安装调试大纲
《网络设备的安装与调试》课程教学大纲
《网络设备的安装与调试》课程教学大纲课程类别:专业必修课适用专业:计算机网络技术专业授课学时:72学分:3一、课程简介网络设备的安装与调试是计算机网络技术专业的一门核心专业课程。
课程内容包括交换机、路由器的基本配置,交换机上VLAN、VTP、STP、端口聚合、端口安全等配置,VLAN间通信,静态路由及动态路由协议的基本原理及配置,利用NAT、PPP、帧中继实现网络访问控制,网络设备调试与故障排除,网络的测试与验收等内容。
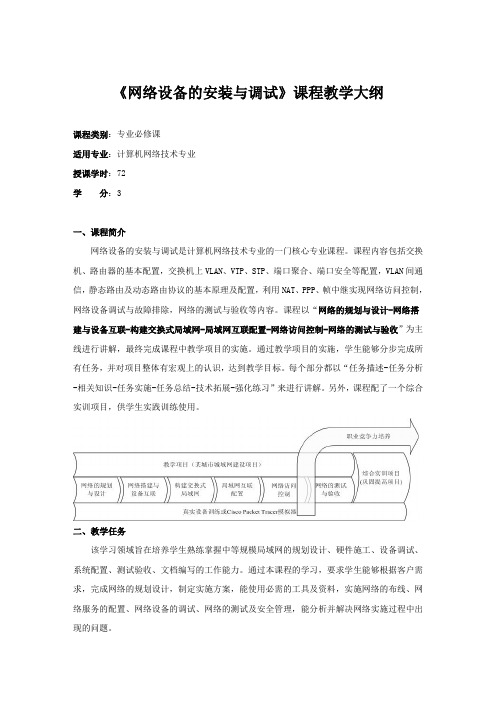
课程以“网络的规划与设计-网络搭建与设备互联-构建交换式局域网-局域网互联配置-网络访问控制-网络的测试与验收”为主线进行讲解,最终完成课程中教学项目的实施。
通过教学项目的实施,学生能够分步完成所有任务,并对项目整体有宏观上的认识,达到教学目标。
每个部分都以“任务描述-任务分析-相关知识-任务实施-任务总结-技术拓展-强化练习”来进行讲解。
另外,课程配了一个综合实训项目,供学生实践训练使用。
二、教学任务该学习领域旨在培养学生熟练掌握中等规模局域网的规划设计、硬件施工、设备调试、系统配置、测试验收、文档编写的工作能力。
通过本课程的学习,要求学生能够根据客户需求,完成网络的规划设计,制定实施方案,能使用必需的工具及资料,实施网络的布线、网络服务的配置、网络设备的调试、网络的测试及安全管理,能分析并解决网络实施过程中出现的问题。
通过该学习领域的学习,培养学生网络设计方面的岗位职业能力,培养学生的实际动手能力,培养学生的自主学习能力,培养学生的分析问题、解决问题的能力,培养学生开拓创新能力,培养学生的自我管理和组织能力,培养学生与人交往和表达能力,培养学生的团队协作、沉着应变、爱岗敬业的精神,使学生养成良好的职业道德。
三、学习本课程达成目标✧专业能力目标:通过本课程的学习,学生应该能够按照网络拓扑进行网络搭建和设备互联,能够进行交换式局域网的配置,能够使用静态路由和动态路由协议进行局域网间的互联,能够进行网络访问控制的配置,能够进行基本的设备调试和故障排除。
智能家居设备组装与调试实训项目大纲
智能家居设备组装与调试实训项目大纲项目简介本实训项目旨在让学员掌握智能家居设备的组装与调试技能,以应对日益增长的智能家居市场需求。
通过实际操作和理论研究,学员将深入了解智能家居设备的工作原理和安装流程,并能独立完成设备的组装和调试。
项目目标- 掌握智能家居设备的组装与调试基本原理和技巧;- 理解智能家居设备的工作原理和常见故障排除方法;- 能够独立完成智能家居设备的组装和调试;- 培养解决实际问题的能力和团队合作精神。
项目内容和安排第一阶段:理论研究(2天)在第一阶段,学员将进行智能家居设备的理论研究,包括以下内容:- 智能家居设备的分类和功能;- 智能家居设备的工作原理;- 智能家居设备的安装和调试流程;- 智能家居设备的常见故障和排除方法。
第二阶段:实操训练(3天)在第二阶段,学员将进行智能家居设备的实操训练,包括以下内容:- 智能家居设备的组装和安装;- 智能家居设备的调试和功能测试;- 智能家居设备的故障排查和修复;- 智能家居设备的维护和保养。
第三阶段:项目实践(2天)在第三阶段,学员将应用所学知识,完成一个真实的智能家居设备组装和调试项目。
项目内容包括:- 根据客户需求,选择合适的智能家居设备;- 进行设备组装和安装;- 进行设备调试和功能测试;- 解决项目中可能出现的问题和故障。
评估与考核本实训项目将通过以下方式进行评估和考核:- 理论知识考试(占比30%):检测学员对智能家居设备的理论掌握情况;- 实操操作(占比50%):评估学员对智能家居设备组装和调试的实际操作能力;- 项目成果展示(占比20%):评估学员在实际项目中的表现和解决问题的能力。
结束语通过本实训项目的学习和实践,学员将具备智能家居设备组装和调试的基本技能,能够适应日益增长的智能家居市场需求。
希望学员能够通过实训的学习,不断提升自己的能力和实践经验,为智能家居行业的发展做出贡献。
工程电气设备安装调试工培训考核大纲

工程电气设备安装调试工培训考核大纲(中级工)一、工种描述使用机具、检测仪器对电气设备、装置进行安装、调试的人员。
二、培训要求(一)理论知识:1. 掌握电工基础知识, 具备安全技术基本知识及能力;2.了解电工常用工具的工作原理及功用, 能够正确选择并使用工具;3. 熟悉常用电气设备的安装工艺及要求;4. 掌握变配电设备设施安装的质量要求;5. 熟悉电动机的工作原理;6. 掌握电梯系统的安装与调试;7. 掌握安全用具的要求;8. 掌握触电急救的方法。
(二)操作技能:1.熟悉安装前应具备的相关文件;2.掌握安装前的检查项目内容及要求;3.掌握安装操作要点及质量要求;4.掌握接地保护措施的安装;5.掌握安全用具的使用方法;6.掌握漏电、触电的防护措施。
三、培训内容(一)理论部分四、考核大纲(一)理论考核1.基础知识:(1)熟悉电气设备安装电路图, 掌握看图的步骤和顺序, 熟悉电路图各符号字母代表的意义;(2)掌握基本安全技术基础知识, 掌握安全技术基本技能;(3)了解建筑电气工程与建筑工程施工用电的区别。
2.专业知识:(1)掌握直流电路和交流电路:1)直流电路的基本概念;2)电路的基本物理量: 电流、电压、电阻、电功率、电能、欧姆定律;3)正弦交流电的基本知识: 正弦交流电的三要素, 正弦交流电的有效值, 正弦交流电路;4)三相交流电基本知识:三相交流电动势的产生, 三项交流电源, 三相负载连接。
(2)常用低压电器: 隔离器、断路器、剩余电流动作保护装置(RCD)、交流接触器、熔断器、主令电器。
(3)常用电工仪表: 常用电工仪表的分类选择以及工作原理与功用。
(4)三相异步电动机:1)电动机工作原理;2)电动机的机械特性;3)三相异步电动机运行中常见故障及处理方法;4)三项绕线是异步电动机启动控制线路工作原理。
(5)变配电设备1)变压器、断路器的结构;2)配电箱(盘)安装技术要求、工艺流程及相关规定;3)试配电箱(盘)安装质量标准;4)电气二次接线的一般要求。
MAXIEZ-CZ调试大纲
2.5 2.0-2.5★4
UOT
-200
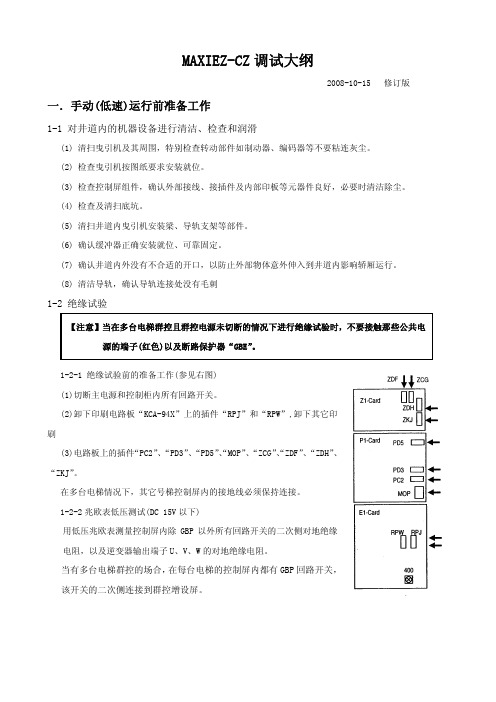
有效接触位置[mm](误差范围 ±15mm)
DOT
UL/DL
USRA/DSRA★1 USR/DSR 1USDA/1DSDA 1USD/1DSD
450
1450
1250
3400
-300 (-200)★2
-30
(270)
1900 1900
4050 (3550)★3
W4
U3
V3
W3
U2
V2
W2
U1
V1
W1
(3)控制变压器 TR-01(参见控制屏标准接线图 PS.01)
依据下表确认变压器的抽头位置并根据需要调整抽头位置
初级电压(V)★1 380 - 390 391 - 410 411 - 420
初级侧抽头 H1R、H1T H2R、H2T H3R、H3T
★1: 测量 R~S、S~T、T~R 之间电压时,应以最大的电压作为初级电压。
1-2-4 复原 在绝缘测试后,重新连接绝缘测试中卸下的接插件前,应首先确认印刷电路板“KCA-94X”上“400” 与接地线之间电压小于 10V,然后插上印刷电路板“KCA-94X”上的插件“RPJ”和“RPW”。最后再把 因进行绝缘试验而卸下的插件恢复原位。
【注意】 在接地线复位之前,如果先把串行传输插件恢复原位,将导致印刷电路板损坏。 接插件并非防误插设计的,特别注意将它们连接到指定位置。
三.高速运行
3-1 部件的安装和调试
3-1-1 层门及轿门门机,轿顶站设置、调整请参照 C-18-A9.426 和 C-18-D32。
轿顶站(异步) C-18-D32
轿门门机
LV1K-3-CO C-18-A9.426 层门门机
2嵌入式产品安装与调试课程标准
《嵌入式产品安装与调试》课程标准一、课程基本信息(一)课程信息(二)专业概况1、培养目标通过《嵌入式产品安装与调试》的理论及实验教学,使学生了解嵌入式系统体系结构,嵌入式处理器结构(ARM架构为主),异常处理,存储处理,系统控制过程,流水线作业及各种I/O接口;引导学生自主学习,使学生掌握嵌入式操作系统(uC/OS-ll),以及在嵌入式 OS支持下的开发应用方法,训练学生的系统整合能力、程序语言能力、市场应用导向能力,使学生具备理论联系实际、运用所学知识发现问题和解决问题的能力。
为今后学习Linux内核,外围驱动的开发奠定坚实的基础,为学生的职业素质和职业技能的形成服务,为IT企业输送合格的软硬件从业者。
2、岗位面向嵌入式产品安装与调试课程是计算机科学与应用学科下的一个重要课程,设有嵌入式系统设计与开发室、计算机组装与维护、Linux操作系统、计算机网络基础、单片机及应用、第1页共9页Linux C编程、OA外围设备原理与维修、嵌入式系统原理、£口庆、嵌入式系统应用、常用工具软件、Internet操作技术、可编程控制器、微机组成原理、电工仪表与测量、局域网的组建与安装、传感器及应用、网络设备配置与管理等课程。
主要面向嵌入式电子产品的设计开发、生产制作、安装调试、运行维护、故障分析等岗位。
3、专业核心能力(1)训练学生的系统整合能力;(2)具备理论联系实际、运用所学知识发现问题和解决问题的能力;(3)提高学生在电子电路设计方面的实践技能;(4)能够进一步自学相关知识。
二、教学大纲(一)总体目标与任务1、课程性质和任务《嵌入式产品安装与调试》课程是所属学科为电气与信息类下的一级学科计算机科学与技术,在计算机科学与技术专业培养方案中属专业基础系列课程之一。
2、课程定位《嵌入式产品安装与调试》课程是应用电子技术专业的学生必修的一门实践性很强的专业技能课。
3、课程目标(1)能力目标1)使学生能够全面了解嵌入式系统的状况,培养学生系统整合能力。
调试大纲及记录
STS 851X远动服务器装置调试大纲及调试记录装置型号出厂编号直流电压调试人员检验人员调试日期上海天正明日电力自动化有限公司1外观检查装置外观无破损,划伤,机箱及面板表面处理、喷涂均匀,字符清晰,紧固件无缺损,安装牢固是□否□2确认各插件已经过单模件调试是□否□3确认母板已经安装好默认的跳线器是□否□4绝缘耐压试验装置接地端子与机壳应电气连通是□否□5网卡资源配置将机箱上盖板打开,接上键盘和显示器。
连好电源将STS851X启动,根据屏幕提示按下ALT+CTRL+ESC键进入BIOS设置页面。
按PgDn键进入第二页,相关项安如下设置:Extended Serial Port 1 IRQ 10Extended Serial Port 2 IRQ 10Extended Serial Port 3 IRQ 10Extended Serial Port 4 IRQ 10保存退出。
是□否□在SDK-6003插上有NE2000工具的DOC工具盘,注意方向,DOC有黑点的一端对好缺口的插进。
或联接好有NE2000工具的硬盘。
启动STS851X,在DOS方式下进入NE2000目录(CD NE2000)运行setup程序( setup)将网卡设置成如下:IO base 300HInterrupt 5保存退出。
是□否□6BIOS设置将机箱上盖板打开,接上键盘和显示器。
连好电源将STS851X启动,根据屏幕提示按下ALT+CTRL+ESC键进入BIOS设置页面。
按照下面所示将BIOS设置好:第一页==============================================Date (mm/dd/yy) 10/20/05 Time (hh:mm:ss) 15:36:00//设置当前时间1st Floppy None2st Floppy NoneHard Disk Tpye Cyls Heads Sectors Precomp Landzone---------------------------------------------------------------------------------------AT HDC Disk 1 NoneAT HDC Disk 2 NoneVideo EGA/VGAHalt on No Halt on ErrorVideo Shadow RAM EnabledSytem POST Express==============================================第二页==============================================SuperDX Extended BIOS EnabledAdvances Power Mgmt BIOS DisabledSerial Port 1 EnabledSerial Port 2 EnabledParalled Port DisabledParalled Port IRQ DisabledOnboard Floppy DisabledOnboard IDE DisabledMono/Color ColorSocket SSD 64K@d0000Video State EnabledBlank Post Test DisabledSerial Boot Loader DisabledWatchdog Timer 90 SECHot Key Setup EnabledISA Bus Clock 7.15M-------------------------------------------------------------------------------------Default Boot Device Hard Drive1st Hard Disk AT disk 12st Hard Disk Not ActiveExtended Serial Port 3E8 2E8 3A8 2A8Extended Serial Port 1 IRQ 10Extended Serial Port 2 IRQ 10Extended Serial Port 3 IRQ 10Extended Serial Port 4 IRQ 10Console Output Device VideoConsole Input Device Keyboard===============================================保存退出。
《计算机装配调试员》大纲
《计算机装配调试员》大纲一、职业概述计算机装配调试员是在计算机生产、销售和服务领域中,负责计算机硬件设备的组装、安装、调试和维护的专业技术人员。
他们的工作对于确保计算机系统的正常运行和满足用户需求起着至关重要的作用。
二、工作内容1、计算机硬件组装根据客户需求和配置要求,选择合适的计算机硬件组件,如主板、CPU、内存、硬盘、显卡、电源等,并将它们正确地安装到机箱内,连接好各种线缆和插头。
2、操作系统安装与配置安装主流的操作系统,如 Windows、Linux 等,并进行必要的驱动程序安装和系统设置,以确保计算机系统能够正常启动和运行。
3、软件安装与调试根据用户需求,安装各种应用软件,如办公软件、杀毒软件、图形图像处理软件等,并进行必要的调试和优化,确保软件能够正常运行。
4、硬件故障检测与排除对计算机硬件进行检测和诊断,找出故障原因,并采取相应的措施进行修复,如更换故障部件、重新插拔线缆等。
5、系统性能优化通过调整系统设置、清理垃圾文件、优化磁盘空间等方式,提高计算机系统的性能和运行速度。
6、网络连接与调试将计算机连接到网络,进行网络设置和调试,确保计算机能够正常访问网络资源。
7、客户培训与技术支持向客户提供计算机使用和维护方面的培训,解答客户的技术问题,提供技术支持和售后服务。
三、技能要求1、计算机硬件知识熟悉计算机硬件的组成、结构和工作原理,了解各种硬件组件的性能和参数,能够准确识别和选择合适的硬件组件。
2、操作系统知识熟练掌握主流操作系统的安装、配置和维护方法,熟悉操作系统的命令行操作和系统管理工具。
3、软件应用知识了解常见应用软件的安装和使用方法,能够解决软件安装和运行过程中出现的问题。
4、故障诊断与维修技能具备一定的电路知识和电子维修技能,能够使用工具和仪器对计算机硬件进行检测和诊断,准确判断故障原因,并进行有效的维修。
5、网络知识熟悉网络基础知识,了解网络拓扑结构、IP 地址分配、子网掩码等概念,能够进行简单的网络连接和调试。
工程电气设备安装调试工培训考核大纲

工程电气设备安装调试工培训考核大纲一、培训目标本培训考核的目标是使参与人员掌握工程电气设备的安装、调试及故障排除技能,具备相关的理论知识和操作技能,从而为实际工程项目中的电气设备维护和故障处理提供专业技术支持。
二、培训内容本培训考核分为理论课和实操课两部分。
2.1 理论课理论课主要包括以下内容:1.工程电气设备的基本知识,包括电气元件、电路原理、电气符号和电气图等。
2.工程电气设备的安装要求,包括设备搬运、架设、接线、接地等技术要求和安全注意事项。
3.工程电气设备的调试方法和技能,包括设备调试前的准备工作、设备调试步骤和方法、调试中的注意事项等。
4.工程电气设备的故障诊断和排除技能,包括故障诊断的基本方法和步骤、常见故障的判断和处理方法等。
2.2 实操课实操课主要包括以下内容:1.设备接线实操,包括设备的插拔、接线和接地等。
2.设备调试实操,包括使用调试工具、检查设备参数、调整控制系统等。
3.设备故障诊断实操,包括运用故障诊断工具、根据故障现象进行诊断和排除等。
三、培训方式培训方式分为班内理论授课和实操现场操作两种形式。
一般来说,班内理论授课需要在教室和会议室等专门场所完成;实操现场操作需要在电气设备安装调试现场进行。
四、培训考核评分标准本培训考核评分标准主要包括学习成绩、实际操作能力和安全意识三个方面。
学习成绩和实际操作能力都是通过考试成绩进行评定,而安全意识则需要参与培训人员在实操操作中能够严格遵守安全规定、正确使用安全装备和工具等。
五、工程电气设备安装调试工是一门重要的工程技术,能够为企业生产和经济发展提供强有力的支持。
本培训考核针对参与人员的实际需求,力求使参与人员掌握实用技能和相关理论知识,提高其对电气设备的认识和操作能力。
在今后的工作和实践中,希望参与人员能够将学习到的技能运用到实际项目中,为企业发展和社会进步贡献自己的力量。
发电厂电气调试大纲资料
发电厂电气调试大纲资料
一、调试前准备
1.确认设备已经安装完毕并接好电源
2.确认设备各项参数已设置正确
3.清理设备内部及周边的杂物
4.准备好所需测试仪器
二、调试内容
1.设备开机自检
–检查电机旋转方向
–检查各项参数是否正常
–检查安全系统是否正常
2.通电试运行
–检查设备电流是否正常
–检查设备电压是否稳定
3.静态调试
–检查设备回路是否正确接线
–检查设备各项指示灯是否正常
–检查设备的电源是否有波动或均衡问题
4.动态调试
–检测设备的运行效果是否符合预期
–调整各项参数使运行效果达到最佳状态
5.试运行
–根据设备局部和整体运行情况对设备作进一步检修和调整
–试运行后应退出调试状态
三、调试时需注意的事项
1.调试期间应密切关注设备运行情况
2.严格按照调试流程进行操作,不允许跳过任何环节
3.处理好调试环节中可能出现的问题
4.遵守电气安全操作规程
四、
电气调试对于发电厂的正常运行非常重要,做好调试工作是保证设备正常运行的关键。
要随时注意安全,严格按照调试流程进行操作,确保调试工作的质量和效率。
调试大纲

变电站综合自动化系统调试大纲一、外观检查1、设备检查1.1、清点到货设备与合同供货清单应是否相符。
1.2 、用目测法观察成套设备(屏柜和装置)外观应无明显缺陷,无明显零部件缺漏,颜色是否满足技术协议。
2、检查二次接线:2.1、检查图纸是否正确(图纸本身,图纸和实物是否一致)2.2 、端子连接正确牢靠,布线整齐。
二、通讯线的连接将所有装置的通讯口根据装置和屏柜安装情况按照系统组态的要求接到总控装置相应的通讯口上:A、通讯电缆采用总线方式,即从总控或通讯管理机等485口出来的通讯电缆和与之相连装置的通讯口相互串联,中间不能分叉。
见示意图。
B、通讯电缆屏蔽层接地方式:采用1点(连于总控或通讯管理机处)直接接地,与此相连的最末端装置处的通讯电缆屏蔽层分别经0.2u、2kV电容器接的。
三、装置的调试A、检查装置接线保证正确,用万用表检查正负电源接线间无短路即可上电;装置通电后应正常工作,检查装置有无异常情况。
B、分合操作断路器,装置上位置指示灯正确显现,并且无异常状况出现。
C、在装置模拟量通道上外加相应的电压电流量检查装置的采样精度,在加保护模拟量时在可在液晶屏幕上读出数值,在加测量模拟量时(开关必须在合闸位置)可在装置液晶屏幕上读出数据,要求保护采样值的测量误差小于5%,测量用的电流采样误差小于等于2‰。
电压值应小于5‰,有功、无功应小于1%,频率小于2‰。
D、在装置液晶上检查遥信开入显示与外部相应的状态量输入是否一致。
E、通过总控单元依次对需要遥控的开关和主变分接头依次能正确可靠遥控。
F、对于保护装置按照用户提供的定值进行整定,参照定值单的整定值在保护装置上加故障量,欠量继电器在故障量小于定值95%时可靠动作,故障量大于定值105%时可靠不动作;过量继电器在故障量大于定值105%时可靠动作,故障量小于定值95%时可靠不动作。
在保护动作时观察装置相应的信号灯应点亮,液晶上应显示正确的故障画面,相应的开关应正确分合,同时动作信号能正确及时的上送到总控单元。
680mn 调试 大纲
680mn 调试大纲
680MN 调试大纲
一、调试目的
本调试大纲旨在确保 680MN 设备在投入生产前能够正常运行,并满足工艺要求。
通过调试,验证设备的各项性能指标是否达到设计要求,及时发现并解决潜在问题,为设备的稳定运行提供保障。
二、调试内容
1. 设备检查
(1) 检查设备的外观及结构,确认无损坏或异常;
(2) 检查设备的附件及备件,确保齐全且完好;
(3) 检查设备的安装基础,确保稳固可靠。
2. 电气系统调试
(1) 检查电气元件的安装及接线,确保正确无误;
(2) 对电气元件进行功能测试,确保其正常工作;
(3) 通电测试,检查电源及控制回路的稳定性。
3. 控制系统调试
(1) 调试控制系统的硬件,确保正常运行;
(2) 编写及调试控制程序,确保满足工艺要求;
(3) 对控制系统进行模拟测试,检查其响应速度和精度。
4. 机械系统调试
(1) 检查机械部件的安装及润滑情况,确保正常;
(2) 调试机械系统,确保运动部件动作准确、流畅;
(3) 对机械系统进行负载测试,检查其承载能力和稳定性。
5. 工艺调试
(1) 根据生产工艺要求,对设备进行初步调整;
(2) 进行小批量试生产,检查设备性能及产品质量;
(3) 根据试生产结果,对设备进行调整和优化。
三、调试步骤及注意事项
1. 调试前应充分了解设备的结构、原理及操作方法;
2. 严格按照安全操作规程进行调试,确保人员安全;
3. 在调试过程中,应注意观察设备的运行状况,及时发现并处理异常情况;
4. 对于关键或复杂的调试环节,应制定详细的操作步骤和安全防范措施;。
软件安装调试方案

(一)安装调试方案为保证工程能够顺利地进行实施,必须要制定科学、合理、切实可行的实施计划。
一方面要从组织上进行落实,成立强有力的项目领导小组和经验丰富的项目实施队伍;两一方面,要制定严格的时间进度表,明确各里程碑的时间。
同时还要制定工作原则,以指导项目的全面实施。
L项目实施原则1、用户方项目小组的成员,争取参与项目的全过程用户方成立领导亲自挂帅的项目小组,在调研、设计、编码、安装调试、测试、培训、运行、验收、售后服务等项目的各个阶段,配合系统开发方的工作,一方面可以培训自己的技术维护队伍,为系统的使用保驾护航;另一方面,在开发过程中,协调用户方和开发方的关系,保证项目的顺利进行,及时发现问题,并对项目进度和质量进行监督。
2、采用“两手抓”的方针,一手抓开发、一手抓使用对于软件项目,之所以称为一个工程,很大程度上是因为软件项目的建设,除了技术因素外,还有很多的非技术因素需要考虑,并且必须被得到重视。
衡量一个软件项目是否成功,很大程度上不是看这个软件项目采用了多么先进的技术,而是软件对用户来说是否实用,是否能够帮助用户解决许多预期的问题。
建议在项目的试运行过程中, 在抓系统维护的同时,也要狠抓系统的使用,开发方和用户方齐心协力帮助业务人员从原来的手工处理转到计算机辅助处理上来,在业务人员适应计算机辅助业务处理的过程中,尽可能早发现系统中存在的问题,从而最大可能地使系统保质保量的按时完成。
3、数据同程序同等重要该系统的建设,数据位于首要的地位,程序的编写完成,仅仅意味着系统完成了一半,数据的收集、整理、录入,对系统的建设来说同等重要。
在项目实施过程中,一定要重视系统中数据的录入工作, 充分估计数据处理的难度,在系统建设之初,就将数据工作提到议事日程上来,安排相应的资金、时间等,将数据工作落到实处,只有这样才能争取系统早日达到实用化。
2.项目总体推进计划为了有效地保证系统开发的质量,整个系统建设的全过程划分为准备、设计、开发、实施和运行阶段,每个阶段完成相应的任务,确保信息系统的建设。
无人机组装与调试教学大纲

无人机组装与调试教学大纲无人机组装与调试教学大纲随着科技的不断进步,无人机的应用越来越广泛。
无人机的组装与调试是掌握无人机技术的基础,因此,制定一份系统的无人机组装与调试教学大纲非常重要。
本文将从准备工作、组装流程、调试技巧等方面进行论述,帮助初学者掌握无人机组装与调试的要点。
一、准备工作在组装无人机之前,我们需要做好一些准备工作。
首先,了解无人机的基本原理和组成部件,包括飞控系统、电机、电调、螺旋桨等。
其次,准备必要的工具和材料,如螺丝刀、扳手、焊接工具、导线等。
同时,确保操作环境安全,避免因为操作不当导致意外发生。
二、组装流程无人机的组装流程可以分为五个步骤:机架安装、电机安装、飞控安装、电调安装和螺旋桨安装。
1. 机架安装:选择合适的机架,根据说明书进行安装。
确保机架结构牢固,各部件安装位置正确。
2. 电机安装:将电机安装在机架上,注意电机的正反方向。
使用螺丝刀固定电机,确保电机与机架之间的接触牢固。
3. 飞控安装:将飞控系统安装在机架上,连接相应的导线。
确保飞控与机架之间的接触良好,并注意导线的连接正确。
4. 电调安装:将电调安装在机架上,并与电机连接。
确保电调与机架之间的接触良好,电调与电机之间的连接正确。
5. 螺旋桨安装:选择合适的螺旋桨,将其安装在电机上。
确保螺旋桨与电机之间的连接紧固,且螺旋桨的方向正确。
三、调试技巧组装完成后,我们需要进行一系列的调试工作,确保无人机的正常飞行。
以下是一些调试技巧的介绍:1. 校准飞控:在飞行前,需要对飞控进行校准,包括陀螺仪、加速度计和罗盘等。
校准过程中要确保飞控平放,避免外界干扰。
2. 调整电调:根据无人机的重量和电机的参数,调整电调的参数,使其适应无人机的飞行需求。
同时,确保电调与飞控之间的连接正确。
3. 螺旋桨平衡:使用螺旋桨平衡器或手动调整,使螺旋桨达到平衡状态。
平衡的螺旋桨可以提高无人机的稳定性和飞行效果。
4. 飞行模式设置:根据飞行需求,设置无人机的飞行模式,如手动模式、稳定模式和定点模式等。
初级计算机安装调试维修工技能考核大纲

中、初级计算机安装调试维修工技能考核大纲第1章基础知识(初级8分,中级4分)1.1 微机硬件系统的识别(初级6分,中级2分)(单选)描述文字,选择图片1.1.1 主机的外观识别(初级1分)(单选)描述文字,选择图片主要介绍微机主机外观的组成,及各部分接口和按钮的识别。
1.1.2 主机的内部部件识别(初级3分,中级1分)主要介绍微机系统主机的内部组成(机箱、电源、主板、CPU、板卡、内存、驱动器等)及其硬件开关设置。
(单选)描述文字,选择图片1.1.3 外设识别(初级2分,中级1分)主要介绍微机系统的外部设备(包括显示器、键盘、鼠标、音箱、打印机、扫描仪、移动存储设备、数码相机、Internet接入设备)。
(单选)描述文字,选择图片1.2 微机安装调试维修前准备(初级2分,中级2分)1.2.1 微机安装调试维修工具(初级1分,中级1分)主要介绍螺丝刀、试电笔、万用表等调试维修工具的使用。
(判断)操作的正确与否(图片)1.2.2 微机调试维修环境检测(初级1分,中级1分)(单选)文字主要介绍微机运行的基本环境条件及检测。
第2章计算机软硬件系统的安装和调试(初级70分,中级84分)2.1 微机系统硬件的安装和设置(初级35分)2.1.1 硬件的安装(初级35分)主要介绍主机内各部件的硬件安装、主机与各种外设的连接。
1.配件识别(对应题)2.配件间的联接(编号对应)2.1.2 CMOS的设置和优化(初级20分,中级18分)CMOS参数的基本设置(初级20分)主要介绍CMOS的标准参数的设置。
CMOS参数的优化设置(中级18分)主要介绍如何优化CMOS参数而改进微机性能。
操作题(可参照中级系统操作员)2.2 微机系统软件的安装(中级35分)2.2.1 操作系统的安装(中级12分)概念题(单选)3概念题(是非)3界面选择识别(单选3,是非3)详细介绍微机操作系统的安装。
2.2.2 设备驱动程序的安装(中级12分)主要介绍微机主板、显示卡、声卡及其它主要外设驱动程序的安装。
《计算机装配调试员》大纲
计算机装配调试员培训实训大纲一、实训目标通过本专业理论知识学习和操作技能训练,学员可以了解计算机基础知识、硬件系统组成知识、病毒防护知识等,能够掌握计算机故障检测方法以及网络设备配置、网络服务配置的相关技能。
二、实训总课时150 课时三、实训要求1)培训场地设备具有满足教学需要的标准教室和实习场所,具有必要的计算机整机、配件(散件) 、常用外部设备和教具等。
2) 鉴定场所设备理论知识考试在标准连网计算机多媒体机房进行;技能操作考核在标准连网计算机多媒体机房或具备必要的计算机整机与配件的现场(模拟现场)进行。
四、实训内容1 、 教师计算机一台,机型配置为 P4/2.2GHZ/内存 512MB/硬盘 80GB 。
2 、 学生计算机 50 台机型配置为 P4/2.0GHZ/内存 256MB/硬盘 40GB 。
3 、 计算机网络:对等网。
4 、 多媒体教学设备:多媒体教学网或多媒体投影机。
5 、 外围设备:打印机、扫描仪、 影仪各一台。
投1 、 教师计算机一台,机型配置为 P4/2.2GHZ/内存 512MB/硬盘 80GB 。
2 、 学生计算机 50 台机型配置为 P4/2.0GHZ/内存 256MB/硬盘 40GB 。
3 、 计算机网络:对等网。
技能要求 1. 能够识别微型 计算机板、卡、存储 器、驱动器、外设及 其规格、型号2. 能按要求准备常用计算机装配调试 工具相关知识1. 计算机基 础知识 ; 2. 万用表使 用知识1.能够检测供电环境 电压2.能够进行静电检测计 算 机 系统 运 行 基 本 环 境要求(二) 环境 检测 ( 一 ) 岗前准备 一、 工 作 准课 时 分配2职业 功能教学环境 工作内容 2影仪各一台。
( 一 ) 硬件安装(二)基本调试(一)故障诊断(二)部件更换(一)售后说明1.能够安装微型计算机,完成板、卡和外设的硬件之间地连接2.能够安装、更换一般消耗材料3.能够选择外部设备开关的设置1.能够进行BIOS 标准设置2.能够使计算机正常启动1.能够确认故障原因2.能够作出初步诊断结论1.能够根据故障现象更换相应板卡2.能够选择替代产品1.能够填写机器配置清单2.能够指导客户验收1.硬件系统组成知识2.硬件安装知识识1. BIOS 基本参数设置知识2.计算机自检知识1.整机故障检查规范流程知识2.主要部件检查方法知识微机组装程序知识二、安装调试三︑故障处理四、客计算机验收程序知识22 2 2 21 、教师计算机一台,机型配置为P4/2.2GHZ/内存 512MB/硬盘 80GB。
自动化生产线安装与调试综合实训教学大纲

⾃动化⽣产线安装与调试综合实训教学⼤纲《⾃动化⽣产线安装与调试综合实训》--教学⼤纲⼀、教学任务(⼀)⾃动⽣产线综合实训课程的类型和特性:现代化的⾃动⽣产设备(⾃动⽣产线)的最⼤特点是它的综合性和系统性,在这⾥,机械技术、微电⼦技术、电⼯电⼦技术、传感测试技术、接⼝技术、信息变换技术、⽹络通信技术等多种技术有机地结合,并综合应⽤到⽣产设备中;⽽系统性指的是,⽣产线的传感检测、传输与处理、控制、执⾏与驱动等机构在微处理单元的控制下协调有序地⼯作,有机地融合在⼀起。
(⼆)授课范围:机电⼀体化技术、电⽓⾃动化技术、数控维修技术第五学期的学⽣(三)课程作⽤:对提⾼学⽣综合运⽤机械技术、微电⼦技术、电⼯电⼦技术、传感测试技术、接⼝技术、信息变换技术、⽹络通信技术等多种技术的能⼒起到⼗分重要的作⽤。
(四)课程地位:该门课程的综合性决定了它与机械技术、微电⼦技术、电⼯电⼦技术、传感测试技术、接⼝技术、信息变换技术、⽹络通信技术等多种技术有着紧密的关系。
这门课程将上述多种相关课程有机地融合在⼀起。
(五)获取证书:考取中级电⼯、PLC可编程师设计师3~4级资格证书。
⼆、教学⽬标总体⽬标:可根据实训需要或⼯作任务的不同进⾏⾃动⽣产线安装、调试与维护,达到模拟⽣产性功能和整合学习功能的⽬标。
(⼀)基本素质教育⽬标1、具有热爱科学、实事求是的学风,具有创新意识和创新精神;2、具有严肃认真、实事求是的科学态度;3、具有良好的职业道德和环境保护意识;4、具有⾼尚的团队意识;5、具有雷厉风⾏和严谨的⼯作作风。
(⼆)知识教学⽬标1、⾃动⽣产线的组成及其⼯作原理2、根据⾃动⽣产线的机械结构,会制定机械和电器元件的拆装顺序3、⼀般零件的测绘⽅法4、⽓动元件在⾃动⽣产线中的作⽤并绘制⽓路图5、传感器在⾃动⽣产线中的作⽤6、电动元件在⾃动⽣产线中的作⽤并绘制其电路图7、PLC装置在⾃动⽣产线中的作⽤并绘制PLC电路图8、⾃动⽣产线中各个单元PLC的编程思路9、控制信号及数据的⽹络传输10、⾃动⽣产线故障的排查(三)职业能⼒培养⽬标1、具有良好的学习⽅法和良好的学习习惯。
网络设备安装与调试实训教学大纲(中)

《网络设备安装与调试》课程教学标准(中级)学时:80(其中理论学时:27,实践学时:53,周学时:4)一、课程的性质与任务课程的性质:《网络设备安装与调试》是网络技术专业必修的专业课,对学生职业能力培养和职业素养养成起主要支撑和明显促进作用,承上启下,是一门以培养学生技能为主的课程,也是理论与实操紧密联系的课程。
课程的任务:通过本课程的学习,学生掌握当前先进的网络技术,并能熟练利用Cisco 网络设备(路由器和交换机)设计、构建和维护中小型的企业网络。
二、实训能力培养要求本课程的目标是培养专业和素质并重,主要包括如下几点职业行动能力:1.具有认真负责、严谨细致的工作态度和工作作风和团队协作意识。
2.和用户沟通能力,根据用户的描述提取用户需求的表达与沟通能力。
3.具有技术标准意识、操作规范意识、服务质量意识、尊重产权意识及环境保护意识。
4.利用路由器来实现在不同网络中传输IP数据包的能力。
5.利用端口安全、访问控制列表和IPSec VPN等技术实现网络安全的能力。
6.利用PPP、帧中继和NAT各种广域网技术进行网络互联的能力。
7.利用交换机来实现VLAN的划分、VLAN路由、三层交换和实现环路避免的能力。
8.利用路由过滤、策略路由和HSRP等技术实现网络优化的设计和实施能力。
9.熟练设备安装、选型能力和利用网络设备(路由器和交换机)设计、构建、调试和维护中小型的企业网络的能力。
三、实训教学条件实训规模按照每个班级40人设计,要求学生每人1台PC机,每人1台路由器,至少2人1台交换机。
四个人一组完成实训任务。
教学过程需要教师专用路由器4台和交换机3台。
四、实训内容及学时安排五、教法说明1.本门课程和CISCO的CCNA、CCNP认证相结合,在教学中采用CISCO网络设备,教学中采用“理论够用,实践为主”的原则。
2.本课程是一门操作性很强的技能课程,应此应注重培养学生的职业能力和创新能力,要求学生掌握网络的规划设计和网络设备操作和调试,素质教育贯穿教学始终。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
安装调试大纲36157D AT
50T钢包精炼炉(电气)
本套说明书适用于50T精炼炉。
1.概述
§1-1 序言
调试分为冷态调试和热态调试。
冷态调试是为热调做准备的,只有冷调过关了才可以进行热调。
热调就是设备在试生产期间对设备的各项参数进行适当的改动以使设备的各项运行指标达到设计要求。
§1-2 准备工作
①用接地表检测电炉接地、保护接地、计算机接地。
保护接地电阻、电炉接地D 电阻均电阻小于4Ω,计算机接地电阻小于1Ω。
各接地最好使用4X40的扁钢焊接布线。
其中计算接地排不得靠近高压电缆500mm以内。
②用2500V高压摇表对各导电横臂与立柱的绝缘电阻进行测量,绝缘电阻不小于10MΩ。
③检查各段的电缆头的线鼻子是否压接可靠。
不可靠的让相关人员重做直到合格为止。
2.冷调
§2-1 PLC柜的安全送电
1.在合PLC柜的PLC电源前,先用万用表检查24V电源供电正常、可靠。
如果有异常现象必须让相关人员处理,直到正确为止。
2.合PLC柜的PLC电源。
3.当所有的设备电源都已安全送电且准备到位后就可以进行各设备的动作调试了。
§2-2 PLC和计算机的通讯
1.启动主操作台的电脑进入STEP7后将已编好的程序下载入各PLC。
2.关闭STEP7启动监控画面。
3.保留计算机、PLC、液压系统的控制电源开始对液压系统调试。
§2-3 液压系统调试
1.在液压柜中逐个脱开液压泵的动力电缆,旋动液压泵的启动旋钮,观察相关接触器和阀门的动作时序是否正确,不正确对相关程序进行改动,以满足液压站工艺要求。
2.在保证泵和卸荷阀的动作时序正确后开始对与炉体的各动作相关的阀门进行试验。
此时,由于程序中已加入了大量的联锁关系,因此程序员在调试时必须先对各联锁关系进行合理的强制以解除它从而使调试顺利进行。
3.当所有的液压站的阀门的动作合乎工艺要求时,可以将液压泵的动力电缆在液压柜中采取安全的方式接上。
4.在液压泵的动力电缆接好后,再次向液压站送动力电。
启动液压泵,依次对炉体的各动作旋钮或按钮进行操作,炉体应完成相应动作。
5.当各动作到了相应工艺要求的极限位置时,电焊工应将各限位开关固定到合适的地方。
6.当所有限位开关固定完毕后,再次进行个动作,当动作到规定位置时该动作表现为自动结束相应的指示灯及画面有指示。
到此,液压系统的调试完成。
§2-4 高压部分的调试
1.检查高压柜,保证PLC控制电缆与高压电缆或铜排的距离至少在500mm以上。
2.关掉液压站的所有电源,保留PLC与计算机电源,送高压柜、档位调节器电源、油水冷却器电源。
由于高压电没有送到冷却水没有供应,必须对高压柜的欠压保护的常闭触点和油水冷却器的常闭触点进行解除。
方可进行调试。
3.合上高压柜断路器,参考高压原理图对相应检测设备和继电器进行动作应该均能引起变压器的各种动作以及高压开关分合闸。
4.调节变压器上的调压档位开关,PLC可以检测到相应的信号。
5.在各状态下,相关指示灯和计算机画面应该有相应指示。
§2-5 钢包车调试
1.合上钢包车电源,参考变频器说明书、图纸依据工艺要求设定相关参数。
2.断开变频器电源,合上接触器线圈电源。
3.旋动钢包车前进后退旋钮,相应接触器动作应正确,检查相关接触器动力出线端无短路(脱开电机的情况下)。
4.合变频器的开关,进行动力试车,钢包车前进后退应正常,且到了各工位相关指示灯和画面有显示,钢包车速度有相应改变。
§2-6 调节器模拟试验
送上液压站动力电源和控制电源、高压柜电源、变压器档位调节器电源,将变压器调至一档,用调压器模拟弧压信号,用信号发生器发出4-20mA信号模拟弧流信号,打开PLC程序在监控状态下进行模拟试验。
观察相应的仪表,记录相应的数据和参数。
1.按图接线,A.B.C三相试验方法相同,仅以A相为例说明。
断开主操作台接线
端子外部信号线,依据原理图接入信号发生器和自耦调压器。
2.弧流信号调试
首先,将信号发生器的输出电流调至8mA,观测记录主操作台弧流值,PLC及工控机相应画面上的数据。
第二次可调到12mA,最后调到20mA。
3.弧压信号调试:
将调压器输出调至最低,合上调压器电源,第一次可将电压调至20V左右,观察记录主操作台电压表数值,同时观察记录PLC数据以及工控机相应面数据。
第二次将电压调到额定值的一半左右,最后调到220V。
调试次数视情况而定,最后将调压器调回零位。
4.手动电极升降试验
①启动液压泵,主操作台上的电极升降旋至手动位置。
通过手动升降旋钮分别使
A、B、C三相电极上升下降,并不断改正程序中的相关参数,找出每个比例阀的死区。
②将各参数写入电极输出量的偏移子程序中。
③不断改变手动升降输出数据,使电极上升速度为4m/min,电极下降速度为3m/min.
④将各数据写入手动升降程序中。
4.电极自动升降试验(A相电极)
①采取高压柜调试时的措施将高压柜断路器合闸。
②将主操作台的电极自动/手动旋钮旋至自动状态。
③不断增大调压器的输出电压直到画面显示A相弧压显示220V
为止。
④手动调节灵敏度直到画面显示0.10为止。
⑤在主操作台上不断增大A相弧流设定值,此时可以看到A相电极开始下降,随着设定值的不断增大,电极下降速度越来越快,最快速度大约在2.4m/min.
⑥不断增大信号发生器的信号,随着画面弧流值的增大电极下降速度越来越慢,慢慢上升,快速上升,当画面显示弧流超过25000A 时,电极上升速度前1.5s可达1.2m/min,1.5后可达4m/min, 5s时,高压柜自动分闸,电极停止动作。
⑦减小信号发生器的输出电流到零,合上高压断路器,电极又自动下降,此时减小调压器的输出,当画面显示弧压低于180V时电极停止下降,增大信号发生器的输出电流,当画面显示弧流大于弧流设定值时电极开始上升,减小弧流小于弧流设定值电极不下降。
⑧重复上述七个步骤,分别对B、C相进行模拟试验。
§2-7 变压器的空载试验
当35KV高压电送至我方高压柜前端时,就可以送高压了。
按以下步骤进行:
①在距电炉设备1m远处用黄色丝带拉出警戒线,悬挂通电危险警示牌,不允许不相关人员入内。
②对整个电炉设备进行供水。
当水供到后,相关人员必须检查是否有漏水点和堵塞点,如果有,及时解决。
③当水可靠供给后,合上高压柜电源、档位调节器电源、油水冷
却器电源。
④将变压器调至一档,通电1min,中途如果高压柜跳闸,请相关人员进行检修。
通电1分钟后停止送电。
⑤将变压器调至三档,2分钟后再送电3分钟,中途高压柜跳闸,请相关人员检修。
通电3分钟后停电。
⑥将变压器调至五档,通电5分钟,中途高压柜跳闸,请相关人员检修。
通电5分钟后停电。
⑦将变压器调至三档,5分钟后送电持续24小时,派专人看护。
注意:变压器每一次送电前,必须对所有的瓦斯继电器进行手动排放空气。
3.热态调试
§3-1 对相序
①电极首先处于手动位置,然后送所有的低压电源,冷却水,对所有设备进行巡察,确保没问题。
②将准备好的装有焦炭的钢包及钢包车置于加热工位,用万用表检查钢包车外壳与电炉地接触是否良好。
③将变压器调至三档,送高压电。
④分别手动下降三相电极,炉门外必须有相关人员观察电极的下降状况,当电极接触到焦炭时,相应相的弧压表及画面的指示值为零。
如果不对应,调整信号线,直到三相弧压完全对应为止。
⑤将A相电极接触焦炭,然后再使B相电极接触焦炭,此时炉内
冒出黑烟,观察计算机画面和仪表指示是否对应,不对应调整弧流信号线,手动提升B相电极,将C相电极接触炉料,观察相应仪表和画面指示是否对应。
不对应,调整弧流信号线。
对三相依次进行直到完全对应为止。
⑥相序对好后,电极升降打自动状态,开始用电极引燃焦炭进行试炉。
§3-2 冶炼
炉衬烘好后,甲乙方协商可以进行冶炼。
冶炼过程中根据工艺,选择合适的供电制度进行冶炼。