电镀黑铬工艺要点
电镀黑铬工艺

电镀黑铬工艺电镀黑铬工艺是一种通过在金属表面涂覆一层黑色铬膜的工艺。
黑铬膜具有良好的耐磨、耐腐蚀和美观的特点,广泛应用于汽车、家具、电子产品等领域。
电镀黑铬工艺的基本步骤如下:1. 表面处理:在进行电镀之前,需要对金属表面进行处理,以去除污垢、氧化物和其他杂质。
常用的表面处理方法包括酸洗、电解清洗和机械抛光。
2. 镀铬:在表面处理完毕后,将金属件浸入含有铬酸铜和硫酸铜的电解液中。
通过施加电流,金属表面的铜离子会被还原为金属铬,从而形成一层均匀的黑色铬膜。
3. 清洗:镀铬完成后,需要对镀层进行清洗,以去除残留的电解液和其他污染物。
常用的清洗方法包括水洗、酸洗和电解清洗。
4. 表面处理:为了增加黑铬镀层的光泽和耐腐蚀性,还可以对其进行进一步的表面处理。
常用的表面处理方法包括抛光、研磨和喷漆。
电镀黑铬工艺的优点主要体现在以下几个方面:1. 耐磨性:黑铬镀层具有较高的硬度和耐磨性,可以有效延长金属件的使用寿命。
2. 耐腐蚀性:黑铬镀层能够有效防止金属表面的氧化和腐蚀,提高金属件的耐候性和耐腐蚀性。
3. 美观性:黑铬镀层呈现出深沉的黑色,具有高贵、典雅的外观,可以提升产品的价值和美观度。
4. 光泽度:通过表面处理和抛光等工艺,黑铬镀层可以获得较高的光泽度,使产品更加亮丽。
尽管电镀黑铬工艺具有许多优点,但也存在一些局限性:1. 成本较高:相比于其他镀层工艺,电镀黑铬的成本较高,主要是因为黑色铬的生产和处理过程相对复杂。
2. 环境污染:电镀黑铬过程中会产生一定的废水和废气,其中含有有害物质,需要进行有效的处理和排放,以避免对环境造成污染。
3. 工艺要求高:电镀黑铬工艺对设备和操作人员的要求较高,需要严格控制电解液的成分和工艺参数,以获得稳定的镀层质量。
总的来说,电镀黑铬工艺是一种重要的表面处理工艺,能够为金属制品提供耐磨、耐腐蚀和美观的镀层。
随着科学技术的不断进步,电镀黑铬工艺将会得到进一步的改进和应用,为各个领域的产品提供更好的保护和装饰效果。
实用镀黑铬工艺

H i 2F s 6
2 0~3 0 S L 5 0 / 1rL L . n /
1 8~ 3 ℃ 5
锌染黑 和 镀 黑 镍 等 黑 色处 理 层 。在 3 ℃ 、 5 5 %氯 化 钠 中 进 行 中性 盐 雾 试 验 , 续 喷 雾 连
槽 电压
Dk
t
1 0~1 4V
3 5~6 / m 0A d 2
1 ~2 n 5 0 mi
结 合 力 良好 的黑 铬 镀 层 热 稳 定 性 好 , 度 升 温
阴 极
铅 锡 合 金 板 ( s=7 % ) W
2 2 镀 液 配 制 .
收 稿 日期 :0 2—0 20 4—2 2
① 将 计 量 的铬 酐 加 入 12容 积 水 的 预备 /
维普资讯
。
5 ・ 2
Oct 2 02 . 0
Elcr Da i e to ltn ̄
&
Fi s nihi
槽 中 , 加 入 5~6 g L的 碳 酸 钡 , 分 搅 拌 再 / 充 使铬 酐 溶 解 , 使 碳 酸 钡 与 铬 酐 中 的 硫 酸 根 并 全部 生 成 硫 酸 钡 沉 淀 。 静 置 过 夜 。 ②溶 液 澄 清 后 , 虹 吸 法 将 上 层 清 液 加 用 入 镀 槽 , 除槽 底 的硫 酸钡 沉 淀 。 去 ③将 硝 酸 钠 、 酸 分 别 用 热 水 溶 解 , 硼 澄 清后 加入槽 内。
2 0h表 面 无 变 化 。铜 加 速 盐 雾 试 验 ( A S 0 CS) 达 到 l4h表 面 不 腐 蚀 。 室 外 日光 暴 露 一 年 1 不 变 色 。 黑 铬 的 维 氏 硬 度 为 3 0—5 0 k/ 7 4 s m m2 它 的 耐 磨 性 接 近 亮 铬 , 亮 镍 高 一 倍 。 , 比
不锈钢电镀黑铬工艺流程
不锈钢电镀黑铬工艺流程英文回答:Black Chromium Plating on Stainless Steel.Process Flow:1. Pre-Cleaning:Clean the stainless steel surface to remove any dirt, oil, or grease. Typically, this involves using a degreaseror alkaline cleaner.2. Activation:Immerse the stainless steel in an activationsolution to remove any passivation layer and promote adhesion of the black chromium coating. This solution typically contains hydrofluoric acid or chromic acid.3. Copper Plating:Plate the stainless steel with a thin layer of copper to provide a conductive surface for the black chromium. This is typically done in a cyanide copperplating bath.4. Nickel Plating:Plate the copper-plated stainless steel with a layer of nickel to improve the corrosion resistance anddurability of the black chromium coating. This is typically done in a nickel sulfamate plating bath.5. Black Chromium Plating:Immerse the nickel-plated stainless steel in a black chromium plating solution to deposit a thin layer of black chromium on the surface. This solution typically contains chromic acid, sulfuric acid, and sodium dichromate.6. Post-Treatment:Rinse the black chromium-plated stainless steel thoroughly to remove any residual chemicals.Apply a sealant or topcoat to protect the black chromium coating and enhance its durability.中文回答:不锈钢电镀黑铬工艺流程。
电镀铬工艺特点

电镀铬工艺特点大家好呀!今天咱就来好好唠唠电镀铬工艺的特点。
这电镀铬工艺在工业生产里那可是相当重要的,好多地方都用得上呢。
一、镀层硬度高。
电镀铬形成的镀层硬度那可是相当不错的哟。
一般来说,铬镀层的硬度比较高,这就使得镀了铬的物件表面耐磨性大大增强啦。
就好比咱们生活中一些经常会受到摩擦的金属零件,像机械传动部件啥的,镀上铬之后,就能更好地抵抗磨损,用的时间也能更长。
打个比方吧,没镀铬的零件可能用个一段时间就磨得不成样子了,而镀了铬的呢,还能保持相对完好的状态,继续好好工作。
二、装饰性强。
铬镀层那可是有着非常好的装饰性哟。
它能让物件表面看起来特别光亮、美观。
你想想看,那些高档的汽车零部件、卫浴用品啥的,很多都采用了电镀铬工艺。
镀了铬之后,这些东西就像是穿上了一件华丽的外衣,瞬间提升了档次。
比如说一些水龙头,镀铬之后闪闪发亮,特别吸引人,放在家里那也是一道亮丽的风景线呢。
而且铬镀层的颜色比较稳定,不容易变色,能长时间保持那种漂亮的外观。
三、耐腐蚀性好。
在耐腐蚀这方面,电镀铬工艺也是相当厉害的。
铬本身就具有一定的抗腐蚀能力,当它镀在金属表面形成一层保护膜之后,就能有效地防止金属基体被腐蚀。
就拿户外的金属设施来说吧,像路灯杆、栏杆这些,它们长期暴露在空气中,会受到雨水、空气等的侵蚀。
如果镀上一层铬,就能大大减缓它们被腐蚀的速度,延长使用寿命。
这就好比给金属穿上了一层防护铠甲,让它们能更好地抵御外界的“攻击”。
四、工艺成熟。
电镀铬工艺那可是经过了长时间的发展和完善哟,已经相当成熟啦。
在很多工厂里,都有一套比较完善的电镀铬生产流程和设备。
这就意味着,在进行电镀铬操作的时候,能够比较稳定地控制镀层的质量和性能。
而且,相关的技术人员也积累了丰富的经验,能够及时解决生产过程中出现的各种问题。
所以呀,企业在采用电镀铬工艺的时候,就不用担心质量不稳定这些麻烦事儿啦。
五、分散能力和覆盖能力较好。
电镀铬工艺的分散能力和覆盖能力也是它的一大优点哟。
电镀铬的工艺规程
电镀铬的工艺规程电镀铬是一种将铬金属沉积到基材表面的工艺,具有优异的耐腐蚀性和美观性。
下面将详细介绍电镀铬的工艺规程。
一、前处理工艺1. 清洗:将基材进行清洗,去除表面的油脂、污垢和氧化物等杂质,以保证镀层的附着力和质量。
2. 酸洗:使用酸性溶液对基材进行酸洗处理,以去除表面的氧化物、锈蚀物和杂质。
3. 除垢:将基材浸入除垢液中进行除垢处理,去除表面的氧化层和色素等杂质。
二、镀层工艺1. 镀液配置:根据铬镀层的要求,配置合适的镀液,一般包括铬酸、硫酸和柠檬酸等成分。
2. 预处理:将经过前处理的基材浸入活化剂中,以提高镀液对基材的附着力和均匀性。
3. 镀层:将经过预处理的基材浸入铬镀液中,通过电解反应将铬金属沉积到基材表面,形成铬镀层。
三、后处理工艺1. 清洗:将镀好的工件进行清洗,去除表面的残留镀液和杂质。
2. 中和:使用中和剂将基材表面的酸性物质中和掉,以提高镀层的稳定性。
3. 抛光:利用机械设备对镀层进行抛光处理,以提高镀层的光亮度和光洁度。
4. 换液:根据需要,定期更换镀液,以保证镀层质量和工艺的稳定性。
四、质量控制1. 附着力测试:通过拉伸、刮擦等测试方法,检测镀层与基材的附着力。
2. 厚度测量:使用厚度测量仪对镀层的厚度进行测量,以确保厚度符合要求。
3. 目视检查:对镀层进行目视检查,检查表面是否有气泡、缺陷和污染等问题。
4. 耐腐蚀测试:将镀层置于腐蚀液中进行浸泡,检测镀层的耐腐蚀性能。
以上就是电镀铬的工艺规程,包括前处理、镀层和后处理三个主要环节,以及质量控制方面的内容。
通过严格按照规程操作,可以获得高质量的电镀铬镀层,并且提高镀层的耐腐蚀性和美观性。
电镀铬工艺流程

电镀铬工艺流程
《电镀铬工艺流程》
电镀铬是一种将铬层镀在基材表面的工艺,可以提高金属制品的硬度、耐腐蚀性和美观度。
下面是电镀铬的工艺流程:
1. 预处理
首先,需要对基材进行预处理,以去除表面的污垢和油脂。
通常这一步包括清洗、脱脂和处理表面的化学药剂。
2. 镀前处理
在进行电镀之前,需要进行一些镀前处理。
这包括对基材进行酸洗和活化处理,以确保表面清洁并提高铬层的附着力。
3. 镀铜
接下来是镀铜的过程。
通过将基材浸入含有铜离子的电解液中,然后施加电流,铜离子将还原成铜层并沉积到基材表面。
4. 镀镍
紧接着是镀镍的过程。
类似于镀铜,镀镍也是通过在含有镍离子的电解液中施加电流将镍层沉积到基材表面。
5. 镀铬
最后一步是将基材浸入含有铬离子的电解液中,并施加电流进行镀铬。
在这一步,铬离子还原成铬层并沉积到基材表面。
6. 后处理
镀铬完成后,还需要对其进行后处理,以清洗和保护表面,使其具有更好的光泽和耐腐蚀性。
以上就是电镀铬的工艺流程。
通过这一流程,可以将铬层均匀地镀在基材表面,并提高其性能和外观。
硫酸盐体系三价铬电镀黑铬的工艺_丁运虎[论文资料]
![硫酸盐体系三价铬电镀黑铬的工艺_丁运虎[论文资料]](https://img.taocdn.com/s3/m/09b19722f011f18583d049649b6648d7c1c7084c.png)
硫酸盐体系三价铬电镀黑铬的工艺丁运虎,毛祖国,肖伟平,马爱华,付念(武汉材料保护研究所,湖北武汉430030)[摘要]为了寻找更环保、更稳定的三价铬电镀黑铬工艺,采用Hull Cell 和小槽试验优选了硫酸盐体系三价黑铬电镀液中发黑剂、辅助发黑剂的种类及用量,并对镀液和镀层性能进行了测试。
结果表明:最优三价铬电镀黑铬工艺为35g /L 碱式硫酸铬,30mL /L 配位剂,150g /L 硫酸钠,80g /L 硫酸钾,70g /L 硼酸,3mL /L BNW -1润湿剂,2 4g /L 半胱氨酸,1 2g /L 硫氰酸钾,pH 值3.4 3.8,温度50 60ħ,阴极电流密度5 10A /dm 2;以该工艺进行三价铬电镀黑铬,镀液稳定性好、分散能力强,电流密度范围宽,可达2.5 15.0A /dm 2;该工艺制备的黑铬镀层主要成分为Cr ,S 以及少量有机物;镀层黑度好,耐蚀性好,与基体结合良好。
[关键词]三价铬电镀黑铬;硫酸盐体系;Hull Cell ;小槽;发黑剂;辅助发黑剂;镀液性能;镀层性能[中图分类号]TQ153.1+1[文献标识码]B [文章编号]1001-1560(2013)05-0033-03[收稿日期]2012-12-19[基金项目]机电产品绿色制造基础标准与应用(国家863计划)(SS2012AA040102)资助[通信作者]丁运虎(1981-),主要从事环保电镀的研究及推广,电话:134****1485,E -mail :dtiger1386@yahoo.com.cn0前言电镀黑铬具有良好的耐蚀性、耐磨性和诱人的外观,被广泛应用于光学仪器、仪表、太阳能及电子产品的塑胶外壳等方面。
传统的黑铬电镀液以铬酐为主要成分,其毒性大、污染严重,受到严格限用。
当前,国内外对三价铬镀液做了大量的研究[1 7],以三价铬镀液替代六价铬镀液在装饰性镀铬方面已经得到逐步推广应用,但对三价铬电镀黑铬的研究较少,且主要为氯化物体系[8 10],存在着抗杂质能力差、阳极不时有氯气产生、镀液维护要求高等问题。
电镀铬工艺
电镀铬工艺
电镀铬工艺是一种表面处理方法,主要用于提高金属零件的耐腐蚀性、硬度和美观度。
电镀铬的过程主要包括以下几个步骤:
1. 预处理:首先需要对金属零件进行清洗,去除表面的油污、氧化皮等杂质。
这一步骤通常采用化学或机械方法进行。
2. 活化:清洗后的金属零件需要进行活化处理,以增加其表面活性,有利于镀层与基体的结合。
活化处理通常采用酸洗或电化学方法进行。
3. 镀铬:将经过活化处理的金属零件浸入含有铬离子的电镀液中,通过外加电流使铬离子在金属表面还原为铬原子,形成一层均匀的铬镀层。
电镀过程中,可以通过控制电流密度、温度和时间等参数来调整镀层的厚度和性能。
4. 后处理:电镀完成后,需要对镀层进行清洗、抛光等后处理工序,以提高镀层的外观质量和附着力。
此外,还可以根据需要对镀层进行钝化处理,以提高其耐腐蚀性和耐磨性。
电镀铬工艺具有以下优点:
1. 镀层硬度高,耐磨性能好,可以提高金属零件的使用寿命。
2. 镀层具有良好的耐腐蚀性,特别是对于酸性和碱性环境的抗腐蚀性能尤为突出。
3. 镀层表面光滑,美观度高,可以提高产品的整体品质。
4. 电镀工艺成熟,操作简便,成本相对较低。
然而,电镀铬工艺也存在一些缺点:
1. 镀层与基体的结合力较弱,容易发生剥离现象。
2. 电镀过程中会产生一定的废水和废气,对环境造成一定影响。
3. 镀层厚度有限,对于一些特殊要求的场合可能无法满足需求。
电镀镀铬工作总结

电镀镀铬工作总结电镀镀铬是一种常见的表面处理工艺,通过在金属表面涂覆一层铬,可以增强金属的耐腐蚀性能,提高外观质感,增加硬度和耐磨性。
在工业生产中,电镀镀铬广泛应用于汽车零部件、家具五金、电器配件等领域。
本文将对电镀镀铬工作进行总结,包括工艺流程、操作注意事项和质量控制。
首先,电镀镀铬的工艺流程包括表面处理、电镀、清洗和抛光等环节。
在表面处理阶段,需要对金属表面进行清洗、酸洗、活化等处理,以保证铬层的附着力和均匀性。
接着进行电镀过程,将金属置于含铬离子的电解液中,通过电流作用使铬离子在金属表面析出形成铬层。
随后对电镀件进行清洗和抛光处理,最终得到光亮的镀铬表面。
其次,在进行电镀镀铬工作时,需要注意一些操作事项。
首先是安全问题,电镀液中含有酸性物质和有毒金属离子,操作人员需佩戴防护装备并严格遵守操作规程。
其次是设备维护,电镀设备需要定期清洗和维护,保证电镀效果和操作安全。
此外,操作人员需要具备一定的电镀技术知识和经验,能够熟练掌握电镀工艺流程和操作技巧。
最后,质量控制是电镀镀铬工作中至关重要的环节。
在电镀过程中,需要监控电镀液的温度、PH值、金属离子浓度等参数,保证电镀液的稳定性和一致性。
同时,对电镀件的表面质量进行检测和评估,确保镀铬层的厚度、光泽度和附着力符合要求。
此外,还需要对废水和废液进行处理,遵守环保法规,减少对环境的污染。
总的来说,电镀镀铬工作是一项技术含量较高的工艺,需要操作人员具备一定的技术水平和责任心。
通过严格控制工艺流程、注意操作事项和加强质量控制,可以保证电镀镀铬工作的质量和安全,满足市场需求和环保要求。
环保型三价黑铬电镀工艺
三价黑铬电镀添加剂哪家好?传统六价铬电镀工艺对人类健康和环境保护构成日趋严重的威胁。
相对于六价铬电镀工艺而言,三价铬电镀工艺的体系更复杂,对杂质的敏感性更高,对添加剂的质量要求也更高。
汇利龙科技从2006年起即开始着手三价铬电镀工艺的研发工作,2008年就开发出了第一代的三价铬电镀添加剂,是目前国内研发最早,工艺最先进、最成熟的三价铬电镀添加剂供应商。
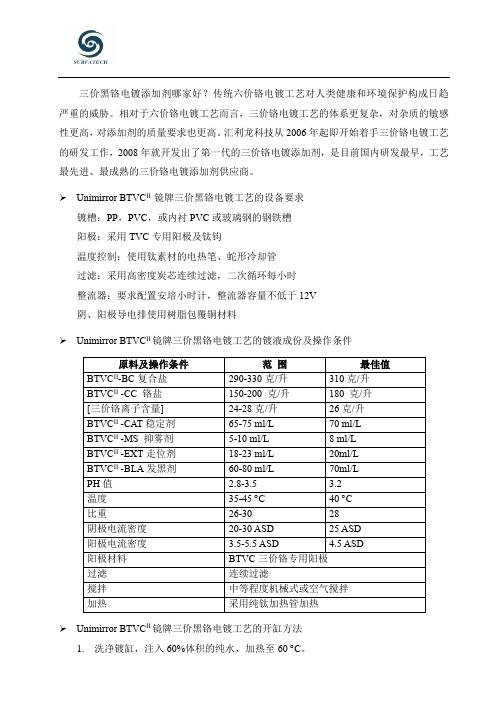
➢Unimirror BTVC II 镜牌三价黑铬电镀工艺的设备要求镀槽:PP,PVC,或内衬PVC或玻璃钢的钢铁槽阳极:采用TVC专用阳极及钛钩温度控制:使用钛素材的电热笔、蛇形冷却管过滤:采用高密度炭芯连续过滤,二次循环每小时整流器:要求配置安培小时计,整流器容量不低于12V阴、阳极导电排使用树脂包覆铜材料➢Unimirror BTVC II镜牌三价黑铬电镀工艺的镀液成份及操作条件➢Unimirror BTVC II镜牌三价黑铬电镀工艺的开缸方法1.洗净镀缸,注入60%体积的纯水,加热至60 ︒C。
2.开启空气搅拌,缓慢加入310克/升的BTVC II-BC 复合盐,搅拌至完全溶解。
注意:加入BTVC II -BC复合盐后,镀液温度会急剧下降,必须维持加入以防温度下降导致溶解不彻底。
再加入180克/升的BTVC II -CC铬盐,搅拌至完全溶解。
3.注入纯水使液面之规定体积的85%,同时调整镀液温度至50 ︒C,检查BTVC II -BC复合盐及BTVC II -CC铬盐是否已溶解完全,否则继续搅拌至完全溶解。
4.使镀液温度恒定在50 ︒C,保持搅拌,加入70ml/L的BTVC II-CAT稳定剂,混合均匀,恒温搅拌至少3小时。
5.安装并检查阳极,紧固所有螺丝。
将所有裸露之铜阳极表面用PVC胶带纸包覆好。
6.边搅拌边加入8ml/L的BTVC II -MS与20ml/L的BTVC II -EXT。
7.边搅拌边加入70ml/L的BTVC II -BLA。
【镀铬标准】电镀工艺的规范--镀铬工艺镀铬标准

【镀铬标准】电镀工艺的规范--镀铬工艺镀铬标准【镀铬标准】电镀工艺的规范--镀铬工艺镀铬标准话题:镀铬标准休闲阅读催化剂的作用协同作用镀铬四、规范镀铬工艺铬面是凹版制版公司的一张脸面,可以直接为公司赢得客户的信赖。
光洁的铬面,超凡的耐印力,令人满意的刮刀消耗,无不对客户产生着巨大的吸引力。
镀铬层印刷时直接与承印材料接触,要能有效地保护铜层不被刮伤、刮坏,因此,要求铬层要达到一定的硬度。
铬层的高硬度和表面硬度均匀是提高凹版滚筒耐印力的关键,如果印数达到50万印,则铬层硬度在HV750,HV950、耐印力在80万,100万次为佳。
目前业内普遍采用镀硬铬工艺,有的公司还采用瑞士镀铬工艺,以保证铬层有很高的硬度、很好的耐磨性及化学稳定性,从而提高印版滚筒的耐印力,使其能够承受刮墨刀及油墨中颜料的频繁摩擦。
当前全国各地凹版制版公司都深深感受到镀铬质量是个永远的问题,是造成返工的一个主要因素。
影响镀铬质量的因素很多,也很复杂,铬层硬度与温度、电流密度、铬酐及硫酸的含量有着密切关系。
归纳一下,笔者认为主要有三大影响因素:一是导电性不良,二是镀铬液不稳定,三是清洗不干净,还有些公司虽然制定了质量标准和控制数据,但员工在执行时不认真,不严格,造成返工。
因此,必须强化管理,严格管理。
(一)镀铬工艺流程雕刻好滚筒?检查(合格)?装配?滚筒清洗?镀铬?抛光?自检(合格)?交总检(不合格退铬)。
(二)镀铬的基本原理镀铬液中铬酸一般以重铬酸形式存在(H2Cr2O7),在浓度很高的镀铬液中可以三铬酸(H2Cr3O10)和四铬酸(H2Cr4O13)的形式存在。
当镀液中只有铬酸而无硫酸等催化剂存在时,通入直流电,阴极上只有氢气析出,没有铬层沉积,相当于电解水。
加入适当的硫酸催化剂后(CrO3?H2SO4=100?1),在阴极上依次发生下列反应:Cr2O72-,8H+ +6e ? Cr2O3+4H2O ?2H,,2e ? H2? ?Cr2O72-+ H2O2CrO42-+2H+ ?CrO42-+ 8H+ +6e ? Cr?+4H2O ?由以上反应可知,镀铬的阴极反应是很复杂的。
镀黑铬工艺实践

它常与醋酸根及氟化物搭配使用, 是黑铬镀液
中常用的发黑剂 , 单独使用硝酸盐可提高镀层的黑
度, 但必 须严格 控制其 用量 。
领域 , 它可为家庭取暖、 热水供应、 能量储备等领域 大显身手 , 为人类节能作出应有的贡献。
3 o一3 02 0—3 0 3 o一3 02 0—3 o2 0—3 o 0 2 5 2 0 5 0 0 5 0L mL
— — 2 —2 2 —3 0 5 5 o
— — — — — —
— — 1 —2 5 0
3 —1o 0 8 — —
关键词 电镀 ; 镀黑铬 ; 工艺 实践
1 前 言
黑铬是镀铬体系中一种特殊的镀种 , 它与其他
镀 铬层 的差异 在 于镀 层 为黑 色 , 又不 是 沉 积 出 的 但 金属铬发黑 。黑 铬 是 在具 有 强 氧化 性 的铬酸 中 , 经
强烈 的电子 得失而 获得 的金属铬 弥散在 三氧 化二 铬
它在 镀 液 中是 一种 极 敏感 的催 化剂 , 能提 高镀
3 各组分之作用及工艺条件 的影响
3 1 铬 酐 .
液的分散能力及镀层的黑度。氟硅酸中的氟离子具 有活化功能, 能使 中途断电的镀件再次沉积 , 二次沉
积 的镀层 不会 出现脱 皮等 不 良现象 。
它 是镀 液 中 的主 盐 , 过 氧 化一还 原反 应 及 电 通 子得失 的机 理在 被镀件 表 面上沉积 出金属 铬及 生成 三氧化 二铬 水化 物等 , 使镀层 发黑 。
表 1 黑铬镀 液 的配方及 工艺规 范
配方
C( g L r , / N N ,/ a 03 蜀 L H SF , / 2 i mL L 4
黑铬配方与工艺流程
黑铬配方与工艺流程英文回答:Black Chrome Plating.Black chrome plating, also known as black chromium plating or black hard chrome plating, is a decorative and protective coating used on metal surfaces. It is created by adding a black dye to a standard chromium plating bath and can be applied to various metals like steel, aluminum, and brass.Process Flowchart for Black Chrome Plating.1. Surface Preparation:The metal surface is cleaned, degreased, and etched to remove impurities and enhance adhesion.2. Copper Plating:A thin layer of copper is electroplated onto the metal surface to provide a smooth and uniform base for the black chrome plating.3. Nickel Plating:A layer of nickel is then electroplated over the copper to increase the hardness and corrosion resistance.4. Black Chrome Plating:The black chrome solution is prepared by adding a black dye to a standard chromium plating bath. The metal surface is submerged in this solution and subjected to an electrical current, causing the black chrome to deposit onto the surface.5. Post-Treatment:After plating, the black chrome coating is rinsed and sealed to protect it from wear and corrosion.Benefits of Black Chrome Plating.Corrosion resistance: Black chrome provides excellent corrosion resistance, making it suitable for harsh environments.Wear resistance: It has high hardness and wear resistance, making it a durable coating for mechanical components.Decorative appeal: The black finish offers a sleek and aesthetically pleasing appearance.Improved functionality: Black chrome can enhance the performance of components by reducing friction and improving heat dissipation.Applications of Black Chrome Plating.Black chrome plating finds applications in various industries, including:Automotive: Exterior trim, wheels, suspension components.Firearms: Barrels, slides, triggers.Aerospace: Hydraulic components, turbine blades.Medical: Surgical instruments, dental implants.Consumer products: Watches, jewelry, bathroom fixtures.Environmental Considerations.It's important to note that black chrome plating contains hexavalent chromium, a hazardous substance. Proper disposal and handling measures must be taken to ensure environmental safety.中文回答:黑色镀铬工艺。
ABS塑料三价黑铬电镀工艺与故障处理

ABS塑料三价黑铬电镀工艺与故障处理核心提示:介绍了ABS塑料电镀三价黑铬的工艺流程,主要包括除油,亲水,粗化,中和,预浸,催化,加速,化学镀镍,活化,镀铜,微蚀,镀光亮镍,镀三价黑铬,钝化和烘干。
给出了三价黑铬镀液的配方,阐述了各组分的作用及工艺条件对镀层的影响,介绍了常见故障的处理方法.1.前言环保型三价黑铬除了具有优良的耐蚀性、耐磨性和硬度外,更有高雅的美丽色泽,与锡合金枪色相比,有更好的耐磨性和机械性能,深受消费者喜爱,现已广泛应用于电子产品的ABS塑胶配件上。
然而三价黑铬电镀的工艺稳定性较差,在ABS 塑胶电镀应用中存在成品率低、故障多、镀液维护要求高等问题。
针对以上问题,通过提高三价黑铬电镀前处理质量及采用自行配制的黑铬发黑剂,优化三价黑铬电镀工艺,、关注镀液的变化并及时处理故障,取得了较好的效果。
2 .ABS塑胶件三价黑铬电镀工艺2.1工艺流程上机一除油一清洗一亲水一粗化一清洗一中和一清洗一预浸一催化一清洗一加速一清洗一镀化学镍一清洗一转机一活化一清洗一预镀铜一清洗一活化一镀酸铜一清洗一微蚀一清洗一镀光亮镍一清洗一镀三价黑铬—清洗一钝化一清洗一转机烘干。
三价黑铬电镀工艺流程中的几点说明:(1)催化工序中所用的催化剂是一种活化性胶体钯。
在强酸性溶液中,由钯核、锡、氯化物组成的胶团结构极易被粗化了的ABS塑料件表面吸附,为后序化学镍工艺提供高活性的催化中心。
催化的工艺条件为:催化剂(自$1J)20~40mg/L,氯化亚锡l g/L,盐酸300mI,/I.,温度23 oC。
(2)加速工序采用50~60g/L H2S04(化学纯)溶液,操作温度(50 4-5).C,其目的是除去胶体钯中的Sn(II),促进催化。
(3)酸性亮铜应选用填平性好、深镀能力强的添加剂。
(4)光亮镍采用瓦特镀液配方,选择走位好、柔软性强、能获得白色镜面光亮的光亮剂。
(5)微蚀液由过硫酸铵和硫酸组成,在室温下浸渍10~15 S。
电镀黑铬工艺2

电镀黑铬工艺黑铬镀层是由铬和三氧化二铬的水合物组成,由于对光波的完全吸收而发黑。
黑铬的耐蚀性优于普通铬,耐磨性同于常规铬层,已被广泛应用现代工业中。
电镀黑铬工艺1、工艺过程前处理→电镀中间镀层→清水洗→镀黑铬→清洗→干燥→抛光处理(视需要)→上油(锭子油)→检验→包装。
2、配方及工艺条件本工艺配方较为简单,溶液稳定,易于维护和调整,镀液分散能力较好。
铬酸酐(CrO3)/ (g/L) 250~300硝酸钠(NaNO3) / (g/L) 5~12硼酸(H3BO3)/(g/L) 20~30添加剂 (ml/L) 50ml三价铬/(g/L) 3g阴极电流密度 30~60 A/dm2槽电压 10~15V温度(最佳)/(℃) 15~30℃时间/( min) 5~15阴极板铅锡合金(Sn含量在5%~7%)或石墨、碳钢添加剂:氟硅酸2ml/l+硝酸银4g/l=25升3、溶液配制1) 将计算量的铬酸酐溶于适量的蒸馏水中,搅拌使铬酐全部溶解。
2) 升温至50~60℃,在不断的搅拌下,加入5~6g/L碳酸钡以除去铬酸溶液中SO42-,待溶液澄清后,滤去碳酸钡沉淀。
3)用蒸馏水分别溶解硝酸钠和硼酸,倒入槽内,加蒸馏水至规定体积,加添加剂充分搅拌均匀,电解处理后,试镀。
4、镀液各成分作用1) 铬酸酐:镀液中的主要成分。
含量太高:镀层硬度降低;含量过低(200g/l):镀液变化较快,镀层易烧焦,覆盖能力差、耐磨性差。
一般控制在250~300g/l之间。
2)硝酸钠:发黑剂。
含量偏高:分散能力和覆盖能力恶化;含量偏低:镀层黑度差,颜色淡且发灰,有时会出现无黑色镀层,一般控制在8~10g/l。
也可加入硝酸铬和硝酸作发黑剂。
3)添加剂:是一种催化剂,有助于活化阴极表面,兼顾去除氯离子作用,提高镀液的覆盖能力,只要在镀液内含有添加剂50ml/l,就能提高镀液的分散能力和镀层的黑度;含量过高,呈灰褐色、分散能力差,太高会引起镀层的脆性、脱壳,因此必需严格控制含量,也可加入氟化钾0.2~0.5g/l或氟化钠0.3~0.8g/l;含量过低分散能力也差。
低温镀黑铬工艺

低温镀黑铬工艺
低温镀黑铬是一种利用铬化学沉积技术在低温条件下处理金属表面,生成致密的黑色氧化铬膜的过程。
其工艺流程主要包括电解清洗、化学镀铬、低温氧化和后处理等步骤。
其中,低温氧化的工作温度一般在70℃以下,且不需要高压。
这种工艺具有耐腐蚀、耐磨损、美观等优点,适用于汽车、航空、电子等领域。
在低温镀黑铬的工艺流程中,首先对金属基材进行表面处理,然后在真空条件下,将铬原子沉积在基材表面,形成一层黑色的氧化铬膜。
这种工艺与镀硬铬不同,镀硬铬是在电解液中进行电镀,而低温镀黑铬是在真空条件下进行。
此外,还有关于低温冷电镀RAYDENT TREATMENT的相关知识,这种处理方式在工件环境温度控制在0°C左右,镀层厚度1u到3u,膜层以电化学反应方式,沉积于工件表面,不同于普通镀铬和镀镍的是,它的膜层可以往工件表面内延深1u的厚度,所以具有超级耐腐蚀性能,比一般镀铬镍要强很多,适合强腐蚀环境下的丝杆、滑轨、花键等的表面处理。
以上信息仅供参考,具体低温镀黑铬的工艺信息建议咨询专业工程师。
电镀铬工艺学
电镀铬电镀工艺学1 电镀铬概述镀铬在电镀工业中占有极其重要的地位,并被列为三大镀种之一。
电镀铬属于单金属电镀,与其它单金属电镀相比,有许多共同之处。
但是,它又有一些其它单金属电镀所没有的特点,故镀铬是电镀单金属中较为特殊的镀层。
随着科学技术的开展及对环境保护的重视,在传统镀铬的根底上,相继开展了微裂纹和微孔铬、乳白铬、松孔镀铬、镀黑铬、低浓度镀铬、稀土镀铬、高效率镀硬铬及三价铬镀铬等新工艺,使镀铬层的应用范围进一步扩大。
铬(Cr)是一种略带蓝的银白色金属,相对原子质量51.994,密度 6.98/cm3~7.219/cm3,熔点1875℃~1920 ℃,标准电极电位φφ铬是一种较活泼的金属,但由于它在空气中极易钝化,其外表形成一层极薄的钝化膜,从而显示了贵金属性质镀铬层具有很高的硬度,根据镀铬液成分及操作条件的不同,其硬度可在很大范围(HV400~1200)内调整。
加热温度在500℃以下,对镀铬层的硬度没有明显影响。
铬镀层的摩擦系数低,特别是干摩擦系数在所有金属中是最低的,因此,铬镀层具有很好的耐磨性。
铬镀层在一般大气条件下能长久地保持其原有的光泽而不变色,只有当温度在400 ℃~500℃时,才开始在外表呈现氧化色。
铬镀层具有良好的化学稳定性,碱、硫化物、硝酸和大多数有机酸对其均不发生作用,但能溶于氢卤酸(如盐酸)和热的硫酸中。
在可见光范围内,铬的反射能力约为65%介于银(88%)和镍(55%)之间,因铬不易变色,使用时能长久地保持其反射能力而优于银和镍。
2 镀铬层的分类及应用镀铬可按其工艺及溶液不同来分类,所得到的铬层可应用于不同的场合。
µm~1µm(2) 镀硬铬(耐磨铬) 铬层具有高的硬度和低的摩擦系数,机械零部件镀硬铬后可以提高其抗磨损能力,延长使用寿命。
硬铬可用于切削及拉拔工具,各种材料的模具、轴承、轴、量规、齿轮等,还可用于修复磨损零件的尺寸。
这类铬层的厚度根据需要而变,从1 µ m到几个mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一
上 挂具 ( 以钢 铁件 为例 ) 一 一
— —
化学 除油一 酸洗除锈一
清 洗 清 洗
个 十分 复杂 的光 学 现 象 , 面 还 要提 到影 响 黑 度 后
电化 学 除 油一
清洗一
的其 它 因素 。
氰化 镀铜—— 清洗—— 镀 光亮 镍—— 清洗—— , +
防 止反光 , 以大 多应用 于仪 器仪表 , 所 尤其 是光 学设 备 。就外 观 而言 , 色镀层 纯正 又有 金属 的质 感 , 黑 极
富装 饰性 。
价铬 已经 足够 。这样做 可 以避免 镀槽 中引入 其它 成 分, 力求 镀液 组成 简单 化 。
镀 黑铬 的工 艺配 方多且 繁 杂 , 如硝 酸钠一 氟硅 酸 型 、 醋酸 型 、 冰 氨基 磺 酸 盐 型 、 酸钾 一 硼 酸 钠一 硝 四 偏 矾 酸铵一 氟 酸 型 、 酸钾一 铝 酸 钠 型 等 。辅 助 添 硅 硝 氟 加剂 有硼 酸 、 蔗糖 、 草酸亚 铁 、 亚铁 氰化钾 等 。 工艺 配方 应 当在保证 质量 效果 的前 提下越 简单 越好 。成 分过 于复杂 会给 故 障的分 析与处 理造 成更
分 敏感 , 高或 过低都会 非 常 明显 地影 响产 品质量 。 过
当氟离 子 的质 量 浓度低 时 , 电流效 率低 , 镀层 呈棕 褐 色, 光泽 较 暗 , 散能 力 很 差 ; 分 当氟 离子 的质 量 浓度 较 高时 , 散 能力 、 度 、 度 、 分 黑 亮 硬度 均 提 高 ; 氟离 当
21 年 7 01 月
电镀 与 环 保
第 3 卷第 4 总第 10 ・4 ・ 1 期( 8 期) 9
电 镀 黑 铬 工 艺 要 点
姜贵 田 ( 东 市 元 宝 区 宝 山新 城 5号 楼 3 3 辽 宁 丹 东 1 8 0 ) 丹 0, 1 0 1
中 图 分 类 号 : 5 TQ 1 3 文 献标 识 码 : B 文章 编 号 : 0 04 4 ( 0 1 0 — 0 90 10 —7 2 2 1 )404 —2
铬一 样 , 阳极 面积 应 大 于 阴极 面 积 。至 于 阳极 材 料 选 择哪种 为好 , 笔者 做 了 3个实 验 , 果如 下 : 结
( )阳极 采用锡 的质 量分 数 为 l 的铅一 合 2 5 锡 金, 使用 2个月后 , 腐蚀 非常严 重 ;
3 还 原 剂
镀 黑铬 的辅 助添 加剂有 蔗糖 、 酸亚铁 、 铁氰 草 亚
化钾 等 , 实 都是还 原剂 , 其 目的是 在 电解液 中产 生三
镀黑 铬—— 清 洗—— 凉 干—一 下挂具 ,
5 2 工 艺规 范 .
Cr 5 O32 0~ 3 0 g L, NO37~ 1 / Na 0 / Na 1 g L, F
0 2 0 8 g L, O 4 d , 5 3 ℃ , ~ 1 . ~ . / 2 ~ 0A/ m 1 ~ 5 5 5
Elc r p a i & Po l to nt o e t o l tng lu in Co r l
一
堆泥 ;
6 阳 极
镀 黑铬 的 阳极 十分 重 要 , 可忽 视 。和普 通 镀 不
镀层 的黑 度还 与基体 的状 态有关 , 体粗糙 , 基 黑 度 较 差 。经 过抛 光 或镀 光 亮 镍 后再 套 黑 铬 , 层 又 镀
黑又亮 。
容 度 积小 于铬 酸钡 的容度 积 。
2 加 硝 酸根
黑铬 镀层 是 由质 量 分数 为 2 的 氧化 铬 与 质 5
氟 离 子作 为 催化 剂 还 有 活化 的 功能 , 以不 锈 所
多 的麻 烦 , 以要 找 出镀黑 铬 的要点 。 所
4 催化 剂
镀 黑铬 配方 中 的氟 硅 酸 、 硅 酸盐 、 氟 氟化 钾 、 氟 化钠 、 铝酸钠 等都 是作 为催化 剂 , 氟 不难看 出其 中真
正有效 的成 分 是 氟 离 子 。 以哪 种 形 式 加 入 并 不 重
要 , 要 的是掌 握适 当的量 , 重 因为镀黑 铬对 催化剂 十
认 为要 过滤 除去 沉 淀 物 , 大 可 不必 。因 为沉 淀 物 这
会在 镀后 几 小 时 内 自动 爆 裂 。调 整 的方 法 十 分 简
单 , 是通 过 电解 消耗 , 外 , 离 子 还会 在 阳极 挥 就 另 氟 发 一部 分 , 层逐 渐趋 于正 常 , 镀 出现最佳 状态 。保 持
子 的质量 浓度 过高 时 , 性 增 大 , “ 皮 ” 严 重 时 脆 会 爆 ,
1 除硫 酸 根
镀 黑铬 无 论 采用 哪 种 配方 , 乎 都要 除去 溶 液 几 中的硫 酸 根 。最 简 单有 效 的方 法 是加 过 量 ( 理论 量 的3 ~5倍 ) 的碳 酸钡 , 成 硫 酸 钡 沉淀 。有 的资 料 形
对 电镀 没有任 何 影 响 。实 际 上 当碳 酸 钡 加 入后 , 除
和 补充 的原则 是少 加勤 加 , 注意 观察 , 并 使镀 液始 终
处在 良好 状态 。
了生 成硫 酸钡 外 , 余 全 都生 成 了铬 酸 钡 沉 淀 。一 其
旦混 入硫 酸根 , 其会 自动 生成硫 酸 钡 , 因为硫 酸钡 的
钢 可 以直 接 镀黑铬 。
量分 数为 7 5%的金 属 铬 共生 而 成 的 。氧 化 铬 的 生
成 主要 依靠 硝 酸根 的作 用 。硝 酸 根 是 发黑 剂 , 消耗
5 典 型 工 艺
5 1 工 艺 流 的是 , 要 因 为 镀层 不 够 不
0 前 言
黑 铬镀 层 的主要 功 能 除 防护 外 还 能吸 收 光线 、
价 铬 , 对镀 黑铬 是有益 处 的 。实践 证 明 , 这 获得 三价
铬 更 简 单 有 效 的 方 法 是 电 解 。使 S :S 一 阴
( ~5 1 正 常 电流密度 电解 2h左 右所 产 生 的三 3 ): ,