产能评估表
产能评估报告和OEE报告(全公式未加密)
65.0
2520
0.00
0.00
64.98
75.00
50.00
168.0
0
0.00
0.00
167.99
0.00
167.99
168.0
0
0.00
0.00
167.99
0.00
167.99
30.0
5000
0.00
0.00
29.99
110.00
60.00
30.0
5000
0.00
0.00
29.99
110.00
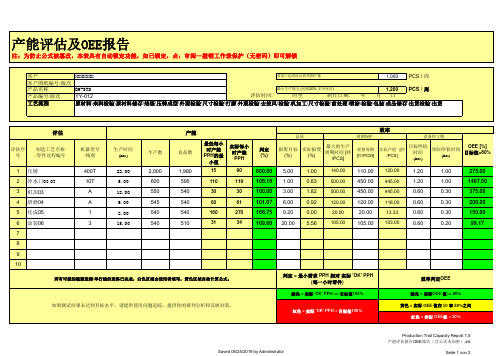
产能评估及OEE报告
注:为防止公式被篡改,本表具有自动锁定功能,如已锁定,点:审阅—撤销工作表保护(无密码)即可解锁
客户
XXXXXXX
要求 / 达成协议的周期产量
1,000 PCS / 周
客户图纸编号/版次
产品名称
B9-STD
最小生产能力 (包括20% 安全库存)
1,200 PCS / 周
产品编号/版次
'最低每小时产能PPH的最小值需求 OK PPH'的计算数据
每周计划工作时 间
产品转换数量/每周
每个产品转换的 平均时间
其它产品
每周生产转换时间 每周有效生产时间/ 生产时间
[小时]
每周[小时] 计划[小时/
周]
有效生产时间 /每周小时
65.0
2100
0.00
0.00
64.98
75.00
80.00
99.00 99.17 98.18 99.08 100.00 94.44
Saved 06/25/2019 by Administrator
新产品产能评估报告模板

新产品产能评估报告模板
[公司名称]
新产品产能评估报告
1. 背景介绍
(在这一部分,对新产品的背景进行简要介绍,包括产品的名称、定位、市场需求等信息)
2. 产能评估目的
(在这一部分,说明进行产能评估的目的,比如确定新产品的最佳产能水平,评估生产所需的资源和成本等)
3. 产能评估方法
(在这一部分,列出并说明所采用的产能评估方法,如产能需求分析、机会成本分析等)
4. 产能需求分析
(在这一部分,对市场需求进行分析,包括市场份额、潜在客户数量、销售预测等信息,以确定新产品的潜在需求量)
5. 设备与人力资源评估
(在这一部分,评估所需的设备和人力资源,包括生产设备的数量和规格,工人
的数量和技能水平等,以满足新产品的生产需求)
6. 产能成本评估
(在这一部分,评估新产品的生产成本,包括设备和设施投资、设备维护成本、人力资源成本等,以确定生产新产品的总成本)
7. 产能风险评估
(在这一部分,评估可能对产能造成的风险和阻碍,包括供应链的不稳定性、技术难题、人力资源限制等,以制定应对措施)
8. 结论与建议
(在这一部分,总结产能评估的结果,并提出建议,例如推迟新产品的推出时间、调整产能规模、提升生产效率等)
9. 实施计划
(在这一部分,制定实施新产品产能评估的具体计划和时间表,明确责任人和所需资源,以确保评估的顺利进行)
10. 参考文献
(在这一部分,列出产能评估过程中所参考的文献和数据来源)
请根据以上报告模板,使用中文回答,并确保回答超过1200字。
产能评估分析报告

产能评估分析报告(目前现有资源配置下生产基本状况)主旨:产能评估及思考Ⅰ目的:清晰目前“现有资源”下产能能力,为相关决策者提供决策参考,对企业订单形成良性有序的生产作出基础依据。
Ⅱ针对范围:裁床、一、二车缝车间Ⅲ依据:根据2009年4月至今(有资料可查)裁床、车缝产量及2008年2009年(截止09年12月27日)品检统计车班入检总数量。
Ⅳ背景现状:现有已下订单待生产总单量约56万(90%为新款)、其中已下裁片至车间部分约30万(299682件)、待安排部分约26万。
Ⅶ生产状况:1.2:根据此表结合目前现状可得出如下基本信息及思考。
1.2.1:在近30万裁片周转的现状下,在人员流动较频繁的现行状态下,基本保持30人的日人员出勤率能基本保持现有生产的需求。
1.2.2:在流动性的保持30万裁片连续状态下,现有人员配置数量是有能力维持明年生产700万的目标。
1.2.3:裁床日人均产量510件是个基本常量数值。
是维续良性运转最基本的产量要求。
1.2.4:同时需检讨本工序本月产量为何比基本常量下降15%.原何?1:新款熟练度不够?2:新款工序部位繁多?3:人员进出频繁操作技能下降?4:管理无定位,整天处于无序忙碌中。
对基本产能无数据性的准确性了解,凭经验大其概?5:物料供应,单量不足?何应对?!4.通过2、3图表分析结合目前现状可得出如下信息和思考。
4.1:根据以往季度货品类型单月所占比率、单月产量、人员日均出勤数等综合考量,车缝日均70件/人是基本产量要求。
4.2:2009年车缝所呈现的人均日产量数值是成下降趋势。
且降幅将近高达40%。
这是非常严重的现实。
必须从生产流水、人员配置、机器使用率、管理思路和方式等方面检讨。
4.3:在日人均70件产量,维持现有人员出勤数量不变的前提下;按2010年改革让员工月休4天的思路下。
要达成明年700万产量目标值的完成,产能空缺率高达38%,高峰时将更甚。
4.4:虽然目前现实大环境人员流动较为频繁,但是在一个一线生产人员配置为250人左右规模实体中,20%人员的流失或异动是非常高的数值。
产能分析报告模板
一、封面报告名称:XX公司产能分析报告报告日期:____年__月__日编制部门:XX部门编制人:____二、目录1. 摘要2. 前言3. 产能分析基础数据4. 现有设备产能核算4.1 预订工作时间标准4.2 代表产品制程/线能力计算5. 产能瓶颈分析6. 产能提升策略7. 风险评估与应对措施8. 结论9. 附件三、摘要简要概述本次产能分析的目的、方法、主要发现和结论。
四、前言介绍公司背景、报告目的、分析范围和报告结构。
五、产能分析基础数据1. 公司概况2. 产品线信息3. 市场需求分析4. 竞争对手分析六、现有设备产能核算1. 预订工作时间标准- 单班时间/时- 班次/班- 作业率(%)- 年出勤天数/天- 净可用时间/时- 计算公式:净可用时间 = 单班时间× 班次× 作业率× 年出勤天数2. 代表产品制程/线能力计算- 产品年产能净可用时间(年)- 瓶颈工序总加工时间- 计算公式:年产能 = 产品年产能净可用时间÷ 瓶颈工序总加工时间七、产能瓶颈分析1. 瓶颈工序识别2. 瓶颈原因分析3. 瓶颈影响评估八、产能提升策略1. 提高设备利用率2. 优化生产流程3. 增加设备投入4. 人员培训与优化5. 技术创新与应用九、风险评估与应对措施1. 设备故障风险2. 人员流失风险3. 市场需求波动风险4. 应对措施十、结论总结本次产能分析的主要发现和结论,并提出改进建议。
十一、附件1. 产能分析数据表格2. 相关图表3. 产能提升方案请注意,以上模板仅供参考,具体内容需根据实际情况进行调整和完善。
产能评估PPT课件
负荷。 ❖ 第三个步骤:每道工序的计划需求生产总数除以计划
生产日数,就等于每道工序每日的生产数。 ❖ 第四个步骤:比较现有机器设备的负荷。求得每台机
器设备每日应生产数与现有机器产能比较,即可得知 是过剩还是不足。 ❖ 第五个步骤:机器设备的增补。 ❖ 备注:对人力及机器设备进行负荷分析,可以使生产 管理人员对于每一道工序的产能一目了然,掌握生产 瓶颈点。合理调整生产计划,弥补瓶颈工序的不足, 达到均衡生产的目的。这是保证订单正常生产,顺利 出货的前提!
❖ 1)模具制作设备 ❖ 车、铣、刨、磨、钻床 ❖ 电火花、线切割、加工中心 ❖ 热处理炉 ❖ 2)冲压/锻造设备 ❖ 剪床、开式可倾压力机、液压机、精压机、
摩擦压力机 ❖ 直压延机、横压延机 ❖ 空气锤、夹板锤、磨擦压力机 ❖ 气氛保护热处理炉、加热炉
精品pp
3)磨刀设备 单面平磨、双面平磨、双面磨夹角、开牙机 4)抛光设备 单面抛光、双面抛光、手抛机、自动磨边机、 砂带磨叉缝机、平面沙带机、立式砂带机、组合式全 自动抛光线 半自动超声波清洗机、全自动超声波清洗机 腐蚀商标机、激光商标机 5)注塑设备 卧式注塑机、立式注塑机、超音波焊接机 6)包装设备 自动流水线 热插机、封口机、吸塑机、打包机
精品pp
❖ 餐具制做材料 ❖ 1)s/f ❖ 304# 0cr18ni9/ 430# 1cr17 /410# 1cr13 ❖ 2)dk ❖ 420# 2cr13/420j2 3cr13 ❖ 5cr15mov 钼矾钢 ❖ 3)其他 ❖ 塑料:abs\as\pa6\pa66\pp\ps\pe\pom\橡胶 ❖ 陶瓷 ❖ 木材:橡胶木、松木、竹
精品pp
产能爬坡计划表格
产能爬坡计划表格
产能爬坡计划是指一个企业或组织为了满足市场需求而逐步提高产能的一种策略。
它可以帮助企业更好地规划生产流程、优化资源配置,并应对市场竞争的挑战。
下面是一个产能爬坡计划的表格,用于详细记录和安排产能提升的各个步骤。
表格可以按照不同的时间段进行划分,例如按照季度或者月份。
每个时间段中,可以列出以下信息:时间段开始日期、结束日期、目标产能、实际产能、产能差距、主要原因、解决方案、负责人、状态等。
时间段开始日期结束日期目标产能(单位)实际产能(单位)产能差距主要原因解决方案负责人状态
...
在每个时间段中,可以按照以下步骤进行填写:
1.开始日期和结束日期:记录每个时间段的起止日期,以便对产能提升的进展进行跟踪和评估。
2.目标产能和实际产能:目标产能是在每个时间段内企业希望达到的产量水平,实际产能是实际生产的产量。
3.产能差距:计算目标产能与实际产能之间的差距,以便评估当前的生产状况。
4.主要原因:列出导致产能差距的主要原因,可以是设备故障、员工技能不足、原材料供应不稳定等等。
通过分析主要原因,可以制定有效的解决方案。
5.解决方案:针对每个主要原因,制定相应的解决方案,例如修复设备、培训员工、与供应商建立稳定的合作关系等等。
7.状态:记录每个时间段的产能提升计划的状态,例如进行中、已完成、延迟等等。
通过填写上述表格,并不断更新和评估产能提升计划的进展,企业可以更好地掌握生产状态,及时处理问题,并采取相应的措施来提高产能。
产能爬坡计划的成功实施有助于企业提高竞争力,满足市场需求,并取得更好的经济效益。
2产能与品质验厂评分表
日期□□□生产部管理者人数QC 管理者人数㎡㎡㎡序号标准分实得分备 注11025354555657585员工住宿舍吗?QC 工程师人数有特别规划独立的进食区吗一天供应几餐附包装及出货照片附进料程序及储存区的照片在过去12个月出货质量表现 100-96.1% 按时(5) 96-92.1% 按时(4) 92-88.1%按时 (3) 88-84.1% 按时(2) 84-80.1% on t有干净,可覆盖, 有保护的区域来置放保存原料及包装材料吗?工厂的工作区域有灯吗(国标 GB50034-2004)工厂有妥善管理吗生产线厂内管理人员数厂内设备维修技术人员数工厂地址总经理产品仓库面积员工人数是否有指定的品管经理从原料到制成成品有高效率的生产流程吗?工厂设备保养完善吗厂内整洁是可被接受的吗(干净)?工厂名生产工人数检查人员:生产面积工厂总区域面积产能与品质验厂评分表联系人QC 经理生产经理项目在过去12个月准时出货的平均值 100~98.1% (5) 98~96.1% (4)96~94.1% (3) 94~92.1% (2) 92~90.1% (1)产能与品质验厂评分表产能与品质验厂评分表产能与品质验厂评分表产能与品质验厂评分表11、产能评估(打星号得分为时,本公司不满意)产能与品质验厂评分表12.一般员工相关事项任何有"F"的问题若被打零分,验厂认证将不被通过, 假产能与品质验厂评分表日期 :_________________批准 :________________这是一个计算机生成的报告。
不需要签名。
项目实得分=(总标准分-不适合分)总分 = ———————————————————— x 100。
26 产能分析图表

可提供工时
200 150 100 120
64
56
64
16 120 12000 200 136 152 136 200
56
人员负荷率
80% 67% 60% 67% 78% 71% 78% 63% 67% 67% 74% 80% 80% 71% 71% 80% 80% 74% 53% 74% 80% 71%
计划工时(小时)
160 100
60
80
50
40
50
10
80
80 100 160 160
40
40 160 160 100
80 100 160
40
人员评估 出勤率
96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96%
B
荷率负
C
荷 负率 荷率 ≤80%
备注:设备:每月按照30天, 人员每月按照25天,8小时工作
C
存在风 险
安全
绝对安 全
C
C
C
C
C
C
C
C
C
C
C
C
编制/日期:
审核/日期:
审核/日期:
支座焊 接
打磨、 清渣
支座冲 孔
总成焊 接固定
总成焊 接
抛丸
电泳线
装配、 调试
装配支 座
打标识 牌
1人 1人 3人 1人 1人 1人 1人 1人 1人 1人 1人 1人 3人 1人 1人
2人 7人 1人 4人 2人 1人 1人
计划产量(月度)
4000 4000 4000 4000 4000 4000 4000 4000 8000 8000 4000 8000 4000 4000 4000 4000 4000 4000 4000 4000 4000 4000
公司工厂供应商实地评估记录表模板
公司工厂供应商实地评估记录表
编号:
评估项目评估内容评估计分评估部门备注
交货保证
能力(25分)1、产能充足和饱满程度(8分)
采购部
2、物流、仓储、运输能力(7分)
3、交期承诺合理性(5分)
4、计划、跟单安排(5分)
品质保证能力(50分)1、体系完整和执行度(12分)
采购部
/矿管部
2、IQC人员、设备、质量记录(6分)
3、PQC质量记录和工序安排(6分)
4、QA抽样标准、出货保证能力(10分)
5、客户抱怨处理(8分)
6、5S管理(8分)
工程技术能力(25分)1、新产品开发、设计能力(7分)
矿管部
2、机器、设备的保养、计量与使用(8分)
3、工艺保证能力(10分)
累计记分:
评估结果:
采购部意见:
签名:日期:矿管部意见:
签名:日期:总经理意见:
签名:日期:最终结果:□不合格□合格
备注:
签名:日期:。
SMT设备产能评估
S M T设备产能评估 Document number:PBGCG-0857-BTDO-0089-PTT1998
SMT设备产能评估报告
PCB板焊点计算方式
影响贴片机生产效率的因素有:
1、生产线转产停机,中途换料停机
2、元件影像报错停机(如:元件引脚变形、缺脚、损坏、错料等),
3、工程调机(如元件更换包装、结构不一致、方向改变)
4、生产线不平衡(包括:贴片程序未优化、PCB设计未优化、设备配置未优化等)
5、试产调机
6、设备故障停机
7、排产不合理,无生产计划停机
各平台机型产能评估(一天只生产一款机型)
不带GPS产能评估
CA1501G各PCB板焊点明细表:
CA3633G各PCB板焊点明细表:
K5026G各PCB板焊点明细表:
CA1615G各PCB板焊点明细表:。
产能评估报告模板

产能评估报告模板
【产能评估报告模板】
日期:xxxx年xx月xx日
一、背景介绍
在此部分,需要对产能评估的背景进行简要介绍,包括评估的目的和范围。
同时,还需要提及相关的数据来源和评估方法。
二、产能现状分析
在此部分,需要对当前的产能现状进行分析,包括产能规模、产能利用率以及产能结构等方面。
可以使用图表、数据和文字描述,全面了解企业的产能情况。
三、产能瓶颈分析
在此部分,需要对当前的产能瓶颈进行分析,识别影响产能提升的关键因素。
可以从供应链、设备、人力资源等方面进行分析,并提出相应的解决办法。
四、产能提升方案
在此部分,需要根据产能瓶颈分析的结果,提出相应的产能提升方案。
方案可以包括采购新设备、优化生产流程、提高设备利用率、培训员工等,需要具体而细致地阐述解决办法。
五、产能评估结果
在此部分,需要对产能提升方案进行评估,包括预计的效果和具体的指标。
可以比较产能提升前后的数据,说明产能提升的效果和经济效益。
六、风险评估
在此部分,需要对产能提升方案实施过程中可能面临的风险进行评估和预测。
可以从技术、市场、经济等方面进行分析,并提出相应的风险应对措施。
七、建议和总结
在此部分,需要根据评估结果和风险评估的情况,提出相应的建议和总结。
建议需要具体而可行,并结合具体情况进行阐述。
以上是一个产能评估报告的模板,根据实际情况进行相应的调整和补充。
在回答问题时,可根据题目的要求和报告模板进行逐一回答,确保回答内容充分且使用中文回答。
商用密码产品生产和保证能力自我评估表

委托编号:商用密码产品生产和保证能力自我评估表产品名称:型号:版本号:申请级别:若产品没有申请级别此处为:“/”认证委托方(盖章):委托日期:国家密码管理局商用密码检测中心制版权声明国家密码管理局商用密码检测中心(以下简称“本中心”)拥有对本材料及其中内容的全部知识产权,受法律保护。
未经本中心书面许可,任何单位和个人不得以任何方式或理由对本材料的任何部分进行复制、修改、抄录、传播,或向第三方分发。
凡侵犯本中心版权等知识产权的,必依法追究其法律责任。
我们定期检查本材料的内容,在后续版本中会有必要的修正。
本材料以及其修改权、更新权及最终解释权均属本中心。
一级指标二级指标三级指标评价标准评估结果(提供文字描述及相关证明材料,证明材料可以附件形式附在表格后)生产能力技术力量人力资源是否设置研发、生产和管理关键岗位,并对担任该岗位的人员能力设置要求。
主要技术团队是否具备掌握与所申请许可专业或者产品相适应的关键技术的核心带头人,是否具备一定数量的密码技术研发、测试、技术支持人员团队。
技术积累及优势所申请的专业或产品是否与生产单位的科研方向符合、是否具备相关科研成果和技术储备,以及专业技术的水平高低。
技术创新生产单位应具备授权专利、软件著作权、集成电路版图布图登记等;生产单位应明确申请产品由省部级及以上单位或行业协会组织的专家鉴定结论为填补国内或国际行业应用空白;生产单位应明确申请产品是否具备高性价比,是否具有良好的市场发展空间。
研发工具和设备生产单位应具备满足申请产品研发需求的软硬件工具和设备。
试验测试生产单位应具有完善的密码产品功条件能、性能、稳定性、可靠性、环境适应性(如电磁兼容)等试验或测试条件。
生产管理岗位设置生产单位应设置生产主管、仓储管理员等相关岗位,并对担任该岗位的人员能力设定要求。
制度保障生产单位应制定相应生产管理规章制度和仓库管理制度,并建立生产记录档案且确保生产记录可查询和追溯。
管理系统生产单位应建立完善的产品出入库记录档案和数量管理系统,并确保数量管理系统的准确性。
中药饮片生产厂家评估表

中药饮片生产厂家评估表一、概述中药饮片是传统中医药的重要组成部分,在我国有着广泛的应用和需求。
为了确保中药饮片的质量和安全性,评估中药饮片生产厂家的能力和条件成为了一项必要的工作。
本评估表旨在对中药饮片生产厂家进行综合评估,以便对其进行甄选和监督管理。
二、评估内容1. 厂家信息- 厂家名称:- 注册地址:- 联系人:- 联系- 电子邮件:2. 企业规模- 注册资本:- 从业人员数量:- 厂房面积:- 年产能:3. 生产设备- 生产设备种类:- 设备数量:- 设备使用年限:- 设备维护保养情况:4. 生产工艺- 主要生产工艺流程:- 关键工艺控制点:- 工艺参数监控与记录情况:5. 质量管理体系- 是否拥有ISO质量管理体系认证:- 是否有独立的质量管理部门:- 质量管理人员数量:6. 原料采购与管理- 原料采购渠道:- 原料的货源地与种类:- 原料的质量标准与抽检情况:7. 质量控制- 是否建立质量控制实验室:- 实验室设备和仪器:- 质量控制项目和方法:8. 产品质量追溯- 是否建立产品质量追溯体系:- 追溯信息的记录和保存方式:- 追溯信息的可查询性:9. 不良反应和投诉处理- 是否建立不良反应和投诉处理制度:- 处理记录和报告方式:- 不良反应和投诉处理的时效性:三、评估结论根据对中药饮片生产厂家的综合评估,我们对其能力和条件进行评定。
评估结果可以作为甄选供应商和监督管理厂家的依据,以确保中药饮片的安全性和质量。
备注:本评估表可根据具体需求进行调整和完善。
以上就是《中药饮片生产厂家评估表》的内容,旨在帮助您对中药饮片生产厂家进行综合评估。
如有任何疑问或需进一步了解,请随时与我们联系。
谢谢!。
月度产能分析报告
月度产能分析报告1. 引言本月度产能分析报告旨在评估公司当前的生产能力,并提供一些关键指标和建议,以优化公司的产能管理和决策。
该报告将从以下几个方面进行分析:1.生产指标分析:评估生产效率和能力。
2.设备利用率:分析设备使用情况和效率。
3.人力资源分析:评估员工的工作时间利用率和需求预测。
4.供应链管理分析:关注原材料供应和交货时间。
5.建议和改进措施:提供一些建议以提高产能和效率。
2. 生产指标分析在本月,公司总计生产了X个单位的产品。
下表总结了本月的生产指标:项目数量总生产量X个合格品X个不合格品X个生产效率X%根据上述数据,生产效率为X%,这表明我们需要进一步优化生产流程和质量控制,以提高产能和产品品质。
3. 设备利用率设备利用率是评估生产设备使用情况和效率的关键指标。
下图显示了本月的设备利用率变化趋势:根据上图,本月设备利用率的变化趋势波动较大。
在X日和X日的设备利用率最高,分别达到了X%和X%。
然而,在X日和X日的设备利用率较低,分别为X%和X%。
我们需要进一步研究造成这些波动的原因,并采取相应的措施来提高设备利用率的稳定性。
4. 人力资源分析人力资源是影响产能的另一个重要因素。
为了更好地评估员工的工作时间利用率和需求预测,我们进行了以下分析:•员工工作时间利用率:根据员工的出勤记录和工作日历,我们计算了员工的工作时间利用率。
根据分析,本月的员工工作时间利用率为X%。
•需求预测:根据最近几个月的销售数据和市场趋势分析,预测了本月的需求量。
然而,在实际生产中发现,需求与预测存在一定偏差,这可能是因为市场环境的不确定性。
在这方面,我们建议进一步优化员工的排班和培训,以提高工作时间利用率,并加强市场研究和预测,以提高需求预测的准确性。
5. 供应链管理分析供应链管理对于保持产能和生产的连续性至关重要。
以下是本月供应链管理的一些关键指标和问题:•原材料供应:我们分析了供应商的交货时间和供应情况。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
是 是 是 否 否 否 否 否 否 否 否 否 否 否 否 否 否 否 否 否 否 否 否 是 是 是 是 是 是 是 是 是
1.067 2-20 1.333 2-23 1.067 2-23 1.333 2-23 1.333 2-23 1.333 2-23 1.067 2-23 1.667 2-13 1.667 2-13 1.667 2-13 1.333 2-13 1.667 2-13 1.667 2-13 1.667 7.2 2.4 6 6 1.333
1.92 2.4 2.4 1.92 2.4 1.92 2.4
2-22 2-21 2-21 2-23 2-24 2-24 2-25
2-24 2-24 2-24 2-25 2-27 2-26 2-28 2-22 2-25 2-25 2-25 2-25 2-25 2-25 外發 外發 外發 外發 外發 外發 外發 外發 外發 外發 外發 外發 外發 外發 外發 外發 外發 外發 外發 外發 外發 外發 外發 外發 外發 外發 外發 外發 外發 外發 外發 外發 外發
噸位/模名
200T前期 200TDH 200TDC 200TDE 200TDF 200TDF 250T前期 250TDH 250TDH 250TDC 250TDP 250TDH 250TDF 250TDF 400TDT 160T前期 160TDH 160TDC 160TDE 160TDP 160TDF 160TDF 160TDF 160TDF 400TDT 250TDH 200T前期 200TDH 200TDC 200TDE
否 否 否 否 否 否 否 否 否 否 否 否 否 否 是 是 是 是 是 是 是 是 是 是 是 是 是 是 是 是 是 是 是 是 是 是 是 是 是 是 是 是 是 是 是 是 是
M2884661001 M2891202001 M2891202002 M2891202003 M2891202004 M2891202005 M2891202006 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
4-2
4-3
4-4
4-5
4-6
4-7
4-8
4-1
3-27
3-28
4-9
4-12
4-13
4-14
4-15
4-16
4-17
4-18 80
0 0
3-29
3-30
3-31
4-10
4-11
80
0
80
0
80
0
80
0
80
0
80
0
80
0
80
0
80
0
80
0
80
0
80
0
80
0
80
0
80
0
80
0
80
0
80
0
80
0
80
周期:
40 標准產能(H)
工作時間
80
0
10
80 80
59 2-16
80
10
總計: 1007
客戶
59
模具編號
M2881037000 M2881037001 M2881037002 M2881037003 M2881037004 M2881037005 M2881741000 M2881741001 M2881741002 M2881741003 M2881741004 M2881741005 M2881741006 M2881741007 M2881052001 M2881743000 M2881743001 M2881743002 M2881743003 M2881743004 M2881743005 M2881743006 M2881743007 M2881743008 M2881053001 M2881053002 M2885878000 M2885878001 M2885878002 M2885878003
80
119
80
73
80
80
80
134
80
74 2-25
80
53
80
30
80
10
80
0 3-1
80
0 3-2
80
0 3-3
80
0 3-4
80
0 3-5
80
0 3-6
80
0 3-7
80
0 3-9
2-21 2-22 2-23 2-24
2-26 2-27 2-28
4 4 9 4 4 10 10 10 10 10 10 10 10 10 10 10 10 10 10 6 10 10 10 10 10 10 10 10 10 10 10 9 10 10 10 10 10 4 4 9 4 4 4 9 4 4 4 10
110TDT 80TDC 80TDE 80TDP 80TDF 80TDF 80TDF
5
2-13
外發 外發 外發 1-0 1-0 1-0 1-0 1-0 1-0 1-0 1-0 1-0 1-0 1-0 1-0 1-0 1-0 1-0 1-0 1-0 1-0 1-0 1-0
1.333 2-13 1.067 2-13 1.067 2-13 1.333 2-13 1.333 2-13 1.333 2-13 #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A
200TDP 200TDF 200TDF 250T前期 250TDH 250T前期 250TDH 80T前期 80TDC 80TDP 80TDH 80TDF 80TDF 80TDP 110TDH 110TDH 110TDC 110TDP 110TDF 110TDF 110TDF 250TDT 250TDH 160TDT 160TDT 80TDH 80TDC 80TDP 80TDF 80TDH 110TDH 110TDC 110TDE 110TDF 110TDF 110TDC 110TDF 60TDT 160TDC 160TDP 160TDF 160TDF 160TDF 160TDP 160TDF 160TDF 160TDF
4-20
4-21
4-22
4-23
4-24
4-25
4-26
4-30
5-9
80
0 4-2
80
0 4-3
80
0 4-4
80
0 4-5
80
0 4-6
80
0 4-7
80
0 4-8
80
0
80
0
80
0
80
0
80
0
80
0
80
0
80
0
80
0
80
0
80
0
80
0
80
0
80
0
80
0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0
3-5
3-6
3-7
3-8
3-9
3-10
3-11
3-12
3-13
3-14
3-15
3-16
3-17
3-22
3-23
3-24
3-25
3-26 80
0 3-8
人數
80
95 2-17
8
80
90 2-20
80
76 2-18
80
43 2-19
交樣 設計 啟動 完成 工時(h) 是否外發 時間 周期 時間 日期 4-7 1.92 2-13 2-15 19 否 4-7 24 否 2.4 2-14 2-17 4-7 2-14 2-17 24 否 2.4 4-7 1.92 2-15 2-17 19 否 4-7 24 否 2.4 2-14 2-17 4-7 2-14 2-17 24 否 2.4 4-7 1.92 2-14 2-16 19 否 4-7 24 否 2.4 2-16 2-19 4-7 2-16 2-19 24 否 2.4 4-7 24 否 2.4 2-16 2-19 4-7 1.92 2-17 2-19 19 否 4-7 24 否 2.4 2-16 2-19 4-7 24 否 2.4 2-16 2-19 4-7 24 否 2.4 2-16 2-19 4-7 8.64 2-18 2-27 86 否 4-7 16 否 1.6 2-16 2-18 4-7 2-20 2-22 20 否 2 4-7 2-20 2-22 20 否 2 4-7 16 否 1.6 2-20 2-22 4-7 16 否 1.6 2-20 2-22 4-7 2-20 2-22 20 否 2 4-7 2-20 2-22 20 否 2 4-7 2-20 2-22 20 否 2 4-7 2-20 2-22 20 否 2 4-7 8.64 2-19 2-28 86 否 4-7 24 否 2.4 2-23 2-26 4-7 1.92 2-19 2-21 19 否 4-7 24 否 2.4 2-21 2-24 4-7 24 否 2.4 2-21 2-24 4-7 1.92 2-22 2-24 19 否
2-13
1.667 2-13
2-13 2-13 2-13 2-13 2-13 2-13 2-13 2-13 2-13 2-13