沃尔丁在线堆焊设备样本
ZDL_Z150焊接堆焊工艺

一、焊接要求:
1.在阀门密封试压时,焊缝不得有渗漏现象。
2.焊缝不得有裂纹等缺陷。
3.焊接时应使用焊接夹具,尽量减少阀座的装焊变形。
(图1)
二、焊前准备:
1.焊条烘干。
焊条在施焊前必须烘干,随用随烘。
“结422”焊条在焊前需经过200~250
2.
3.
4.
1.
3.焊接规范:
1.
光洁度。
楔角应符合要求,由钳工配闸板。
在闸板吻合度及角度较好后,用焊接夹具将闸板、阀座压紧。
用耐火纤维将二孔闸板处填好,防止飞溅颗粒损伤密封面。
2.焊接:
a.点焊:按(图2)次序点焊4点。
b.焊接:先焊接一面,焊接在转台上进行,并使焊缝成“船形”位置。
起焊点从‘1’开始(图2),焊二层,第一层焊后应清除焊渣,再焊第二层。
点焊另一
c.
3.
4.
到
1.
2.
焊缝时应使用夹具将闸板闸紧。
MLX150L 焊接 terminal 工具包说明书

Hand held crimping tools are intended for low volume, prototyping, or repair requirements only.CAUTION: Molex crimp specifications are valid only when used with Molex terminals and tooling. CAUTIONS1.Manually powered hand tools are intended for low volume or field repair. This tool is NOT intended forproduction use. Repetitive use of this tool should be avoided.2.Insulated rubber handles are not protection against electrical shock.3.Wear eye protection at all times.e only the Molex terminals specified for crimping with this tool.CAUTION: Repetitive use of this tool should be avoided.CertificationMolex does not certify or re-certify commercial grade hand tools but rather supplies the following guidelines for customers to re-certify hand tools.%This tool is qualified to pull force only. To re-certify, crimp a terminal to a wire, which has been stripped12.7mm (1/2”) long, so there is no crimping of the insulation. Pull the terminal and wire at a rate no faster than25mm (1.00”) per minute. See the Molex web site for the Quality Crimp Handbook for more information on pull testing.%When the hand tool is no longer capable of achieving minimum pull force, it should be taken out of service and replaced.%This tool is very difficult to disassemble and reassemble. Customer repair is not recommended.。
Ersa i-CON TRACE 手动焊接站说明书

World's first IoT manual soldering stationAt electronica 2022, Ersa will be presenting at booth B1.234 the world's first manual soldering station, with which soldering processes in electronics manufacturing can be improved and seamlessly documented.With the Ersa i-CON TRACE, traceability can also be ensured for manual soldering processes for the first time. The smart IoT soldering station records process information seamlessly and offers visual reports. It is possible to identify the causes of quality deviations at an early stage, isolate them and trace problems. The data collected can help to identify quality defects on manually created solder joints in returned assemblies.The i-CON TRACE soldering station, equipped with WiFi, Bluetooth and optionally also with a network card, has an outstanding soldering performance with a heating power of 150 W. It has a characteristic operating concept and can be controlled using mobile end devices such as a notebook, tablet, or smartphone. In addition, the supervisor can centrally specify the parameters relevant for a soldering task. The Ersa TRACE Cockpit operating software also makes it possible to assign a soldering task to a specific specialist. Actual temperature and other parameters are displayed and can be adjusted job-related.To enable the operator entrusted with a manual soldering task to carry out the work assigned to him, the component, soldering tip, solder wire and flux are detected with a hand-held scanner. "The soldering station is only ready to use when all factors correspond to the task. This eliminates potential errors, increases process reliability, and ensures complete traceability of the process data. The operator can thus concentrate fully on the soldering task," emphasises Jörg Nolte, product manager for soldering tools, rework, and inspection systems at Ersa GmbH.The i-CON TRACE soldering station can be used both as a stand-alone soldering station with pre-set parameters and integrated into MES (Manufacturing Execution System)-controlled production processes. If the TRACE App, which is available free of charge and ensures intuitive and safe operation, is used in conjunction with the TRACE Cockpit, the soldering station can also be controlled using mobile devices such as a notebook, tablet, or smartphone in the company network.In addition, the newly designed and thermally optimised soldering tip range increases the efficiency of energy transfer by up to 30 %. Finally, the Tip'n'Turn quick-change system, specially developed and patented by Ersa, allows the uncomplicated, quick, and safe change of the soldering tips offered in different shapes and sizes. The easy-to-use bayonet lock also provides a pre-tension, which permanently presses the soldering tip against the heating element. This ensures a stable temperature accuracy of +/- 2° C. In addition, the long-life heating element and the soldering tip can be replaced independently of each other, thus reducing operating costs and protecting the environment.Pictures:Kurtz Holding GmbH & Co. Beteiligungs KGPicture Captions:The i-CON TRACE IoT soldering station allows complete traceability during the manual soldering process. Link: https:///products/electronics-production/soldering-tools/i-con-traceKurtz Holding GmbH & Co. Beteiligungs KG。
自动离线堆焊设备技术方案文档

【1】自动堆焊设备技术简介一、焊接设备是由焊接十字架.专用药芯送丝机构.操作系统.水循环系统.多功能明弧焊电源加外围设备组成,要紧应用于水泥、电力、钢铁、矿山、石化等行业,针对大型立磨、煤磨、连铸辊、其它耐磨设备的耐磨衬板的硬面修复工作。
可实此刻线修复、离线修复;明弧、埋弧和药芯、气保焊接铝合金行走小车在铝合金横臂上做水平方向(X轴)的步进操纵,实现焊接行走。
铝合金小车提升垂直方向(Y轴)铝合金竖臂做步进操纵,实现杆身长度操纵。
铝合金小车和铝合金臂通过快装方式进行安装连接,安装简便。
高精度焊接十字架由145毫米铝合金臂和行走小车组成,可实现精准步进和提升功能送丝机采纳水冷方式,可持续进行焊接作业。
操纵操作系统由触摸屏,操纵箱和手操面板。
该套设备适用于立磨在线和离线堆焊修复,能够快速安装,操作简便,操作人员少等特点,配有磨盘磨辊旋转接地装置。
一、采纳运算机程序操纵,触摸屏操控,伺服驱动。
二、堆焊时刻记录功能。
3、焊接电源采纳米勒专用电源,输出特性稳固。
4、高性能周密减速机四轮送丝。
5、自动记录每班焊接时刻及停机时刻,便于生产治理。
6、集明弧焊、埋弧焊、气保焊、摆动焊多功能于一身。
7、既可在线堆焊又可离线堆焊。
8、既可堆焊轧辊又可堆焊耐磨板。
9、X、Y轴行走机构,定位精准反映迅速。
10、适用直径Φ1.6mm~3.2mm药芯焊丝,焊接表面成型美观。
11、操控采纳触摸屏中英文界面,通俗易懂方便有效。
12、各单元连接全数采纳入口航空插头,牢固耐用,方便美观。
焊接系统组成米勒焊接电源、焊接操纵箱(单元)、X轴、Y轴轨道、X、Y轴行走机构、轨道固定架、焊枪角度调整机构、四轮送丝机构、水冷焊枪及导电嘴、操纵电缆和焊接电缆、冷却器、电器、水管等附件、遥控装置、送丝管、送丝旋转架(选装)安装焊接例图二、焊机特点介绍:DELTAWELD852型电源:坚实靠得住,高效节能,物超所值,使得Deltaweld系列MIG焊机知足大多数工业制造的需求,配合FD23-200W A系列的送丝机,是工业市场的要紧重荷加工设备。
在线堆焊设备精编版

在线堆焊设备文件编码(008-TTIG-UTITD-GKBTT-PUUTI-WYTUI-8256)在线堆焊设备技术方案北京时代勤和科技有限公司在线堆焊设备IN SITU-WELDING一 设备简介(工业级无线遥控)该套设备适用于在线或离线堆焊修复,可以快速安装,操作简便,操作人员少等特点。
序号Description 名称Part No 零部件号 数量 QTY 一、在线堆焊设备部分 1 控制箱 TX-100Concast Control Box 1台 2 双轴移动小车 FD23-200ZX X-Y D2 carriage 1台 3 横梁2M WD120LI 2M X-axis beam 1根 4 横梁1M WD120LI 1M Y-axis beam 1根 5 送丝机支持托架FD23-201Insulating block1只19自动碳弧气刨机(直径13mm-16mm碳棒)一、操作界面介绍堆焊、气刨功能,下面对各个画面做简单介绍,以方便操作人员使用:1.开机画面图12.堆焊画面开机画面如图1所示:点击中文进入进入中文界面,点击英文进入英文画面,下面只对中文画面做介绍,点击中文进入,进入如下画面:图2图2画面为堆焊监控画面,黄色数字原件为数据显示区,画面上部区功能:设置堆焊时小车步进速度;小车的步进长度(每次接收到步进信号做1次步进);两个红色开关为点动交替开关(每按1次状态变化1次),用于选择是否开启X轴或y轴做步进动作,红色关闭,绿色开启;开关按钮右边带文字的两个切换按钮,用于切换X轴和y轴步进时的步进方向,向左或向右,向上或向下。
画面下部功能:焊接层数,黄色用于显示,右边蓝色用于设置堆焊层数,默认为零,不计数,一直堆焊直到焊完整个零件(如设置了堆焊数值,记录到等于设置值时,机器自动停止焊接);下面的送丝速度,用于显示和设置堆焊时的送丝速度;蓝色方框里面步进定长切换按钮的作用:堆焊模式为常规用法,每焊1圈小车按步进长度设置值步进1次,新增加的定长功能,用于预设长度焊直缝,定长按钮按下,启动焊接后,机器会按步进长度设置数据和方向焊接,焊接完成自动停止;堆焊气刨转换开关,用于切换堆焊送丝和气刨送碳棒的数据,堆焊时设置为红色。
用耐磨堆焊修复铲斗
用耐磨堆焊修复铲斗
郭恒博;葛福华
【期刊名称】《工程机械与维修》
【年(卷),期】2007(000)009
【摘要】因装载机及挖掘机铲斗前部斗齿及主刀板硬度低、耐磨性差且韧性不足,在磨粒冲击力和滑动摩擦力的双重作用下,易发生脆断。
据不完全统计,全国每年消耗的斗齿及主刀板达数百吨之多。
【总页数】1页(P142)
【作者】郭恒博;葛福华
【作者单位】山东省临沂市经济开发区临工工业园,276023;山东省临沂市经济开发区临工工业园,276023
【正文语种】中文
【中图分类】TU6
【相关文献】
1.辊压机棍面耐磨层在线自动堆焊修复
2.气粉机粉碎室的耐磨堆焊修复方法
3.新型TDL-65耐磨堆焊焊条在制砖机铰刀耐磨堆焊修复中的应用
4.铁路关键耐磨零件堆焊修复技术
5.关于水泥厂辊压机辊面的耐磨堆焊修复研究
因版权原因,仅展示原文概要,查看原文内容请购买。
立磨磨辊及磨盘在线堆焊方案(修定)3M

立磨磨辊在线堆焊方案1、人员安排:分二个班次连续24小时作业。
每班配备熟练焊工4名、电工1名、当地员工8名共13人。
2、工具及材料:2.1.配电柜2只及电源线若干(长度及规格由电气根据现场负荷选配)2.2.照明灯2只,手电筒2只2.3.多孔插线排4只2.4.自动焊机设备5台套(一台备用)、磨辊传动减速机4台套2.5.手动角磨机4台2.6.电弧气刨枪4只(需要修复时准备)2.7.测温枪1把2.8手锤4把、尖锤4把、钢丝钳4把、十字螺丝刀2把、10吋活动扳手2把、内六角扳手1套、3m钢卷尺2把2.9.电焊面罩4只、黑、白玻璃各10块2.10.墨镜12只、防护镜12只、防尘帽13顶,防尘口罩26只、手套30双2.11.磨L型样板1块、大头样板1块、2.12.尼龙绳50m、胶带3卷、4分塑料管6根、12号铁丝3公斤、石笔1盒2.13.氧气割枪二套,电焊机二套2.14、槽钢14#一根、槽钢10#一根、12mm钢板2平方、80mm圆钢2m(制作限位块)2.15.砂轮片(100mm)100片、钢丝轮(100mm)100片。
2.16、焊丝:626耐磨焊丝四桶,若辊套过度磨损需堆焊过渡层时,需准备615焊丝四桶。
2.17、吊车一辆、叉车一辆2.18、防雨设施二套(包括雨布、支架)2.19、手扶短爬梯2个3、停机焊接前的准备工作:3.1、压缩空气管道连接到立磨检修平台,并用软管分别引到磨辊处作为气刨和堆焊时冷却用;3.2、制作二配电柜安装到立磨检修平台。
二配电柜用作4台焊机、4台磨辊传动、以及砂轮机和照明等供电。
3.3、检查自动焊接设备是否完好3.4、搭好防雨支架3.5、安装磨辊传动十字架及焊接导轨支架(在上一次停磨时完成)4、焊接时间:在不影响窑运转的情况下,根据磨辊磨损情况及自动焊接设备的焊接效率,以每次立磨停机时间2天(48小时)为准、视情况可浮动。
5、焊接设备安装调试:(时间5h)5.1磨内清理:清理磨盘上物料、用压缩空气清理干净磨辊上的残余物料灰尘,其他部位也尽可能的清理干净。
沃尔夫电缆电焊缝机配件说明书

Size visible when fitting drive roll, is size groove in use.Part No.Drive Roll DescriptionW6000700.023" - .035" Hard Wire (0.6 mm - 0.9 mm)7977036.023"-.030" Hard Wire (0.6 mm - 0.8 mm)7977732.030"/.035" Cored Wire (0.8 mm/0.9 mm)Drive RollsSet Wirespeed (MIG)Set Amperage (LIFT TIG)Set Amperage (STICK)Set Voltage (MIG)Set Downslope Control(LIFT TIG)Set Arc Force Control(STICK)Set Inductance (MIG)DC Reverse Polarity (Positive)DC Straight Polarity (Negative)2T and 4T(MIG & LIFT TIG)5LIFT TIGMIGSTICKSet Polarity(Refer to Operating Manual for further information)Easy Steps For Welding.035" (0.9mm)Groove+++Spool Gun++MIG LIFT TIG STICK4T2T- SOFTAVWIRESPEED+ HARDDOWNSLOPE (S)10102244779911336688ARC FORCE (%)INDUCTANCE2468314a SELECTPROCESSb cdTUNGSTEN DIAMETER FILLER ROD(If Required)MATERIAL SELECTIONBASE METAL THICKNESSNOTE: Shield gas pure Argon. Polarity setting should be set to DC Straight Polarity (NEGATIVE) for all materials.MS = Mild Steel SS= Stainless Steel24 ga. (0.6 mm)22 ga. (0.8 mm)18 ga. (1.2 mm)16 ga. (1.6 mm)1/8" (3.2 mm)3/16"(4.7 mm)1/4” (6.4 mm)MUL TI PROCESS WELDING SYS TEMa1bcdMATERIAL SELECTION SELECT PROCESSWELDING WIRE TYPESHIELD GAS TO BE USEDMATERIAL THICKNESS24 ga. (0.6 mm)22 ga. (0.8 mm)18 ga. (1.2 mm)16 ga. (1.6 mm)1/8" (3.2 mm)3/16"(4.7 mm)1/4" (6.4 mm)MIG Set-Up Guide Contact TipsNozzles1210-11121/2" (13 mm)Tip Flush1110-1102.035" (0.9 mm)1110-1202.035" (0.9 mm)Heavy Duty1110-1101.030" (0.8 mm)1510-1101Standard Optional1110-1100.023" (0.6 mm)1210-11101/2" (13 mm)Tip Recessed1210-11003/8" (10 mm)Tip Recessed1210-13023/8" (10 mm)Tapered Nozzle1210-11205/8" (16 mm)Tip RecessedGas DiffuserConductor Tube831575_A CLIFT TIG.040" (1.0 mm)1/16" (1.6 mm)1/16" (1.6 mm)3/32" (2.4 mm)1/8" (3.2 mm)1/16" (1.6 mm)3/32" (2.4 mm)5/32" (4.0 mm)-35-5045-60-----20-3530-55-------60-9080-115-----40-7065-110-------115-165------100-150-------160-200------135-1802222abb MATERIAL SELECTIONELECTRODE SELECTIONSELECT PROCESSELECTRODE DIAMETERcAmperage Display (Range)70-95100-135145-175Arc Force Knob 345Polarity Selection Amperage Display (Range)70-11090-160130-175Arc Force Knob 234Polarity Selection Amperage Display (Range)40-8060-11090-150Arc Force Knob 246Polarity Selection2223334443/32"(2.4 mm)1/8"(3.2 mm)5/32"(4.0 mm)STICKMild SteelStainless Steel60137018316STICK Set-Up Guide DC Reverse Polarity (Electrode Positive)DC Reverse Polarity (Electrode Positive)DC Reverse Polarity (Electrode Positive)MIGDC Straight Polarity Mild Steel (Gas Shielded)Mild Steel (Gas Shielded)Mild Steel (Gas Shielded)Mild Steel (Gas Shielded)Wirespeed Display 150260300320430650650Voltage Display 11.414.3171821.52525Inductance Knob 101087666Polarity Selection 2345DC Reverse Polarity (Positive)E70S-6.023" (0.6 mm)Wirespeed Display 134213250300460600650Voltage Display 11.21315.816.52224.625Inductance Knob 10101010864Polarity Selection 2345DC Reverse Polarity (Positive)E70S-6.030" (0.8 mm)Wirespeed Display --150170*********Voltage Display --16.91820.32525Inductance Knob --88755Polarity Selection 2345DC Reverse Polarity (Positive)E70S-6.035" (0.9 mm)Wirespeed Display ---160430650650Voltage Display ---1520.82525Inductance Knob ---101055Polarity Selection 2345Mild Steel (Gasless)Not RequiredDC Straight Polarity (Negative)E71T-11.035" (0.9 mm)Wirespeed Display --270270430630650Voltage Display --13142024.524.9Inductance Knob --88881Polarity Selection2345100% ArgonDC Reverse Polarity (Positive) Use Spool GunAluminum (Gas Shielded)Use Spool GunAL4043AL5356.035" (0.9 mm)Wirespeed Display --150170*********Voltage Display --171820.52525Inductance Knob --101010910Polarity Selection 2345DC Reverse Polarity (Positive)E70S-6.035" (0.9 mm)100% C0275% Ar, 25% CO 275% Ar, 25% CO 275% Ar, 25% CO 2Mild Steel & Stainless SteelAmperage Display Amperage Display Amperage Display Amperage Display(MS)(MS)(MS)(MS)(SS)(SS)(SS)(SS)LIFT TIG Set-Up GuideConsumable Parts - Tweco WeldSkill 180ATweco WeldSkill 180A MIG Torch (WS180TA-12-3035)®0.9 mm.035"11Select Process:MIG, LIFT TIG or STICK2。
Master MasterTig MLS 焊接设备使用手册说明书

4.1.1 每六个月维护一次......................................................................................................... 18
4.1.2 服务协议......................................................................................................................... 18
2.8.1 在 MMA 焊方式下选择焊接极性................................................................................... 6
2.8.2 地线................................................................................................................................... 6 2.9 冷却单元(MasterCool 10)........................................................................................... 6 2.10 保护气......................................................................................................................................... 7
中速辊式磨煤机在线堆焊技术方案方案
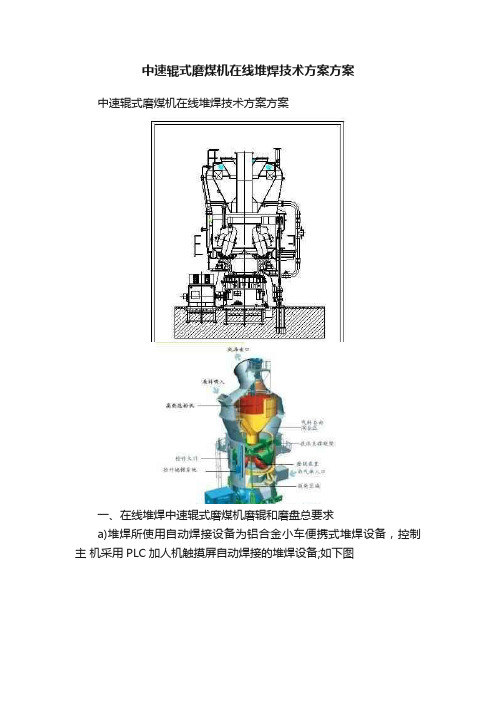
中速辊式磨煤机在线堆焊技术方案方案中速辊式磨煤机在线堆焊技术方案方案一、在线堆焊中速辊式磨煤机磨辊和磨盘总要求a)堆焊所使用自动焊接设备为铝合金小车便携式堆焊设备,控制主机采用PLC加人机触摸屏自动焊接的堆焊设备;如下图1/4页二、产品验收:乙方在堆焊过程中采用合理的焊接规范,保证堆焊物品不变形,保证堆焊恢复至产品原设计尺寸三、堆焊流程四、堆焊具体修复方案对于需方现场使用复合堆焊材质的产品,供方要求甲方派人验收基体铸造质量和进行探伤。
按本公司检测标准检验,焊层硬度大于等于59.中速辊式磨煤机磨辊和磨盘辊压机辊子的在线修复,专门制定修复方案如下:1. 堆焊工作采用自动焊接,以保证焊接质量;2. 焊接现场的电源空开需客户配合提供;3. 中速辊式磨煤机检查磨辊和磨盘机,之前在线整体堆焊修复过,但未知具体堆焊次数。
一般建议客户在线堆焊超过5次以上的,应该进行离线焊接修复;4. 处理辊体时,如有未知状况发生,双方商议和确认合理方案;5. 为满足客户实际生产需要。
我们在线整体焊接修复中速辊式磨煤机2/4页磨辊和磨盘;一般具有以下步骤及要求:1) 与客户先期确认可行性方案;2) 清理中速辊式磨煤机磨辊和磨盘所有表面研磨物料; 3)检查测量磨辊磨盘的磨损情况,并记录,计算堆焊的工作量和焊丝量3) 安装架设辅助传动设备;焊接接地要求可靠不能烧损传动轴承;4)安装架设便携式自动堆焊设备;5)开始堆焊;5)堆焊过程不能损坏客户的设备;5)做好焊接记录,和客户及时沟通堆焊的情况; 五、堆焊工艺一(清除疲劳层至目视可见的缺陷全部清除。
二(根据堆焊参数堆焊:伸出长 32~38 毫米焊速v=300~500 毫米/分(2.8mm 焊丝) v=400~600 毫米/分(3.2mm 焊丝)搭接?20%步进7-9mm焊道:7-10mm工艺状况ZGM 型中速辊式磨煤机在线堆焊方案3/4页1(焊接电流:400A,500A 焊接电压:30V,38V2(堆焊冷却方式:风冷或者水雾,保持层间温度?100?。
华尔特 MIG 液态盐煤电焊机说明书

Built with Hobart quality and durability, the Handler 140 is a wire welding package with industrial performance capable of operating on standard 115/120 volts, 20 amp home circuits.The broad output range of 25–140 amps allows you to weld 24 gauge up to 1/4 inch steel. It is also capable of running the following wires: mild steel or stainless steel .023–.035 in (0.6–0.9mm),flux cored .030–.035 in1 lb spool of .030 in (0.8 mm) self-shieldedflux cored welding wireWeld set-up and information chart Power cord with plugOwner’s Manual with parts lists, installation,operation, maintenance and MIG welding guidelines®Certified by Canadian Standards Association to both Canadian and U.S. Standards.BENEFITSStable arc with improved performance on thin gauge material.Provides positive feed with adjustable tension. Easy access for threading wire.Eases use and excellent safety feature which makes wire electrically “cold” when not welding.Provides a broader operating window for each wire with quick and easy adjustment for different materials and thicknesses.Purge gas line and set flow rate without wasting wire.Access makes it quick and easy to change polarity for solid or tubular wire plus includes convenient *CSA rating.Hobart WeldersAn Illinois Tool Works Company U.S. Distributor Sales Phone 920-735-4576FAX 800-637-2315Hobart Retail Sales Phone 800-332-3281FAX 937-332-4161Canadian Sales Phone 888-489-9353FAX 519-421-0480International SalesPhone 920-735-4509FAX 920-735-4125Web Site 2Small Running Gear/Cylinder Rack #194 776 Durable construction. For gas cylinders no larger than 7 in (178 mm) diameter, maximum weight 75 lb (34 kg).Purchase #500 505and receive the Handler 140 and #194 776cart packaged together. Running Gear/Cylinder Rack #770 187 Heavy-duty construction. For gas cylinders no larger than 7 in (178 mm) diameter, maximum weight 100 lb (45 kg).Drive RollsContact TipsNozzleSee chart below.Tip AdapterProtective Cover #195 186Weatherproof nylon resists stains and mildew,and protects the finish of your welder.3CONSUMABLESAvailable from Miller Service Parts Available from Hobart Retail SalesItem Miller Part No.weldit Part No. Contact Tips.023/.025 in (0.6 mm)#087 299 (Order in multiples of 10).030 in (0.8 mm)#000 067 (Order in multiples of 10).035 in (0.9 mm)#000 068 (Order in multiples of 10)Nozzles#169 715#169 716Litho in USA。
Miller 334 771- -001 9611A22 焊接工具简易操作手册说明书
Simplified service manualLIST OF CONTENTS Page ........................................................... SAFETY4.......................................... TECHNICAL DESCRIPTON5 ..................................................... INSTALLATION6 ....................................................... OPERATION10 .................................................... MAINTENANCE10................................................. SELECTION TABLE11......................... ACCESSORY SET FOR INTERNAL WELDING12................. ACCESSORY SET FOR EXTERNAL FILLET WELDING13......................... ACCESSORY SET FOR WELDING TITANIUM14 WORKING RANGE15.............................................................................................. DIMENSION DRAWING16 ......................................................... DIAGRAM17........................................... CONNECTION DIAGRAM18....................................... SPARE PARTS LIST A22POB21 Rights reserved to alter specifications without noticeSAFETYSAFETYUsers of ESAB welding equipment have ultimate responsibility for ensuring that any-one who works on or near the equipment observes all the relevant safety precau-tions.Safety precautions must meet the requirements that apply to this type of welding equipment.The following recommendations should be observed in addition to the standard re-gulations that apply to the work place.All work must be carried out by trained personnel who are familiar with the operation of the welding equipment.Incorrect operation of the equipment may lead to a hazardous situation which can result in injury to the operator and damage to the equipment.1.Anyone who uses the welding equipment must be familiar with:S its operationS the location of emergency stopsS its functionS relevant safety precautionsS weldingTo make this easier each switch,pushbutton or potentiometer is marked with a symbol or text that indicates its function when activated.2.The operator must ensure that:S no unauthorized person is stationed within the working area of the equipment when it is started up.S that no--one is unprotected when the arc is struck3.The work place must:S be suitable for the purposeS be free from draughts4.Personal safety equipmentS Always wear recommended personal safety equipment,such as safety glasses,flame--proof clothing,safety gloves.S Do not wear loose--fitting items,such as scarves,bracelets,rings,etc.,which could become trapped or cause burns.5.General precautionsS Make sure the return cable is connected securely.S Work on high voltage equipment may only be carried out by a qualified electrician.S Appropriate fire extinquishing equipment must be clearly marked and close at hand.S Lubrication and maintenance must not be carried out on the equipment dur-ing its operation.TECHNICAL DESCRIPTIONThe POB tube plate welding tool is intended for TIG--welding of tubes into flat tube plates. It is suitable for all types of weld joints,in certain cases using extra equipment.The POB12--60welding tool is intended for use together with a spindle and a centering mandrel according to the selection table on page11.POB12--60is intended for use with the power sources MECHTIG315INVERTER, PROTIG315INVERTER,PROTIG250and PROWELDER250TECHNICAL DATA A22POBMax.continuous welding current180A/60%Max.pulsed welding current200A/60%Working range:base specificationwith titanium welding kitwith external fillet welding kitwith internal welding kit12--60mm12--60mm12--60mm according to designationElectrode angle for:butt weldinginternal fillet weldingexternal fillet weldinginternal welding(See page15) parallel with tube axis 30_to tube axis15_to tube axis90_to tube axisElectrode diameter 1.6and2.4mm Speed of rotation0.3--4.5r.p.m Wire feed speed0.15--1.5m/min Wire diameter0.8and0.91mm Length of welding cable8mWeighttoolcable and hose bundle 4.5kg4.5kgOrder no.POB12--60,base version with wire feed unit333893--881Base version can be fitted with accessory kits for -external fillet welding-titanium welding-internal welding diameter:9.5--15mm15--20mm20--30mm333897--880441000--880441131--880441132--880441133--880 dra1b003When ordering an accessory set for internal welding,please indicate both the inner diameter (D)of the tube and the distance of the welding joint to the outside(A)of the plate.INSTALLATION1.Welding power source,see separate instruction manual.2.Dimension drawing,see page16.3.Diagram,see page17.4.Connection diagram,see page18and page19.5.Tool dismantling:It is necessary to dismantle the tool.S For adjustment of the”home”position.S In the event of a fault.Dismantling:S Remove the three bolts(1)in the support ring(2).S Remove the screw(4).S Pull off the support tube(3).S Carefully withdraw the entire inner assembly(5)backwards,being careful not to damage the microswitch.6.Adjusting the”home”position:S Remove the four bolts(7).S Withdraw the gear ring.The lifting cog influencing the microswitch can now be moved a full turn in22˚,5steps,starting at11˚,25counted from12o’clock.7.Tool reassembly:S Insert the inner assembly(5)in the outer casing(6).Make sure that the microswitch is not located just opposite the lifting cog.S Rotate the parts slightly relative to one another,so as to engage the motordrive gear and the gear ring.S Fit the support tube(3),(lightly grease the contact surface of the sealing ring with a suitable grease,e.g.Barrierta).Fit the support plate(2)with the screws(1).S Fit the screw(4).8.Replacement and fitting of the electrode:S Cut off the electrode to some45mm and grind it to the desired angle.S Remove the gas cup(3).S Remove the electrode nozzle(2)and the electrode nozzle with gas lens.S Replace the electrode.When changing to a different electrode diameter it is necess-ary also to change the electrode nozzle(2)and the collet(1).dra1b001The adjustment of the electrode is important to guarantee the repeatability for continued welding.Use ready--ground electrodes of the same length and fit them in the same position.9.Adjustment of the welding diameter:S Slacken the locking screw(8).S Use a screwdriver to turn the gear wheel(7),which is mounted on the link arm(3),sothat the correct welding circle diameter isobtained.S Slacken the screw(4).S Adjust the electrode angle by rotatingthe electrode holder(6).S Tighten the locking screws(4and8).10.Adjusting the arc length:S Adjust the length of the arc(i.e.thedistance between the tip of theelectrode and the workpiece)byscrewing the spacing tube(9)in or out.S Secure the setting by means of thelocking nut(10).11.Inserting the filler wire:S Cut off any bent length of the wireand file off the end.S Feed the wire into the nozzle.S Advance the wire through the tool(by running the feed unit manually).12.Replacing the wire nozzle:S Undo the screw(5)and remove the nozzle,which is threaded on to the wire guide.13.Replacing the wire guide:S Dismantle the tool.S Remove the wire nozzle from the wireguide and remove the wire guide from theinner part of the tool.S Screw the internally bevelled end of thenew wire guide into the feed unit.S Fit the wire nozzle.S Mount the tool.dra1b002OPERATIONThe POB tube welding tool connected to the programmable welding power source PROTIG 250,PROWELDER 250,PROTIG 315INVERTER or MECHTIG 315INVERTER:S Set all the welding parameters on the programmable PROTIG 250,PROWELDER 250,PROTIG 315INVERTER or MECHTIG 315INVERTER power source unit.S Adjust the position and the angle of the electrode.SStart the automatic welding sequence by pressing the ”Start”button on the power source or directly on the POB tube welding tool.dra1b004It is important that the tool is suspended according to the adjoining figure.For balancing to weightlessness a counterbalancing device is used.Ordering number 332330--005MAINTENANCES Clean the tool as necessary.S Check wearing parts at regular intervals and replace as necessary.S Check that all hoses and connections for gas,water,welding current and control current are undamaged and correctly connected.SCheck that the correct electrode is being used and that it is properly ground.By separating the inner and outer parts from each other the equipment is easy to service.SELECTION TABLETube diameter Centering mandrel Spindle Min.mm Max.mm Ordering no.Ordering no.9,910,5442634--880442714--880 10,310,9442634--88110,711,3442634--88211,111,7442634--88311,512,1442634--88411,912,7442634--88512,513,3442634--88613,113,9442635--880332208--880 13,714,5442635--88114,315,4442635--88215,216,3442635--88316,117,6442635--88417,419,0442635--88518,820,2442635--88619,921,7442635--88721,423,2442636--880332209--880 22,924,7442636--88124,426,6442636--88226,328,5442636--88328,130,7442636--88430,333,1442636--88532,736,7442636--88636,240,1442636--88739,643,7442637--880332210--880 43,247,3442637--88146,751,8442637--88251,257,2442637--88356,663,7442637--88463,071,4442637--88570,679,0442637--88678,286,6442637--887ACCESSORY SET FOR INTERNAL WELDINGOrder number,see on page5.Fitting:1.Dismount the support plate01and the support tube02.2.Pull of the envelope of the tool06.3.Slacken the welding cable clamp07(approx.6turns)and remove the screws03och04.4.Pull out the electrode holder and link arm05far enough to allow the welding cable to bedisconnected from the electrode holder.5.Push back the envelope06and the support tube02.6.Connect the accessory set for internal welding08to the welding cable.7.Pull the accessory set into the correct position by means of the welding cable and secureit.8.TIGHTEN THE WELDING CABLE CLAMP07THROUGH HOLE09IN THEOUTER CASING06,OTHERWISE THE ROTATION MOTOR WILL BE DAM-AGED!dra1b013ACCESSORY SET FOR EXTERNAL FILLET WELDINGOrder number,see on page5.Fitting:1.Dismount the spacer tube.2.Rotate the inner portion,so that the cable is just opposite the group of holes2xø8in the envelope.3.Insert a2.5mm Allen key through the holesø8and slacken the welding cable clamp(approx.6turns).4.Dismount the electrode holder and pull it out.5.Replace the electrode holder and pull into correct position by means of the welding cable.6.TIGHTEN THE WELDING CABLE CLAMP THROUGH THE HOLESø8.OTHERWISE THE ROTATION MOTOR WILL BE DAMAGED!7.Fit the guide finger mount,the guide fingers,then Allen screw and the locking washer.8.Replace the electrode nozzle.cra1b014ACCESSORY SET FOR WELDING TITANIUMOrder number,see on page5.Welding with the accessory kit for titanium.1.Cut a hole in the rubber disk(1)so that the rubber rests against the plate at a safe dis-tance from the arc.2.Dismount the complete gas shield(2)from the three--point support(3)by means of anAllen key(4).3.Adjust the weld diameter and arc length in the normal way(preferably while the tool isattached to the work piece).4.Fit the gas shield(2)with the gas connection pointing downwards.5.Purge the tool with gas to drive out all the air.6.Tape over theø8holes in the outer casing of the tool(6).dra1b015。
浩博焊接帽C0116系列产品说明书
Creator t Series TABLE OF CONTENTS...... SECTION 1 − WELDING HELMET SAFETY PRECAUTIONS −READ BEFORE USING1.............................................................1-1.Symbol Usage1.......................................................1-2.Arc Welding Hazards1 1-3.Proposition 65 Warnings2.....................................................................................................1-4.Lens Shade Selection T able3..................................................1-5.Principal Safety Standards3..................................................... SECTION 2 − SPECIFICATIONS4.......................................... SECTION 3 − OPERATING INSTRUCTIONS5...........................................................3-1.Helmet Controls5.......................................................3-2.Low Battery Indicator5.........................................................3-3.Lens Delay Control6 3-4.Variable Shade Control (No. 9–13)6......................................................................................................3-5.Sensitivity Control7 3-6.Weld/Grind Mode Switch8.................................................................................................................3-7.Power Modes8.............................................. SECTION 4 − ADJUSTING HEADGEAR9 SECTION 5 − REPLACING THE LENS COVERS10...................................................................................5-1.Replacing Outside Lens Cover10................................................5-2.Replacing Inside Lens Cover11.......................................... SECTION 6 − REPLACING THE BATTERY12.......................... SECTION 7 − INSTALLING OPTIONAL MAGNIFYING LENS13..................................................... SECTION 8 − MAINTENANCE13................................................ SECTION 9 − TROUBLESHOOTING14....................................................... SECTION 10 − PARTS LIST15............................................... SECTION 11 − LIMITED WARRANTY16OM-281996 Page 1SECTION 1 − WELDING HELMET SAFETY PRECAUTIONS −READ BEFORE USINGProtect yourself and others from injury — read, follow, and save these important safetyprecautions and operating instructions.This group of symbols means Warning! Watch Out! ELECTRIC SHOCK, MOVING PARTS,and HOT PARTS hazards. Consult symbols and related instructions below for necessary actions to avoid the hazards..Indicates special instructions.DANGER! − Indicates a hazardous situation which, if not avoided, will result in death or serious injury. The possible hazards are shown in the adjoining symbols or explained inthe text.Indicates a hazardous situation which, if not avoided, could result in death or serious injury. The possible hazards are shown in the adjoiningsymbols or explained in the text.NOTICE − Indicates statements not related topersonal injury.Only qualified persons should install, operate, maintain, and repair this equipment. A qualified person is defined as one who, by possession of a recognized degree, certificate,or professional standing, or who by extensive knowledge, training and experience, has successfully demonstrated ability to solve or resolve problems relating to the subject matter, the work, or the project and has received safety training to recognize and avoid the hazards involved.D Wear a welding helmet fitted with a proper shade of filter to protect your face and eyes when welding or watching (see ANSI Z49.1 and Z87.1 listed in Safety Standards). Refer to Lens Shade Selection table in Section 1-4.D Wear approved safety glasses with side shields under your helmet.D Use protective screens or barriers to protect others from flash, glare, and sparks; warn others not to watch the arc.D Wear body protection made from durable, flame −resistant material (leather, heavy cotton,wool). Body protection includes oil-free clothing such as leather gloves, heavy shirt, cuffless trousers, high shoes, and a cap.∙Before welding, adjust the auto-darkening lens sensitivity setting to meet the application.∙Stop welding immediately if the auto-darkening lens does not darken when the arc is struck.OM-281996 Page 2D Use helmet for welding/cutting applications only. Do not use helmet for laser welding/cutting.D Use impact resistant safety spectacles or goggles and ear protection at all times when using this welding helmet.D Do not use this helmet while working with or around explosives or corrosive liquids.D Do not weld in the overhead position while using this helmet.D Inspect the auto-lens frequently. Immediately replace any scratched, cracked, or pitted cover lenses or auto-lenses.D Lens and retention components must be installed as instructed in this manual to ensurecompliance with ANSI Z87.1 protection standards.D Use only genuine replacement parts from the manufacturer.D Perform installation, maintenance, and service according to the Owner’s Manuals, industrystandards, and national, state, and local codes.D Ventilate the work area and/or use local forced ventilation at the arc to remove welding fumes and gases. The recommended way to determine adequate ventilation is to sample for the com-position and quantity of fumes and gases to which personnel are exposed.D If ventilation is poor, wear an approved air-supplied respirator.D Read and understand the Safety Data Sheets (SDSs) and the manufacturer’s instructions for adhesives, coatings, cleaners, consumables, coolants, degreasers, fluxes, and metals.D Work in a confined space only if it is well ventilated, or while wearing an air-supplied respirator.Always have a trained watchperson nearby. Welding fumes and gases can displace air and lower the oxygen level causing injury or death. Be sure the breathing air is safe.D Do not weld in locations near degreasing, cleaning, or spraying operations. The heat and rays of the arc can react with vapors to form highly toxic and irritating gases.D Do not weld on coated metals, such as galvanized, lead, or cadmium plated steel, unless the coating is removed from the weld area, the area is well ventilated, and while wearing an air-supplied respirator. The coatings and any metals containing these elements can give off toxic fumes if welded.WARNING: Cancer and Reproductive Harm − OM-281996 Page 3ProcessElectrode Size in. (mm)Arc Currentin AmperesMinimum Protective Shade No.Suggested Shade No.(Comfort)*Shielded Metal Arc Welding (SMAW)Less than 3/32 (2.4)3/32−5/32 (2.4−4.0)5/32−1/4 (4.0−6.4)More than 1/4 (6.4)Less than 6060−160160−250250−550781011−−101214Gas Metal Arc Welding (GMAW)Flux Cored Arc Welding (FCAW)Less than 6060−160160−250250−5007101010−−111214Gas Tungsten Arc Welding (TIG)Less than 5050−150150−5008810101214Air CarbonArc Cutting (CAC-A)Light HeavyLess than 500500−100010111214Plasma Arc Cutting (PAC)Less than 2020−4040−6060−8080−300300−400400−80045688910456891214Plasma Arc Welding(PAW)Less than 2020−100100−400400−8006810116−8101214Reference: ANSI Z49.1:2012*Start with a shade that is too dark to see the weld zone. Then, go to a lighter shade which gives a sufficient view of the weld zone without going below the minimum.Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1, is available as a free down-load from the American Welding Society at or purchased from Global Engineering Documents (phone: 1-877-413-5184, website: ).Safe Practice For Occupational And Educational Eye And Face Protection, ANSI Standard Z87.1,from American National Standards Institute, 25 West 43rd Street, New York, NY 10036 (phone:212-642-4900, website: ).Industrial Head Protection, ANSI/ISEA Standard Z89.1, from American National Standards Institute,25 West 43rd Street, New York, NY 10036 (phone: 212-642-4900, website: ).SECTION 2 − SPECIFICATIONSViewing Field 3.82 x 1.85 in. (97 x 47 mm)Reaction Time0.00004 sec (1/25,000 sec)Available Shades Darkened State: No. 9–13/Light State: No. 3Provides Continuous UV And IR Protection (DIN 15) Grind Mode YesSensitivity Control Lo-Hi Adjustment For Varying Ambient Light AndWelding ArcDelay Control Min-Max Adjustment Slows Lens Dark-T o-Light StateBetween 0.1 And 0.9 SecondsPower Auto-On/Auto-OffLow Battery Indicator Red LED Light Illuminates T o Indicate 2−3 DaysRemaining Battery LifePower Supply Solar Cell And Replaceable CR2450 Lithium Battery Sensors Independent/Redundant (Three)Operating T emperature14_F to 149_F / −10_C to +65_C.When stored in extremely cold temperatures, warmhelmet to ambient temperature before welding.T otal Weight19 oz (540 g)Standards ANSI Z87.1-2015, CE EN379, CSA Z94.3-15 Warranty Two Years From Date Of Purchase (see Section 11) NotesOM-281996 Page 4SECTION 3 − OPERATING INSTRUCTIONS3-1.Helmet ControlsLow Battery Indicator3-2.OM-281996 Page 53-4.Variable Shade Control (No. 9–13)OM-281996 Page 6Recommended Sensitivity SettingsStick Electrode Mid-RangeShort Circuiting (MIG)Low/Mid-RangePulsed And Spray (MIG)Mid-RangeGas Tungsten Arc (TIG)Mid/High-RangePlasma Arc Cutting/Welding Low/Mid-RangeGrinding Place Weld/Grind Mode Switch In Grind PositionOM-281996 Page 73-6.Weld/Grind Mode Switch3-7.Power ModesOM-281996 Page 8SECTION 4 − ADJUSTING HEADGEAROM-281996 Page 9SECTION 5 − REPLACING THE LENS COVERS 5-1.Replacing Outside Lens CoverOM-281996 Page 105-2.Replacing Inside Lens CoverOM-281996 Page 11SECTION 6 − REPLACING THE BATTERYOM-281996 Page 12SECTION 7 − INSTALLING OPTIONAL MAGNIFYING LENSSECTION 8 − MAINTENANCENOTICE − Never use solvents or abrasive cleaning detergents.NOTICE − Do not immerse the lens assembly in water.The helmet requires little maintenance. However, for best performance clean helmet after each use. Using a soft cloth dampened with a mild soap and water solution, wipe the cover lenses clean. Allow to air dry. Occasionally, the filter lens and sensors should be cleaned by gently wiping with a soft, dry cloth.OM-281996 Page 13SECTION 9 −TROUBLESHOOTING Trouble RemedyNot switching – auto-lens stays light and will not darken when welding.Stop welding immediately. If power is on, review the sensitivity recommendations and adjust sensitivity. Make sure helmet is not in Grind mode. Clean lens cover and sensors of any obstructions. Make sure the sensors are facing the arc; angles of 45_ or more may not allow the arc light to reach the sensors.Check battery and verify it is in good condition and installed pro-perly. Also, check battery surface and contacts, and clean if ne-cessary. Check battery for proper contact and gently adjust con-tact points if necessary. This is particularly important if the helmet has been dropped.Not Switching – auto-lens stays dark after the weld arc is extinguished, or the auto-lens stays dark when no arc is present.Fine-tune the sensitivity setting by making small adjustments to the control by turning it toward the LO setting. In extreme light conditions, it may be necessary to reduce the surrounding light levels.Sections of the auto-lens are not going dark, distinct lines separate the light and dark areas.Stop welding immediately: The auto-lens may be cracked which can be caused by the impact of dropping the helmet. Weld spatter on the auto lens may also cause cracking. (The lens may need to be replaced; most cracked lenses are not covered by warranty).Switching or Flickering –the auto-lens darkens then lightens while the welding arc is present.Review the sensitivity setting recommendations and increase the sensitivity if possible. Be sure the arc sensors are not being blocked from direct access to the arc light. Check the lens cover for dirt and spatter that may be blocking the arc sensors. Increas-ing Lens Delay slightly may also reduce switching.Inconsistent or lighter auto-lens shading in the dark-state, noticeable on the outside edges and corners.Referred to as an angle of view effect, auto-darkening lenses have an optimum viewing angle. The optimum viewing angle is perpendicular or 90_ to the surface of the auto-lens. When that angle of view varies in the dark-state, welders may notice slightly lighter areas at the outside edges and the corners of the lens. This is normal and does not represent any health or safety hazard. This effect may also be more noticeable in applications where magnifying lenses are used.OM-281996 Page 14SECTION 10 − PARTS LISTFigure 10-1. Creator Series Auto-Darkening Welding HelmetOM-281996 Page 15OM-281996 Page 16Description Part No.Item No.QuantityFigure 10-1. Creator Series Auto-Darkening Welding Helmet1770843Headgear 1..........................................................2♦770274Diopter Lens 150X 1................................................♦770275Diopter Lens 175X 1..................................................♦770276Diopter Lens 200X 1..................................................♦770277Diopter Lens 250X 1..................................................3770845Auto-Darkening Lens 1................................................770284Battery, CR24501......................................................4770883Frame, Lens Replacement 1...........................................5770856Kit, Clear Protective Lens 1............................................♦ OptionalSECTION 11 − LIMITED WARRANTYNotessafely. Read thesafety rules atthe beginningof this manual.Miller Electric Mfg. LLCAn Illinois T ool Works Company1635 West Spencer StreetAppleton, WI 54914 USAPhone: 800-332-3281Visit our website atORIGINAL INSTRUCTIONS − PRINTED IN USA 2018 Miller Electric Mfg. LLC 2018-01。
自动焊机参数记录样本

(high amps)
(low amps)
(Pulse Ses) %at impulse
PERPURGE (seconds) 内吹 force
WELD TIME (seconds) 前吹 Time
DOWNSLOPE (seconds) 后吹 Time
POSTPURGE (seconds)
/
AVERAGE CURRENT
ROTATION Delay SEC RPM LEVEL4 AMPS
LEVEL1 AMPS
LEVEL2 AMPS
LEVEL3 AMPS
脉冲是否使用
前吹 Time 后吹 Time
LEVEL1
LEVEL2
LEVEL3
LEVEL4
DOWNSLOPE
Time 0-99 SEC Time 0-999 SEC Time 0-999 SEC Time 0-99 SEC Time 0-9.9 SEC
ARC WELDING SYSTEM WELD SCHEDULE
焊工姓名:__________ 试片编号:__________ 焊机型号:__________ Pulse High Time Pulse LOW Time 焊工编号:__________ 管材型号:__________ 焊把型号:__________ Pulse LOW AMPS 厂商:__________ 材质:__________ 日期:__________ 内吹 force
POTOR SPEED (% of max Spced)
(high amps)
(low amps)
(Pulse Ses) %at impulse
PERPURGE (seconds) 内吹 force
沃尔丁的堆焊方案
12、各单元连接全部采用进京口沃航空插头,坚固耐用,方便美观。
尔
丁
焊
项目北京 价格 型 接技数
备注
沃 尔
号 量术有
在线堆焊焊接系统 丁 焊
WT-20
1套
限 包括电源和焊接系统 公
堆焊旋转立柱
接 Wt-30 1套
司 沃尔丁定制
堆焊变位机
技 术
10顿
1套
包含磨辊卡具
磨辊减速机驱动
有0.3限5R
1套
包含变频器和驱动减速机
= =
限
公
司
在线磨辊堆焊
在线磨盘堆焊
北京沃尔丁焊接技术有限公司
Beijing WoErDing welding technology co., LTD
堆焊设备介绍
1、采用PLC程序控制,触摸屏操控。
2、堆焊时间记录功能。便于生产管理。
3、焊接电源采用米勒专用电源,输出特性稳定。
4、高性能精密减速机四轮送丝。
磨盘减速机驱动
公 1套
包含链条传动和变频齿轮
耐磨药芯焊丝
司 1吨
合计
优惠价格**万元
项目
技术特点
堆焊控制器
1、设定送丝速度2000-6000mm/min 2、XY轴速度设定800-3000mm/min,用于焊接行走 3、焊接步进设定。0-999mm 4、采用人机触摸设定 5、具有焊接启动停止控制 6、手动和自动操作功能
尔
有
焊枪
丁 连续焊接水冷直体焊枪
限
焊
公
系统备件
接技 水冷枪头,导电杆,导电嘴,送丝轮等
司
焊丝
术有 提供1顿药芯耐磨焊丝
限
技术服务
Radnor水溶液反刺焊疲劳机型号说明书

S afety D ata S heetSection 1: Product and Company IdentificationProduct Name: Radnor Water Based Anti-Spatter Robotic Product Identifier: Anti-Spatter Product Use: Prevents Spatter Build Up in Welding Operations Item Code(s): 64000119, 64000118SDS Code: 039R Supplier: Radnor Physical Address: 259 North Radnor - Chester Road - Suite 100 Radnor, PA 19087-5283Emergency Phone: 866-734-3438Date of Preparation: March 19, 2019OSHA Regulatory Status: Not Regulated WHMIS Classification: Not RegulatedSection 2: Hazard IdentificationEMERGENCY OVERVIEW THIS MATERIAL IS SUBJECT TO NO HAZARDOUS DECOMPOSITION OR HAZARDOUS POLYMERIZATION. STORE ABOVE FREEZING TEMPERATURES DUE TO HIGH WATER CONTENT.GHS LABEL ELEMENTS :CLASSIFICATION OF SUBSTANCE OR MIXTURE: This product is not classified as hazardous according to the Globally Harmonized System (GHS).SUGGESTED NATIONAL FIRE PROTECTION ASSOCIATION :SIGNAL WORD : HAZARD STATEMENTS : PRECAUTIONARY STATEMENTS : May be used to comply with OSHA’s Hazard Communication Standard, 29 CFR 1910.1200. U.S. Department of LaborOccupational Safety and Health Administration (Non-Mandatory Form). Format meets ANSI Z400.1-1998, OSHA 1910.1200 and WHMISrequirements.Section 3: Composition and Information on IngredientsChemical characterization: MixturesDescription: Mixture of the substances listed below with nonhazardous additions.Additional information: Exact concentrations and/or compositions are being withheld as trade secrets.Section 4: First Aid MeasuresINHALATION: Supply fresh air; consult doctor in case of complaints.INGESTION: If symptoms persist consult doctor.EYE CONTACT: Rinse opened eye for several minutes under running water.SKIN CONTACT: Immediately rinse with water.MOST IMPORTANT SYMPTOMS AND EFFECTS, BOTH ACUTE AND DELAYED:No further relevant information available.INDICATION OF ANY IMMEDIATE MEDICAL ATTENTION AND SPECIAL TREATMENT NEEDED:No further relevant information available.Section 5: Fire Fighting MeasuresCONDITIONS OF FLAMMABILITY: N/AvMEANS OF EXTINCTION: CO2, extinguishing powder or water spray. Fight larger fires with water spray or alcohol resistant foam.SPECIAL FIRE FIGHTING PROCEDURES: N/AvUNUSUAL FIRE AND EXPLOSION HAZARDS: N/AvFLASH POINT / DETERMINATION: N/AvUPPER FLAMMABLE LIMIT: N/AvLOWER FLAMMABLE LIMIT: N/AvAUTO-IGNITION TEMPERATURE: N/AvHAZARDOUS COMBUSTION PRODUCTS: N/AvEXPLOSION DATA - SENSITIVITY TO MECHANICAL IMPACT: N/AvEXPLOSION DATA - SENSITIVITY TO STATIC DISCHARGE: N/AvSection 6: Accidental Release MeasuresLEAK / SPILL RESPONSE: Dilute with plenty of water. Absorb with liquid-binding material (sand, diatomite, acid binders, universal binders, sawdust). No dangerous substances are released.SPECIAL INSTRUCTIONS:Section 7: Handling and StorageHANDLING PROCEDURES / EQUIPMENT: No special measures required.STORAGE REQUIREMENTS: No special measures required.Section 8: Exposure Controls / Personal ProtectionEYE PROTECTION: Goggles recommended during refilling.SKIN PROTECTION: Protective gloves not normally required. People with sensitive skin may prefer to wear water-proof gloves, such as rubber or neoprene, to avoid skin contact.ENGINEERING CONTROLS:EXPOSURE GUIDELINE LEVELS: The product does not contain any relevant quantities of materials with critical values that have to be monitored at the workplace.Section 9: Physical and Chemical PropertiesPHYSICAL STATE: FluidODOR and APPEARANCE: Odorless blue fluid.ODOR THRESHOLD: N/AvSPECIFIC GRAVITY (H2O=1): N/AvVAPOR PRESSURE (20°C): N/AvVAPOR DENSITY at 20°C (AIR=1): .610EVAPORATION RATE at 20°C (BA=1): 1MELTING POINT: -3 °CBOILING POINT: 100 °CFREEZE POINT: N/AvpH at 20°C: 5.5COEFFICIENT OF WATER/OIL DISTRIBUTION: N/AvDENSITY at 20°C: 1.009 g/cm³SOLUBILITY IN / MISCIBILITY WITH WATER: Fully miscible% VOLATILE BY VOLUME: N/AvORGANIC SOLVENTS: 0.0 %VOC’S: 0.0 g/l / 0.00 lb/glSection 10: Stability and ReactivityTHERMAL DECOMPOSITION / CONDITIONS TO BE AVOIDED: No decomposition if used according to specifications. POSSIBILITY OF HAZARDOUS REACTIONS: No dangerous reactions known.CONDITIONS TO AVOID: No further relevant information available.INCOMPATIBLE MATERIALS: No further relevant information available.HAZARDOUS DECOMPOSITION PRODUCTS: No dangerous decomposition products known.HAZARDOUS POLYMERIZATION: N/AvSection 11: Toxicological InformationINFORMATION ON TOXICOLOGICAL EFFECTS:ACUTE TOXICITY:PRIMARY IRRITANT EFFECT ON THE SKIN: No irritant effect.PRIMARY IRRITANT EFFECT ON THE EYE: No irritating effect.SENSITIZATION: No sensitizing effects known.ADDITIONAL TOXICOLOGICAL INFORMATION:The product is not subject to classification according to internally approved calculation methods for preparations: When used and handled according to specifications, the product does not have any harmful effects according to our experience and the information provided to us.CARCINOGENIC CATEGORIESIARC (International Agency for Research on Cancer)None of the ingredients is listed.NTP (National Toxicology Program)None of the ingredients is listed.Section 12: Ecological InformationENVIRONMENTAL EFFECTS: This product has not been tested for environmental effects.IMPORTANT ENVIRONMENTAL CHARACTERISTICS: N/AvAQUATIC TOXICITY: Do not allow undiluted product or large quantities of it to reach ground water, water course or sewage system.Section 13: Disposal ConsiderationsWASTE TREATMENT METHODS: Smaller quantities can be disposed of with household waste. UNCLEANED PACKAGINGS: Place in a sealed container and label as waste. Place in a safe area, and comply with all federal, state, provincial and local regulations for disposal.RECOMMENDED CLEANSING AGENT:Section 14: Transportation InformationTHIS MATERIAL IS HAZARDOUS (Per 49 CFR 172.101) BY THE U.S. DEPARTMENT OF TRANSPORTATION. NON-BULK SHIPMENTS:PROPER SHIPPING NAME: Welding CompoundsHAZARD CLASS NUMBER and DESCRIPTION: N/APUN IDENTIFICATION NUMBER: N/APPACKING GROUP: N/APDOT LABEL(S) REQUIRED: N/APNORTH AMERICAN EMERGENCY RESPONSEGUIDEBOOK NUMBER, 1996:BULK SHIPMENTS:PROPER SHIPPING NAME: Welding CompoundsHAZARD CLASS NUMBER and DESCRIPTION: N/APUN IDENTIFICATION NUMBER: N/APPACKING GROUP: N/APDOT LABEL(S) REQUIRED: N/APNORTH AMERICAN EMERGENCY RESPONSEGUIDEBOOK NUMBER, 1996:BOTH SHIPMENTS:MARINE POLLUTANT: This product does not contain any component designated by the DOT to be a Marine Pollutant (49 CFR 172.101, Appendix B).TRANSPORT CANADA TRANSPORTATION OF DANGEROUS GOODS REGULATIONS:Section 15: Regulatory InformationTOXIC SUBSTANCES CONTROL ACT (TSCA): The product on this SDS, or all of its components, is listed under TSCA. SARA TITLE III, SECTION 313: The following ingredients are subject to the reporting requirements of Section 313 of Title III of the Superfund and Reauthorization Act of 1986 and 40 CFR Part 372:sodium nitrite (CAS# 7632-00-0)copper dinitrate (CAS# 3251-23-8)CLEAN AIR ACT (CAA): The following ingredients appear on the List of Hazardous Air Pollutants (HAP - 42 USC 7412, Title I, Part A, p112): NoneCLEAN WATER ACT (CWA): The following ingredients appear on the CWA List of Hazardous Substances (40 CFR 116:4): None of the ingredients is listed.CALIFORNIA PROPOSITION 65: The following ingredients appear of the Proposition 65 list(s):None of the ingredients is listed.NEW JERSEY RIGHT TO KNOW INFORMATION: (5 most predominant ingredients / hazardous & non-hazardous) sodium nitrite (CAS# 7632-00-0)copper dinitrate (CAS# 3251-23-8)CANADIAN WORKPLACE HAZARDOUS MATERIALS INFORMATION SYSTEM (WHMIS): This SDS has been prepared according to the hazard criteria of the Controlled Products Regulations (CPR) and the SDS contains all of the information required by the CPR.CANADIAN INGREDIENT DISCLOSURE LIST (LIMIT 0.1%):Non of the ingredients is listed.CANADIAN INGREDIENT DISCLOSURE LIST (LIMIT 1%):Non of the ingredients is listed.DOMESTIC SUBSTANCES LIST (DSL): The product on this SDS, or all of its components, is included in the DSL.Section 16: Other InformationN/E Not EstablishedN/Av Not AvailableN/Ap Not ApplicableIARC International Agency for Research on CancerACGIH American Conference of Governmental Industrial HygienistsNIOSH National Institute for Occupational Health and SafetyTLV-TWA Threshold Limit, Time Weighted AverageNAERG North American Emergency Response GuidebookWHMIS Workplace Hazardous Materials Information SystemThis SDS format meets ANSI Z400.1-1998, OSHA 1910.1200 and WHMIS requirements. KCI provides the information contained herein in good faith but makes no representation as to its comprehensiveness or accuracy. This document is intended only as a guide to the appropriate precautionary handling of the material by a properly trained person using this product. Product use and conditions of use are beyond the control of KCI. Warranty of materials is limited to test results of product performance as detailed in certificates of compliance. Interpretation of test results is the responsibility of end-user. No other warranties, expressed or implied, are made.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
北京沃尔丁焊接技术有限公司
Beijing WoErDing welding technology co., LTD
在线堆焊设备介绍
中国北京
北京沃尔丁焊接技术有限公司
Beijing WoErDing welding technology co., LTD
•
北京沃尔丁焊接技术有限公司,专业提供耐磨堆焊、割备整套解案•在线堆焊设备•离线堆焊设备•耐磨板堆焊设备设切割设备整套解决方案,耐磨堆焊技术支持,其它类焊、切专机。
期待与您沟通、合作共赢!。
•
北京沃尔丁焊接技术有限•挤压辊堆焊设备•轧辊堆焊设备•非标焊接专机•焊接配件
备
公司主要从事耐磨堆焊自动化焊接设备以及耐磨焊丝,耐磨技术服务,耐磨板,耐磨制品件、焊接电源销售,耐磨设备技术改造和技术服务,我公司自主研磨堆生
•耐磨板堆焊焊丝•轧辊堆焊焊丝•煤磨堆焊焊丝焊发耐磨堆焊设备,生产耐磨堆焊产品主要应用领域:水泥立磨磨辊磨盘修复制造。
钢铁行业的风机耐磨衬板、下料溜槽,以及电•矿渣磨堆焊焊丝•轧辊堆焊焊丝•挤压辊堆焊焊丝
丝
厂的落煤管、中速磨辊磨盘的修复
•堆焊设备改造•堆焊技术服务•机电自动化服•焊接自动化
•自动化成套设备
务
在线和离线便携式多功能耐磨堆焊设备
北京沃尔丁焊接技术有限公司
Beijing WoErDing
welding technology co., LTD
焊接设备是由焊接十字架.专用药芯送丝机构.操作系统.水循环系统.多功能明弧焊电源加外围设备组成,主要应用于水泥、电力、钢铁、矿山、石化等行业,针对大型水泥立磨、煤磨、连铸辊、其它耐磨设备的1、采用PLC程序控制,触摸屏操控。
2、堆焊时间记录功能。
便于生产管理。
3、焊接电源采用专用电源,输出特性稳定。
针对大水泥磨煤磨铸辊其耐磨设备的耐磨衬板的硬面修复工作。
可实现在线修复、离线修复;明弧、埋弧和药芯、气保焊接铝合金行走小车在铝合金横臂上做水平方向(X轴)的步进控制,实现焊接行走。
铝合金小车提升垂直方向(Y轴)铝合金竖臂做步进控制,实现杆身长度控制。
铝合金小车和铝合金臂通过快装方式进行安装连接,安装简便。
高精度焊接十字架由145毫米铝合金臂和行走小车组成,4、高性能精密减速机四轮送丝。
5、铝合金行走小车,铝合金行走臂,铝合金送丝机
6、集明弧焊、埋弧焊、气保焊、摆动焊多功能于一身。
7、既可在线堆焊又可离线堆焊。
8、既可堆焊轧辊又可堆焊耐磨板,还可以实现手工焊接。
9、X 、Y 轴行走机构,定位精确反应迅速。
10、适用直径Φ1.6mm~3.2mm 药芯焊丝,焊接表面成型美观可实现精确步进和提升功能送丝机采用水冷方式,可连续进行焊接作业。
控制操作系统由触摸屏,控制箱和手操面板。
该套设备适用于立磨在线和离线堆焊修复,可以快速安装,操作简便,操作人员少等特点,选配有磨盘磨辊旋转接地装置和磨辊驱动。
面成型美观。
11、操控采用触摸屏中英文界面,通俗易懂方便实用。
12、各单元连接全部采用进口航空插头,坚固耐用,方便美观。
Beijing WoErDing welding technology co., LTD
碳弧气刨设备
WED-13QP 自动碳弧气刨机在堆焊送丝机的基础上研发新一代多用途,在线,离线自动碳弧气刨高 1.在线离线气刨控制箱2.气刨机头组件3碳弧气刨设备部件
性能自动动化设备。
设备控制方式采用PLC 和人机界面系统控制,能在堆焊与自动气刨工艺之间实现功能切换。
从而使得设备能更好的应用与在线,离线堆焊修复现场。
设备应用堆焊与碳弧气刨 3.
遥控盒4.焊接与气刨行走小车组件
工作之切换时,只需更换机头即可进行工作,我司设备连接电缆均采用插接式连接。
设备具有凹面气刨功能,极大程度上保证了(立磨,辊轧机,煤磨,)工件碳弧气刨后失圆缺陷的问题,在效率作方面为修复磨辊立效率工作方面,为修复磨辊,立磨等工件在人工碳弧气刨工作提高3-5倍的效率。
能为磨辊,辊压机,堆焊前连续圆周气刨,碳弧气刨弧深度最大可达12mm,最大炭弧圆周半13mm 在自动焊接与碳弧自动气刨时沃尔丁公司自动弧自动气刨时,沃尔丁公司自动碳弧设备与堆焊之间切换时,操作人员直接更换链接线缆航空插头即控制箱方可使用。
稳定工作下列应用领域,其中涵盖水泥、电力、钢铁、矿山、石化等行业,针对大型立磨煤磨连铸辊针对大型立磨、煤磨、连铸辊、破碎机、辊压机等其它耐磨设备的耐磨衬板的硬面修复工作。
药芯专用
Beijing WoErDing welding technology co., LTD
堆焊送丝机
铝合金外壳,专用药芯送丝机构由四轮矫直喂丝机.(2个压紧轮,2个静止轮,通过扳把手调整2个压紧轮达到压紧药芯焊丝使得送丝到压紧药芯焊丝,使得送丝顺畅有力)四米至六米送丝管组成。
可喂焊丝直径2.4 、2.8、3.2。
送丝速度2000-9000mm/min 可以设定
堆焊行走铝合金小车
Beijing WoErDing
welding technology co., LTD
堆焊控制箱
Beijing WoErDing welding technology co., LTD
1、全密封外壳,适应矿粉和煤粉,粉尘严重的现场,外型美观大气;2、采用7寸大触摸屏(有效触摸面积);
3、适应与多种品牌焊机配套使用,如气保焊机、埋弧焊机等;4、具有电流电压的控制功能;
5、可以堆焊辊压机,立磨等工件;(辊压机自动花纹焊接)6、可以实现环缝焊接,纵缝焊接,以及自动碳弧气刨功能;7、控制箱可以控制变位机或者减速机变频控制;
8、全部快速插头连接控制线;且每个插头不一样,不会插错;9、X轴可以摆动焊接;
10、操控采用触摸屏中英文界面,通俗易懂方便实用。
具有自动步进启动弧记忆补坑焊接,报警等功能;
11、控制箱性能稳定,故障少,维修简便,采用模块设计控制;
12、控制箱搬动运输方便,插座内嵌保护安装设计,不易碰撞,重量16kg;
Beijing WoErDing welding technology co., LTD
铝合金行走臂
旋转焊接接地
在线堆焊设备组成图。