的连续 扫描 。 能量 迁移 . 热 ,又 有对 流 引起 的能 数 对 熔 池 形 貌 、冷 却 速 度 、温 度 梯 14 热传导 方程及 边界条件 导 .
条 件 下各 个 工艺 参 数 的 影 响及 其综 准 稳 态 流场 及 温 度 场 的 数值 模 型 ,
激 光 熔覆 工 艺 的特 点是 高功 率 合 作 用 效果 ,在 实 际应 用 中具 有很 用 于 分析 激 光辐 照 功 率 对 熔池 温 度 激 光 与 表 面 合 金 交 互 作 用 产 生 熔 重要 的意义 。 池 ,而 后快 速 自冷 凝 固形 成合 金覆 11 数值模 拟 的研 究现 状 .
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第31卷第5期2010年5月焊 接 学 报T R A N S A C T I O N S O F T H EC H I N AW E L D I N GI N S T I T U T I O N V o l .31 N o .5M a y 2010收稿日期:2009-09-28基金项目:哈尔滨工业大学(威海)研究基金资助项目(H I T (WH )200711)基于生死单元的激光熔覆温度场数值模拟 赵洪运, 舒凤远, 张洪涛, 杨贤群 (哈尔滨工业大学(威海)材料科学与工程学院,山东威海 264209)摘 要:计算了不同激光功率条件下粉末粒子到达基体前的温升情况,并将粉末粒子到达基体前的温度作为初始条件,采用生死单元法对单道和多道激光熔覆温度场进行了研究.利用熔池尺寸和形貌,验证了模型的可靠性.结果表明,粉末粒子温升和激光功率呈线性关系,单道熔覆层的温度变化呈一个锯齿状,升温过程近似呈直线上升,降温曲线近似呈双曲线的一支,而多道熔覆过程中,温度场呈后拖的偏椭圆状.节点上的热循环经过逐渐增大的峰值,峰值温度最终趋于稳态.关键词:激光熔覆;生死单元;温度场;初始条件中图分类号:T G 115.28 文献标识码:A 文章编号:0253-360X (2010)05-0081-04赵洪运0 序 言激光熔覆按送粉工艺的不同可分为两类.即粉末预置法和同步送粉法.同步送粉法具有易实现自动化控制,激光能量吸收率高,无内部气孔,尤其熔覆金属陶瓷,可以显著提高熔覆层的抗开裂性能,使硬质陶瓷相可以在熔覆层内均匀分布等优点,具有广阔的应用空间.国内学者运用A N S Y S 对激光熔覆过程的温度场和应力场已经做了大量的研究工作[1-4].目前通过A N S Y S 模拟激光熔覆温度场的研究并没有考虑激光束与粉末的交互作用,实际上激光束最先和粉末作用,激光束除了损失的能量以外,一部分被熔覆粉末吸收,另一部分则透过粉末被基体吸收.基体除了直接吸收激光束能量以外,还吸收粉末传递给基体的能量.因此很有必要在模拟之前搞清楚激光能量的分配情况,这样建立起来的模型与实际才更接近,模拟结果更有说服力.文中将粉末到达基体前吸收能量后的温升作为初始温度场加载给基体,同时采用A N S Y S 中生死单元技术模拟熔覆单元的生长过程,基体吸收的能量通过高斯体热源加载,模拟送粉激光熔覆的温度场分布情况.在此基础之上,模拟了多道次激光熔覆温度场,对多道激光熔覆温度场进行了研究.1 粉末到达基体前的温度粉末在遮挡激光的同时,也吸收了部分激光能量,从而使自身的温度升高.实际上,在不考虑等离子体影响(能量密度低于105W/c m 2)情况下,粒子直接吸收激光辐射能,并放出辐射能.在空气中粉末颗粒也会由于空气对流散失能量,粒子之间也会相互加热这些能量在总能量中的比例很小,目前关于粉末颗粒温升的模型并不多见,而且在模型中需要建立假设条件[5].为了计算方便,在模型中假设:(1)粉末颗粒在气—粉射流中的体积分数很低,可以忽略激光的反射、折射、颗粒离子之间的相互加热和光束遮蔽等影响.(2)粉末颗粒是半径为r P 的球体.由于粉末颗粒足够小,在能量计算时将其看成一个点,粒子的热导率为无限大,即认为粉末颗粒的温度是均匀一致的,在迎光面和背光面没有差异.(3)粉末颗粒只在迎光面吸收能量,但对外辐射则在整个球体表面发生.(4)粉末不吸收来自基体的反光.由以上假设,根据粒子的能量方程可以求出粉末粒子的温升.方程是非线性方程,使用M a t l a b 软件采用迭代法求解.当激光功率P=2k W 时,在1500~1600K 范围内方程有解,于是初始值设为T =1500K ,通过迭代求出方程的一实根为T =1570K .改变激光功率,得到不同激光功率下粉末离子到达基体时的温度,如图1所示,随着激光功率的增大,粉末粒子达到基体前的温升逐渐增高,且成近似线性关系增长.当激光功率P=1500W 时,计算出82 焊 接 学 报第31卷粉末粒子温升T =1267K ,而N i 60粉末的熔点约为1300K .说明激光功率低于1500W 时,粉末达到基体前不会熔化,这样粉末粒子就会以固体颗粒的形式和基体碰撞,飞溅严重,即使是部分粉末颗粒熔化形成熔池,基体熔深也得不到保障;当激光功率P=3.0k W 时,T =2111K ,这时粉末粒子的温度远大于熔点温度,会造成部分粉末颗粒的烧损.因此,在实际生产中应控制激光功率在一个合理的范围内.图1 激光功率与粉末粒子温度关系曲线F i g .1 R e l a t i o nc u r v eb e t w e e nl a s e r p o w e r a n dt e m p e r a -t u r er i s e so f p o w d e r p a r t i c l e s 2 单道激光熔覆的模型在建立热源模型的过程中,粉末到达基体前与激光束发生交互作用,激光束对粉末的作用通过初始温度■T 实现,即假设粉末飞行过程中吸收的有效能量全部用于升温,作为初始温度场施加给熔覆单元.根据P i c a s s o 的理论,基体吸收的能量可分为直接吸收和粉末热传递两部分,基体直接吸收的热量通过体热源形式实现.采用A P D L 语言编制热源的移动过程程序,实际操作中,始终以全局笛卡儿坐标系为求解坐标系,而载荷在局部坐标系下施加,这样通过熔覆方向上的坐标变换,实现全局坐标向局部坐标的转化,即z =Z -v t (1)式中:Z 为全局笛卡尔坐标系下的坐标;z 为局部笛卡尔坐标系下的坐标;v 为光源移动速度;t 为光源移动时间.采用A N S Y S 中生死单元技术模拟熔覆单元的生长过程,在计算开始时刻,所有熔覆层单元均设定为“死”单元.在随后每一步的计算中,首先判断所有“死”单元是否落入激光束的照射区域,如落入激光束照射区域,就将其激活,纳入计算模型中.2.1 热源模型文中粉末粒子的温升采用解析计算;基体直接吸收的激光束热源模型采用柱状高斯体热源,以此模拟熔覆层和基体中热量的三维分布和传导.体热密度表示为Q=Q m e x p (-3r 2/r 2a )e x p (-βZ )(2)r =(v t -x )2+y 2(3)Q m =γP πa b h (4)式中:Q m 为加热斑点中心的最大体热流;β为激光体热密度沿厚度方向的衰减系数;r 为某一深度任意一点(x ,y )距体热流中心的距离;r a为激光的有效作用半径;a ,b 为高斯热源的长短轴;h 为熔覆层深度;γ为基体对激光的吸收系数.2.2 材料热物理性能参数激光熔覆过程就是加热—熔化—凝固—冷却的过程,其中包含着相变.相变热模型在数学上是一个强非线性问题,使计算发生困难.对于Q 235基体材料,文中采用显热熔法,在糊状的熔化带内调整比热容c =ΔH /ΔT 来近似计算[6],其中ΔH 为熔化潜热,ΔT 为熔化温度区间.粉末颗粒熔化潜热ΔH P =0.26J /m g ,比热容c =4.59×108J /k g ℃,熔化温度区间为[1230K ,1310K ].基体材料熔化潜热ΔH W =0.2739J /m g .N i 60自熔合金的密度取常温下的值8.378×103k g /m 3.为了得到好的收敛解,激活牛顿—拉普森方法的线性搜索.3 单道激光熔覆温度场的模拟考虑到对称性,取工件的1/2进行分析.采用八节点六面体等参单元对工件进行离散.为保证计算精度,在熔覆层及其相邻部位对网格进行细化.采用生死单元技术编制程序,首先将熔覆层单元存入预先定义的数组中,将其全部“杀死”,然后建立局部坐标系,通过*D O 循环实现光斑的移动,判断熔覆层单元是否落入激光光斑范围内,如果有则激活单元,如果没有则直接进入下一次循环.将粉末颗粒的温升作为初始载荷加载给被激活的熔覆单元.基体直接吸收的能量通过高斯体热源施加,用A N S Y S 自带的函数编辑器编写高斯函数.送粉速率v a =71.36m g /s .模拟实现了熔覆层随着激光光斑的移动而逐渐生长的过程,图2为基体温度降温时任一温度场等值面图.图中最高温度区域边界,即基体对称面上距离基体上表面0.50m m 温度为1653K ,而基体熔点温度为1670K ,基体熔深即为0.50m m ,这与实际检测结果0.48m m第5期赵洪运,等:基于生死单元的激光熔覆温度场数值模拟83 吻合较好,通过这种寻找熔点的方法确定熔宽为2.6m m ,与实测结果2.8m m 吻合较好.试验试样熔覆层金相组织形貌和数值模拟形貌对比如图3所示.根据以上分析,文中采用的模型是合理可行的,可以进行下一步的模拟分析.图4为熔覆层中序号为740的节点(x =0.000,y =0.0008m ,z =0.021m )的温度变化曲线.当时间t =6.667s 时,该点开始受到激光光斑直接照射,温度迅速升高,当t =7.0s时激光光斑中心移至该点,该点温度升至最高点,当t =7.333s 时,光斑移出该点,该点温度迅速降低.升温曲线近似呈直线,降温曲线近似呈双曲线图4 温度变化曲线F i g .4 V a r i a t i o no f t e m p e r a t u r e 的一支,整个曲线呈锯齿状.对曲线图求导数,就可以得到该点温度变化速率曲线.4 多道激光熔覆温度场模拟的实现4.1 多道搭接激光熔覆模型激光功率选取2.0k W ,扫描速率为3.0m m /s ,送粉速率取71.36m g /s ,根据前文熔覆粉末到达基体时的温度的计算,初始温度为1570K .为了节省计算时间,只熔覆3道,搭接率取20%.这是因为多道熔覆数据文件较多,输出载荷步数超过1000步.为了分析熔覆层上的热循环,在第一道顶点上取点A ,在第二道和第三道顶点上取点B 和点C ,对不同熔覆层上的相同位置的点的热循环进行分析.图5为多道搭接取点示意图.图5 多道搭接顺序及取点示意图F i g .5 O r d e r o f mu l t i -p a s s l a s e r c l a d d i n ga n dt a k e np i o n t s4.2 多道搭接激光熔覆模拟结果分析熔覆一道需要16.667s ,激光器回程时间设置为1s ,即道间搭接时间间隔为1s ,熔覆完成需约52s ,在空气中冷却.图6为激光器第一道回程过程恰好结束,即第二道结束时的温度场分布,虽然回程时间很短,但温度场却发生了很大变化,最高温度为861K 与最低温度630K 接近,温度场趋于平衡.图7为第三道熔覆过程中某时刻温度场分布,可见温度场呈后拖的偏椭圆状,即温度场椭圆不以光斑图6 第二道恰好结束时多道熔覆温度场云图F i g .6 C o n t o u r o f t e m p e r a t u r ef i e l da ss e c o n dc l a d j u s t f i n i s h e d84 焊 接 学 报第31卷中心对称,而是偏向已形成熔覆层的一侧,这是多道温度场不同于单道熔覆的地方.多道熔覆之所以会形成偏椭圆形状,是因为前面先形成熔覆层的道次对后续熔覆产生了影响,先熔覆的熔覆层相对于未熔覆的区域来说有一个初始温差,使得温度场不能沿扫描线对称.图7 熔覆第三道时温度场分布云图F i g .7 C o n t o u r o f t e mp e r a t u r ef i e l da sc l a d d i n gt h i r dc l a d 按照图5所示的取点方法,分析各熔覆层上的热循环.A ,B ,C 三点的温度随时间变化如图8所示.由图8知,三条曲线上最高峰值温度逐渐增高,这是因为A 点是第一道熔覆层上的点,B ,C 分别是第二道和第三道熔覆层上的点,前面道次的熔覆相当于给后续道次的熔覆起到预热作用.图8 A 与B 及C 点温度变化曲线F i g .8 V a r i a t i o no f t e mp e r a t u r ea t p o i n t s A ,Ba n dC 5 结 论(1)通过A N S Y S 生死单元技术实现了激光熔覆送粉过程的模拟计算.并通过试验证明该模型用于模拟送粉激光熔覆温度场是合理的,发现粒子温升和激光功率之间呈线性关系.(2)模拟发现单道熔覆过程熔覆层的温度变化呈一个锯齿状,升温过程近似呈直线上升,降温曲线近似呈双曲线的一支.(3)多道熔覆过程中温度场呈后拖的偏椭圆状,即温度场椭圆偏向已形成熔覆层的一侧.无论是基体还是熔覆层上的点,后一道上的最高温度均高于前一道次上的温度.但随着熔覆道次的增多,最高温度会趋于稳定.参考文献:[1] 郝南海,陆 伟.激光熔覆过程热力耦合有限元应力场分析[J ].中国表面工程,2005,1(70):20-23.H a o N a n h a i ,L uW e i .T h e r m a l -m e c h a n i c a l c o u p l i n g f i n i t e e l e m e n ta n a l y s i s o f s t r e s s f i e l d i n l a s e r c l a d d i n g p r o c e s s [J ].C h i n a S u r f a c eE n g i n e e r i n g ,2005,1(70):20-23.[2] 刘珍峰.送粉式激光熔覆温度场的三维有限元模拟[D ].武汉:华中科技大学硕士学位论文,2006.[3] 马 琳,原津平,张 平,等.多道激光熔覆温度场的有限元数值模拟[J ].焊接学报,2007,28(7):110-112.M a L i n ,Y u a nJ i n p i n g ,Z h a n g P i n g ,e t a l .N u m e r i c a l s i m u l a t i o n o f t h e r m a l f i e l d o f m u l t i p l e l a s e r c a l d d i n g b y f i n i t e e l e m e n t m e t h o d[J ].T r a n s a c t i o n so f t h eC h i n aWe l d i n gI n s t i t u t i o n ,2007,28(7):110-112.[4] 薛春芳,戴 辉,王丹杰,等.金属粉末激光熔覆成形温度场的数值分析[J ].装甲兵工程学院报,2006,20(3):94-96.X u e C h u n f a n g ,D a i H u i ,Wa n gD a n j i e ,e t a l .N u m e r i c a l a n a l y s i so f t e m p e r a t u r e f i e l di n l a s e r c l a d d i n g s h a p i n g o f m e t a l p o w d e r [J ].J o u r n a l o f A c a d e m y o f A r m o r e d F o r c e E n g i n e e r i n g ,2006,20(3):94-96.[5] 杨永强,宋永伦.送粉激光熔覆时激光与粉末的交互作用[J ].中国激光,1998,25(3):280-284.Y a n g Y o n g q i a n g ,S o n gY o n g l u n .I n t e r a c t i o no f al a s e r b e a m a n da l l o yp o w d e r si np o w d e r f e e dl a s e r c l a d d i n g [J ].C h i n aL a s e r ,1998,25(3):280-284.[6] E d s o nC o s t a S a n t o s .R a p i dm a n u f a c t u r i n g o f m e t a l c o m p o n e n t s b yl a s e r f o r m i n g [J ].I n t e r n a t i o n a l J o u r n a l o f M a c h i n e T o o l s &M a n u -f a c t u r e ,2006,46(12-13):1459-1468.作者简介:赵洪运,男,1966年出生,博士,教授.主要从事焊接材料与工艺方面的科研和教学工作.发表论文40余篇.E m a i l :h y z h a o 66@163.c o m。