品质部人员培训计划表
品质培训计划表范文
品质培训计划表范文一、培训目标本培训计划的目标是通过系统的培训和指导,帮助员工提高品质意识,掌握品质管理知识和技能,提高工作质量和效率,从而实现企业持续改进和发展。
具体目标包括:1. 提高员工对品质的认识和重视程度,激发品质意识和责任意识;2. 掌握品质管理的基本原理和方法,熟练运用相关工具和技术;3. 提高员工的沟通协作能力,培养团队合作意识和工作效率;4. 推动企业全员参与的品质管理体系的建立和实施。
二、培训内容本次品质培训内容包括品质管理基础知识、品质管理工具应用、团队合作与沟通、质量改进方法、品质管理案例分享等方面的内容,具体安排如下:1. 品质管理基础知识- 品质的概念和内涵- 品质管理的重要性和作用- 品质管理体系概述2. 品质管理工具应用- 品质控制图的绘制和应用- 品质管理七大手法的应用- 六西格玛方法在品质管理中的应用- 故障模式与效应分析(FMEA)3. 团队合作与沟通- 团队合作的重要性- 团队沟通技巧与方法- 团队建设与团队协作的实践操作4. 质量改进方法- PDCA循环在质量改进中的应用- 持续改进与创新意识培养- 问题解决和决策分析技巧5. 品质管理案例分享- 优秀企业品质管理经验分享- 品质管理实践案例解析三、培训方式1. 线下课程培训培训时间:连续两天,每天8小时培训地点:公司会议室培训形式:理论讲解、案例分析、小组讨论、角色扮演等多种形式结合2. 在线培训课程针对分支机构和外派人员,提供在线培训课程,通过视频直播和在线互动的形式进行培训。
3. 现场参观学习安排品质管理优秀企业的现场参观学习,让员工亲身感受先进的品质管理理念和实践。
四、培训时间安排第一阶段:日期:月日至月日内容:品质管理基础知识、品质管理工具应用第二阶段:日期:月日至月日内容:团队合作与沟通、质量改进方法第三阶段:日期:月日至月日内容:品质管理案例分享、总结和答疑五、培训师资培训师应具备丰富的品质管理知识和实践经验,能够通过生动的案例和精彩的讲解激发员工学习的热情。
酒店品质基础培训计划表

酒店品质基础培训计划表第一部分:培训内容及目标1. 培训内容1.1 酒店品质理念与标准1.2 客户服务技巧1.3 团队合作与沟通1.4 酒店管理知识1.5 应急处理与危机管理2. 培训目标2.1 员工了解和掌握酒店品质理念及标准。
2.2 提升员工的专业技能和服务水平。
2.3 加强员工的团队合作意识和沟通能力。
2.4 提高员工的管理知识和应急处理能力。
第二部分:培训计划1. 培训形式1.1 线上培训:通过网络平台进行理论学习和知识考核。
1.2 线下培训:组织实地参观和实践操作。
2. 培训时间2.1 线上培训:每周安排2-3次,每次1-2小时。
2.2 线下培训:每月进行一次,持续1-2天。
3. 培训方式3.1 专业讲座:邀请资深酒店管理人员进行专业讲解。
3.2 角色扮演:模拟情景,锻炼员工的应急处理能力。
3.3 小组讨论:组织小组讨论,促进员工间的沟通和交流。
4. 培训内容与进度4.1 第一周:酒店品质理念与标准- 理念介绍- 标准解读- 知识考核4.2 第二周:客户服务技巧- 服务心态- 沟通技巧- 投诉处理4.3 第三周:团队合作与沟通- 团队意识- 沟通技巧- 协作模拟4.4 第四周:酒店管理知识- 酒店部门介绍- 运营管理- 灾害应对5. 培训考核与评估5.1 线上考核:每周进行一次在线测试,不及格者需进行补考。
5.2 线下考核:组织综合实践考核,评选出优秀员工。
第三部分:培训师资与资源1. 培训师资1.1 酒店管理人员:资深行业从业者进行专业讲解。
1.2 培训专家:相关领域知名人士进行理论指导。
2. 培训资源2.1 网络平台:提供课件、视频教程等学习资源。
2.2 实地参观:安排参观其他优秀酒店进行借鉴学习。
2.3 情景模拟:提供模拟情景素材,进行实战演练。
第四部分:培训后续1. 绩效考核1.1 对培训后员工进行绩效考核,考核内容包括服务态度、工作技能、团队协作等方面。
1.2 根据绩效考核结果,进行奖惩分明,鼓励员工积极进取。
品质培训计划表
品质培训计划表第一部分:培训概述1. 培训主题:品质管理培训2. 培训目的:提升员工的品质意识,提高产品和服务的品质水平,确保企业长期稳定发展3. 培训对象:全体员工4. 培训时间:每周一次,培训周期为3个月5. 培训地点:企业培训室第二部分:培训内容1. 第一阶段:品质意识培训(4周)周次培训内容培训方法第一周品质意识概述理论讲解+案例分析第二周品质管理体系介绍视频讲座+小组讨论第三周品质管理工具及技术演练培训课程+实操演练第四周品质管理案例分析真实案例分享+小组讨论2. 第二阶段:品质管理实践培训(8周)周次培训内容培训方法第五周品质管理流程与规范培训专题讲座+模拟操作第六周品质监控与检验技术培训实操演练+考核第七周品质改进与持续改善培训视频课程+案例学习第八周品质投诉处理与危机应对培训真实案例学习+模拟演练3. 第三阶段:品质管理知识梳理(4周)周次培训内容培训方法第九周品质管理知识梳理与复习视频讲座+答疑第十周品质管理知识测试考核第十一周品质管理知识答疑解答学员问题+案例讨论第十二周品质管理结业考核与总结考核+总结会议第三部分:培训方式1. 理论讲解:培训讲师进行理论知识的讲解,帮助员工全面了解品质管理的基本概念和原理。
2. 实际操作演练:通过模拟操作和实操演练,帮助员工掌握品质管理工具及技术,加强实际操作能力。
3. 案例分析:以真实案例为基础,通过讨论和分享,帮助员工理解品质管理在实际工作中的应用方法和技巧。
第四部分:培训考核1. 第一阶段考核:第四周进行品质管理知识测试,考核合格者可进入第二阶段培训。
2. 第二阶段考核:第八周进行品质管理实践考核,考核合格者可进入第三阶段培训。
3. 第三阶段考核:第十周进行品质管理知识总结考核,考核合格者可获得结业证书。
第五部分:培训效果评估1. 培训前评估:在培训开始之前,对员工进行品质意识和知识水平的调查评估,制定具体的培训目标。
2. 培训中评估:在培训过程中,通过课堂讨论、练习考核等方式,对员工进行培训效果的实时评估。
品质的培训计划表

品质的培训计划表一、培训目标1.1提高员工的质量意识和质量管理能力,使员工对产品和服务的质量有更加深刻的理解和认识。
1.2提高员工的工作技能,加强团队协作,提高工作效率。
1.3强化员工对于品质标准的认知和执行能力,确保产品和服务的质量。
二、培训内容2.1品质意识的培训2.1.1品质管理理念介绍2.1.2品质标准和要求的说明2.1.3品质控制的方法和技巧2.2工作技能的培训2.2.1团队协作与沟通2.2.2问题分析与解决2.2.3生产/服务流程的认知与优化2.3品质标准的培训2.3.1产品/服务质量标准的介绍与解读2.3.2品质管理体系的认知2.3.3品质标准的执行与监督三、培训方法3.1理论授课通过专业的讲师进行品质理论知识的讲解,介绍品质管理的基本概念和方法,加深员工对品质意识和品质要求的理解。
3.2实践演练组织实际操作演练,通过模拟生产/服务流程,让员工深入了解品质标准和要求,加强员工的质量管理能力和控制能力。
3.3案例分析通过真实案例分析,让员工了解品质管理中常见的问题和解决方法,为员工提供实战经验和思路。
四、培训流程4.1品质意识的培训时间:1天内容:品质管理理念介绍、品质标准和要求的说明、品质控制的方法和技巧。
方式:理论授课、互动讨论4.2工作技能的培训时间:2天内容:团队协作与沟通、问题分析与解决、生产/服务流程的认知与优化。
方式:理论授课、实践演练4.3品质标准的培训时间:1天内容:产品/服务质量标准的介绍与解读、品质管理体系的认知、品质标准的执行与监督。
方式:理论授课、案例分析五、培训评估5.1培训前测通过问卷调查和笔试等形式,对员工的品质意识和质量管理能力进行评估,为培训内容的制定和调整提供参考。
5.2培训过程考核在培训过程中设置小组讨论、演练等环节,对员工的学习情况进行实时考核,及时发现和解决问题。
5.3培训后测在培训结束后,对员工进行知识技能的考核,评估培训效果,为后续培训提供参考。
品质部培训计划表品质部培训计划表

品质部培训计划表[2017年品质部培训计划表]2017年品质部培训计划表2017年品质部培训计划品质部培训计划表[2017年品质部培训计划表]2016年度质量部培训计划表序号培训项目培训内容计划培训时间提供培训实施计划部门部门负责人参加人质量部所有人员和车间组长培训地点考核要求和方式现场讲解实际操作考核实际完成时间备注不合格品的控制及管控重点、注意事项1. 不良品区域的划分;2.不良品的标识与隔离;3.不良品的管控重点。
1. 客户投诉问题点:端子规格用错的讲解及相关图片展示;2. 造成异常此不良的原因;3.后续抑制此不客户投诉:端子规格2良发生的措施:①使用明确标识的用错异常品质培训材料盒②不同规格的端子压接使用不同机器和不适用同一模具进行压接③制作相应的检测工装进行防护质量部检验人员职责IQC、IPQC、QA、全检及检验组长权限培训的职责权限和任职要求的讲解质量部所刘祥/刘有人员和现场讲解车间现场传义车间部分现场提问人员检验员、组长现场讲解现场提问品管知识与检验员岗 1.品管基础知识;位技能培训2.检验员岗位上岗培训质量部所有人员现场讲解现场提问质量手册和质量部相 1.质量手册和与质量部相关的程序关程序文件、检验规文件;5程、作业办法(制2.检验规程;度)3.作业办法(制度)的宣贯质量部所有人员现场讲解现场提问北京金斯泰电子有限责任公司2016年度质量部培训计划表序号培训项目培训内容计划培训时间提供培训实施计划部门部门负责人参加人质量部所有人员和车间组长培训地点考核要求和方式现场讲解实际操作考核实际完成时间备注1.所有测试机的操作与使用、主要测试设备及检测工具事项和保养;2.卡尺、千分6的培训与实际操作训尺的操作、注意事项和保养;练3.钢尺、盒尺的实际操作 1.连接器相关知识及检验重点; 2.HSG相关知识及检验重点; 3.端子相关知识及检验重点7材料确认检验重点质量部所有人员现场讲解现场提问仁常用材料识别及要点培训;常用材料的识别与检8 2.线材(美标、国标)端子、HSG验重点检验重点及注意1. 客户图纸与金斯泰工程图纸的识工程图纸的识别和相别;应产品的检验重点、9 2.检验员参照图纸检测时的重以往出现的品质问题点;3.以往出点实例讲解现的异常和客户反馈的问题点讲解10线束产品各加工工序具体见培训记录检验重点及注意事项ROHS和REACH相关知识培训具体讲解ROHS相关知识包括6种有害物质和REACH的相关知识质量部所有人员现场讲解现场提问质量部所有人员现场讲解现场提问质量部所有人员质量部所有人员和车间组长会议室试题考核现场讲解现场提问北京金斯泰电子有限责任公司2016年度质量部培训计划表序号培训项目培训内容计划培训时间提供培训实施计划部门部门质量部负责人刘祥参加人质量部所有人员会议室培训地点考核要求和方式现场讲解现场提问实际完成时间备注IPC-A-620相关知识12、检查方法、检验技具体见培训记录巧培训1.PDCA的定义、实际应用和注意事PDCA 及5W2H等质量工宜;13具的讲解2.5W2H的的定义、实际应用和注意事宜5S知识和5S与实际工具体见培训记录作中应注意的事项质量部所有人员和车间组长会议室试题考核质量部所有人员现场讲解现场提问1.常用的检验方法、参照标准和检检验方法、技巧和公验技巧;15司抽样办法2.检验重点及注意事项;3.公司的抽样准则。
品质部门年度培训计划表

品质部门年度培训计划表
1. 培训目标:
a. 提升员工专业素养
b. 加强团队协作能力
c. 提高服务质量和客户满意度
2. 培训内容:
a. 品质管理理论与实践
b. 团队建设与沟通技巧
c. 客户服务技巧与应对策略
d. 创新与改进方法论
3. 培训形式:
a. 理论课程讲解和案例分析
b. 角色扮演和演练
c. 实地参观和学习交流
4. 培训时间安排:
a. 每月一次集中培训,每次两天
b. 定期小组讨论和分享会
5. 培训考核:
a. 参加培训后进行考核评估
b. 结合考核结果进行个人能力提升规划
6. 培训资料和资源准备:
a. 确保培训材料及时准备
b. 提供电子资源和学习平台支持
7. 培训效果跟踪:
a. 培训后定期跟踪员工工作表现
b. 反馈培训效果和改进建议
8. 培训成本和预算:
a. 控制培训费用,考虑效益最大化
b. 确保培训资源的合理利用
9. 培训总结和评估:
a. 年底对全年培训进行总结评估
b. 制定下一年度培训计划。
品质部培训计划表
提高员工生产质量意 识和预防能力
全体新进生 产人员
10月18日
A 15人 1.5H
谢福明
9
技 能 类
MSA测量系统分 析
MAS测量系统分析
检验员测量数据有效 性
全体检验员 11月22日
A
7人 1.5H
谢福明
10
类
质 量
2018年年终总结
本年度的品质及指标达成情 况汇总,2019年工作规划
总结2018年,计划 2019年品质工作
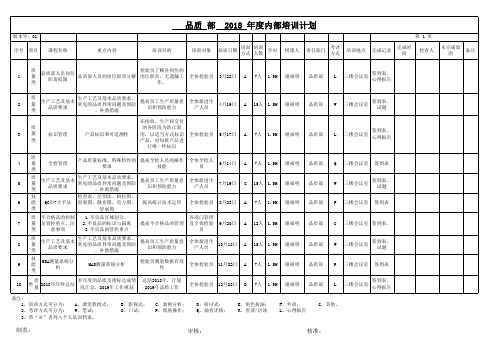
版本号:01 序号 项目 课程名称
重点内容
培训目的
品质 部 2018 年度内部培训计划
第1页
培训对象
培训日期
培训 方式
培训 人数
学时
授课人
责任部门
考评 方式
培训地点
完成记录
完成时 间
检查人
未完成原 因
备注
1
质 量 类
品质部人员岗位 职责权限
品质部人员的岗位职责分解
检验员了解各岗位的 岗位职责,无遗漏工
类
管制图
质 不合格品的控制 1.不良品区域划分。
各部门管理
7 量 及管控重点,注 2.不良品的标识与隔离 提高不合格品的管理 及全体检验 9月20日 A 12人 1.5H 谢福明
类
意事项
3.不良品的管控重点
员
8
质 量 类
生产工艺及基本 品质要求
生产工艺及基本品质要求、 常见的品质异常问题及预防
、补救措施
质 3量
类
标识管理
产品标识和可追溯性
在接收、生产和交付 的各阶段为防止混
用,以适当方式标识 产品,对每批产品进
行唯一性标识
品质部培训计划表

2H 内训
13
QMS程序文件教育
以使各工程熟悉并按照程序文件作业
2H 内训
14
仪器使用与保养
使品管人员了解仪器相关知识与操作
2H 内训
15 QC七大手法教育训练 使品管人员能在实际工作中运用以提高效率 2H 内训
16
抽样计划
了解抽样方法
2H 内训
17
品质意识提升
培养品检员品质意识
2H 内训
年度:
教材
2H 内训
6
SPC概要说明
提升业务能力
4H 内训
7
5S讲座
让大家明白5S的重要性
2H 内训
8
客诉处理流程学习
提升本职工作认知程序
2H 内训
9
环境体系学习
加强对公司文件体系文知程序
2H 内训
10
EMS程序文件教育
让与环境有关联人员了解EMS及其必要性 2H 内训
12
ISO程序文件学习
加强对公司文件体系文知程度
深圳市泉胜精密科技有限公司
_______年度培训计划表
申请单位:
序 号
课程名称
训练之目的
时 内训 数 外训
1
基本识图
提升整体员工识图知识
1H 内训
2
现场管理2
提升品质与产量
2H 内训
3
品质防范与改善
加强品质意识
2H 内训
4
ISO9000
全员参与推动ISO9000 程序文件
ห้องสมุดไป่ตู้2H 内训
5
现场安全与5S
杜绝工伤及事故
讲师
自备 自备 自备 自备 自备 自备 自备 自备 自备 自备 自备 自备 自备 自备 自备 自备
品质部年度培训计划表

品质部年度培训计划表一、培训目标1. 提高品质部员工的专业水平和技能。
2. 帮助员工深入了解品质管理的相关知识和方法。
3. 增强员工的沟通能力和团队合作意识。
4. 培养员工的问题解决能力和创新意识。
5. 提升员工的责任心和执行力。
二、培训内容1. 品质管理概论2. ISO9000质量管理体系3. 六西格玛管理方法4. TQM全面质量管理5. 8D问题解决法6. 质量成本管理7. 质量检验与控制8. 过程改善和持续改进9. 团队建设和沟通技巧10. 创新意识培养三、培训方式1. 理论讲授:专业老师讲解相关知识和方法。
2. 实际操作:员工对所学知识进行实际操作和练习。
3. 案例分析:通过实际案例分析,加深员工的理解和应用能力。
4. 团队合作:组织团队活动和项目实践,培养员工的团队合作意识。
四、培训安排1. 第一阶段:品质管理基础知识培训时间:3个月内容:品质管理概论、ISO9000质量管理体系、六西格玛管理方法方式:理论讲授、案例分析目标:提高员工的品质管理基础知识和方法技能。
2. 第二阶段:质量管理工具和方法培训时间:2个月内容:TQM全面质量管理、8D问题解决法、质量成本管理方式:理论讲授、实际操作目标:帮助员工掌握质量管理的工具和方法,提高问题解决能力。
3. 第三阶段:质量检验与控制培训时间:1个月内容:质量检验与控制、过程改善和持续改进方式:理论讲授、实际操作目标:加强员工对质量检验和问题改进的理解和能力。
4. 第四阶段:团队建设和沟通技巧培训时间:1个月内容:团队建设和沟通技巧、创新意识培养方式:理论讲授、团队合作目标:培养员工的团队合作意识和沟通技巧,提升创新意识。
五、培训评估1. 结业考核:每个阶段结束进行理论和实际操作考核。
2. 培训反馈:员工对培训内容和方式进行反馈,为培训改进提供参考。
3. 培训效果评估:培训结束后进行培训效果评估,总结培训成果和不足,为下一年度培训计划提供参考。
品质部门年度培训计划表

品质部门年度培训计划表日期:XXXX年度一、培训目标品质部门是公司的重要组成部分,对产品质量管理起着至关重要的作用。
因此,品质部门的员工需要不断提升自身专业技能,提高对产品质量的把控能力,提高解决问题的能力。
本年度培训计划旨在通过各种形式的培训,帮助品质部门员工提高综合素质,为公司的发展和产品质量提供更为有力的支持。
二、培训内容1. 品质管理理论培训- 品质管理的基本概念和原则- 品质管理的发展历程和趋势- 品质管理在企业中的重要性和作用2. 产品质量控制培训- 产品质量控制的重要性和方法- 常见的产品质量问题及解决方法- 产品质量控制的实际操作流程和技巧3. 问题解决与改进培训- 问题解决的方法和步骤- 在品质管理中常见的问题解决技巧- 如何进行质量改进和持续优化4. 数据分析与统计培训- 数据分析在品质管理中的应用- 基本统计方法和工具的使用- 数据可视化和报告的制作5. 团队合作与沟通培训- 团队合作的重要性和技巧- 团队沟通的方法和原则- 如何建立高效的团队工作氛围6. 管理技能培训- 领导力与管理能力的培养- 品质部门管理的特点与技能- 如何有效地进行品质管理7. 相关行业知识培训- 品质管理相关行业标准和法规的学习- 相关行业技术和趋势的了解- 如何将行业知识应用到品质管理中三、培训形式1. 课堂培训:邀请行业专家或学者进行专题讲座,针对性地进行知识传授和理论讲解。
2. 实操培训:组织员工参与产品质量控制实际操作,让员工亲身体验和掌握技能。
3. 线上学习:利用网络平台组织远程学习,提供相关学习资料和在线授课。
4. 案例分析:通过实际案例进行讨论与分析,让员工对问题解决和改进有更深入的理解。
5. 模拟演练:模拟现实工作场景,让员工进行角色扮演和实际操作,提高应对问题的能力。
6. 互动讨论:组织员工进行小组讨论和交流,分享经验和心得体会,促进相互学习和成长。
四、培训计划安排1. 第一季度- 安排品质管理理论培训和产品质量控制培训- 邀请行业专家进行课堂培训和实操培训2. 第二季度- 问题解决与改进培训和数据分析与统计培训- 线上学习和案例分析相结合,提高员工的解决问题能力3. 第三季度- 团队合作与沟通培训和管理技能培训- 模拟演练和互动讨论,提高员工的团队合作和管理能力4. 第四季度- 相关行业知识培训和综合复习总结- 组织员工进行知识应用考核和总结交流五、培训效果评估1. 学员测评:定期对员工进行培训效果的问卷调查和反馈2. 考核评估:通过培训后的考核测评来评估员工的学习效果和能力提升3. 公司评估:定期组织对品质部门的工作成果和效果进行评估和总结六、培训资源保障1. 专业人才:邀请行业专家和公司学者进行培训和知识传授2. 培训课件:准备相关的培训课件和学习资料,保证培训内容全面和深入3. 培训设施:提供良好的培训环境和设施,保障培训效果的达成4. 经费保障:提供充足的经费支持,保证培训计划的质量和效果总结:通过本年度的培训计划,品质部门的员工将在品质管理理论知识、产品质量控制技能、问题解决和改进能力、团队合作和沟通技巧、管理能力等方面得到全面提升。
2024年度品质培训计划表
2024年度品质培训计划表一、培训目标1.提升员工品质意识,确保产品和服务质量持续改进。
2.培养一支具备专业技能和品质管理能力的团队。
3.引入先进的品质管理理念和工具,提高企业整体竞争力。
二、培训对象1.新入职员工:进行品质基础知识和企业文化培训。
2.在职员工:针对不同岗位进行专业技能提升和品质管理知识培训。
3.品质管理团队:进行高级品质管理理念和工具培训。
三、培训内容1.品质基础知识:包括品质概念、品质管理体系、品质工具等。
2.专业技能培训:针对研发、生产、测试等岗位进行专业技能提升培训。
3.品质管理知识:包括品质策划、品质控制、品质改进等方面的知识。
4.高级品质管理理念和工具:引入六西格玛、精益生产等先进品质管理理念和工具进行培训。
四、培训形式1.内部培训:由公司内部品质管理专家或优秀员工进行授课。
2.外部培训:邀请品质管理领域的专家或培训机构进行培训。
3.在线培训:利用网络平台进行在线学习和交流。
4.实地考察:组织员工参观优秀企业或工厂,学习先进的品质管理经验。
五、培训时间1.新入职员工:入职后一周内进行为期三天的品质基础知识和企业文化培训。
2.在职员工:每季度进行一次为期一周的专业技能提升和品质管理知识培训。
3.品质管理团队:每半年进行一次为期两周的高级品质管理理念和工具培训。
六、培训效果评估1.考试评估:通过考试成绩评估员工对培训内容的掌握程度。
2.实际操作评估:观察员工在实际工作中的表现,评估培训效果。
3.员工反馈:收集员工对培训的意见和建议,不断改进培训内容和形式。
4.绩效改进评估:通过对比培训前后的绩效数据,评估培训对企业整体竞争力的提升效果。
七、培训预算1.讲师费用:根据邀请的讲师或培训机构的收费标准进行预算。
2.培训材料费用:包括培训教材、考试试卷、证书等费用。
3.培训场地费用:如租用外部场地进行培训,需预算场地费用。
4.其他费用:包括交通、餐饮等费用。
八、总结与展望通过本年度的品质培训计划,我们期望能够全面提升员工的品质意识和专业技能,为企业的发展提供有力支持。
品质部门培训计划表
品质部门培训计划表一、培训目的为了提高品质部门员工的专业知识和技能, 促进品质管理体系的运作, 加强质量管理意识, 实现全员参与、全员质量、全员控制, 提高公司产品和服务的质量和客户满意度, 特制定本培训计划。
通过培训, 帮助品质部门员工了解和掌握质量管理的基本理论、方法和实际操作技能, 从而不断提高整个公司的质量管理水平, 为公司可持续发展奠定坚实基础。
二、培训对象品质部门全体员工三、培训主题全流程质量管理四、培训时间根据员工的工作安排,计划安排为期一周的培训,具体时间将根据员工的实际情况和培训安排确定。
五、培训内容1. 质量管理基础知识(1)质量管理的概念和基本原则(2)品质部门的职责和作用(3)质量管理的标准和体系2. 质量管理方法(1)质量检验和测试方法(2)质量评价和问题分析方法(3)质量改善方法3. 质量管理工具(1)质量控制图的应用(2)品质七大工具的使用(3)品质管理软件的操作4. 团队建设与沟通技巧(1)团队管理和协作(2)有效沟通与冲突解决(3)目标管理与执行5.案例分析和实操(1)实际案例分析(2)模拟操作和实操练习(3)总结经验和提出改进建议六、培训方法本次培训将采取多种形式,包括讲座、课堂教学、案例分析、角色扮演和实践操作等,通过不同方式的学习,提高员工的学习兴趣和参与度。
七、培训考核通过课堂测验、案例分析和实际操作考核,对员工的学习情况进行评估,确保培训的有效性和实用性。
八、培训评估培训结束后将进行培训效果评估,收集员工的培训反馈和建议,并根据评估结果对培训计划进行修订和完善。
九、培训后续为了持续提高品质部门员工的质量管理能力,将定期组织相关的培训和学习活动,持续跟进培训成果并进行总结和分享。
十、培训资源为保证培训质量,将邀请公司内外相关领域的专家学者作为讲师,结合公司实际情况,安排优质的培训资源,确保培训内容的专业性和实用性。
十一、培训费用公司将承担员工的培训费用,包括培训场地费、讲师费、培训材料费等相关费用。
品质年度培训计划表范本
品质年度培训计划表范本培训时间:2023年度培训目标:提高员工工作技能和素质,增强团队协作能力,提升企业绩效。
培训内容:1. 专业技能培训- 技术人员学习新领域知识和技能- 销售人员销售技巧和客户管理培训- 行政人员办公软件使用和管理技能培训2. 团队协作能力培训- 团队合作训练- 沟通技巧培训- 冲突解决培训3. 创新思维培训- 创新意识培养- 创新方法和工具培训- 创新案例分享和讨论4. 品质管理培训- 质量管理知识培训- 6σ方法和工具培训- 持续改进意识培训培训方式:1. 内部培训- 由内部专家和资深员工授课- 培训内容结合实际工作情况2. 外部培训- 邀请行业专家和知名培训机构进行培训 - 接受外部培训机构提供的定制培训服务培训评估:1. 培训前评估- 调查员工培训需求和意愿- 了解员工基础知识和能力水平2. 培训中评估- 培训过程中定期组织学习成果检查- 收集员工对培训内容和方式的反馈意见3. 培训后评估- 组织培训后的知识测试和能力评估- 跟踪员工培训成果和应用效果培训总结:1. 收集员工对培训的总体评价和意见反馈2. 形成培训总结报告,包括培训效果评估和改进建议3. 调整和完善下一年度的培训计划培训预算:1. 培训费用预算- 内部培训的人力资源和场地费用- 外部培训机构的培训费用和差旅费用2. 培训效益评估- 统计培训后员工绩效改进和企业绩效提升情况- 计算培训投入与产出的关系,评估培训的经济效益。
年度企业品质培训计划表
年度企业品质培训计划表
一、培训目标:
1. 提升企业员工的专业素养和服务意识
2. 强化产品质量管理意识和技能
3. 加强员工的团队合作和沟通能力
二、培训内容及安排:
1. 品质管理理论知识培训
- 日期:3月1日
- 内容:介绍品质管理的概念、原则和工具
- 讲师:品质管理专家
2. 产品质量检验实操培训
- 日期:4月15日
- 内容:实地操作产品质量检验设备,学习产品质量检验标准
- 讲师:生产部主管
3. 专业服务技能培训
- 日期:5月20日
- 内容:提升员工服务意识,提高服务技能和服务态度
- 讲师:客户服务主管
4. 团队合作与沟通技巧培训
- 日期:6月10日
- 内容:学习团队合作的重要性,提高沟通和协作能力
- 讲师:人力资源专家
三、培训效果评估:
1. 每次培训结束后,由培训部门进行培训效果调研
2. 汇总调研结果,根据反馈进行后续改进和优化
四、其他事项:
1. 员工参加培训期间,由部门安排人员代班,保证工作正常进行
2. 提醒员工准时参加培训,不得迟到早退
3. 培训结束后,及时总结经验,分享培训成果和收获
五、签字:
企业培训部门负责人:_____________
企业总经理:_____________。
品质部培训需求

课程目的(要写详细)
让全体人员了解品管意义,加强品质观念 让全体人员熟悉并掌握抽样方式与判定标准 让全体人员掌握与人沟通的基本技巧,以便于处理工作中的 人际关系 让全体人员掌握与人沟通的基本技巧,以便于处理工作中的 人际关系 使IQC熟悉原物料检验方法及标准,以提高工作效能 使IQC熟悉自身工作流程,以提高工作效能 使LED QC熟悉本工站生产流程,了解品质控制重点,以提高工 作效能 使LED QC熟悉自身工作流程,以提高工作效能 使显示屏 QC熟悉本工站生产流程,了解品质控制重点,以提 高工作效能 使显示屏QC熟悉自身工作流程,以提高工作效能 培养内部讲师,提高部门人员演说技巧与能力 使部门人员了解构建体系意义,规范日常行为,使工作标准化
课程相关资料
序号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
课Hale Waihona Puke 名称品管基础知识 抽样计划与允收水准 有效沟通技巧 职场礼仪 主要原材料检验方法及标准 IQC工作流程讲解 LED 生产流程及品质要求 LED QC工作流程讲解 显示屏 生产流程及品质要 求 显示屏QC工作流程讲解 内部讲师培训 ISO及3C体系基本知识
19 20
料
提供人 课程需求部门
品质 品质 品质 品质 品质 品质 品质 品质 品质 品质 品质 品质
品质部培训需求计划表序号课程名称受训人员及课程类型课程目的iqcledqc办公室人员品管基础知识必修必修必修选修抽样计划与允收水准必修必修必修选修让全体人员熟悉并掌握抽样方式与判定标准有效沟通技巧必修必修必修必修职场礼仪必修必修必修必修主要原材料检验方法及标准必修选修选修选修必修选修选修选修选修必修选修选修选修必修选修选修显示屏生产流程及品质要求选修选修必修选修10选修选修必修选修11内部讲师培训选修选修选修必修12必修必修必修必修显示屏qc让全体人员了解品管意义加强品质观念让全体人员掌握与人沟通的基本技巧以便于处理工作中的人际关系让全体人员掌握与人沟通的基本技巧以便于处理工作中的人际关系使iqc熟悉原物料检验方法及标准以提高工作效能iqc工作流程讲解使iqc熟悉自身工作流程以提高工作效能led生产流程及品质要求使ledqc熟悉本工站生产流程了解品质控制重点以提高工作效能ledqc工作流程讲解使ledqc熟悉自身工作流程以提高工作效能使显示屏qc熟悉本工站生产流程了解品质控制重点以提高工作效能显示屏qc工作流程讲解使显示屏qc熟悉自身工作流程以提高工作效能培养内部讲师提高部门人员演说技巧与能力iso及3c体系基本知识使部门人员了解构建体系意义规范日常行为使工作标准化课程相关资料序号课程名称课程目的要写详细提供人课程需求部门品管基础知识品质抽样计划与允收水准让全体人员熟悉并掌握抽样方式与判定标准品质有效沟通技巧品质职场礼仪品质主要原材料检验方法及标准品质显示屏生产流程及品质要求品质10品质11内部讲师培训品质12品质13让全体人员了解品管意义加强品质观念让全体人员掌握与人沟通的基本技巧以便于处理工作中的人际关系让全体人员掌握与人沟通的基本技巧以便于处理工作中的人际关系使iqc熟悉原物料检验方法及标准以提高工作效能iqc工作流程讲解使iqc熟悉自身工作流程以提高工作效能led生产流程及品质要求使ledqc熟悉本工站生产流程了解品质控制重点以提高工作效能ledqc工作流程讲解使ledqc熟悉自身工作流程以提高工作效能使显示屏qc熟悉本工站生产流程了解品质控制重点以提高工作效能显示屏qc工作流程讲解使显示屏qc熟悉自身工作流程以提高工作效能培养内部讲师提高部门人员演说技巧与能力iso及3c体系基本知识使部门人员了解构建体系意义规范日常行为使工作标准化14151617181920
品质部员工培训计划模板范本

品质部员工培训计划模板范本1. 培训目标- 提升品质部员工的工作能力和专业素养。
- 加强员工对品质管理的理解和应用能力。
- 培养员工的团队合作和沟通能力。
- 增强员工的问题解决和创新能力。
2. 培训内容2.1 品质管理基础知识- 品质管理的概念和重要性- 品质管理体系的基本原理和要素- 品质控制和品质改进方法2.2 品质部工作流程- 品质部门的职责和角色- 品质管理流程和流程控制- 数据分析和决策方法2.3 推动品质改进- 排除非连续性改进方法- 探索企业内部品质管理的最佳实践- 品质文化建设和传达2.4 团队合作和沟通- 团队合作的重要性和优势- 建立高效团队合作的方法- 有效沟通技巧和工具2.5 问题解决和创新能力培养- 问题解决的基本方法和工具- 创新思维和创新技巧的培养- 促进员工积极参与创新的环境建设3. 培训方式- 理论研究:讲授基础知识和案例分析。
- 实践操作:模拟工作场景,进行操作演练。
- 小组讨论:共同探讨问题和解决方案。
- 角色扮演:模拟团队合作和沟通情境。
- 线上研究:提供在线研究资源和互动平台。
4. 培训评估- 培训前测评:评估员工对品质管理的了解程度。
- 培训中测评:检验员工对培训内容的掌握情况。
- 培训后测评:评估员工在实际工作中的应用能力。
- 反馈和改进:根据测评结果优化培训内容。
5. 培训计划安排6. 参考资料- 《品质管理指南》- 《团队合作与沟通技巧》- 《问题解决与创新思维》- 公司内部品质管理相关文件和资料以上是一份品质部员工培训计划模板范本,根据实际情况可进行适当调整和补充。
2024年品质部培训计划
2024年品质部培训计划背景介绍2024年对于公司品质部来说是一个新的起点。
随着市场竞争愈发激烈,产品质量成为决定企业发展的关键因素。
为提升品质部成员的专业能力和团队凝聚力,制定了本培训计划。
培训目标•提升成员的品质管理理论知识水平•深化对产品质量控制的实践操作技能•增强团队合作意识和协同能力•培育团队领导力和解决问题的能力培训内容1.品质管理理论课程–质量管理体系概述–产品质量控制方法–品质部门工作流程及管理模式2.实践操作技能培训–测量工具的使用方法–质检流程及关键点把握–问题分析与解决实战演练3.团队协作训练–团队合作游戏–沟通技巧培训–团队项目合作演练4.领导力与问题解决培训–领导力培养与发展–解决问题的方法与途径–品质部管理者角色定位培训方式1.独立学习–阅读相关书籍和资料–参与在线自学课程2.集中培训–每月安排集中培训课程–邀请行业专家进行授课3.实践操作–小组实训演练–实地考察学习考核与评估1.期中考核–理论知识考试–实践操作测试2.终期考核–团队合作项目评估–领导力表现评价3.培训效果评估–培训后满意度调查–品质部整体工作质量评估奖惩机制1.优秀表现奖励–评选出优秀学员–颁发奖励证书和奖金2.不良表现惩罚–对表现不佳者进行个别辅导–适时调整培训计划结语本培训计划旨在促进品质部成员的全面发展,提升团队整体素质,进一步推动公司品质管理水平提升。
相信通过本次培训,品质部将在2024年展现出更加卓越的工作业绩和团队凝聚力。
品质部员工培训计划表
品质部员工培训计划表一、培训目的品质部员工培训的目的是提高员工的技能水平和专业知识,使其能够更好地应对工作中的挑战,并对公司的品质管理工作做出更积极的贡献。
二、培训内容1. 品质管理概论2. 现代品质管理理念3. 公司品质管理体系介绍4. 制度与标准的理解和应用5. 品质检验与控制技术6. 品质改善方法与工具7. 品质管理软件的使用8. 品质管理案例分析9. 品质管理实操培训三、培训方式1. 线上学习2. 线下培训3. 实操演练4. 案例分析5. 交流讨论四、培训时间本次培训计划为期3个月,每周安排2天培训课程,共12周。
五、培训具体安排1. 第一周- 品质管理概论- 公司品质管理体系介绍 - 制度与标准的理解和应用2. 第二周- 现代品质管理理念- 品质检验与控制技术3. 第三周- 品质改善方法与工具- 品质管理软件的使用4. 第四周- 品质管理案例分析- 品质管理实操培训5. 第五周- 线下培训- 实操演练6. 第六周- 案例分析- 线上学习7. 第七周- 交流讨论- 线上学习8. 第八周- 实操演练- 线下培训9. 第九周- 品质管理软件的使用- 品质管理案例分析10. 第十周- 品质检验与控制技术- 品质管理实操培训11. 第十一周- 制度与标准的理解和应用- 品质管理软件的使用12. 第十二周- 品质管理案例分析- 品质管理实操培训六、培训师资本次培训邀请公司内外相关领域的专家学者担任培训讲师,确保培训内容的权威性和实用性。
七、培训评估为了确保培训效果,将在培训结束后进行考核评估,以评估培训的成效,并根据评估结果对培训内容和方式进行调整和改进。
八、培训成效通过培训,品质部员工将提高品质管理理念的理解和运用能力,掌握品质管理所需的技能和工具,提高品质管理工作的实操能力,为公司的品质管理工作贡献更大的价值。
以上就是本次品质部员工培训的计划表,希望通过此次培训能够提高员工的综合素质和专业能力,为公司的品质管理工作注入新的活力和动力。
品质部门年度培训计划模板
品质部门年度培训计划模板
时间:2023年
培训目标:提升品质部门员工的专业知识和技能,增强团队合作能力,提高工作效率和质量。
培训内容:
1. 品质管理系统培训
2. 测量工具和技术的应用
3. 团队合作与沟通技巧培训
4. 客户满意度调查与分析
5. 故障分析与问题解决方法
6. 失效模式与影响分析(FMEA)
7. 六西格玛质量管理培训
8. 制度和流程更新培训
培训方法:
1. 线上自学课程
2. 班组培训
3. 外部专业机构培训
4. 案例分析讨论会
5. 实地考察学习
培训人员:品质部门全体员工
培训考核:
1. 完成培训课程学习
2. 参与培训案例分析和讨论
3. 提交培训总结报告
4. 通过培训考核测试
培训时间表:
1月:品质管理系统培训
2月:测量工具和技术的应用
3月:团队合作与沟通技巧培训
4月:客户满意度调查与分析
5月:故障分析与问题解决方法
6月:失效模式与影响分析(FMEA)
7月:六西格玛质量管理培训
8月:制度和流程更新培训
培训效果评估:
1. 培训后工作质量和效率提升情况
2. 培训后员工专业技能和团队合作能力的改善情况
3. 客户满意度提升情况
4. 认证资格的获得情况
备注:培训计划执行中如有变动,将及时进行调整和通知。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
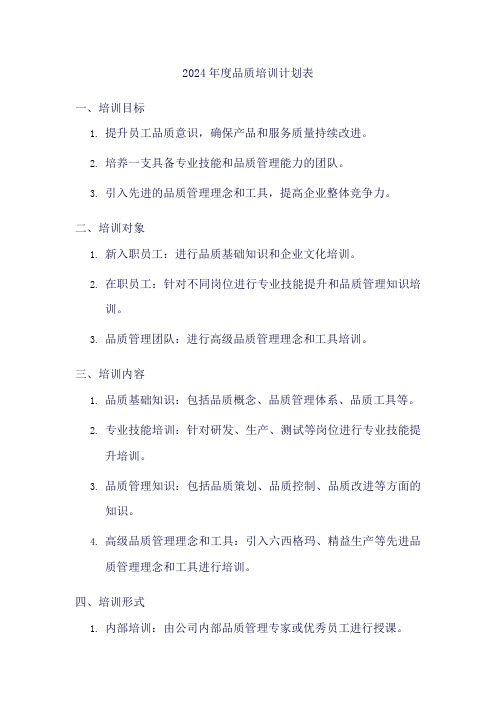
序號 內容 對策
1.所有客戶來料都按照GB2828-2003抽檢檢驗進行,根據AQL進行作業, 2.如是重工物料,QC人員必須進行全檢動作,在全檢過程中有任何問題需第一時間拍照(不良圖片、此批物料總數量、 檢查多少數量發現多少什麼不良?此批物料標籤上的信息是什麼?)郵件方式告知業務人員,請業務人員處理,此時此 批物料需貼紅色標籤註明待客戶確認後方可使用,並告知倉管且分開存放,避免混料; 3.生產未得到客戶郵件時,此批物料不能進行上線作業; 4.檢驗合格的物料需第一時間蓋QC Pass章要求倉管放到指定位置; 5.如有外觀不良的物料需第一時間填寫《來料不良反饋表》並在來料檢驗記錄表中註明不良數量; 6.所有真空包裝的物料客戶未下訂單QC不能拆封進行檢驗,待客戶下訂單時方可進行檢驗動作;
備註
1
來料檢驗
2
1.首件之前必須先確認相關表單《燒錄派工資訊單》《工程首件單》《客戶訂單》《業務的燒錄訂單》一一核對OK後並 確認相關單位有無簽名,無簽名退回責任單位後重新確認簽名後QC再次確認OK後方可進行首件核對; 2.首件需核對的相關事宜:①5S;②ESD;③Check Sum;④實物與電腦Pass數量核對是否一致;⑤核對所填寫的追溯標籤 是否與客戶要求的一致;⑥確認燒錄流程表上的信息跟派工單、客戶訂單、首件單、業務工單是否一致;⑦特殊設定; 首件及對數確認事項 ⑧LOG記錄保存路徑是否OK及是否存在;⑨每日點檢表是否OK;⑩人員著裝是否符合我司要求;⑾《燒錄流程檢查表》填 寫是否不符合標準; 3.有無每個工單進行與原Code比對事宜,保存LOG記錄是否完整; 4.停電或設備異常時,有無重新核對首件,且前面200pcs有誤要求產線進行全檢,全檢記錄有無異常,有異常需燒錄後 的物料全部全檢,如無可以直接進行生產; 1.所有QC人員去確認首件時,而不是只為做這個首件,而是做完首件後需第一時間確認其他工站ESD、著裝等是否有存 在問題,養成巡檢的習慣; 2.QC端如發現有檢驗物料有外觀或功能異常較多的工站,應不定時進行此工站巡檢,避免同樣的問題再出現; 3.生產組長核對數量時,是否只是在抄數,而不是一一去核對相關信息後來進行填寫的; 4.如QC人員在對數時是否有按要求去執行,而不是只去稽查別人而忽略了自己也存在同樣的問題;
9
出貨事宜
10
報表記錄異常
11
ቤተ መጻሕፍቲ ባይዱ
QC轉品質部管理週期
12
增加製程巡檢
13
點檢事項
3
製程檢驗
4
1.自動機台燒錄卷盤物料,根據燒錄時間來決定,半小時或1小時進行功能檢驗一次,(將首件的IC放入指定位置而不 自動機台燒錄卷盤物 是放入卷帶內,每規定時間檢驗時作為更換物料待最後燒錄完成後將最後檢驗的物料放入下料帶內); 料 2.按以上方法作業後,每燒錄完一卷直接進行外觀檢驗後出貨; ESD 1.所有人員作業時必須佩戴靜電手環方可進行作業,所有倉管、工程、生產組長、作業員及QC人員; 2.QC、工程、生產組長、雷射人員因走動頻繁可佩戴無線靜電手環,其他人員一律要求嚴格佩戴有線靜電手環; 3.所人員作業時衣袖不能卷起;
7
送檢物料數量確認問 1.所有送檢的物料必須與組長在場時點清數量,方可接收,如有異常立即退回產線進行處理,處理OK後方可再次送檢; 題 2.所有卷盤物料必須先清點數量後方可進行外觀檢查動作;
8
不良品處理事宜
1.所有不良品如在生產端發現的不良,生產組長確認後直接送工程進行確認,確認為不良直接由生產組長用紅色標籤標 示後給倉管; 2.在QC端發生的不良,QC端需自行檢查是否為自行操作不檔導致,後再給工程人員確認,確認為不良為產線導致,此批 全部退回產線全檢,如是來料問題,直接填寫不良標籤送往倉管處; 1.物料檢驗完成後需再次清點數量,方可放到倉管端; 2.核對倉管所打印的條形碼時需拿客戶訂單進行核對,核對需一一核對不能只核對一張而忽略其他條形碼; 3.在貼條形友時,需一盤一盤與客戶訂單進行核對,核對內容就是卷盤上的追溯標籤與綠色標籤是否與客戶要求的一 致,如有異常需立即提出並要求改善; 4.不能只是為了貼而貼,而是核對後再核對,避免發生異常; 1.報表記錄的準確性、真實性、工整; 2.報表歸檔及整理; 1.現所有QC人員已經融入生產作業模式; 2.需花一個月時間去培訓與監督; 1.QC小組長需不定時對產線、QC工站進行稽查,且記錄稽查缺失項並要求責任單位改善; 2.後續會增加巡線頻率; 1.溫濕度點檢問題,針對YDK溫濕度點檢表與我司不致之外其他的均一致,另要求我司人員在點檢時發現濕度有異常時 需立即處理,不能直接憑記憶去作業; 2.操作方式如溫度偏高需將溫度調低,並半個鍾後再確認一次,OK後方可填寫實際溫度,濕度偏高需將濕內空調調致抽 濕狀態,如無效需請生產部使用除濕機,避免物料受潮; 3.產線的日常點檢表需每天確認點檢狀況;
5
6
物料送檢事宜,
1.必須由生產組長送檢到檢驗台,如組長無送檢,QC人員不能直接到燒錄工站直接拿料; 2.檢驗完成後寫合格標籤,放到倉管台面; 3.如需Taping物料,抽檢完成後告知組長,QC不能直接送往Taping區,只負責檢驗的職責由生產組長去QC端取料; 4.物料送檢必須確認送檢的追溯標籤與實際工單相關信息是否一致,QC在填寫綠色標籤時必須拿此物料相關單據進行填 寫並再次核對追溯標籤事宜;