花键刀具参数
DIN_5482_渐开线花键

渐开线花键外形尺寸 DIN5482非新设计本标准仅适用于互换性应用。
如需新的设计,请使用DIN5480标准。
考虑到现有刀具,本标准将一直有效,直到另行通知。
(参阅最后一段解释)尺寸单位:mm 压力角:30˚w ww et公称尺寸 d 1 1)H12 d 2 H11 d 3 h11d 4d 5齿数模数m 变位lw=sw公称值r 1 max r 2 max kmin.参照轮廓3)15x12 15 12 14.511.5 12.88 +0.5 3.090 17x14 17 14 16.513.5 14.49 +0.7 3.321 18x15 18 15 17.514.5 16 10+0.4 2.975 20x17 20 17 19.516.5 19.212-0.2 2.282 22x19 22 19 21.518.5 20.8130 2.513 25x22 25 22 24.521.2 22.414 1.6+0.55 3.148 25x2228x25 28 25 27.524.5 26.2515+0.302 3.098 30x27 30 27 29.526.3 28 16+0.327 3.127 32x28 32 28 31.527.6 29.7517+0.102 2.867 35x31 35 31 34.530.5 31.518 1.75+0.676 3.35 35x3138x34 38 34 37.533.5 36.1190 2.985 40x36 40 36 39.535.5 38 20+0.049 3.042 42x38 42 38 41.537.5 39.921 1.9 +0.099 3.1 0.15 0.25 0.3 38x3445x41 45 41 44.540.6 44 22-0.181 2.933 48x44 48 44 47.543.2 46 23+0.119 3.28 50x45 50 45 49.544.6 48 24-0.181 2.933 52x47 52 47 51.546.5 50 25-0.231 2.875 55x50 55 50 54.549 52 26+0.019 3.164 58x53 58 53 57.552 54 27+0.518 3.741 60x55 60 55 59.554.5 56 28 2 +0.768 4.03 0.25 0.35 0.4 55x5062x57 62 57 61.556.5 60.9029-0.434 2.797 65x60 65 60 64.359.5 63 30+0.015 3.317 68x62 68 62 67.361.5 65.131-0.034 3.259 70x64 70 64 69.363.5 67.232-0.084 3.201 72x66 72 66 71.365.5 69.333-0.134 3.144 75x69 75 69 74.368.5 71.434+0.315 3.663 78x72 78 72 77.371.5 73.535+0.765 4.183 80x74 80 74 79.373.5 75.636 2.1+0.715 4.12568x6282x76 82 76 81.375.5 83.2537-2.4250.734 85x79 85 79 84.378.5 85.538-2.05 1.167 88x82 88 82 87.381.5 87.7539-1.673 1.6 90x84 90 84 89.383.5 90 40-1.799 1.456 92x86 92 86 91.385.5 92.2541-1.923 1.311 95x89 95 85 94.388.5 94.542-1.549 1.744 98x92 98 92 97.391.5 96.7543-1.175 2.177 100x94 100 94 99.393.5 99 44 2.25-1.299 2.0330.35 0.45 0.598x921)成型切削制造时公差允许到H14 2)基于轮廓中心线3)具参照轮廓参数的滚刀可用于制造对应模数的所有花键内花键齿槽宽测量非新设计w ww .b ab a ke .n et本标准仅适用于互换性应用。
花键轴设计(含全套图纸)

花键轴设计(含全套图纸)全套CAD图纸或资料,联系 695132052 毕业设计说明书专业: 机械制造及自动化班级:姓名:学号:指导老师:目录第一部分工艺设计说明书 (1)…………第二部分第XX号工序夹具设计说明书………………………………………………………………………第三部分第XX号工序刀具设计说明书………………………………………………………………………第四部分第XX号工序量具设计说明书………………………………………………………………………第五部分毕业设计体会…………………………………………………………………………………………第六部分参考资料……………………………………………………………………………………二OO届毕业设计(论文)任务书专业:机械制造班级:姓名: 学号:一、设计题目附图:花键轴零件机械加工工艺规程制订及第工序工艺装备设计。
二、设计条件:l、零件图; 2、生产批量:中批量生产。
三、设计内容:1、零件图分析:l)、零件图工艺性分析(结构工艺性及技术条件分析);2)、绘制零件图;2、毛坯选择: 1)、毛坯类型; 2)、余量确定; 3)、毛坯图。
3、机械加工工艺路线确定: 1)、加工方案分析及确定; 2)、基准的选择;3)、绘制加工工艺流程图(确定定位夹紧方案)。
4、工艺尺寸及其公差确定:1)、基准重合时(工序尺寸关系图绘制);2)、利用尺寸关系图计算工序尺寸;3)、基准不重合时(绘制尺寸链图)并计算工序尺寸。
5、设备及其工艺装备确定:6、切削用量及工时定额确定: 确定每道工序切削用量及工时定额。
7、工艺文件制订: 1)、编写工艺设计说明书; 2)、填写工艺规程;(工艺过程卡片和工序卡片)8、指定工序机床夹具设计: 1)、工序图分析; 2)、定位方案确定; 3)、定位误差计算; 4)、夹具总装图绘制。
9、刀具、量具没计。
(绘制刀具量具工作图)四、上交资料(全部为电子文稿):1、零件机械加工工艺规程制订设计说明书一份;(按统一格式撰写)2、工艺文件一套(含工艺流程卡片、每一道工序的工序卡片含工序附图);3、机床夹具设计说明书一份;(按统一格式撰写)4、夹具总装图一张(A4图纸);零件图两张(A4图纸);5、刀量具设计说明书一份;(按统一格式撰写)6、刀具工作图一张(A4图纸);量具工作图一张(A4图纸)。
渐开线花键基本参数

渐开线花键基本参数
一、花键的齿数
花键的齿数是指花键上的齿数,它与齿轮的齿数相匹配。
齿数的选择
应根据传动系统的需求进行合理选择,通常应考虑传动扭矩大小、功率、
速比等因素。
二、模数
模数是花键的重要参数之一,它是花键齿间距离与齿数之比。
模数越小,齿数越多,花键的齿形越小,传动效果越好。
一般情况下,根据传动
系统的需求,选择合适的模数。
三、压力角
压力角是指花键齿形曲线与径向线之间的夹角。
压力角的大小直接影
响花键的传动性能,在一定范围内选择适当的压力角可以使花键的传动效
果更好。
常见的压力角有14.5°、20°等。
四、渐开线系数
渐开线系数是渐开线花键的一个重要参数,它表示花键齿形曲线的线
性程度。
渐开线系数越大,花键的齿形曲线越平缓,传动效果越好。
常见
的渐开线系数有0.25、0.38、0.5等。
五、齿向系数
齿向系数是指花键齿形曲线齿向与径向线之间的夹角。
齿向系数的选
择应根据具体传动系统的需求进行合理选择,常见的齿向系数有0°、15°等。
六、齿面硬度
七、加工精度
总结起来,渐开线花键的基本参数包括花键的齿数、模数、压力角、渐开线系数、齿向系数、齿面硬度和加工精度等。
这些参数的选择应根据具体的传动系统需求进行合理选择,以保证花键的传动效果和使用寿命。
DIN
第 2 页 DIN 5480 第 1 部分
s x x*m z A Adf Aee Asi
AM*e AM* i AW*
DM Fr G I K Me Mi N T W W Wk α Qf QFp
齿厚 变位系数 齿高变位量 齿数 外径对中 齿根圆直径偏差 齿槽宽上偏差 齿厚下偏差 测量尺寸Me的偏差系数 测量尺寸Mi的偏差系数 公法线的偏差系数 量棒直径 节圆径向跳动 最大尺寸 内径对中 最小尺寸 外花键跨棒距 内花键棒间距 内花键(轮箍) 尺寸公差 外花键(轴) 公法线长度 跨齿(槽)公法线长度 压力角 齿根圆角半径 基本齿廓上的齿根圆角半径
cFP
cFmin S2 e2 S1
直径按照DIN 323第1部分的优选系列以及滚动轴承镗孔 直径选用,dB值B 小于40mm或模数不超过1.75,直径圆整值 为1mm。
m·z2 +2x2· m + 0.9 • m m·z2 +2x2· m -2 hfP (见第5条) ≤ | da1 +2cFmin | m·z1 +2x1· m + 0.9 • m m·z1 +2x1· m -2 hfP (见第5条) ≤ | da2 +2cFmin |
a) 所有节距的基本齿廓都是一样的,也就是说,所有齿廓 都具有同一构成法则。
b) 花键齿通常应当进行齿侧对中,作为例外,仅在30°压力 角中使用了直径对中。
c) 在30°压力角花键使用了齿高变位量,为的是能得到有好 的基本尺寸。
d) 由下偏差(内花键齿槽)和上偏差(外花键齿厚)以及 他们所确定的可以根据需要进行选择的公差等级组成了 花键的配合系统。这主要是考虑了花键联结所固有的齿 廓侧隙存在误差的影响。
目
渐开线花键基本参数
圆柱直齿渐开线花键的基本参数
发布时间:2013-05-24
圆柱直齿渐开线花键的基本参数
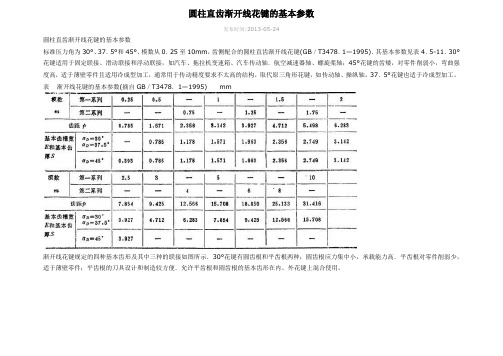
标准压力角为30°、37.5°和45°、模数从0.25至10mm,齿侧配合的圆柱直齿渐开线花键(GB/T3478.1—1995).其基本参数见表4.5-11.30°花键适用于固定联接、滑动联接和浮动联接,如汽车、拖拉机变速箱、汽车传动轴.航空减速器轴、螺旋桨轴;45°花键的齿矮,对零件削弱小,弯曲强度高,适于薄壁零件且适用冷成型加工,通常用于传动精度要求不太高的结构,取代原三角形花键,如传动轴、操纵轴。
37.5°花键也适于冷成型加工。
表渐开线花键的基本参数(摘自GB/T3478.1—1995)mm
渐开线花键规定的四种基本齿形及其中三种的联接如图所示.30°花键有圆齿根和平齿根两种;圆齿根应力集中小,承载能力高.平齿根对零件削弱少,适于薄壁零件;平齿根的刀具设计和制造较方便.允许平齿根和圆齿根的基本齿形在内、外花键上混合使用。
图渐开线花键基本齿形及联接。
DIN 5480-2 2006基于基准直径的渐开线花键 第2部分 公称尺寸和检验尺寸

5
模数 m = 0.6 mm ............................................................................................................................ 10
6
模数 m = 0.75 mm .......................................................................................................................... 12
2
引用标准 .......................................................................................................................................... 5
3
尺寸和测量的图表表示法 ................................................................................................................. 6
2006-05
DIN 5480-2
基于基准直径的渐开线花键 — 第 2 部分 公称尺寸和检验尺寸
Passverzahnungen mit Evolventenflanken und Bazugsdurchmesser — Teil 2: Nennmaβe und Prufmaβe
代替 DIN 5480-2:1991-10, DIN 5480-3:1991-10, DIN 5480-4:1991-10, DIN 5480-5:1991-10, DIN 5480-6:1991-10, DIN 5480-7:1991-10, DIN 5480-8:1991-10, DIN 5480-9:1991-10, DIN 5480-10:1991-10, DIN 5480-11:1991-10, DIN 5480-12:1991-10, DIN 5480-13:1991-10 和 DIN 5480 Bar. 1:1995-11
DIN 5482 渐开线花键 中文版

渐开线花键外形尺寸 DIN5482非新设计本标准仅适用于互换性应用。
如需新的设计,请使用DIN5480标准。
考虑到现有刀具,本标准将一直有效,直到另行通知。
(参阅最后一段解释)尺寸单位:mm 压力角:30˚w ww et公称尺寸 d 1 1)H12 d 2 H11 d 3 h11d 4d 5齿数模数m 变位lw=sw公称值r 1 max r 2 max kmin.参照轮廓3)15x12 15 12 14.511.5 12.88 +0.5 3.090 17x14 17 14 16.513.5 14.49 +0.7 3.321 18x15 18 15 17.514.5 16 10+0.4 2.975 20x17 20 17 19.516.5 19.212-0.2 2.282 22x19 22 19 21.518.5 20.8130 2.513 25x22 25 22 24.521.2 22.414 1.6+0.55 3.148 25x2228x25 28 25 27.524.5 26.2515+0.302 3.098 30x27 30 27 29.526.3 28 16+0.327 3.127 32x28 32 28 31.527.6 29.7517+0.102 2.867 35x31 35 31 34.530.5 31.518 1.75+0.676 3.35 35x3138x34 38 34 37.533.5 36.1190 2.985 40x36 40 36 39.535.5 38 20+0.049 3.042 42x38 42 38 41.537.5 39.921 1.9 +0.099 3.1 0.15 0.25 0.3 38x3445x41 45 41 44.540.6 44 22-0.181 2.933 48x44 48 44 47.543.2 46 23+0.119 3.28 50x45 50 45 49.544.6 48 24-0.181 2.933 52x47 52 47 51.546.5 50 25-0.231 2.875 55x50 55 50 54.549 52 26+0.019 3.164 58x53 58 53 57.552 54 27+0.518 3.741 60x55 60 55 59.554.5 56 28 2 +0.768 4.03 0.25 0.35 0.4 55x5062x57 62 57 61.556.5 60.9029-0.434 2.797 65x60 65 60 64.359.5 63 30+0.015 3.317 68x62 68 62 67.361.5 65.131-0.034 3.259 70x64 70 64 69.363.5 67.232-0.084 3.201 72x66 72 66 71.365.5 69.333-0.134 3.144 75x69 75 69 74.368.5 71.434+0.315 3.663 78x72 78 72 77.371.5 73.535+0.765 4.183 80x74 80 74 79.373.5 75.636 2.1+0.715 4.12568x6282x76 82 76 81.375.5 83.2537-2.4250.734 85x79 85 79 84.378.5 85.538-2.05 1.167 88x82 88 82 87.381.5 87.7539-1.673 1.6 90x84 90 84 89.383.5 90 40-1.799 1.456 92x86 92 86 91.385.5 92.2541-1.923 1.311 95x89 95 85 94.388.5 94.542-1.549 1.744 98x92 98 92 97.391.5 96.7543-1.175 2.177 100x94 100 94 99.393.5 99 44 2.25-1.299 2.0330.35 0.45 0.598x921)成型切削制造时公差允许到H14 2)基于轮廓中心线3)具参照轮廓参数的滚刀可用于制造对应模数的所有花键内花键齿槽宽测量非新设计w ww .b ab a ke .n et本标准仅适用于互换性应用。
渐开线花键齿轮刀具
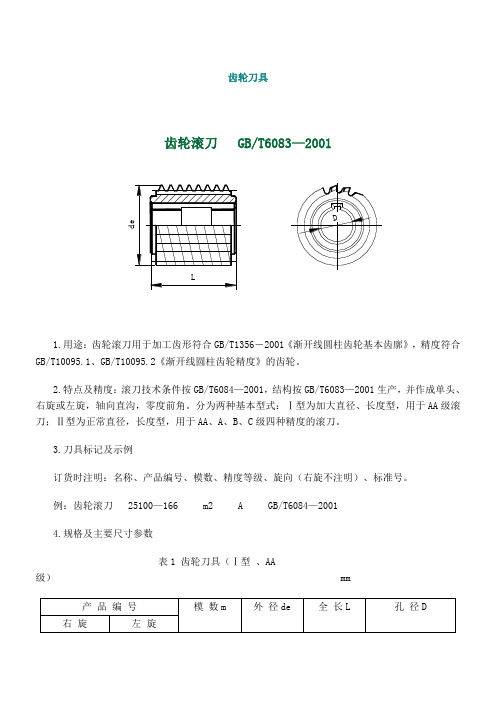
齿轮刀具GB/T10095.1、GB/T10095.2《渐开线圆柱齿轮精度》的齿轮。
2.特点及精度:滚刀技术条件按GB/T6084—2001,结构按GB/T6083—2001生产,并作成单头、右旋或左旋,轴向直沟,零度前角。
分为两种基本型式:Ⅰ型为加大直径、长度型,用于AA级滚刀;Ⅱ型为正常直径,长度型,用于AA、A、B、C级四种精度的滚刀。
3.刀具标记及示例订货时注明:名称、产品编号、模数、精度等级、旋向(右旋不注明)、标准号。
例:齿轮滚刀 25100—166 m2 A GB/T6084—20014.规格及主要尺寸参数表1 齿轮刀具(Ⅰ型、AA级) mm表2 齿轮刀具(Ⅱ型AA、A、B、C 级) mm齿轮滚刀 JB2495—781.用途:齿轮滚刀用于加工齿形符合GB1356—78《渐开线圆柱齿轮基准齿形》的齿轮。
2.特点及精度:滚刀结构为单头、右旋或左旋,轴向直沟,零度前角。
滚刀分为AA、A、B、C 级四种精度等级。
3.刀具标记及示例订货时注明:名称、产品编号、模数、精度等级、旋向(右旋不注明)、标准号。
例:齿轮滚刀 25110—044 m2 A 左 JB2495—784.规格及主要尺寸参数表1 齿轮滚刀(A、B、C级) mm表2 齿轮刀具(AA级)mm齿轮滚刀(企业标准)1.用途:齿轮滚刀用于加工齿形符合GB1356—78《渐开线圆柱齿轮基准齿形》的齿轮。
2.特点及精度:滚刀结构为单头、右旋,轴向直沟,零度前角。
滚刀分为AA、A、B、C四种精度等级。
与按GB/T6084制造的滚刀相比,工厂标准滚刀AA级接近GB/T6084的A级;A级基本相当于GB/T6084的B级;B、C级接近GB/T6084的C级。
3.刀具标记及示例订货时注明:名称、产品编号、模数、精度等级。
例:齿轮滚刀 25100—190 m2 A4.规格及主要尺寸参数齿轮滚刀(径节制)企业标准1.用途:齿轮滚刀(径节制)用于加工齿形角为14°30′,齿高系数f=1,径向间隙系数cˊ=0.157的渐开线圆柱齿轮。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压力角 30° 30° 30° 30° 30° 30° 30° 30° 30° 30° 30° 30° 30°
齿数 25 20 16 14 12 10 10 22 19 15 13 11 10
齿顶系数 加工最小齿数
0.5
30
0.5
பைடு நூலகம்25
0.5
21
0.5
20
0.5
18
0.5
16
0.5
16
0.5
28
0.5
125
30°
20
0.5
27
25362-107
8
75
30°
10
0.5
14
25362-108
8
125
30°
16
0.5
23
25362-109
10
100
30°
10
0.5
14
25362-110
10
125
30°
13
0.5
20
25362-111
要求渐开线花键孔插齿刀库一览表(江汉刀具) 盘形(mm)
模数 公称分度圆 D 压力角 齿数 齿顶系数 加工最小齿数 刀号
30°
19
0.5
26
25362-117
75
30°
15
0.5
22
25362-118
30°
13
0.5
18
25362-119
30°
20
0.5
27
25362-120
30°
17
0.5
24
25362-121
100
30°
12
0.5
18
25362-122
30°
10
0.5
16
25362-123
30°
16
0.5
23
25362-124
齿数 12 10 10 9 12 11 8 9 8 11 10 10 9 11 11
齿顶系数 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5
变位系数 0.3 0.3 0.3 0.3 0.3 0.3 0.3 0.3 0.3 0.3 0.3 0.3 0.3 0.3 0.3
要求渐开线花键孔插齿刀库一览表(江汉刀具)
(mm)
模数 公称分度圆 D 压力角 齿数 齿顶系数 加工最小齿数 刀号
1
25
30°
25
0.5
30
25372-101
1.25
25
30°
20
0.5
25
25372-102
1.5
25
30°
16
0.5
21
25372-103
1.5 25(加长20) 30°
10
0.5
要求专用直齿插齿刀库一览表(江汉刀具)
(mm)
模数 2 2.5
2.75 3 3 3.5 3.5 4 4.5 4.5 5 5.5 6 7 8
公称分度圆 D 25 25 25 25 38 38 25 38 38 50 50 50 50 75 75
压力角 20° 20° 20° 20° 20° 20° 20° 20° 20° 20° 20° 20° 20° 20° 20°
加工最小齿数 备注
16
15
15
14
210-3-144
17
16
13
210-3.5-30
14
210-4-50
13
210-4.5-13
16
210-4.5-67
15
202-5-344
15
202-5.5-66
15
202-6-167
16
202-7-37
16
202-8-162
模数 3 3.5 4 5 3.5 4 5 6 5 6 8 10 8 10 3 3.5 4 5 5 6
125
30°
13
0.5
20
25362-125
50
30°
16
0.5
23
25362-101
75
30°
21
0.5
28
25362-102
75
30°
19
0.5
26
25362-103
50
30°
10
0.5
17
25362-104
100
30°
20
0.5
27
25362-105
75
30°
13
0.5
17
25362-106
6
26
0.5
22
0.5
20
0.5
16
0.5
16
刀号 25372-111 25372-112 25372-113 25372-114 25372-115 25372-116 25372-117 25372-118 25372-119 25372-120 25372-121 25372-122 25372-123
20°
15 0.5(1) 22(1改)
2
25
20°
13 0.5(1) 19(1改)
(mm)
2
25
2.25
25
2.5
25
2.75
25
1.5
38
1.75
38
2
38
2.25
38
2.5
38
20° 20° 20° 20° 20° 20° 20° 20° 20°
10 0.5(1) 16(1改) 12 0.5(1) 18(1改) 10 0.5(1) 17(1改) 10 0.5(1) 17(1改) 25 0.5(1) 32(1改) 22 0.5(1) 29(1改) 19 0.5(1) 26(1改) 16 0.5(1) 23(1改) 15 0.5(1) 22(1改)
30°R 20
0.5
27
202-5-211
模数 8/16 16/32 6/12
要求ANSI渐开线花键孔插齿刀具一览表(mm)
公称分度圆 D 25(加长20) 38(加长20)
50
压力角 30° 30° 30°
齿数 8 22
齿顶系数 加工最小齿数 刀号
0.5
15
210-P8-31
0.5
29
210-P16-25
1.75
25
6 160(100碗形)
2
25
6.5
160(125)
2.25
25
7 (160)(125碗形)
2.5
25
8
200
2.75
25
8
200
4
75碗形
9
200
4.5
75碗形
10
200
5
75碗形
12
200
5.5
75碗形
14
200
16
240
(mm)
压力角
20°
内齿最小加工齿数 55(67) 48(57) 42(47) 39(46) 36(42) 34(39) 3237 31(35) 30(34) 28(31) 26(29) 37 33 31 29 28 27 27 26 34 32 27
9
0.5
14
210-1.5-37
19
25372-104
19
210-2-148
19
26
25372-105
32
57
202-2-166
57
202-2-168
17
25372-106
22
25372-107
16
25372-108
17
25372-109
16
25372-110
要求DIN5480渐开线花键孔插齿刀具一览表(mm)
2.5
38(50)
2.75 160(100碗形)
2.75
38(50)
3 160(100碗形)
3
38(50)
3.5 160(100碗形)
3.5
38(50)
4 160(100碗形)
4
38(50)
4.5 160(100碗形) 20°
5 160(100碗形)
1.25
25
1.5
25
5.5 160(125碗形)
要求直齿插齿刀库一览表(齿顶系数1.3)
模数 公称分度圆 D 压力角 内齿最小加工齿数
模数 公称分度圆 D
1
100
1
38(50)
1.25
100
1.25
38(50)
1.5
100
1.5
38(50)
1.75
100
1.75
38(50)
2
100
2
38(50)
2.25
100
2.25
38(50)
2.5 160(100碗形)
要求渐开线花键孔插齿刀一览表(江汉刀具)
碗形 (mm)
公称分度圆 D 压力角 齿数 齿顶系数 加工最小齿数 刀号
30°
16
0.5
23
25362-112
30°
14
0.5
20
25362-113
50
30°
13
0.5
20
25362-114
30°
11
0.5
30°
21
0.5
16
25362-115
28