焊接培训PIPWORX400
手工焊接培训资料

手工焊接培训资料•焊接基础知识•手工焊接技能•焊接安全与防护目录•手工焊接实例•手工焊接技巧提升•手工焊接经验分享CHAPTER焊接基础知识焊接定义焊接原理焊接的定义与原理熔焊压焊钎焊030201焊接的种类与特点焊接在工业中的应用01020304制造业建筑业电力行业铁路和船舶CHAPTER手工焊接技能焊条焊机辅助工具焊接工具与材料夹持将母材夹紧在焊钳上,确保待焊接部位对齐。
熔化结束焊接在完成焊接后,切断电弧,让熔池冷却凝固。
准备清洁待焊接的母材,检查是否有油污、锈蚀等影响焊接质量的因素。
引弧推动在熔池形成后,将焊条以适当的速度推动,形成焊缝。
010203040506焊接操作技巧外观检查尺寸检查无损检测力学性能测试焊接质量的评估与检验CHAPTER焊接安全与防护焊接操作前检查焊接作业场所应保持干燥、通风良好,并远离易燃、易爆物品。
焊接作业场所操作规程焊接操作的安全规范焊接手套使用焊接手套时,应选择符合要求的手套,并定期检查手套完好程度。
焊接面罩使用焊接面罩时,应选择合适型号的面罩,并确保面罩质量合格。
焊接工作服使用焊接工作服时,应选择符合要求的工作服,并定期检查工作服完好程度。
焊接防护用品的使用与维护火灾应急处理电击应急处理化学中毒应急处理焊接事故的应急处理CHAPTER手工焊接实例焊接技巧焊点质量检测焊接材料选择电子元器件的焊接1 2 3焊接前准备焊接操作焊接后处理03焊点质量检测01焊接材料选择02焊接技巧CHAPTER手工焊接技巧提升练习基本功熟练掌握手工焊接的基本技巧和操作步骤,包括焊前准备、焊接手法、焊接角度、送丝方法等。
均匀加热合理控制焊接时的加热速度和温度,采用均匀缓慢的加热方式,避免过热或局部过热。
熟练操作通过反复练习和实践,提高操作熟练程度和手感,掌握各种不同材料的焊接特性和规律。
提高焊接速度的方法减少焊接缺陷的技巧焊前清理控制焊接温度保持焊接角度非金属材料异种材料金属材料不同材料的焊接方法与技巧CHAPTER手工焊接经验分享保持稳定的手势和平衡01选择合适的焊接工具02掌握焊接技巧03准备焊接材料清洁焊接表面控制焊接参数使用防护设备注意通风安全操作焊接安全与防护的经验分享WATCHING。
ABB弧焊机器人培训教程

ABB弧焊机器人培训教程一、ABB 弧焊机器人系统概述ABB 弧焊机器人系统通常由机器人本体、控制柜、示教器、焊接电源、送丝机、焊枪等部分组成。
机器人本体是执行焊接任务的机械部分,具有多个关节和自由度,能够实现灵活的动作。
控制柜是机器人的控制中心,负责处理各种指令和信号,控制机器人的运动和焊接过程。
示教器则是操作人员与机器人进行交互的工具,通过它可以对机器人进行编程、调试和操作。
焊接电源为焊接提供所需的电能,送丝机负责稳定地输送焊丝,焊枪则直接进行焊接作业。
二、安全注意事项在操作 ABB 弧焊机器人之前,必须了解并严格遵守相关的安全规定。
首先,操作人员应穿戴好个人防护装备,如焊接手套、护目镜、防护面罩等。
其次,确保工作区域整洁,无障碍物,以防机器人在运动过程中发生碰撞。
再者,在机器人运行时,严禁人员进入其工作范围。
另外,对于机器人的维修和保养,必须由专业人员进行,并在断电的情况下操作。
三、机器人的基本操作1、开机与关机开机:先打开总电源,然后依次打开控制柜电源和机器人本体电源,等待系统启动完成。
关机:按照相反的顺序,先关闭机器人本体电源,再关闭控制柜电源,最后关闭总电源。
2、手动操作使用示教器上的操作杆,可以手动控制机器人的关节运动,以便将机器人移动到指定的位置。
在手动操作时,应选择合适的速度,避免速度过快导致碰撞。
3、坐标系选择ABB 弧焊机器人通常有多种坐标系可供选择,如关节坐标系、直角坐标系、工具坐标系等。
根据不同的任务需求,选择合适的坐标系进行操作。
四、编程与示教1、编程模式ABB 弧焊机器人的编程模式通常包括在线编程和离线编程。
在线编程是在机器人现场通过示教器进行编程,直观方便。
离线编程则是在计算机上使用专门的软件进行编程,然后导入到机器人系统中。
2、示教点的设置示教是编程的重要环节,通过手动操作机器人到达需要的位置,并记录这些位置作为示教点。
在设置示教点时,要注意位置的准确性和合理性。
焊接工程师培训计划
焊接工程师培训计划一、培训目标本培训旨在提高焊接工程师的专业技能,加强对焊接原理、设备和工艺的理解,提高焊接质量和效率。
通过系统的理论学习和实践操作,使焊接工程师能够熟练掌握各种焊接技术,提高工作水平和专业能力,为企业发展和个人职业发展提供有力支持。
二、培训内容1. 焊接原理与材料(1)焊接原理:包括焊接方法、热能源、熔融金属、焊接接头等基本概念和原理;(2)焊接材料:包括焊接材料的种类、特性和应用,包括焊丝、焊剂、焊条等。
2. 焊接设备(1)焊接设备概述:包括焊接设备的种类、工作原理和操作方法;(2)焊接设备维护:包括焊机、气体保护设备等常见焊接设备的维护方法。
3. 焊接工艺(1)焊接工艺概述:包括手工焊接、自动化焊接、气体保护焊、电弧焊等焊接工艺的特点和应用;(2)焊接工艺规范:包括焊接工艺规范的制定和执行,焊接过程参数的设置和调整等。
4. 焊接质量控制(1)焊接质量要求:包括焊缝形貌、焊接强度、焊接变形、气孔、裂纹等焊接质量指标;(2)焊接质量控制:包括焊接过程中的质量控制方法、焊接工艺的优化和改进等。
5. 焊接安全(1)焊接安全知识:包括焊接过程中的安全注意事项、安全防护用品的选择和使用、事故应急处理等;(2)焊接环境保护:包括焊接废气处理、废渣处理等环保要求。
6. 实践操作培训期间安排实际焊接操作,包括常见焊接方法的实际操作、焊接设备的使用和维护、焊接质量的检验和控制等。
三、培训方式1. 理论学习通过讲座、课程教学等形式进行理论学习,使学员系统掌握焊接原理、设备和工艺。
2. 实践操作安排学员进行实际焊接操作,指导学员掌握焊接技术和操作技巧。
3. 案例分析通过案例分析,引导学员从实际工作中总结经验和教训,提高工作实际操作水平。
四、培训管理1. 培训计划制定根据学员的实际需求,制定培训计划,安排培训课程和实践操作安排。
2. 学员管理做好学员的入学资格审查和学习进度管理,确保培训的顺利进行。
焊接方面培训课程

焊接方面培训课程一、培训课程概述焊接培训课程旨在通过理论学习和实践操作,提高焊接人员的技术水平和质量意识。
培训内容主要包括焊接的基本知识、操作规程、安全防护、焊接设备和材料选用、焊接缺陷及预防等方面。
培训课程分为初级、中级和高级三个级别,针对不同水平的焊接人员需求,设置相应的教学计划和课程安排。
二、培训课程内容1. 焊接基础知识焊接的概念、分类及应用领域;焊接材料、设备、工艺和操作规程;焊接接头的形式、结构和性能要求等方面的基础知识。
2. 焊接材料和设备选用焊接材料的种类、特性和用途;焊接设备的类型、原理和操作要点;焊接辅助工具和安全防护用品的选择和使用。
3. 焊接工艺和操作规程电弧焊、气体保护焊、电阻焊、激光焊等常用焊接工艺的原理、特点和操作技巧;焊接接头的设计、准备和加工要求;焊接过程中的操作规程和注意事项。
4. 焊接质量控制焊接缺陷的种类、原因和预防措施;焊接质量评定标准和检测方法;焊接后的处理及表面处理要求等方面的内容。
5. 焊接安全与环保焊接作业中的安全防护措施;有害气体、粉尘和废渣的处理和排放;焊接现场的安全管理和应急处理措施等方面的内容。
三、培训课程特点1. 实践操作与理论学习相结合培训课程以实践操作为主,理论学习为辅,通过实际操作提高学员的技能水平和应变能力,培养他们的焊接技术和质量意识。
2. 现场教学与专业指导培训课程采用现场教学的方式,结合实际焊接项目进行教学,由具有丰富经验的专业人员进行指导,帮助学员解决实际问题。
3. 个性化培训与综合考核根据学员的实际水平和需求,进行个性化的培训计划和指导,通过综合考核评定学员的学习成果和水平。
四、培训课程的意义与影响1. 提高焊接人员的技术水平和质量意识通过培训课程的学习和实践操作,提高焊接人员的技能水平和操作能力,加强他们的质量意识和安全防护意识。
2. 促进焊接行业的发展与进步培训课程的开展,有利于促进焊接行业的发展与进步,提高行业从业人员的整体素质和水平,推动焊接技术的创新与发展。
焊接培训教程
焊接培训教程焊接是一种常见的金属连接方法,广泛应用于工业制造、建筑施工、汽车维修等领域。
掌握焊接技能不仅可以提高工作效率和质量,还有助于提升个人就业竞争力。
本文将介绍焊接的基本概念、工具与设备、操作步骤、安全注意事项以及一些常见问题解答。
焊接是通过加热金属材料并施加外力,使金属材料融化并连接在一起的一种工艺。
它可以使用燃气焊、电弧焊、激光焊等多种方式进行。
焊接的基本原理是在高温下使金属材料融化,当材料冷却固化后形成坚固的连接。
常见的焊接金属材料包括钢、铝、铜等。
进行焊接需要一些基本工具与设备,如焊接机、电源、焊条或焊丝等。
焊接机的种类较多,常见的有弧焊机、氩弧焊机等。
焊条或焊丝是焊接时所需要的填充材料。
焊接的操作步骤主要包括准备工作、选择合适的焊接方法、熟悉焊接设备的使用与操作、进行焊接连接、焊接后的处理与检查等。
准备工作包括清洁工作区域、确定焊接位置、准备焊接材料等。
选择合适的焊接方法要考虑材料的种类、厚度以及所需的焊接效果。
熟悉焊接设备的使用与操作需要了解焊接机的使用方法、电源的接线方式等。
进行焊接连接时需将金属材料加热至融化状态并施加外力使其连接在一起。
焊接后的处理与检查包括除去焊渣、对焊缝进行修整等。
在进行焊接操作时,安全是至关重要的。
首先要确保工作区域通风良好,有足够的氧气供应。
其次要佩戴适当的个人防护装备,如焊接面罩、焊接手套、焊接防护服等。
重要的是要注意焊接产生的火花以及热辐射,避免产生火灾和烫伤等意外。
在焊接过程中,可能会遇到一些常见问题,如焊接不牢固、焊缝不均匀等。
解决这些问题需要对焊接技巧进行进一步的学习和练习。
同时,要注意焊接设备的维护与保养,确保其正常运行。
总之,掌握焊接技能对于工作和个人发展都非常重要。
通过本文的介绍,希望读者能够了解焊接的基本概念、工具与设备、操作步骤、安全注意事项以及一些常见问题解答,从而提高焊接技能和工作效率。
2024年ABB机器人弧焊初级培训(多场合应用)

ABB机器人弧焊初级培训(多场合应用)ABB弧焊初级培训一、引言随着工业自动化程度的不断提高,技术在制造业中的应用越来越广泛。
作为工业领域的佼佼者,ABB以其高效、稳定、灵活的性能,赢得了市场的广泛认可。
弧焊作为工业制造中的一项关键技术,对技术的要求越来越高。
为了满足市场需求,提高我国弧焊的应用水平,开展ABB弧焊初级培训具有重要意义。
二、培训目标1.掌握ABB弧焊的基本原理和操作方法。
2.学会使用ABB进行弧焊编程与调试。
3.了解ABB弧焊系统的维护与故障排除方法。
4.培养具备实际操作能力的ABB弧焊技术人才。
三、培训内容1.ABB弧焊基础知识(1)弧焊工艺概述(2)ABB弧焊系统组成(3)ABB弧焊系统选型与配置2.ABB编程与操作(1)ABB编程语言与操作界面(2)ABB弧焊编程方法(3)ABB弧焊参数设置与调整3.ABB弧焊系统调试与优化(1)ABB弧焊系统调试流程(2)ABB弧焊路径规划与优化(3)ABB弧焊工艺参数优化4.ABB弧焊系统维护与故障排除(1)ABB弧焊系统日常维护(2)ABB弧焊系统故障诊断与排除(3)ABB弧焊系统备品备件管理四、培训方式1.理论教学:讲解ABB弧焊的基础知识、编程与操作、调试与优化、维护与故障排除等内容。
2.实践操作:学员在教师的指导下,进行ABB弧焊编程、调试、维护等实际操作。
3.案例分析:分析ABB弧焊在实际生产中的应用案例,提高学员的实战能力。
4.互动交流:组织学员进行技术研讨、经验分享,促进学员之间的交流与合作。
五、培训对象1.对ABB弧焊技术感兴趣的人员。
2.从事弧焊工艺的工程技术员。
3.系统集成商、应用工程师。
4.高等院校、职业院校相关专业师生。
六、培训时间与地点1.培训时间:根据实际情况安排,一般为2-3天。
2.培训地点:根据学员需求,可在我公司培训基地或客户现场进行培训。
七、培训证书1.培训结束后,学员需参加结业考试,考试合格者颁发ABB弧焊初级培训证书。
国际焊接工程师培训(IWE)

可靠性。
焊接设备的维护与保养
设备定期检查
对焊接设备进行定期检查,发现并解决潜在问题,确保设备正常运 行。
设备保养计划
制定合理的设备保养计划,对设备进行定期保养,延长设备使用寿 命。
备件管理
建立备件管理制度,确保备件供应及时,降低因设备故障导致的生产 停滞风险。
谢谢观看
国际焊接工程师培训(IWE)的认证机构
国际焊接协会(ISOW)
国际焊接协会是国际焊接工程师培训的认证机构之一,其认证的焊接工程师证 书在全球范围内得到广泛认可。
美国焊接协会(AWS)
美国焊接协会也提供国际焊接工程师培训认证服务,其认证的焊接工程师证书 在北美地区具有较高的权威性。
02
国际焊接工程师培训 (IWE)课程内容
3
环保与可持续发展
焊接技术的环保和可持续发展成为行业关注的焦 点,未来将更加注重绿色焊接技术的研发和应用。
05
国际焊接工程师培训 (IWE)的实践应用
焊接工程项目的实施与管理
焊接工艺流程设计
根据项目需求,制定合理的焊接工艺流程,确保 工程项目的顺利进行。
焊接质量监控
通过各种检测手段,对焊接过程和成品进行质量 监控,确保焊接质量符合标准。
国际焊接工程师培训(IWE)是 一种专业培训,旨在培养具备国 际焊接工程知识和技能的人才。
该培训课程涵盖了焊接工艺、焊 接材料、焊接设备、焊接标准与 规范等方面的知识,以及实际操
作技能。
通过国际焊接工程师培训,学员 可以获得国际认可的焊接工程师 资格证书,提升自身在焊接领域
的专业水平。
国际焊接工程师培训(IWE)的重要性
焊接安全管理
制定并实施焊接安全管理制度,确保作业人员的 人身安全和设备安全。
焊接设备培训讲义

焊接设备培训讲义1. 焊接设备概述焊接设备是用于进行金属材料的连接,传递热能以保证焊缝质量的工具和设备。
它们通常包括焊接电源、焊接枪、焊接材料以及辅助设备等。
2. 焊接电源焊接电源是焊接设备的核心部分。
它提供了所需的电能来产生热能,使焊条或焊丝熔化,从而实现焊接的目的。
常见的焊接电源有直流电源和交流电源两种。
2.1 直流电源直流电源可分为直流正极和直流负极两种类型。
直流焊接具有焊缝深的特点,适用于焊接厚板和强度要求高的工件。
常见的直流焊接电源有直流手持焊机和直流半自动焊机等。
2.2 交流电源交流电源适用于焊接薄板和薄壁结构等,焊缝外观较好。
常见的交流焊接电源有交流手持焊机和交流半自动焊机等。
3. 焊接枪焊接枪是焊接操作的手持工具,用于将焊丝或焊条通过电弧熔化到工件上,形成焊缝。
根据使用的焊接方式的不同,焊接枪也有不同的类型。
3.1 手持焊枪手持焊枪是一种常见的焊接枪,它适用于手工焊接。
手持焊枪结构简单,操作方便,适用于各种焊接材料和位置焊接。
3.2 半自动焊枪半自动焊枪主要用于半自动焊接设备,其工作原理是通过焊丝的自动供给来实现焊接。
半自动焊枪灵活度较高,适用于批量焊接工作。
4. 焊接材料焊接材料是用于填充焊缝和保护焊接区域的材料。
常见的焊接材料有焊丝和焊条两种。
4.1 焊丝焊丝是将金属材料以细丝状制成的焊接材料。
根据焊接方式和焊接材料的不同,焊丝有多种不同的类型,例如钢结构焊丝、铝焊丝等。
4.2 焊条焊条是一种粗大的焊接材料,常用于手工焊接。
焊条的选择要考虑到焊接材料的种类和焊接要求等因素。
5. 辅助设备辅助设备包括各种焊接辅助工具和安全设备。
5.1 焊接辅助工具焊接辅助工具主要用于提高焊接效率和焊接质量,如焊接夹具、焊接平台等。
5.2 安全设备焊接过程中需要使用一些安全设备来保护焊接操作人员的安全,包括焊接面罩、耳塞、防护手套等。
以上即为焊接设备的基本概况和相关内容介绍。
焊接设备培训中,还需要深入了解各种焊接方式、焊接工艺以及焊接操作技巧等内容。
焊接设备培训讲义
焊接设备培训讲义1. 简介焊接是一种常见且重要的连接金属或其他材料的方法。
在近年来,焊接在制造业中的应用越来越广泛,因此对焊接设备的培训与学习也变得尤为重要。
本讲义将介绍常见的焊接设备,以及使用这些设备进行焊接的步骤和注意事项。
2. 常见焊接设备2.1 电弧焊设备电弧焊设备是一种使用电弧进行焊接的设备,常见的电弧焊设备包括手工电弧焊机和自动电弧焊机。
•手工电弧焊机:手工电弧焊机是一种常见且灵活的焊接设备。
它由焊接电源、电弧焊钳和焊接电缆组成。
使用手工电弧焊机时,需要将焊接电缆连接到焊接工件上,通过触碰电钳电极和工件,产生弧光进行焊接。
•自动电弧焊机:自动电弧焊机主要用于大规模生产中的焊接任务。
与手工电弧焊机相比,自动电弧焊机具有更高的焊接速度和效率。
它主要由焊接电源、焊接机器人和控制系统组成。
2.2 气体保护焊设备气体保护焊设备是一种利用惰性气体或活性气体保护焊丝和焊接部位的设备。
常见的气体保护焊设备包括氩弧焊和氩弧焊割设备。
•氩弧焊设备:氩弧焊设备是一种常用的气体保护焊设备,主要用于焊接不锈钢、铝及其合金等材料。
氩弧焊设备由焊接电源、气瓶和气体保护焊枪组成。
•氩弧焊割设备:氩弧焊割设备是一种同时具有氩弧焊和氩弧切割功能的设备,主要用于焊接和切割金属材料。
它由焊接电源、气瓶和气体保护焊割枪组成。
2.3 热熔焊设备热熔焊设备是一种使用加热熔化焊材进行焊接的设备。
常见的热熔焊设备包括热风焊接机和热熔焊接机。
•热风焊接机:热风焊接机主要用于焊接热塑性塑料。
它通过加热并熔化塑料焊材,再将熔融的焊材与焊接部位相结合。
热风焊接机由焊接加热装置、热风枪和焊接辅助工具组成。
•热熔焊接机:热熔焊接机主要用于焊接热熔金属,如铅、锡等。
它通过加热金属焊材使其熔化,并将熔融的焊材涂在待焊接部位上,实现焊接。
热熔焊接机由焊接加热装置、焊接枪和焊接辅助工具组成。
3. 焊接操作步骤不同类型的焊接设备具有不同的操作步骤。
下面以手工电弧焊机为例介绍典型的焊接操作步骤:1.准备工件和焊材:选择合适的焊接工件和焊材,并进行相关的处理和准备工作,如去除油污、氧化物等。
焊接培训资料
焊接培训资料一、焊接培训概述焊接是一种常见的金属连接技术,广泛应用于各行各业。
为了提高焊接技术工人的专业技能水平,开展焊接培训是必不可少的。
本文将介绍焊接培训的内容和要点,帮助学员掌握焊接技术。
二、焊接培训内容1. 焊接知识培训焊接知识培训是焊接培训的基础。
学员需要了解不同材料的焊接特性和焊接工艺,熟悉焊接设备的使用和操作,掌握焊接安全知识。
同时,学员还需要学习焊接标准和规范,了解焊接过程中的常见问题及其解决方法。
2. 手工焊接技术培训手工焊接是最基础的焊接技术之一。
学员需要学习手工焊接的基本操作技巧,掌握焊条的选择和使用,了解不同焊接接头的制备方法和要求。
通过实践训练,学员可以提高手工焊接的质量和效率。
3. 自动焊接技术培训随着科技的发展,自动化焊接技术在工业生产中得到广泛应用。
学员需要了解自动焊接设备的原理和操作方法,学习程序控制和参数调节技术。
通过实际操作,学员可以掌握自动焊接线路的调试和维护,提高焊接工作的精度和稳定性。
4. 特殊焊接技术培训除了常规的手工焊接和自动焊接技术外,还存在一些特殊的焊接技术,如高能量激光焊接、电弧焊剂焊接等。
学员可以根据自身需求选择特殊焊接技术的培训,提高自己的专业技能水平。
三、焊接培训要点1. 安全第一焊接过程中存在一定的危险性,学员需要时刻注意安全。
在培训过程中,焊接培训机构应提供充足的安全防护装备,并强调学员的安全意识和操作规范。
2. 理论与实践结合焊接培训既要注重理论知识的学习,也要注重实践操作的训练。
培训机构应提供足够的实训设备和实验场地,让学员能够在实际操作中巩固所学知识。
3. 培训师资力量培训师资力量是焊接培训的关键。
培训机构需要拥有经验丰富的焊接工程师和教师,能够向学员传授实用的焊接技术和经验。
4. 培训认证与持续学习学员在完成焊接培训后,可以参加相关的认证考试,获得焊接技术资格证书。
同时,焊接技术的更新迭代很快,学员需要进行持续学习,跟进新技术和新工艺的发展。
焊接培训资料
焊接培训资料焊接是一项需要技术和经验的工艺。
一名合格的焊工需要掌握各种焊接方法和技术,了解不同金属和非金属材料的特性,以及使用各种焊接设备和工具的操作技巧。
因此,进行焊接培训是非常重要的,不仅可以提高焊工的技能水平,还可以提高工作效率和质量,确保焊接工作的安全性和可靠性。
本文将介绍一些焊接培训的基本知识和技能要点,帮助焊工们提高他们的焊接技能和知识水平。
本文将讨论以下主题:1. 焊接的基本原理和工艺2. 常见的焊接方法和技术3. 焊接材料和设备的选择和使用4. 焊接的安全问题和注意事项第一部分:焊接的基本原理和工艺焊接是将两个或多个工件连接在一起的技术过程。
焊接的基本原理是利用热能,将其加热并加入某种填充材料(如果需要),使两个或多个工件密封在一起。
焊接过程中,熔化的金属填充材料填充在工件之间,并在冷却后形成坚固的连接。
焊接有许多的理论基础,例如热传导、力学性能、金属工艺学等。
焊接的工艺包括预热,焊接和后处理等环节,每个环节都有其独特的工艺和要求。
焊接的质量受许多因素的影响,如焊接设备、焊接方法、焊接材料和操作者的技能水平等。
因此,了解和掌握焊接的基本原理和工艺是非常重要的。
第二部分:常见的焊接方法和技术焊接方法和技术是影响焊接质量和效率的关键因素。
常见的焊接方法包括电弧焊、气体保护焊、激光焊、等离子焊等。
每种焊接方法都有其独特的特点和适用范围,焊工需要根据具体的工件和要求选择合适的焊接方法。
在日常焊接工作中,电弧焊是最常用的焊接方法。
它包括手工电弧焊、氩弧焊、MIG/MAG焊、弧气混合焊等。
而气体保护焊包括氩弧焊、氩气保护焊和氩气保护焊,激光焊和等离子焊等技术可以实现高速、高效的焊接,适用于一些特殊的工件。
第三部分:焊接材料和设备的选择和使用在焊接过程中,合适的焊接材料和设备对焊接质量和效率至关重要。
焊接材料的选择包括焊丝、焊剂、保护气体和填充材料等,需要根据工件的材料和要求选择合适的焊接材料。
焊接操作培训
焊接操作培训一、培训前的准备在进行焊接操作培训之前,首先需要对培训对象进行初步的评估,了解他们的基本技能和经验水平。
对于没有焊接经验的学员,需要重点介绍焊接的基本原理和操作流程;对于有一定焊接经验的学员,可以重点培训一些高级技术和操作要点。
另外,需要准备好焊接材料、设备和安全防护用具,确保培训过程安全顺利进行。
二、培训内容1. 焊接原理焊接是将金属材料通过加热熔化,并在固化后形成连接的过程。
培训时需要介绍焊接的原理,包括焊接材料选择、焊接方法、焊接接头的种类等基本知识。
2. 焊接技术介绍不同种类的焊接技术,如电弧焊、气体保护焊、激光焊等,以及它们的适用范围和特点。
还可以结合实际案例,对不同技术的应用进行详细的讲解。
3. 操作流程详细介绍焊接的操作流程,包括焊接前的准备工作、设备的操作方法、焊接过程中的注意事项和常见问题的解决方法等。
4. 安全防护强调焊接操作中的安全防护措施,包括佩戴防护眼镜、手套、焊接服等个人防护用具,以及提醒学员注意火灾防范和通风情况等重要事项。
5. 实际操作进行实际的焊接操作练习,学员可以根据培训教师的指导,亲自操作焊接设备,熟悉焊接过程中的各种操作技巧和注意事项。
6. 质量控制介绍焊接质量控制的方法和标准,学员需要了解焊接后的质量检测和修复方法,确保焊接件的质量满足要求。
三、培训方法在进行焊接操作培训时,可以采用多种方法,如讲解、演示、实操、案例分析、小组讨论等形式,使学员全方位地了解和掌握焊接操作的技能和知识。
1. 理论教学通过讲解、PPT演示等形式,介绍焊接操作的理论知识和技术要点,让学员建立起对焊接操作的整体认识。
2. 示范操作培训教师可以进行焊接操作的示范演示,演示正确的操作流程和技术要点,学员可以在实际操作中进行模仿学习。
3. 实操练习安排学员进行实际的焊接操作练习,让他们在实践中掌握焊接操作的技能和经验,增进对焊接操作的理解和掌握。
4. 案例分析通过实际案例分析,总结焊接操作中的常见问题和解决方法,引导学员在操作中注意事项,以避免犯同样的错误。
ABB机器人弧焊初级培训

ABB机器人弧焊初级培训嘿,朋友们!今天咱们来聊聊 ABB 机器人弧焊初级培训这事儿。
我先跟您说个我之前碰到的事儿。
有一回,我去一家工厂参观,正好赶上他们在调试新的弧焊生产线。
那场面,好家伙,火花四溅,机器轰鸣。
我就好奇地凑近看,发现操作工人正对着一个 ABB 机器人发愁呢。
一问才知道,这工人刚上手,对这弧焊机器人的操作还不太熟练,老是达不到想要的焊接效果。
这就让我想到了 ABB 机器人弧焊初级培训的重要性。
您想啊,要是没经过系统的培训,就像这工人一样,面对先进的设备也只能干着急。
那咱就先从基础知识说起。
ABB 机器人弧焊系统的组成您得清楚吧。
它就像一个精心组建的乐队,控制器是指挥家,机器人本体是主唱,焊接电源、送丝机等就是各种乐器,每一个部分都得协调配合,才能演奏出完美的弧焊乐章。
在培训的时候,一定要好好了解机器人的运动控制。
这就好比您学骑自行车,得先知道怎么掌握平衡,怎么用力蹬,机器人也是一样,得知道怎么让它准确地移动到焊接位置。
比如说,机器人的关节运动、线性运动和圆弧运动,每种运动方式都有它的特点和适用场景。
您得根据实际的焊接需求,灵活选择,就像在不同的路况选择不同的骑行方式一样。
还有编程这一块,可别被它吓住。
其实就跟咱们写作文差不多,有一定的规则和语法。
通过编程,您可以告诉机器人啥时候开始焊接,焊接的速度、电流、电压是多少,焊接的路径是啥样的。
这就像是给机器人写一份详细的“行动指南”,让它知道该怎么做。
再说说焊接参数的设置。
这可关系到焊接质量的好坏。
电流就像炒菜时的火候,大了容易烧糊,小了又炒不熟;电压呢,就像是调料的用量,得恰到好处,才能让焊缝既美观又牢固。
在培训过程中,实际操作那是必不可少的。
您得亲手去操作机器人,感受一下怎么调整姿态,怎么控制焊接速度,就像第一次学骑自行车,得自己上去骑几圈才能找到感觉。
而且,别害怕犯错,犯错是学习的好机会。
就像我刚开始学做饭,不是盐放多了就是水放少了,但多做几次就熟练了。
PipeWorx 400 隐藏功能说明书
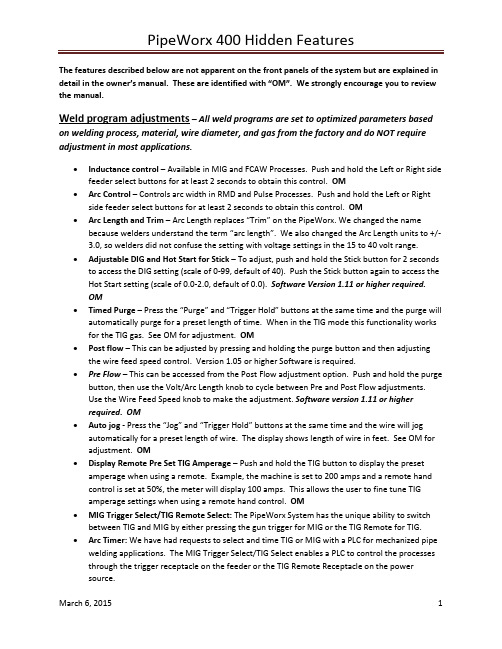
The features described below are not apparent on the front panels of the system but are explained in detail in the owner’s manual. These are identified with “OM”. We strongly encourage you to review the manual.Weld program adjustments– All weld programs are set to optimized parameters based on welding process, material, wire diameter, and gas from the factory and do NOT require adjustment in most applications.∙Inductance control– Available in MIG and FCAW Processes. Push and hold the Left or Right side feeder select buttons for at least 2 seconds to obtain this control. OM∙Arc Control– Controls arc width in RMD and Pulse Processes. Push and hold the Left or Right side feeder select buttons for at least 2 seconds to obtain this control. OM∙Arc Length and Trim –Arc Length replaces “Trim” on the PipeWorx. We changed the name because welders understand the term “arc length”. We also changed the Arc Length units to +/-3.0, so welders did not confuse the setting with voltage settings in the 15 to 40 volt range.∙Adjustable DIG and Hot Start for Stick– To adjust, push and hold the Stick button for 2 seconds to access the DIG setting (scale of 0-99, default of 40). Push the Stick button again to access the Hot Start setting (scale of 0.0-2.0, default of 0.0). Software Version 1.11 or higher required.OM∙Timed Purge–Press the “Purge” and “Trigger Hold” buttons at the same time and the purge will automatically purge for a preset length of time. When in the TIG mode this functionality works for the TIG gas. See OM for adjustment. OM∙Post flow– This can be adjusted by pressing and holding the purge button and then adjusting the wire feed speed control. Version 1.05 or higher Software is required.∙Pre Flow –This can be accessed from the Post Flow adjustment option. Push and hold the purge button, then use the Volt/Arc Length knob to cycle between Pre and Post Flow adjustments.Use the Wire Feed Speed knob to make the adjustment. Software version 1.11 or higherrequired. OM∙Auto jog - Press the “Jog” and “Trigger Hold” buttons at the same time and the wire will jog automatically for a preset length of wire. The display shows length of wire in feet. See OM for adjustment. OM∙Display Remote Pre Set TIG Amperage –Push and hold the TIG button to display the preset amperage when using a remote. Example, the machine is set to 200 amps and a remote handcontrol is set at 50%, the meter will display 100 amps. This allows the user to fine tune TIGamperage settings when using a remote hand control. OM∙MIG Trigger Select/TIG Remote Select: The PipeWorx System has the unique ability to switch between TIG and MIG by either pressing the gun trigger for MIG or the TIG Remote for TIG.∙Arc Timer: We have had requests to select and time TIG or MIG with a PLC for mechanized pipe welding applications. The MIG Trigger Select/TIG Select enables a PLC to control the processes through the trigger receptacle on the feeder or the TIG Remote Receptacle on the powersource.Welding Process Programs∙Standard carbon steel RMD & ProPulse programs will also work for:o Chrome Moly P11, P22 and P91o Carbon steel can be welded with 98% Argon/2% Oxygen, by selecting the carbon steel “C8-C15” gas type.∙Duplex stainless can be welded with the stainless pulse programs.Restoring Factory Settings∙Machine default reset –There are two methods to return the machine or program to a factory default setting.o Total reset – A full factory reset can be accomplished by pressing memory locations buttons 1 and 4 on the power source simultaneously for more than four seconds.o Single program reset – Pressing and holding a memory location button for more than 2 seconds will restore factory default settings for the current weld process to thatparticular memory location.Options Cards (instructions supplied with cards)∙Feature Cards – One card can activate feature in multiple machineso New! VRD (301116) – The Voltage Reduction Device (VRD) reduces unloaded open circuit voltage across the output terminals for use in electrically hazardous conditions,or when required by jobsite specifications.o Trigger Select Enabled While Welding (301035) –Allows end users to tap the trigger to select a different weld program memory slot while welding. Software Version 1.11 orhigher requiredo Program Locks (300460)– Also called Range Locks, limits the window for parameters.Software Version 1.05 or higher requiredo Calibration Memory Card (300557)– Available as a free download or can be purchasedo Accu-Power (300667)– Allows users to view heat input while welding per ASME Section IX code∙Custom Program Card – Card is required to stay in the machineo Inconel Pulse program (300536) – Custom program for .035 and .045 Inconel 75% Argon and 25% Helium gaso Carbon .052 wire dia RMD program (300675) – Custom RMD program for .052 dia carbon steel 75/25 gas。
国际焊接技师培训资料

国际焊接技师培训资料焊接技术是一门重要的技术,广泛应用于工业生产和制造业中。
在许多行业中,焊接技术都是必不可少的。
然而,焊接技术并非简单的操作,需要专业的知识和技能。
国际焊接技师培训项目旨在培养具备专业知识和技能的焊接技师,为行业提供高素质的专业人才。
一、培训内容1. 焊接基础知识焊接技师必须具备牢固的焊接基础知识,包括焊接原理、焊接材料、焊接工艺、焊接设备等方面的知识。
培训将深入讲解这些知识,并通过实际操作进行案例分析和讨论,让学员掌握基础知识并且学会应用于实际工作中。
2. 焊接设备操作培训将对常见的焊接设备进行详细介绍,并进行操作演示。
学员将学习如何正确操作各种焊接设备,包括电弧焊、氩气保护焊、激光焊等。
3. 焊接工艺技能培训将针对不同类型的焊接工艺进行讲解和教学,包括手工焊接、自动焊接、气保焊接等。
学员将通过实际操作掌握各种焊接工艺技能,并且学会根据具体情况选择合适的工艺。
4. 安全知识培训焊接作为一种高温工艺,存在一定的安全风险。
培训将重点培养学员对焊接安全知识的重视,包括防护装备的使用、火灾防范和应急处理等方面的培训,确保学员在实际工作中能够做到安全操作。
5. 质量管理知识焊接技师需要对焊接质量具有严格要求,培训将对焊接质量的要求进行详细讲解,并介绍如何进行焊接质量管理,包括质量检测、焊接缺陷处理、质量评定标准等方面的内容。
6. 焊接技术发展趋势焊接技术在不断发展,培训将介绍焊接技术的最新发展趋势和前沿技术,培养学员具有适应行业发展的能力和眼光。
二、培训对象国际焊接技师培训面向广大从事焊接工作的技术人员和相关专业学生,包括焊接操作人员、焊接技师、焊接工程师等。
培训将根据学员的不同需求和水平进行灵活的教学安排。
三、培训形式国际焊接技师培训将采用多种形式,包括理论教学、实验操作、案例分析、实地考察等。
培训内容全面、深入,旨在提高学员的焊接技术水平和实际操作能力。
四、培训目标国际焊接技师培训的主要目标是培养具备专业知识和技能的焊接技师,具体包括以下方面:1. 掌握罕息的焊接基础知识,包括焊接原理、焊接材料、焊接工艺等。
焊接基础培训PPT

常见问题
由于焊接参数选择不正确,或者操作方法不正确沿着焊趾(熔合线上)的母材部位产生的沟槽或凹陷—叫咬 边,会造成局部应力集中。 产生的原因:主要是电弧热量太高,既焊接电流太大,以及运条速度不当所造 成。在角焊时,经常由于焊条角度或电弧长度不适当而造成。
产生原因:坡口角度过小、间隙过小或钝边过大;焊接电流太小;焊 接速度过快;预防措施:正确选用加工坡口尺寸,保证必须的装配间 隙,正确选用焊接电流和焊接速度产生原因:操作不熟练和运条不当, 埋弧焊工艺参数选择不合适等
焊接概述
焊接是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑 料的制造工艺及技术。 焊接通过下列三种途径达成接合的目的: 1、熔焊——加热欲接合之工件使之局部熔化形成熔池,熔池冷却凝固后 便接合,必要时可加入熔填物辅助,它是适合各种金属和合金的焊接加工, 不需压力。 2、压焊——焊接过程必须对焊件施加压力,属于各种金属材料和部分金 属材料的加工。 3、钎焊——采用比母材熔点低的金属材料做钎料,利用液态钎料润湿母 材,填充接头间隙,并与母材互相扩散实现链接焊件。适合于各种材料的 焊接加工,也适合于不同金属或异类材料的焊接加工。
演示完毕感谢您的观看
WELDING
WELDING
TRAINING PROBLEMS
常见问题
为什么直流TIG焊二次输出回路接为直流正接?适合于哪些金属材料的焊接?直流正接时,钨极为负极,阴极区发 射电子,温度低,钨极不容易烧损,可以使用较大的焊接电流。
焊接碳钢
适合焊接碳钢、不锈钢、铜、钛 及难熔活性金属钼、铌、钽等 为什么焊接铝、镁及其合金要用 交流TIG焊? 直流反接时,钨极 为正极,产生动能较大的阳离子, 撞击铝
常见问题
焊接缺陷
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
管道自动焊焊接材料的选择
• 使用管道自动焊的目的,就是为了追求并实现优质高效、降耗节能、降
本增效的目的。而焊接材料的选用正是决定能否实现上述目标的重要因 素之一。因此我们应科学客观地看待、分析这个问题,合理选用焊接材 料,最大限度地实现上述目标。 • 选用焊接材料的参考点和参考要素如下表:
序号 焊接材料名称 优缺点分析及参考建议 常用的气体保护焊焊丝直径为(公制)φ0.8、φ1.0、φ1.2、φ1.6等。小直径焊丝具有焊接 稳定性好、焊接飞溅小、焊接效率低的特点。比较适于小管径、薄壁管的焊接;焊丝 直径越大,焊接稳定性逐渐变差、焊接飞溅逐渐增多、焊接效率逐渐提高。可根据管 气保焊丝直径 子直径和管壁厚度增加的情况选用。根据石油石化压力管道的特点,通常情况下一选 用φ1.2焊丝为主,该直径的焊丝焊接管径在φ108~φ830、管壁厚度在4~之间的管子时, 焊接稳定性、焊接效率、焊接飞溅量等均适中,建议优先选用。不建议选用多种直径 规格的焊丝,以免增加管理难度和焊丝库存量。 实芯焊丝具有焊材成本低、适用范围较广、焊接质量较好、对焊接条件和自然条件适 应能力较好的特点。适于进行中、低、高压碳钢管道的自动打底、填充盖面,以及耐 热钢、不锈钢填充、盖面的焊接,是性价比较好的材料,在没有特殊工艺和质量要求 的情况下,建议优先选用。
PIPEWORX400焊接电源 培训资料
2014-12-16ຫໍສະໝຸດ 陈新宇• 焊接系统功能介绍 • 管口组对焊接操作注意事项 • 管道自动焊焊接材料的选择 • 自动焊操作介绍 • 各种焊接工艺介绍 • 常见焊接缺陷及对策
目录
焊接系统功能介绍
• Pipworx400焊接系统是一款专为制管工厂设计开发的系统 • 让您每天的工作变得轻松
气 保 打 底 焊 枪 位置 埋 弧 焊 枪 位置
管道旋 转方向
3点
9点
6点
管子自动焊接示意图
• 管道自动焊焊口组队质量
管口组对焊接操作注意事项
当一道组对好的管口,钝边、错边、间隙等指标存在突然变化的情况时,自动焊接 的难度会提高很多,焊接质量不容易控制,焊接效率也不能保证。我们不能依靠自 动焊接操作来适应这些突变因素。一方面,焊接这种组对质量差的焊缝的操作难度 高,焊接速度慢,影响自动焊接工位的焊接效率;另一方面,焊接质量也不容易保 证。如这些问题在自动焊接之前解决,不但难度小,而且不会对自动焊工位的单班 产量造成不良影响焊接质量也能够得到保障。因此,我们在管道预制的组对过程中, 应该严格执行石油化工中高压管道施工规范,为管道自动焊接提供基本焊接条件。 就目前自动焊设备与操作人员技能的状况而言,我们的组对质量应符合下图所示:
焊接系统介绍
• 焊接把线连接
手工焊模式连接
气保模式连接
焊接系统介绍
• 焊机操作界面介绍
1、存储卡运行指示灯 2、存储卡保存按钮 3、存储卡载入按钮 4、存储卡指示灯 5、内存位置按钮 6、手工焊选择按钮 7、焊条类型选择按钮 8、电流显示屏 9、电流调节旋钮 10、TIG选择按钮 11、TIG起弧方式选择按钮 12、气保工艺选择按钮 13、焊丝类型选择按钮 15、气体选择按钮 16、气体选型表 18、送丝机选择按钮
焊接系统功能介绍
简单的工艺设置 • 前面板是焊工为焊工设计的。 • 仅需要基本的几步就可设置一套新的焊接工艺,这直接减少了培训的时间, 并将设置错误的几 率降到最小。 • 记忆功能为每一格选项存储了4套程序:手工电弧焊、直流TIG焊、MIG焊(在 送丝机的左右两侧),消除了记忆参数的需要。 多功能焊机: • 优化的工艺能提供出现的电弧表现和稳定性,尤其是对管道焊接的根焊、填 充和盖面。 • 专利的RMD™和Pro-Pulse™技术。 快速的工艺转换 • 改变焊接方法时,不需要手工转换不同工艺间的极性或线缆和气管,简单地 推一下按钮就可选择焊接工艺。PipeWorx'快速选择"技术能自动选择焊接工艺、 正确的极性、电缆输出以及使用者编制的程序化的焊接参数。 • 快速转换焊接方法,省去了更换电缆和气管的时间,同时也减少了因电缆连 接不正确而造成返修的风险。 流线型的结构系统 • Wind Tunnel Technology™风道技术和Fan-On-Demand™温控风扇技术可使设 备在多粉尘的车间环境内得到有效保护。 • 所有使用的部件都可以满足管道预制车间的要求。
• 管道自动焊焊口组队质量
管口组对焊接操作注意事项
• 管口组队可参考以下意见实施:
1、管口椭圆度大难于校正、错边无法避免时,错边量大,组对的焊缝间隙也要大,切 忌出现错边量大,组对间隙反而小的情况。 2、点焊前,应初步检查管件组对后错边量是否会超标,如预见到会超标,则应在点焊 前修磨超标部位,修磨好之后再组对点焊。 3、如点焊好的管口错边量≥1.5mm,而焊缝间隙又≤2.0mm时,应采用修磨等手段进 行处理,使尺寸符合要求。如管径较小、所配管件为弯头、大小头、三通等难于修 磨,重新组对有比较麻烦,采用手工焊接能够保证质量,则应选择手工焊接,不宜 选用自动焊接。 4、组对点固焊接时,点焊的长度应达到25~35mm,防止管件在搬运、装卡过程中碰 撞发生变形,影响管件总体几何尺寸,防止焊接过程中焊缝收缩,间隙变小,同时 也便于焊点两端修磨成缓坡状,保证自动焊接时的接头质量。
管口组对焊接操作注意事项
• 焊接规范选择原则与操作技巧
• 操作技巧
良好的自动焊接效果,是依靠各个合理优化的焊接参数来保证的。但是我们在焊接 的过程中,不可避免的会遇到各种影响焊接稳定和焊接质量的因素。如焊缝间隙大 小不一,坡口钝边不均匀、错边量较大、焊缝两侧母材厚度不同等等。为克服这些 因素对焊接质量的影响,我们必须在焊接过程中,通过调整相应的焊接参数,保证 焊接质量。 1、焊前仔细检查设备工作状态,保证焊接系统、供气系统、控制系统、机械调节装置 完好正常,避免焊口就位后处理这些问题,影响工作效率和焊接质量; 2、检查待焊管口的组对质量,如发现组对质量不符合规范要求的问题,应及时采取整 改补救措施,整改合格后方可上到自动焊工位,避免在自动焊工位上实施整改和补 救措施,以免影响自动焊工位的工作效率。 3、合理选择设置焊枪与管件的相对位置。根据焊接管口直径、管壁厚度、焊接参数等, 合理设定焊枪与焊口之间的相对位置,可在“11点”左右调整,从而根据需要获得 理想的打底稳定性、背面熔透性、背面加强高以及正面焊缝厚度、焊缝成型、焊接 速度等。
• 管道自动焊焊主要参数技术指标
序号 1 2 3 4 5 6 7 8 9 名 称 焊接电流 焊接电压 旋转速度 焊接模式 保护气体成份 保护气体流量 焊丝直径 焊丝种类 焊枪位置
管口组对焊接操作注意事项
主要作用 可通过设定和调整,控制电弧能量与稳定性,获得良好的熔敷效率及焊接质量。 可通过设定和调整,获得良好的电弧稳定性及焊接成型 可通过设定和调整,控制管子回转速度,达到焊接和辅助工作的要求 根据焊接材料、保护气体等情况,选择MIG、MAG、PULSE等模式,实现焊接目标。 可选择CO2、Ar+CO2、Ar+ CO2+He等不同成份的气体,配合选用的焊接模式,完成各种材料的焊 接,并可获得相应的焊接效果。 通过设定保护气流量,获得良好的保护效果和焊接质量。 通过设定选用的焊丝直径,使自动焊接系统按照专家程序控制焊接效果,获得良好的焊接质量。 通过设定选用的焊丝种类,使自动焊接系统按照专家程序控制焊接效果,获得良好的焊接质量。 根据焊接需要选择合理的焊枪位置,已获得良好的焊接质量和焊接效率。(请参考:管道自动焊 接示意图)
• 管道自动涉及到的主要技术指标见下表:
• 焊接规范选择原则与操作技巧
• 焊接规范选择原则
管口组对焊接操作注意事项
1、符合焊接原理,确定科学合理的参数范围; 2、注重实际焊接效果,已获得质量优良的焊缝为目标。在选定的参数范围内大胆调整 总结出最理想的参数范围; 3、灵活掌握,合理变化与调整。目前还没有万能的焊接规范与参数,当焊接条件发生 变化时,应及时调整焊接规范与参数,以适应和满足当前焊接需要。当管子材质、 管径、壁厚、焊丝直径、焊丝种类、气体成份、环境温度、环境风速等因素发生变 化时,必须相应的调整焊接参数,从而获得理想的焊接效果。
焊接系统功能介绍
•简单的工艺设置—便于学习和设置 1、一键操作转换焊接工艺要求 2、操作简单便捷易学习
焊接系统功能介绍
•一键操作满足焊接工艺转换 1、无需转换焊接把线 2、TIG和MIG内部电气隔离互不干扰 3、直接调用焊接参数无需参数调整 •多功能焊机 1、手工焊功能 2、MIG功能 3、管道打底RMD功能 4、直流TIG功能(自带高频起弧/划擦起弧) 5、脉冲焊功能 6、药芯焊丝焊接功能
焊接系统功能介绍
•先进的工艺管道焊接功能 1、优化焊接短路功能 2、先进的管道根焊能力 •脉冲工艺焊接功能 1、优化的脉冲控制 2、适用于各种焊接位置
焊接系统介绍
• 供电电源连接
焊接电源供电采用三相四线制,三相380+地线 电缆线采用4*10mm²
焊接系统介绍
• 焊接电缆连接
焊接把线连接
气保模式连接
焊接系统介绍
• 送丝机安装焊丝和驱动压力设置
1、安装焊丝盘。调节张紧螺母,使送 丝停止时焊丝处于绷紧状态。 2、穿焊丝 3、压紧压轮组件并连接焊枪 4、调整压紧装置压紧力至焊丝无打滑
管口组对焊接操作注意事项
• 管道预制自动焊接的基本形式
管道预制自动焊接的基本形式是采用管件旋 转焊枪相对不动的形式完成管子的自动焊接。 在焊接过程中,管子在工装的驱动下做周向 旋转运动,其旋转的速度即为焊接速度。所 谓的焊枪相对不动是指,焊枪相对于管子周 向旋转而言是不动,但是为了达到焊接所需 要的焊缝宽度,焊枪在焊接摆动器带动下, 沿着管子的轴向进行摆动。右图为管子自动 焊接示意图。
14、焊丝直径选择按钮 17、触发选择按钮
焊接系统介绍
• 送丝机操作界面介绍
1、左侧送丝机选择按钮 2、电压/弧长显示屏 3、电压/弧长调节旋钮 4、右侧送丝机选择按钮 5、ACCU-POWER指示灯(选配) 6、送丝速度显示屏 7、送丝速度调节旋钮 8、英寸/米指示 9、存储卡指示灯 10、气保工艺指示灯 11、手动送丝按钮 12、触发保持选择按钮 13、试气按钮 14、内存位置选择按钮