EMX5讲义[1].0模架设计
基于EMX电器盒盖模具项目设计
基于 EMX电器盒盖模具项目设计摘要:CREO的注塑模具设计扩展EMX能够有效提升模架设计速度,模具参数的设置及变更直观并自动反映到模型。
本文以典型电器盒盖塑件模具为例,系统介绍了EMX项目创建、型腔布局、建腔、加载模架、加载标准件、添加抽芯机构及模具浇注和冷却系统生成与操作的全过程,通过案例操作展示出EMX在模具设计中可操作性和高效,给定了完整的设计过程和步骤并给出设计者在总体上及参数设计的原则。
关键词:CREO;EMX;模具型腔;模架;模具标准件在模具分型工作完成以后就要设计加载模架和一些辅助零部件,此项工作主要在EMX模块中进行。
EMX是Creo的一个专业插件,属于CREOMoldshop套件的一部分,用于设计和细化模架,包括标准模座及滑块、顶杆、冷却水道水嘴等辅助元件。
Pro/MOLDESIGN模块的模型文件可以直接调用加载到EMX,并可进一步进行开模仿真及开模检查,自动生成2D工程图及BOM表。
EMX的二维过程驱动图形用户界面能够使用户对自己做出的设置及变更动态更新,而且在模架设计过程中自动反映到模型。
本例中采用的电器盒盖零件的注塑模具具有一定的典型性。
此模具采用多型腔布局,标准三板模模架。
针对该塑件的特殊结构,模具采用推杆推出,侧向分型采用斜顶和侧滑块机构。
采用EMX对该塑件的模具设计创建过程,论述了应用EMX的主要步骤和主要参数的设置方法。
1.模具型腔装配准备在建立整个模具项目之前,首先模具分型在CREO/Mold模块中完成。
为了保证模具设计的各个模块之间模型引用的正确性,CREO 环境设置里应设置enable_absolute_accuracyyes,模型默认绝对精度default_abs_accuracy0.001。
为确保各模型数据之间在下次进程中完整调用,所有模型文件放置于一个文件夹下,或者在EMX模型文件夹下的config.pro文件里设置搜索路径Search_path。
图1为3类文件的调用关系。
EMX模架(精)

第二大部分 EMX4.1模架及相关机构设计基础知识:案例一:鼠标壳注射模(典型两板模结构)完成并保存鼠标壳注射模的分模文件后,便可以进行EXM模架设计1、新建EMX组件文件,并安装分模后的模仁组件。
(1)单击主窗口菜单栏“EMX”→“项目”→“新建”,在弹出的“定义新项目”窗口中定义项目名称,其它采用默认设置。
(2)进入EMX设计窗口后,绘图区有3个模架基准面(MOLDBASE_X_Y、MOLDBASE_YZ、MOLDBASE_X_Z)和1个模架基准坐标,其中坐标轴Z垂直MOLDBASE_X_Y,Z为开模方向,MOLDBASE_X_Y为定、动模板分界面。
所以,在调入模仁时,要保证开模方向、分界面与模仁的开模方向及主分型面对齐。
(3)单击工具栏装配工具,选取鼠标壳的分模组件mfg0001.asm(即模仁组件)并打开,进入装配界面,弹出装配操控栏。
模仁的装配方法有两个:①模仁的三个基准面分别与模架的三个基准面一一对齐,即模仁的MAIN_PARTING_PLN与模架的MOLDBASE_X_Y对齐;模仁的MOLD_RIHGT与模架的MOLDBASE_Y_Z对齐;模仁的MOLD_FORNT与模架的MOLDBASE_X_Z对齐。
②直接利用模仁坐标系与模架坐标系对齐(即模仁的X、Y、Z轴与模架的重合)。
第2种方法即坐标系对齐方法更方便快捷,且在定义模架外形尺寸时能显示模仁的大小和位置,是最常用的方法。
(但要求模仁的坐标系正确,即在分模操作时,正确定位好参照零件,保证Z朝开模、X朝长度、Y朝宽度)。
坐标系对齐装配方法:在操控栏选择约束类型栏选择坐标系,再在绘图窗口分别单击模仁基准坐标MOLD_DEF_CSYS和模架基准坐标CAVITY_1,如图所示,两坐标系将重合,单击完成模仁的安装。
完成后模仁的三个基准面也均与模架对齐重合。
2、EMX项目准备单击主窗口菜单栏“EMX”→“项目”→“准备”,在单击的“准备元件”窗口设置模仁各零件的开模属性。
EMX5.0参考指南

EMX参考指南关于EMX将EMX 与Pro/ENGINEER 配合使用可创建作为常规组件或制造模型的模架。
需要Pro/MOLDDESIGN 许可证才能创建作为制造模型的模架。
使用EMX设计模架1.要利用现有的型芯/型腔镶块组件创建模架:a.单击“EMX”>“项目”(Project) >“...新建”(...create new)。
在“项目”(Project)框中,选择“项目类型- 组件”(Project type Assemb ly)。
b.在坐标系 CAVITY_1上装配型芯/型腔镶块。
c.单击“EMX”>“项目”(Project) >“...分类”(...classify)以定义型芯/型腔镶块元件。
d.转到步骤3。
2.要在制造模式下不利用现有的型芯/型腔镶块组件创建模架:a.单击“EMX”>“项目”(Project) >“...新建”(...create new)。
在“项目”(Project)对话框中,选择“项目类型- 制造”(Project type Manufacturing)。
b.在坐标系 CAVITY_1上装配原始模型。
c.使用“模具”(MOLD)菜单的功能来创建分型面并抽取模具模型。
d.单击“EMX”>“项目”(Project) >“...分类”(...classify)以定义所产生的型芯/型腔镶块元件。
3.单击“EMX”>“模架”(Mold Base) >“组件定义”(Assembly Definition)以创建板、导向元件和主要设备。
4.检索现有的模架,添加、修改或删除板、定位环、主流道衬套、导向元件和标准螺钉。
从“模架定义”(Moldbase Definition)对话框中访问机床数据、热模元件和型腔切口。
5.单击“EMX”>(元件类型)>“...定义”(...define)以添加螺钉、顶杆和滑块。
使用“预览”(Preview)在装配前检查元件属性。
EMX-设计指导书1

EMX 設計指導書一.EMX的安裝﹕本部門的EMX已經經過二次開發﹐所以直接復制后挂在PROE上就可使用。
以下介紹的是沒有經過二次開發的EMX的安裝方法1.為使安裝的版本為中文版﹐安裝之前要設定操作系統的環境變數,如右圖:LANG=CHT注:中文繁體:CHT中文簡體:CHS2.運行安裝目錄中的SETUP.EXE,出現如下畫面;3.設置EMX的安裝目錄,需要的硬盤空間大約為500MB;4.開始進行安裝,期間需要3-5分鐘左右;二.將EMX挂到PROE下﹔本例EMX是安裝在D:\PTC\EMX4.1目錄下﹐安裝在其他目錄的請參照本范例。
1.打開EMX安裝目錄下的TEXT文件夾,可以看到以下文件。
2.先用記事本打開 protk.dat文件;EMX安裝路徑該確保該路徑是3.用記事本打開 config.pro文件,確認EMX的目錄路徑是否正確。
然後把cinfig.pro的內容與PROE中config.pro文件合並。
把config.win復制到PROE的啟動目錄下。
4.用記事本打開 emx4.1\configuration\下的options.cfg更改 LIBRARY_PATH (元件資料庫的路徑),請按下圖修改。
如果沒有進行該項修改,則EMX元件庫將無法使用.5.為方便軟件安裝和維護﹐我們要求所有電腦的EMX安裝在指定的目錄下。
目前,本部門的EMX要求安裝在E盤的PTC目錄下.6.EMX界面間介EMX菜單EMX工具條EMX工作區配置完畢啟動PROE,如果EMX菜單出現在PROE界面上﹐則EMX已經成功加載﹗需要注意的是,有時會出現EMX菜單有,但EMX工具條沒有的情況,在這種情況下,其實EMX 已經成功加載,要使EMX菜單出現,只要在界面設置中將”工具列3”勾選即可.但如果菜單沒有出現但工具條出現,則說明EMX並沒有成功加載.EMX按鈕開關選項三.新建工程1.將模仁3D部分(模仁和入子等)開好﹐并在PL面設置一個坐標系”EMX”﹐要求該坐標系Z軸朝上﹐X軸正向指向模具地側。
sw冲压模具第二讲—模架的设计
sw冲压模具第二讲—模架的设计冲压模具的模架是模具的骨架,承载和支撑模具的各个零部件,起到固定模具结构、调整模具间隙、保证模具运行精度和稳定性的作用。
模架设计的合理与否直接影响模具的使用寿命、产品质量和生产效率。
下面将从模架的结构、材料和设计方法等方面进行详细介绍。
一、模架的结构1.主板:主板是模架最重要的零部件之一,又称为基板。
主板是冲压模具的支撑部件,将各个零部件连接起来形成一个整体。
主板的平面度和精度直接影响冲压件的质量和精度。
2.侧板:侧板是模架的侧面零部件,起到固定模架结构和冲压模具零部件的作用。
侧板要保证足够的刚度和强度,以抵抗来自冲压过程中的各种力。
3.斜支撑杆:斜支撑杆是模架的支撑部件,通过支撑和加固模架的各个零部件,使其保持稳定。
斜支撑杆一般设置在模架的四角,角度一般为30°~45°。
4.弯曲杆和中空杆:弯曲杆和中空杆一般用于冲压模具的大模架和多级冲压模具,通过弯曲和弯曲杆和中空杆的加固,能够提高整个模架的刚度和稳定性。
5.模架底座:模架底座是模架的底部支撑零部件,可以固定模架和与冲床连接,起到支撑作用,保证模架的稳定。
二、模架的材料模架的材料应具有良好的刚度、强度和耐磨性。
常用的模架材料包括高强度合金钢、优质碳素结构钢和工具钢等。
1.高强度合金钢:高强度合金钢具有较高的硬度和强度,适用于制作复杂的大型冲压模具,具有较好的耐磨性和长寿命。
2.优质碳素结构钢:优质碳素结构钢具有较高的强度和良好的塑性,适用于制作一般冲压模具。
3.工具钢:工具钢具有较高的硬度和热处理性能,适用于制作高要求的冷冲压模具和热冲压模具。
三、模架的设计方法1.结构设计:模架的结构设计需要满足冲压件的要求,包括尺寸精度、形状精度和表面质量等。
需要考虑冲压件的压力、速度和角度等因素,以确定模架的结构布局、横向和纵向的支撑方式等。
2.强度设计:模架在使用过程中需要承受来自冲压过程中的各种力,因此需要保证模架具有足够的刚度和强度。
《CREO 1 0模具设计授课笔记》读书笔记模板

第七节课堂总结
第六节课堂练习
第八节课后习题
一、参考模型类型 二、CREO的3种模型 三、模腔数的计算 四、模腔的布局类型与方法
一、定位参考模型 二、参考模型的起点与定向 三、装配参考模型 四、创建参考模型
一、毛胚的选择 二、工件尺寸的确定 三、模型收缩率的计算
一、按尺寸收缩 二、按比例收缩
一、模具种类 二、模具的组成结构 三、模具设计与制造的一般流程
一、塑料件的设计 二、分型面设计 三、模具设计依据
一、设计模型 二、参照模型(参考模型) 三、自动工件 四、模具组件 五、模具装配模型
一、CREO基本功能 二、CREO的模具设计界面 三、模具设计环境配置
第一节 CREO模型概 念
一、Plastic Advisor的安装 二、Plastic Advisor分析流程 三、符合塑料顾问的分析要求 四、塑料流动基础 五、CREO塑料顾问
练习一:模型预处理分析 练习二:塑料顾问分析
第一节模型装 1
配设计概述
第二节模型布 2
局
3 第三节工件与
收缩率概述
4 第四节应用收
缩
5 第五节 CREO
一、定义元件 二、修改元件 三、删除元件
一、中小型模架 二、大型模架 三、大型模架的尺寸组合 四、中小型模架的尺寸组合 五、模架的选用方法
第一节模具浇注系统 设计概述
第二节模具排气系统 设计
第三节 CREO浇注系 统设计
第四节课堂练习
第五节课堂 总结
第六节课后 习题
一、浇注系统的组成和作用 二、主流道的设计 三、分流道的设计 四、浇口的设计 五、冷料穴的设计
0 4
第八节课堂 练习
0 6
第十节课后 习题
EMX5.0模架设计说明

4.5 添加、修改与删除顶杆
要添加顶杆,可单击EMX工具栏 中的“定义顶杆”按钮,打开 “顶杆”对话框,首先选取顶杆 型号,并定义其直径等尺寸,然 后单击“(1)点”按钮,为顶杆选 取一个基准点(位于铸件上)作 为放置参照;再单击“(2)曲面” 按钮,为顶杆头选取一个对齐平 面(必须选取顶杆固定板的下表 面,系统默认会自动选取);一 般无需选取“(3)方向曲面”,最 后单击“确定”按钮即可。若要 修改或删除顶杆,则可以单击 EMX工具栏中的“修改顶杆”按 钮或“删除顶杆”按钮
(2)加载标准模架:直接加载整组标准模架,再针 对各细节尺寸进行修改,或者以手动方式添加所需要的模 板和元件。
(3)添加浇注系统:在模架中设置主流道衬套和定 位环等的型号和尺寸,并为模具添加分流道和浇口等。
(4)添加标准元件:在模架的模板上显示导柱、导 套、螺钉、定位销、拉杆等标准元件。
(5)添加侧抽芯机构:在模架上添加滑块、斜导 柱、螺钉、定位销等Hale Waihona Puke 这些元件负责将侧型芯从模具中 抽出。
(6)加载推出机构:定义顶杆等元件,用于将制品 从模具型腔中脱出。
(7)添加冷却系统:为模具添加冷却水线,即调用 模架库中提供的标准冷却元件,将其添加到模架中。
(8)模具后期处理:对模具模板和元件进行处理 (如添加边框、通孔等),以满足加工和成型的需要。
(9)开模运动模拟:模拟模架的开模过程,并能捕 获成动画。
比较常用的命令则 以按钮图标的形式 列于右侧工具栏 (以下简称“EMX
工具栏”)中
启 动 EMX5.0 后 , 可 以 将 设 计 好 的 模 具 模 型 导 入 到 EMX 5.0中进行模架设计。
EMX工具栏 中提供的所 有命令按钮
PROE模架设计步骤
EMX简介EMX(Expert Moldbase Extension)译为专家模架系统。
是Pro/E系统中的一个外挂模块,专门用来建立各种标准模架及模具标准件和滑块、斜销等附件,能够自动产生模具工程图及明细表,还可以模拟模具开模过程进行动态仿真和干涉检查,并将仿真结果输出视频文件,是一个功能非常强大的且方便的模具设计工具。
如果没有外挂模块,可以选择【模具】|【模具模型】|【创建】|【模具基础元件】命令手动设计模架中的各零件,也可以进入组建模块进行框架设计。
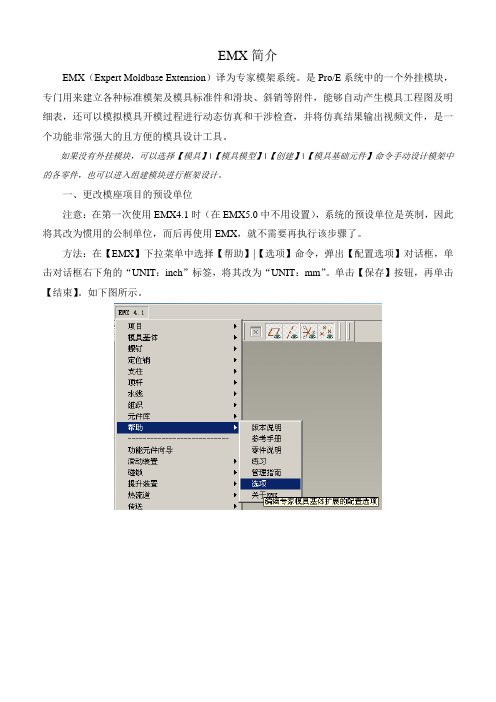
一、更改模座项目的预设单位注意:在第一次使用EMX4.1时(在EMX5.0中不用设置),系统的预设单位是英制,因此将其改为惯用的公制单位,而后再使用EMX,就不需要再执行该步骤了。
方法:在【EMX】下拉菜单中选择【帮助】|【选项】命令,弹出【配置选项】对话框,单击对话框右下角的“UNIT:inch”标签,将其改为“UNIT:mm”。
单击【保存】按钮,再单击【结束】。
如下图所示。
在EMX5.0中找到这个选项:ASSEMBLY_UNIT。
二、创建一个模座项目(1)单击窗口左侧的创建项目图标,(其相对使用的命令为【EMX4.1】|【项目】|【新建】,)弹出【定义新项目】对话框,在【项目名称】文本框中输入项目名称“knife_moldbase”,并在【零件前缀】文本框中输入零件名的前缀“knife”(也就是该文件在保存后,所有文件名前均会被自动加注knife 字符),然后单击【确定】按钮。
(2)系统产生一个knife_moldbase.asm的组件文件,画面显示坐标系CA VITY_1,基准平面MOLDBASE_X_Y、MOLDBASE_X_Z、MOLDBASE_Y_Z。
基准轴C_L_BASE及基准点RETURN_PIN、RETURN_PIN_1、RETURN_PIN_2、RETURN_PIN_3。
如下图所示。
三、将型腔导入该项目单击添加元件组件图标,选取型腔组件knife_mold_cavity.asm,然后单击打开,弹出装配操作板,单击在预设位置组装元件图标,再单击确定按钮,型腔组装完成的画面如图所示。
模具设计PPT课件

2021/3/9
20
第三章 模具设计
抽取模具元件
❖ 创建完模具体积块后,可以从工件抽取它们 以产生模具元件
2021/3/9
21
第三章 模具设计
铸模
❖ 可以通过浇道、流道和浇口来模拟填充模具 型腔,从而创建铸模,如图所示分别是参照 零件和铸模,铸模的上面有浇注系统。
❖ 铸模可以用于检查前面设计的完整性和正确 性,如果出现不能生成铸模文件的现象,极 有可能是先前的模具设计有差错或者参照零 件有几何交错的现象,应当向前检查。
❖ 6. 提取模具体积块以生成模具元件。提取完毕后模具元件即 成为功能齐全的Pro/ENGINEER零件,它可在零件模式中调 出可在绘图中使用也可用Pro/NC进行加工
❖ 7. 创建表示已填充模具型腔的模制件系统将根据减去提取部 分后工件中剩余的体积块来自动创建模制件(铸模)
❖ 8. 定义模具开口的步骤在每步中检查与静态零件的干涉必要 时修改模具元件
❖ 对于塑料模具,浇注系统一般由主流道、分流道、 冷料井和浇口组成
❖ 浇注系统的设计方法 :使用【实体】特征中切割材
料方式来建立浇注系统,; 或直接利用模具特征中
的【流道】特征建立浇注系统,利用流道特征可以 快速创建标准流道。
2021/3/9
25
第三章 模具设计
侧浇口
❖ 侧浇口
2021/3/9
26
2021/3/9
4
第三章 模具设计
❖ 3.1.2 创建模具文件
2021/3/9
5
第三章 模具设计
3.2 加载参照模型
❖ 根据型腔数目的多少,模具可以分为单腔模 具和多腔模具
2021/3/9
6
第三章 模具设计
EMX5[1][1]0模架设计分析PPT课件
![EMX5[1][1]0模架设计分析PPT课件](https://img.taocdn.com/s3/m/1bca66a59ec3d5bbfc0a7436.png)
(1)直浇口模架基本型分为A型、B型、C型和D型4 种类型。
A型:定模和动模 均采用两块模板
B型:定模和动模均采用 两块模板,加装推件板
C型:定模采用两块模 板,动模采用一块模板
EMX工具栏 中提供的所 有命令按钮
8.5 EMX5.0模架设计流程
EMX模架的一般设计流程如下。
(1)新建模架项目:在EMX中定义一个新的模架项 目,并导入模具模型,然后对模具零件进行分类。
(2)加载标准模架:直接加载整组标准模架,再针 对各细节尺寸进行修改,或者以手动方式添加所需要的模 板和元件。
(4)系统弹出“选择程序标题”对话框, 在编辑框中输入快捷方式的名称 “EMX5.0”,然后单击“完成”按钮
(6)双击新创建的快捷方式 “EMX 5.0”,即可启动Pro/E 4.0 主程序,并加载运行EMX 5.0
(5)右击新创建的快捷方式“EMX5.0”,从弹出的快捷菜单中选择 “属性”,打开“EMX5.0 属性”对话框,将“目标”编辑框中的内 容(即"D:\Program Files\emx5\bin")剪切到“起始位置”编辑框中, 然后在“目标”编辑框中输入Pro/E 4.0的程序文件路径(如 "D:\Program Files\proeWildfire 4.0\bin\proe.exe"),最后单击“确定” 按钮,完成设置
D型:定模采用两块 模板,动模采用一块 模板,加装推件板
(2)点浇口模架基本型分为DA型、DB型、DC型和 DD型。这些类型是通过在对应的直浇口模架上加装推料 板和拉杆导柱而得到的。
Cimatron产品培训系列讲座第四讲:Cimatron E6模架设计简介
Cimatron产品培训系列讲座第四讲:Cimatron E6模架设
计简介
袁裕乐
【期刊名称】《新技术新工艺》
【年(卷),期】2005(000)004
【摘要】@@ 模架设计是在用户完成了快速分模之后,根据模具的具体情况进行结构设计,包括模架的选配、冷却系统、浇注系统和顶出系统等方面的设计,从而完成一个完整的结构系统.用户再根据专门的出图工具生成实际所需的生产图样.
【总页数】3页(P4-6)
【作者】袁裕乐
【作者单位】Cimatron China无锡办事处,214001
【正文语种】中文
【相关文献】
1.Cimatron产品培训系列讲座第二讲:Cimatron E6造型功能简介 [J], 袁裕乐
2.Cimatron产品培训系列讲座第三讲:Cimatron E6快速分模简介 [J], 袁裕乐
3.Cimatron产品培训系列讲座第五讲:Cimatron E6工程图简介 [J], 袁裕乐
4.Cimatron产品培训系列讲座第六讲Cimatron E快速电极设计简介 [J], 袁裕东
5.Cimatron产品培训系列讲座第七讲:Cimatron E数控编程简介 [J], 袁裕东因版权原因,仅展示原文概要,查看原文内容请购买。
PROE教程-第8章_EMX5.0模架设计
MoldLib模块:MoldLib是PTC提供的模架库,包含 众多标准模具组件。如果安装了MoldLib扩展模块,则可 以在模具布局模式下直接调用模架库中的模具组件,非常 方便。
EMX模块:Pro/E的扩展功能模块,它封装了大量标 准模架和模架标准件,并提供了一系列模架设计向导,使 模架设计更加高效、快捷。EMX模块的功能比MoldLib 模块更加强大,是Pro/E模架设计的首选工具。
8.6.5 添加、修改与删除顶杆
要添加顶杆,可单击EMX工具栏 中的“定义顶杆”按钮,打开 “顶杆”对话框,首先选取顶杆 型号,并定义其直径等尺寸,然 后单击“(1)点”按钮,为顶杆选 取一个基准点(位于铸件上)作 为放置参照;再单击“(2)曲面” 按钮,为顶杆头选取一个对齐平 面(必须选取顶杆固定板的下表 面,系统默认会自动选取);一 般无需选取“(3)方向曲面”,最 后单击“确定”按钮即可。若要 修改或删除顶杆,则可以单击 EMX工具栏中的“修改顶杆”按 钮或“删除顶杆”按钮
(4)添加标准元件:在模架的模板上显示导柱、导 套、螺钉、定位销、拉杆等标准元件。
(5)添加侧抽芯机构:在模架上添加滑块、斜导 柱、螺钉、定位销等,这些元件负责将侧型芯从模具中 抽出。
(6)加载推出机构:定义顶杆等元件,用于将制品 从模具型腔中脱出。
(7)添加冷却系统:为模具添加冷却水线,即调用 模架库中提供的标准冷却元件,将其添加到模架中。
用EMX 设计的模 架
8.3.2 EMX5.0安装
要使用EMX 5.0设计模架,首先必须将其安装到电脑 中,具体方法如下。
(1)将EMX 5.0安装光盘放入光驱, 系统会自动出现安装启动界面
(2)稍后弹出“PTC.Setup”对话 框,单击“EMX”按钮,开始安 装
模架的设计教案
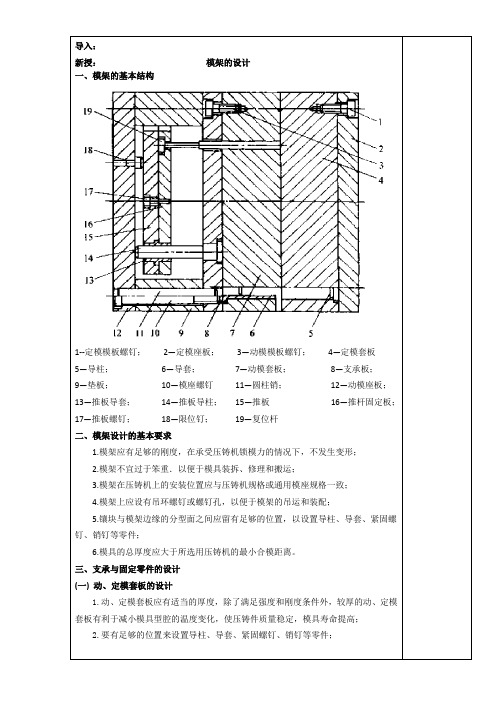
1--定模模板螺钉;2—定模座板;3—动模模板螺钉;4—定模套板5—导柱;6—导套;7—动模套板;8—支承板;9—垫板;10—模座螺钉11—圆柱销;12—动模座板;13—推板导套;14—推板导柱;15—推板16—推杆固定板;17—推板螺钉;18—限位钉;19—复位杆
二、模架设计的基本要求
1.模架应有足够的刚度,在承受压铸机锁模力的情况下,不发生变形;
2.模架不宜过于笨重.以便于模具装拆、修理和搬运;
3.模架在压铸机上的安装位置应与压铸机规格或通用模座规格一致;
4.模架上应设有吊环螺钉或螺钉孔,以便于模架的吊运和装配;
5.镶块与模架边缘的分型面之间应留有足够的位置,以设置导柱、导套、紧固螺钉、销钉等零件;
6.模具的总厚度应大于所选用压铸机的最小合模距离。
1-定模套板2-定模座板
图9-18 在定模座板上开设“U”形槽
(四)垫块的设计
垫块在动模座板与支承板之间,形成推出机构工作的活动空间。
对于小型压铸模具,还可以利用垫块的厚度来调整模具的总厚度,满足压铸机最小合模距离的要求。
垫块在压铸生产过程中承受压铸机的锁模力作用,必须要有足够的受压面积。
五、加热与冷却系统的设计
(一)加热与冷却系统的作用
1.形状简单、成形工艺性好的压铸件,模具温度在较大区间内变动仍能生产出合格的压铸件。
2.生产形状复杂、质量要求高的压铸件时,需要把模具温度控制在一个狭窄的温度区
模具的冷却方法:
水冷却;风冷却;用传热系数高的合金;用热管冷却;模具温度控制装置冷却。
5模架结构设计全解PPT课件

2020年见9月2教8日材35页,表2-6
13
2.导向零件的设计
导向零件的作用:
引导动模按规定的方向移动,以保证动模和定模在安装及 合模时的运动方向和位置的正确。
2020年9月28日
14
1)导柱的设计要点:
➢ 应具有一定的刚度,以保证动、定模在合模时的位置正确,且在 开合模过程中能够运动灵活没有卡死现象。
3
2.通孔的模架
加工工艺性好,但设 计时应注意支承板的 强度,防止镶块受反压 力时变形,影响铸件尺 寸和精度,多腔模和组 合镶块的模具大多采用 这种模架。
动、定模架分别由动、定模套板4和3、支承板5、定模座板1所 组成,镶块2、6、7固定在套板内,由支承板、定模座板压紧。
2020年9月28日
4
3.推出机构为卸料板的模架
支承板中包括: 大螺栓孔、小螺栓孔、推杆孔、复位杆孔、 推板导柱孔、销钉孔等。
2020年9月28日
20
1)支承板的厚度:
动模支承板的厚度一般采用推荐值(表2-9)。
H PZ L 2 B[ C ]
H 为动模支撑板厚度(cm)
P Z 为动模支撑板所受总压力
PZ pF
2020年9月28日
21
2)支承板的加强形式:
H 1—型腔深度(cm) ;
2020年9月2H8日—套板厚度(cm) 。
12
2)矩形套板边框厚度
hP2
P228HP1L1 4H
P1 pL1H1 P2 pL2H1
式中: h —套板边框厚度(cm) ;
L 1 L 2 —型腔边长(cm) 。
P1 P2 —边框侧面承受的总压力(10N) ;
3)定模、动模套板的边框厚度推荐尺寸:
PROE多向按键模具设计(emx)

05 模具设计的优化
模具设计的可制造性优化
材料选择
根据产品需求和生产条件, 选择合适的模具材料,以 提高模具的耐用性和可靠 性。
结构设计
优化模具结构,简化模具 制造过程,降低模具制造 成本,提高生产效率。
加工工艺
合理安排模具加工工艺, 提高加工精度和表面质量, 确保模具的稳定性和使用 寿命。
模具设计的成本优化
考虑冷却系统的可维护性
冷却系统是模具制造中必不可少的部分,必须考虑其可维护性,以便 在生产过程中及时进行维修和更换。
优化模架结构降低成本
在保证模架的功能和性能的前提下,应尽可能优化模架结构,降低模 具的成本和重量。
确保与EMX软件的兼容性
在进行模架设计时,应确保所使用的软件与EMX软件兼容,以便能够 顺利完成模具设计和制造。
建立三维模型
根据设计目标和要求,使用Pro/E 软件建立三维模型。
参数化设计
对三维模型进行参数化设计,方 便修改和优化。
出图与加工
根据最终的设计结果,进行出图 和加工。
模拟与优化
对模具进行模拟和优化,确保设 计的可行性和可靠性。
装配与布局
将各零件装配到一起,并按照布 局要求进行排布。
Pro/E多向按键模具设计的技巧
韧性。
正火
将材料加热到一定温度后保温一 段时间,然后快速冷却至室温。 目的是细化晶粒、提高材料的强
度和韧性。
01
03
02 04
淬火
将材料加热到一定温度后保温一 段时间,然后快速冷却至室温。 目的是提高材料的硬度和耐磨性 。
回火
将淬火后的材料重新加热到一定 温度后保温一段时间,然后缓慢 冷却至室温。目的是消除淬火产 生的内应力、提高韧性和塑性。
EMX课件

(6)关于冷却水道数据 )
如果您的公司有特殊的水线孔标准,则可能需要覆盖缺省的冷却元件孔参数。定 义冷却元件时,此元件的主公称尺寸与“冷却水道数据”(Cooling bore data) 选 “冷却水道数据” 项卡中列出的行进行比较。对于其它尺寸(如镗孔直径或沉孔尺寸),会设置缺 省值。
•COOL_NOM - 用于查找正确的数据设置的公称尺寸 •COOL_CORE_DIA - 芯直径 COOL_CORE_DIA •COOL_CORE_DEPTH - 芯深度 •COOL_THREAD_DIA - 螺纹直径。 •COOL_THREAD_DEPTH - 螺纹深度 •COOL_BORE_DIA - 镗孔直径 •COOL_CB_DIA - 沉孔直径 •COOL_CB_DEPTH - 沉孔深度 •COOL_HALF_ANGLE - 盲孔半角
一、开始新项目
任务: 任务:定义设计信息、单位、设计工作 目录等。
二、载入分模组件并进行模具元件分类
任务: 任务:装入模具上下模、对模具组件进行对应的归类 模型树 装配 分类
装配 方法
三、选入模座
模具类型、尺寸 几位模 任务: 任务:定义标准或非标准的模架 模具板厚 标准件型号 孔位排布 再 生
(4)关于零件名称 )
在 EMX 中装配元件时,需要添加信息。单击“零件名称”(Part names) 选 “零件名称” 项卡,以定义 EMX 模型名称并为大多数材料清单 (BOM) 参数定义缺省值。
“文件名”(File Name) —将文件名链接到元件模板。当元件模板名称与此名称匹配时,会使用此行中的值。 文件名” 文件名 标准零件” “标准零件”(Standard Part) —确定是将元件作为标准零件(无法修改)还是作为非标准零件(可以修改) 进行处理。 中添加” “在 BOM 中添加”(Add in BOM) —确定此元件在“元件”(Component) 对话框中的缺省值。设置为 N 时, “元件” 元件在 BOM 中是隐含的。 侧面” “侧面”(Side) —确定当在模架的动模或定模上装配时是否重命名元件。对于动模输入 ES;对于定模输入 IS。如果动模和定模上的名称均相同,则输入 -。 模拟” “模拟”(Simulation) —确定用于此模板的缺省模拟组。 零件名” “零件名”(Part name) —为此元件使用基于通配符的格式化名称。 替代零件名称” “替代零件名称”(Alternate part name) —使用相同的通配符定义替代名称。 零件标识” “零件标识”(Part ID) —定义用于对 BOM 进行排序的 ID,以便您能按照自己定义的顺序来列出零件。 “层”(Layer) —显示要使用的层名称。 组层” “组层”(Group Layer) —显示要使用的组层名称。 名称” “BOM 名称”(BOM Name) —描述可以在 BOM 中输出的元件。要使用多语种条目,请将配置选项 ADD_LOCALIZED_BOM_NAME1 设置为 ADD_LOCALIZED_BOM_NAME5。 最多可以设置五种其它语言。 订单编号” “订单编号”(Ordering number) —定义订单编号格式。缺省情况下,订单编号设置为由通配符 <ord_number> 代表的数据库中的值。根据需要覆盖此设置。
一种安全性更佳的宜兴模架的制作方法

一种安全性更佳的宜兴模架的制作方法概述宜兴模架是一种中国传统的用于烧制陶器的工具,但在制作和使用过程中存在安全隐患。
本文介绍了一种更安全、更适用的宜兴模架的制作方法。
材料1.纯铝板,厚度约为2mm2.钳子3.电动钻4.6mm和8mm钻头5.手套、护目镜等个人防护装备制作步骤第一步:准备材料和工具准备所需的材料和工具,包括纯铝板、钳子、电动钻、6mm和8mm钻头,以及手套、护目镜等个人防护装备。
第二步:切割铝板使用钳子将铝板剪成所需的长度和宽度。
铝板宽度应为炉子内径的两倍加10cm,长度应为炉子外径的两倍加10cm。
这样可以保证模架可以容纳炉子。
第三步:钻孔使用6mm钻头在铝板四周分别钻6个孔,距离铝板边缘1cm,留出连接处。
然后再使用8mm钻头在距离铝板4个角落1cm处各钻一个孔。
第四步:折叠边角将铝板折成矩形,连接处采用钳子压平的方法。
接下来,折叠边角使其与铝板保持垂直,并加强连接处的固定。
第五步:整形将模架放置于炉子内,稍微整形,使其能够顺利放置于炉子上。
同时调整模架上的孔口,以便方便插入焊条,巩固模架。
第六步:焊接使用焊条将模架紧密焊接在一起,加强整个模架的稳定性。
注意事项1.在制作模架时应注意安全,佩戴手套、护目镜等个人防护装备。
2.切割铝板和钻孔时要小心,铝屑很锋利,容易造成划伤和划破。
3.在整形和焊接时要留出足够的空间,避免夹击,同时保证焊接牢固,模架稳定。
结论本文介绍了一种更安全、更适用的宜兴模架的制作方法。
这种模架使用纯铝板材制作,具有更好的耐高温性能,同时结构更加稳定,可以更好地支撑陶器烧制过程中的重量,使烧制过程更加安全、顺利、高效。