精密注塑机资料
注塑机的基本参数讲诉

注塑机参数与注塑工艺参数注塑成形技术系统培训教材SANSEI精密注塑成形蔡军注塑机装置的技术参数1.螺杆直径mm2.螺杆长径比L/D3.螺杆压缩比4.螺杆行程cm5.理论注射容积cm36.最大注射重量(以PS计算)g7.螺杆最大转速r/min8.最大塑化能力kg/h9.注射压力MPa10.注射速率g/s11.注射时间s12.注射座推力及喷嘴推力kN13.喷嘴行程cm14.喷嘴伸出量(即伸出模具安装平面的长度)cm 进一步的技术参数:15.注射速度mm/s16.螺杆最大扭矩N/m17.螺杆驱动功率kW18.喷嘴球半径mm19.螺杆驱动方式(如油压马达、电动马达等)20.回复率。
合模装置的技术参数1.合模力kN2.开模力kN3.开模行程cm4.拉杆有效间距mm5.最大、最小模厚mm6.模板间的最大间距mm7.顶出力kN8.顶出行程mm9.模板定位孔直径mm10.移模速度m/s11.模板尺寸(H*V)mm12.模具安装尺寸可进一步提供的参数:13.拉杆直径mm14.调模驱动功率kN15.调模方式:如手动、电动、液压、马达等。
16.合模方式:如机械式、液压式、机械-液压式等。
17.顶出方式:机械、液压、气动等。
18.顶针数量19.顶出次数20.顶针速度其它整机性能参数1.油泵马达功率kN2.电热量kW3.油箱容量L4.料斗容量kg5.外形尺寸(长*宽*高)m6.机器重量kg7.空循环时间s8.单耗Kw/kg9.最大油泵压力MPa10.总用电量kW与成形工艺有关的参数1.最大的注射量(通常要求制品及浇注系统所需塑料量为注射重量75%-80%)2.合模力(足够的合模力才能保证成形模具的锁紧,精密制品需要的合模力为模具所需合模力的1.5倍)与模具有关的参数1.嘴头部球面半径2.模板上的定位孔3.拉杆间的有效间距4.模具的厚度5.模板上模具安装螺孔(或T形槽)的尺寸与取出制品有关的参数1.合模距离必须小于注塑机的最大开模距离,确认最大开模距离2.顶出装置及顶出行程距离的确认和顶杆位置及顶杆数量的确认与机器安装有关的参数1.总用电量的确认2.贮油箱容量的确认3.注塑机外形尺寸的确认4.整机重量的确认5.冷却介质的确认螺杆结构形式的选用渐变形螺杆是一种有较长压缩段的螺杆,塑化时能量转换较为缓和,主要用于非结晶型材料,如:PVC、PS、HIPS等。
注塑机的主要参数

注塑机的主要参数
注塑机的主要参数包括螺杆直径、注射容量(理论)、注射重量、注射压力、注射行程、螺杆转速、机筒加热功率、锁模力、拉杆内间距(水平×垂直)、允许模具厚度(最大、最小)、移模行程、模板开距(最大)、液压顶出行程、液压顶出力、液压顶出杆数量、油泵电机功率、油箱容积、机器尺寸(长×宽×高)、机器重量、最小模具尺寸(长×宽)、模具平行度等。
其中,螺杆直径是注塑机的重要参数之一,它决定了塑料在注塑过程中的流量和塑化能力。
注射容量是指注塑机在一次注射行程中能够注射的塑料体积,通常以克或盎司表示。
注射重量则是指每次注射时所注入模具中的塑料重量,通常以克为单位。
注射压力是指在注塑过程中,塑料通过螺杆进入模具腔体时所承受的压力。
注射压力的大小取决于塑料的种类、模具的结构和注塑机的型号等因素。
此外,注射行程是指注塑机在注射过程中,螺杆能够向前移动的最大距离。
螺杆转速是指在注塑过程中,螺杆的旋转速度,通常以转/分或转/秒表示。
机筒加热功率是指注塑机加热系统对塑料进行加热所需的功率。
锁模力是指注塑机在锁模过程中能够施加的最大压力,以保证模具紧密闭合,防止塑料溢出。
以上参数的选择将直接影响注塑机的性能和生产效率,因此在实际使用中需要根据具体的生产需求和材料特性进行选择和调整。
KM(克劳斯玛菲)注塑机操作教材

K M RAUSS- AFFEI injection machine
机器预设 测定/推荐值 资料储存 打印设置 机器预设定 客户资料设定 写字板
预启动
周期循环 时间概述
生产数值 功率计算
事件时间 机器概况
质量监控 实际循环值 监控设定 曲线图 1-3 实测曲线图
生产值储存/打印 循环值选择
8- 设备出厂登记 9- 吊起受力点 10- 最小模厚标识 11- 重要部件保护警告 12- 加热危险部件警告 13- 塑化装置主要参数
KN123 03.99 (GB) MC4 ©
Page 4 of 63
© KRAUSSMAFFEI
Kunststofftechnik
K M RAUSS- AFFEI injection machine
KN123 03.99 (GB) MC4 ©
Page 3 of 63
© KRAUSSMAFFEI
Kunststofftechnik
K M RAUSS- AFFEI injection machine
1- 设备的结构组成
1-1 各种标识
1- 禁止踩踏 2- 气体标识及警告(3) 4- 储能器承受压力 5- 电力危险标志 6- 主电源开关 7- 设备主要负荷参数
2-4-37 密码设置………………………...33
2-2 操作界面………………………..7
2-4-38 密码定义………………………...33
2-3 功能按键说明………………….8-9 2-4-39 系统校准………………………...34
2-4 设置页面说明…………………10
2-4-40 系统诊断………………………...35
注塑机产品介绍学习资料
四.控制部分的构成
指令部 控制部 指令信号 供给电能
驱动,检测部
结 构 与 控 制 简 介
控制器
驱动器
伺服电机 编码器
指令部:发出动作的指令信号 控制部:使电机等按照指令运行 驱动、检测部:驱动控制对象,对其运行状态进行检测
一.型号说明
AE 50 / S180 主 要 产 品 介 绍
射台型号:S+该注射单元最小螺杆直径×10 T(吨) 锁模力 机型系列
注:宣传样本中与“放得下”“拿得出”相关的参数
二.锁模部件的选择标准
锁模部件的选择准则—锁得住 锁得住:由产品及塑料决定“锁模力”吨数。因为,当原 料以高压注入模腔内时会产生一个撑模的力量,因此注塑机 的锁模单元必须提供足够的“锁模力”使模具不至于被撑开。 因此,所选锁模部件的锁模力需大于撑模力量,且为了保险 起见,锁模力通常需大于撑模力的1.17倍以上.
最佳工作范围 可接受的范围 不推荐的范围
三.注射部件的选择标准
注射部件的选择准则—注射压力 注射压力是指螺杆轴向移动时,其头部对塑料熔体施加的 压力,注射压力在注射成型过程中主要用来克服熔体在整个 注射成型系统中的流动阻力,同时还对熔体起一定程度的压 实作用。 注射压力的大小与塑料的粘度、制品的复杂程度,制品 的壁厚喷嘴的结构形式及模具浇口的尺寸等许多因素有关。 一般塑料原料粘度大、形状复杂的制品选用较高的注射压力。 注射压力的单位是:MPa
快速
普通液压式注塑机顺序式工作流程
注 塑 机 概 述
全电动注塑机复合式工作流程
六.全电动注塑机的优势
节能 相同条件下与全液压式注塑机相比,省电最多达70%, 节水60%.
注 塑 机 概 述
电能用量 节约显著
发那科注塑机资料全

1. 射出成型机射出成型机是将塑料原料在熔解的状态下高压射入模具,待塑料冷却凝固后再打开模具,将成型品取出的机器。
为了追求塑料制品的高精度、高效率的大量生,目前,以轻薄短小见长的射出成型机在射出成型工业中已逐渐流行起来。
以下,就上述特点和应用围展开论述。
1. 1 全电气式射出成型机的特征1.考虑经济实用的合理设计.低价格:全电气式射出成型机通过软件的改造,能够进行复杂的控制。
.节约能源:运转费用低,与油压机相比,其电力消耗仅占1/3。
.高功能:该机拥有强大的人工智能。
.高信赖性:其控制装置具有很高的可信度,机械构造具有高刚性的特点。
.无污染:无噪音,不使用机油。
2.使用AC伺服马达(数字控制)AC 伺服马达能够精确设定ROBOSHOT 的各轴的速度和位置。
速度控制的最小单位为0.1mm/s,位置控制的最小单位0.01mm。
[用AC伺服马达的控制轴总共有4根轴]:1. 射出轴2. 螺杆回转轴3. 锁模轴4. 顶出轴[使用齿轮马达的控制轴总共有2根轴]:1. 射出座(喷嘴接触)2.模具厚度的调整[成型塑料]塑料可分为热塑性树脂和热固性树脂。
同时,热塑性树脂又可分为结晶性树脂和非结晶性树脂。
使用塑料原料时一定要很好了解树脂生厂家的树脂特性。
1.热塑性树脂:加热以后软化流动,将其冷却后又固化,再次加热又熔化为原来的状态,好象蜡一样,温度一高就熔化,冷却后又恢复还原成原有的状态。
2.热固性树脂:加热以后软化流动,在一定的温度下固化。
它跟鸡蛋一样,在一定的温度下硬化,而再次加热后却不会再软化熔融。
该树脂在加工成制品后失去了成型性,因而不能再生。
[塑料原料的主要用途和种类]1.精密成型品:照相机镜头,精密接插件,CD,精密齿轮,其他。
2.一般成型品:接插件,电子零部件,照相机外壳,家用电器部件及其它。
3.杂物成型品:废纸篓,塑料杯等日常用品,塑料模特儿,其他。
1.聚苯乙烯(PS):非常通用的透明树脂。
用于盒式日常用品。
注塑机资料

注塑机资料注塑机的结构组成与故障判别第一章注塑机的基本组成与作用注塑机的基本组成——注塑机是由注射装置、合模装置、电器与动力装置等,三大装置组成。
注塑装置的主要作用为:能使塑料原料均匀、彻底地塑化熔融,并以足够和稳定的压力、速度,将一定量的熔料注入模腔。
在注射完毕后,能对模腔内的流体塑料进行保压、补缩并回料。
合模装置的主要作用为:能按注塑工艺要求注塑工艺需求,满足模具移动速度和锁模压力,保证成型模具可靠的启闭,以及脱出制品。
液压动力和电脑控制的主要作用为:能提供足够的动力,能确保注塑机按工艺需求的程序准确无误地工作。
第二章注塑机的类型注塑机的类型有三种:1) 立式注塑机、2) 直角式注塑机、3) 卧式注塑机。
1)、立式注塑机,它的注射装置与合模装置的轴线呈垂直同轴线排列。
它的机身导轨与地面垂直,占用工作场地小;它的锁模板与地面平行,装卸小模具较方便;它的模具基本呈水平状,容易在下模安装嵌件(举例说明如电器插头等小电器)。
它的机身较高,稳定较性差;由于机身高加料、维修不便;它的模具分型面呈水平状,制品成形顶出后,不能靠重力自行出模,不增加装置,无法全自动操作;装卸50Kg以上的模具困难(使用吊车不便) 。
由于机型结构原因,无法适应中大型机对环境因素的需求。
较适用于带嵌件制品的小型模具的注塑,属专用类小型注塑机。
2)、直角式注塑机,它的注射装置轴线与合模装置的轴线相互垂直排列,呈90度直角状,所以称为直角式注塑机。
它的占地略大于立式机,是为较特殊注塑工艺要求的模具而设计的(分型面入胶模具) 注塑机。
它的优缺点与立式机相同,属专用小型注塑机。
3)、卧式注塑机,它的注射装置与合模装置的轴线呈水平同轴线排列。
它的机身低,稳定性好,加料和操作较方便。
它在生产制件时,制件顶出模具后,由于重力因素制件可自动坠落,不需增加任何装置,可全自动生产。
它装卸模具必须使用行吊。
它的适应性广,注射量范围广,从几克至10万克。
注塑机基础教育资料
注塑成型机教育资料目录第一章注塑成型机机械基础知识第二章液压装置基本知识第三章电动式注塑成型机第四章注塑成型机电气控制第一章注塑机基本知识培训1. 注塑成型机基本构成及动作1-1 注塑机的工作原理1-2 注塑机的组成结构分析2. 注塑成型机合模装置2-1 合模部件的组成及工作原理、特征2-2 直压式合模装置的种类及特征2-3 曲臂式合模装置的种类及特征3. 注塑成型机注塑装置3-1 螺杆式注塑装置3-2 塑化部件结构、原理、功能3-3 螺杆基本结构3-4 螺杆头3-5 过胶头3-6 加热料筒3-7 喷嘴3-8 对注射部件的精度要求:4.注射机的基本参数4-1 公称注射量4-2 注射压力4-3 注射时间(注射速率、注射速度)4-4 螺杆直径和注射行程4-5 塑化能力4-6 注射功及注射功率4-7 锁模力(合模力)4-8 合模装置的基本尺寸4-9 开合模速度(动模板移动速度)4-10 空循环时间4-11关于控制事项注塑机是随着塑料工业的发展而兴起的,最初的注塑机是参照金属压铸机的原理设计的,到1932年,由德国布劳恩厂生产出第一台全自动柱塞式注塑机。
随着塑料工业的发展,注塑机的新产品也在不断出现。
1948年,注塑机的塑化装置开始使用螺杆,1959年,第一台螺杆式注塑机问世,这是塑料工业的一大突破,推动了注塑成型的广泛应用。
随着电子工业的飞速发展,注塑机也随之发展,其性能得到了迅速提高,很多新技术,如集成电路、电脑控制等被引入到注塑机的控制系统中,动作的准确性已达到很高的水平,对注塑模的保护有了很大的提高,塑件的质量也有了可靠保证。
机械工业还在不停的发展,各种新型注塑机正陆续被研制出来,超大容量的注塑机也随之出现,它的一次注塑量可达几万克,大大拓宽了注塑产品的应用范围,也推动了塑料工业的发展。
而在塑料机械中,注塑机要占到塑料机械的一半一上。
注塑机是塑料成型设备中产量最多、增长最快、应用最广的机种上,对注塑制品的广泛应用打下了最坚实的基础。
泰瑞注塑机160吨参数表

泰瑞注塑机160吨参数表以泰瑞注塑机160吨参数表为标题,写一篇文章:一、机器概述泰瑞注塑机160吨是一种高效、精密的注塑设备,广泛应用于汽车零部件、家电、电子通讯、包装容器等行业。
本机型具有高速、高精度、稳定性好的特点,能够满足各种复杂注塑加工需求。
二、机器性能1.注射部:(1)注射单位:1600(2)射胶容量:2868g(3)射胶压力:176MPa(4)射胶速度:1200mm/s(5)射胶位置精度:±0.1mm2.锁模部:(1)锁模力:1600kN(2)开模力:170kN(3)模板尺寸:625mm×625mm(4)最大开模距离:650mm(5)最小开模距离:250mm3.系统压力:(1)油泵压力:16MPa(2)系统压力:20MPa4.机器尺寸:(1)机器外形尺寸:6.1m×1.5m×2.2m(2)机器重量:6.8t5.其他参数:(1)加热功率:16.8kW(2)最大泵功率:22kW(3)最大电机功率:18.5kW(4)最小冷却水压力:0.2MPa(5)最小空气压力:0.7MPa三、机器特点1.高效稳定:泰瑞注塑机160吨采用先进的液压系统和控制系统,具有高速、高精度的注塑功能,能够稳定地完成各种复杂注塑加工任务。
2.精准控制:该机型配备了先进的电脑控制系统,可以精确控制射胶容量、射胶压力、射胶速度等参数,确保产品质量的一致性。
3.节能环保:机器采用高效的液压系统和节能型电机,有效降低能耗,减少环境污染。
4.操作简便:泰瑞注塑机160吨设有人性化的操作界面,操作简便,易于学习和使用。
5.安全可靠:机器配备了多重安全保护装置,如电气保护、液压保护等,确保操作人员的安全。
四、应用领域泰瑞注塑机160吨广泛应用于汽车零部件制造、家电制造、电子通讯产品制造、包装容器制造等行业。
其高效、精密的注塑功能可以满足各种复杂注塑加工需求,为企业提高生产效率、降低成本提供了有力支持。
注塑机参数
注塑机参数
一)、技术参数要求
1、注塑部分
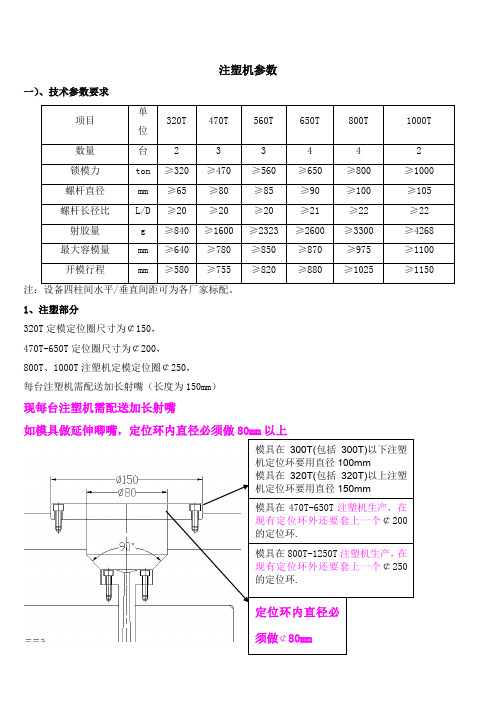
320T 定模定位圈尺寸为¢150, 470T-650T 定位圈尺寸为¢200, 800T 、1000T 注塑机定模定位圈¢250, 每台注塑机需配送加长射嘴(长度为150mm )
现每台注塑机需配送加长射嘴
如模具做延伸唧嘴,定位环内直径必须做80mm 以上
射嘴伸进模板大于30MM, 定位环内直径必须做80mm以上
具体见B尺寸
机台号射嘴外径 A 发热圈到射嘴前端距离B
206H011/17 (320
吨)D45 30
208H017-19 (480/500吨) D50 50
209G004-6 (560
吨)D50 50
210H004-7 (650吨)D50 50 211G001-4 (780/800吨) D50 50 1011H003-4 (780/800吨) D50 50
发件人:李健锋 [mailto:lijf9@]
发送时间: 2010年7月14日 16:19
收件人: 'zhongshengmould'
抄送: '肖云辉'; '高一浪'; '美的公司陈庆高'
主题:注塑机资料
现每台注塑机配送加长射嘴
如模具做延伸唧嘴,定位环内直径必须做80mm以上
唧嘴R要做到SR22
模具在300T(包括300T)以下注塑机定位环要用直径100mm
模具在320T(包括320T)以上注塑机定位环要用直径150mm
模具在800T-1250T注塑机生产,在现有定位环外还要套上一个¢250的定位环.
模具在470T-650T注塑机生产,在现有定位环外还要套上一个¢200的定位环.定位环内直径必须做¢80mm。
海天注塑机参数(1)

海天注塑机参数1. 引言注塑机是一种用于塑料制品加工的设备,广泛应用于工业生产中。
其中,海天注塑机是国内知名的注塑机品牌。
本文将介绍海天注塑机的主要参数,包括型号、射出重量、注射压力等。
2. 型号海天注塑机有多个型号可供选择,不同型号的注塑机具有不同的特点和适用范围。
下面列举了海天注塑机的几个主要型号:•HT100: 该型号适合小型塑料制品的生产,射出重量在100g以内。
•HT200: 适用于中小型塑料制品的生产,射出重量在200g以内。
•HT500: 适合中型塑料制品的生产,射出重量在500g以内。
根据实际需求和生产规模,用户可以选择适合的型号进行购买。
3. 射出重量射出重量是衡量注塑机性能的重要指标之一。
它表示每次射出的塑料重量,单位通常为克(g)。
海天注塑机的射出重量范围非常广泛,从几十克到上千克不等。
根据所需要生产的塑料制品的大小和重量,可以选择不同射出重量的注塑机。
例如,对于小型制品,如手机壳,通常只需要几十克的射出重量;而对于大型制品,如桌子椅子等,可能需要上千克的射出重量。
需要注意的是,射出重量也受到注射压力和塑料材料的特性影响。
4. 注射压力注射压力是指注塑机在注射过程中所施加到塑料上的压力。
注射压力的大小直接影响塑料的流动性和注塑产品的质量。
海天注塑机的注射压力范围广泛,根据不同的型号和配置,可以调节注射压力的大小。
一般来说,较小的注射压力适用于较小的塑料制品制造,而较大的注射压力适用于大型制品的生产。
需要注意的是,过高或过低的注射压力都可能导致注塑品质量下降。
因此,在使用注塑机时,需要根据具体情况合理调节注射压力。
5. 注射速度注射速度也是影响注塑成型的关键参数之一。
它表示注塑机在注射过程中塑料进入模具的速度。
海天注塑机的注射速度可以根据需要进行调节。
对于一些形状复杂、要求精度较高的塑料制品,通常需要较慢的注射速度,以确保注塑品的质量。
而对于一些简单的制品,可以选择较快的注射速度,以提高生产效率。
高精密的博创闪电系列注塑机
高精密的博创闪电系列注塑机随着中国社会经济的高速发展,塑料制品行业对高精密注塑机的需求量与日剧增:电子接插件,精密工程塑料齿轮,精密光学仪器仪表制件、透镜,手机及电池外壳,导光板,CD,VCD,DVD音像制品等等,此类制品无不需要高速、高精密的注塑机,由此摧生了博创闪电系列注塑机。
高速、高精密的博创闪电系列注塑机,规格从15吨到368吨,共有九个机型,已开发成功的有三个规格:15吨、30吨和50吨。
我们知道,一台性能超群的高速精密的注塑机,首先它必须拥有合理而高刚度的锁模和射胶机构。
其二是它必须拥有强劲的动力和反应灵敏而精确的液控系统。
二者缺一不可。
下面,我就重点从这两个方面来介绍高速、高精密的博创闪电系列注塑机,以及其制品成形工艺特点。
锁模机构及其动作原理见下图:锁模机构主要由尾板、二板、头板、锁模油缸、顶针油缸、调模油缸、拉杆等零部件组成。
其结构刨面示图如下所示:锁模机构的工作原理:锁模:如上图所示,快速锁模油腔进油,推动快速移模活塞杆快速向头板方向运动,从而带动连接板、高压锁模活塞及二板快速向头板方向运动,实现快速锁模,与此同时高压锁模油腔里的油快速地通过充液阀到达高压开模油腔,当模具合上之后,高压锁模油腔进入高压油推动高压活塞迅速实现高压锁模。
开模:充液阀打开,与此同时快速开模油腔进油,推动快速移模活塞杆快速向连接板方向运动,从而带动连接板、高压锁模活塞及二板快速地运动,实现快速开模,与此同时高压开模油腔里的油快速地通过充液阀到达高压锁模油腔从而实现开模。
强劲的动力,高刚度而合理的结构,使得开、合模动作平稳快捷,低冲击,开合模净周期时间可达0.8秒,是中国目前同类全液压注塑机中最快的。
由于是单缸液压锁模,快速锁模油腔、高压锁模油腔都开在同一块尾板上,因而使尾板的刚性极大地提高,高压活塞、活塞杆以及四根拉杆的多重导向,使得二板码模面与头板码模面的平行度达到0.05mm 以内。
四个调模油缸的布置,可在一个循环内全自动完成模具厚度的调整,方便而快捷。
铭辉精密高速注塑机

铭辉立式精密高速注塑机特点:1、液压伺服系统,省电70%以上;2、高钢性单缸射出模块,保证高速射出的稳定性;3、高速射出系统,射出速度可达到300mm/s ,适用于薄壁复杂零件的精密注塑成型;4、进口高响应控制系统,闭环控制,控制精度高;5、根据生产需求可定制滑板、圆盘等效率更高。
部分案例产品:型号modelunit MHG-30T MHG-55T MHG-85T 螺杆直径mm 18 22 25 射出压力Kgf/cm 2 2120 1850 1810 理论射出容量 cm 3 23 40 54 射出量 g/oz 23/0.75 36.7/1.3 50/1.75 射出速度mm/s 300 300 300 射嘴接触力Tons 3.5 3.5 3.5 射出系统 温度控制段数3 4 4 锁模力Tons 30 55 85 模板尺寸mm 500*340 620*430 730*530 模柱间距 mm 360*200 470*280 540*340 开模行程 mm 215 215 215 最大开模距mm 定制 定制 定制 顶出力量Tons 1.3 1.3 2.2 锁模系统 顶出行程mm 35 35 84 滑板尺寸mm 340*350 430*430 430*450 圆盘直径 mm 750 945 1040 马达电力Kw 11 11 13.5 电热容量 Kw 2 4 4.5 其他总用电量 Kw 13 15 18 注:铭辉机型持续改进,以上参数如有变更,恕不另行通知。
铭辉卧式高速机特点:1、日本高响应电脑控制,微秒级反应速度;2、德国全闭环控制电磁阀,控制更精准;3、高刚线性导轨射出模块,高速稳定性好;4、独特的参数优化曲肘锁模系统,快速平稳,效率高;5、日本液压伺服系统,高效节能,省电80%以上;6、射出速度可达500mm/s,适合高精密成型。
注塑机基本知识2

(4) 對工作程式及工藝條件設定與控制的功能。
爲此,注塑機主要由下列部件組成:
20
注射裝置:主要作用是使塑膠均勻地塑化成熔融狀態,並以足夠的壓力
和速度將一定量的熔料注射到模腔內。因此,注射裝置應具有塑化良好, 計量精確的性能,並且在注射時對熔料能夠提供足夠的壓力和速度。注 射裝置一般由塑化部件(機筒、螺杆、射嘴等)、料斗、計量裝置、螺 杆傳動裝置(熔膠馬達)、注射和移動油缸等。
鎖模裝置:主要是爲了保證成型模具可靠的閉合和實現模具啓閉動作,
即成型製品的工作部件。由於在注射時,進入模腔的熔料還具有一定的 壓力,這就要求合模裝置給予模具足夠的合模力,以防止在熔料的壓力 下模具被打開,從而導致製品溢邊或使製品精度下降。鎖模裝置主要包 括:模板、哥林柱、機鉸、頂針、安全門等。
液壓裝置:提供機器各部件運行所需的動力油的裝置﹐包括:電馬達(
4﹑制品冷卻和預塑化 當保壓進行到模腔內的熔料失去從澆口回流可能性時(即澆口封 閉),注射油缸內的保壓壓力即可卸去﹐使製件在模內自然冷卻定 型。為縮短機器成型周期﹐此時﹐螺杆在油馬達(或電機)驅動下 轉動﹐將來自料斗的粒狀塑膠向前輸送﹐並使其塑化熔融。進入 螺杆頭部的熔料﹐在正常操作條件下﹐其壓力低於熔料從噴咀流 出的阻力﹐並高於油缸內工作油的回泄阻力﹐故螺杆在熔料壓力 作用下﹐邊轉動邊後退。螺杆在塑化時的後移量﹐即表示了螺杆 頭部熔料所積存的量。當螺回退到計量值時﹐螺杆即停止轉動(由 行程開關或位移傳感器進行位置控制)﹐准備下一次注射。製品冷 卻與螺杆塑化在時間上是同時進行的﹐在一般情況下﹐要求螺杆 塑化計量時間要少於製品冷卻時間。 5﹑注射裝置後退和開模頂出製品 螺杆塑化計量完畢後﹐為了使噴嘴口不致於因長時間和冷模接觸 而形成冷料等緣故﹐經常需要將噴嘴撤離模具﹐即注射裝置後退。 此動作進行與否或先後的程式﹐機器均可供選擇。模腔內的熔料 經冷卻定型後﹐合模裝置即行開模﹐並自動頂落製品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
全电动式注塑机同比液压式注塑机,在实现全闭环注射控制上,要有很大的优势。 全电动注塑机的电脑运动控制器,对伺服电机进行控制驱动,再通过逻辑控制器对传感 器反馈的信号进行逻辑运算,实现对注塑动作包括注射、塑化、开合模、顶针动作的全 闭环控制,位置控制可达到0.01mm,制件的尺寸精度更高,机台的稳定性和重复精度也 就高得多。
(简单的讲,闭环控制就是更接近期望值的自动调节控制。注塑机由于采用了注 射闭环控制,大大提高了注射成型的重复性和稳定性,减小了制件的尺寸波动,也就提 高了制件的尺寸精度和尺寸稳定性。注塑机要实现闭环控制,对于液压式注塑机而言,
就必须采用伺服阀,实现液压系统压力和流量的闭环控制。超精密型注塑机除了采用伺
(2)制品重复精度高 主要表现在制件重量偏差小,重量偏差通常在0.7%以下。
(3)模具的材料好,刚性足,型腔的尺寸精度、光洁度以及模板间的定位 精度高 。
(4)采用精密注射机设备。 (5)采用精密注射成型工艺 精确控制模具温度、成型周期、制件重量、成型生产工艺。 (6)选择适应精密注射成型的材料 PPS、PPA、LCP、PC、PMMA、PA、POM、PBT、加玻纤或碳纤的工 程材料等。
模具零件 导柱导套 成型零部件 使用要求 材 料
表面耐磨、有韧性、抗弯曲、以45、T8A、T10A多 不易折断 强度高、耐磨性好,特殊情 以铬锰合金钢为多包括: 况下需耐腐蚀 9CrWMn、Cr12MoV、 42CrMo40MnVB、30CrNi4 等
浇口套
顶杆、拉料杆等 固定模板、水口板等
耐磨性好,特殊要求耐腐蚀 以45、50、55为多
ቤተ መጻሕፍቲ ባይዱ
影响制件的尺寸精度主要有:
(1)成型材料的收缩特性,采用尺寸稳定性高的塑料 塑料的收缩特性是塑料固有特性
之一,它对塑料件尺寸稳定性和精度起着重要的作用。塑料的收缩特性包括塑料的热收 缩、弹性回复、塑性变形、后收缩和老化收缩的综合反映。它表现为成型过程和使用过
程中受环境影响而发生的线性收缩率和体积收缩率的变化,常用收缩特性值表示。
(5)、采用精密成型工艺 采用多级注塑,并对精确控制模具温度
三、精密注塑成型中制件收缩问题之探讨
精密注塑制品不仅有尺寸公差、几何精度、表面光洁度的概念,而且有重复精度,对日、
度与金属零件的精度等同起来。塑料制品最高的精度等级是三级精度,即尺
寸公差可达0.001mm以下,而金属零件尺寸可分为十四级,加工精度分有九 级。
精密注塑成型有哪些特点?
(1)制件的尺寸精度高,公差范围小,即有高精度的尺寸界限 精密塑胶制 件的尺寸偏差会在0.03mm以内,有的甚至小到微米级,检测工具依赖于投 影仪。
(3)制品使用环境的温度、湿度以及尺寸蠕变的幅度 化的环境里,保持不发生形变的能力要好。
制件在承受外力作用或在温度变
(4)注塑成型设备——用精密注塑机代替常规注塑机 精密注塑机是带有射胶闭环控制的 注射机,通常注塑机的注射压力和注射速度是采用闭环控制的,所谓闭环控制,也叫反馈 控制,指的是在控制系统中,通过检测组件对控制系统的输出信号进行检测,将检测信号 再传递到控制器,控制器对该检测信号进行运算处理,从而实现输出信号与系统要求的输 出信号一致,使输出信号更接近于期望值,系统输出偏差最小。
强度和耐磨性能好 强度和刚度好 以T8、T8A、T10、T10A多 以45、50、40Cr、40Mn等
C、制品脱模性 模具要尽量采取少的型腔数、少而短的流道以及比普通模具有更高的光 洁度,这样有利于脱模。
D、塑件的精度 主要取决于模具型腔尺寸精度、型腔定位精度、分型面精度。判断的标
准是塑件的设计是否易于加工、模具浇口的充模性能是否良好、模具的冷却系统是否能够 均匀冷却模具等等。一般精密注塑模具的尺寸公差,应控制在制品尺寸公差的1/3以下。
(2)模具设计和加工精度 A、精密模具的材料 选择机械强度高的合金钢。制作型腔、浇道的材料要经 过严格的热处理。硬度高(成型零件要达到HRC52左右)、耐磨性好、抗腐
蚀性强的材料。
B、可加工性与刚性 在模具结构设计中,型腔数不宜过多,而底板、支承板、型腔壁都要厚一些,
避免零件在高温、高压作用下发生剧烈弹性形变。模具零件使用情况见下表:
主编:科骏机械 周生(工程师) 欢迎各大高校,精密注塑成型企业以及精密成 型爱好者交流联系!
一、
什么叫做精密注塑成型?
精密注塑成型,从严格意义上来说,指的是通过注塑机设备生产出来的 塑胶制品的尺寸精度,可以达到0.01mm以下,通常在0.01~0.001mm之间的一 种注射成型生产方式。“精密注射成型”这一概念,主要是区别于“常规注射 成型”,随着高分子材料和微电子技术的高速发展,电子电路高度集成化,使 得工业设备零件逐渐发展为高性能化、高精度化、轻量化、小型化和微型化。
这样,精密塑胶制件因为符合高精度要求,同时具备良好的机械、力学性能以
及尺寸稳定性等优点,在机械、电子、仪器、通讯、汽车和航空仪表等行业领 域里,取代了部分高精度的金属零件而得到了广泛应用。
由精密注塑成型的定义可知,精密塑胶件的尺寸公差范围是非常窄的。 而实际上,塑胶成型行业内公认,当塑胶制件的尺寸公差在0.1mm以下,或 者说制件尺寸正负公差在0.1mm以下,都可称之为精密成型,制件的尺寸公 差达到微米级的,可以称之为超精密级注塑成型。 相对精密注塑成型而言, 普通注塑成型的制件的尺寸公差通常在0.1mm以上,制件的尺寸公差范围相 对较宽,并且随着制件体积或重量的增加,制件的尺寸公差也会有所增加。 值得一提的是,由于材料本身的性质和加工手段不同,不能把塑料制件的精
二、 精密注塑成型受到哪些因素的影响?
要注塑出精密的塑料制品,材料选择、模具设计和加工、注射成型工艺、成型人员的技 术水平以及精密注塑成型机,五大因素缺一不可。精密塑胶制件的精度包括尺寸精度, 形位精度和表面精度,分别对应尺寸公差、形位公差和表面粗糙度,其中尺寸精度是塑 胶制件重要的制造和使用质量指标。