数控铣床对刀仿真操作示范
数控仿真加工规范操作步骤(详细版)
数控仿真加工规范操作步骤一、选择机床和数控系统Funac—Funac oi ----立式加工中心—北京第一机床厂XKA714/B确定二、打开机床电源在右下角----按下绿色启动按钮三、旋起急停按钮在右下角----按下红色急停按钮---机床报警灯熄灭四、按Z、X、Y顺序返回原点按下回原点---快速键----Z---- + ,Y-- + ,X--- + 。
快速回到机床原点。
五、定义毛坯按照图纸要求填入毛坯尺寸(136.6*136.6*50)六、选用夹具,并调整毛坯在夹具的位置选择零件---毛坯1,选择夹具---平口钳,此时,毛坯颜色为黄色,毛坯抬高六次,让出加工尺寸。
七、放置零件放置零件---选择毛坯1---确定八、选择刀具根据加工要求选择刀具,本例选择直径50mm的平底铣刀。
刃长大于切削深度15mm,长度为120mm----确定。
九、对刀,设置G54 ~G59 (X,Y方向用标准件圆柱销,Z方向用刀具和塞尺)设定“主轴手动”灯亮隐去机床外壳,可用选项菜单实现选择1mm塞尺,分别用手动快速—手动常速—手动脉冲(点“超程释放”右下角的H按键或隐藏手轮窗口)的快、中、低三档—将检测工具接近工件,直至塞尺检查结果为合适,记录对应的坐标值,该坐标值经过换算后,才是G54的偏移距离。
X,Y方向用标准件圆柱销(机床—基准工具—圆柱销)和塞尺(塞尺检查—1mm)计算偏移距离(x=-300.0 y=-215.0 z=-434.0)Z方向用刀具和塞尺计算偏移距离。
(z向刀具换刀需要手工编程MDI实现,具体步骤为MDI---按下EOB----按下INSERT---输入G91G28Z0.;----M06T01;------按左下角第二个图为“1”的循环执行按键)测量完毕收回塞尺;拆除工具;计算三个方向的偏移坐标值;G54的坐标(OFFSET SETTING 3次---上下箭头移动输入点的位置)将计算好的数据分别填入G54的坐标中(按mm单位输入完毕,按小数点,按input确认)。
斯沃仿真软件试切法对刀过程

斯沃仿真软件试切法对刀过程斯沃仿真软件试切法对刀过程1、解压仿真软件,双击SWCNC图标2、选择北京凯恩帝KND1Ti数控系统,然后点击运行3、点击机床操作下的刀具管理4、会弹出刀具数据库。
5、点击001外圆车刀,然后点击添加到刀盘选择1号刀位,点击006割刀,然后点击添加到刀盘选择2号刀位。
最后点击确定按键。
6、点击手动,使工作方式转变为手动方式7、点击正转,使主轴正向旋转8、手动移动刀具到工件端面附近,中间曲线为快速移动案件。
9、手动车端面,退刀时只能沿X轴退出10、点击刀补键,找到测量界面,使光标和相应刀补号对应11、依次点击Z 0 插入键12、手动车外圆,刀具沿Z 轴方向退出,停主轴13、点击工件测量下的特征线14、点击刚刚所测量的外圆,查看外圆尺寸15、点击工件测量下的测量退出,退出测量16、点击刀补键,找到测量界面,使光标和相应刀补号对应17、依次点击X 测量数据插入键18、手动移动刀架到安全位置,点击换刀键,换2号刀19、启动主轴,正转。
手动移动切断刀到工件端面附近,使刀具左侧轻轻和工件端面接触20、点击刀补键,找到测量界面,使光标和相应刀补号对应21、依次点击Z 0 插入键22、手动移动切断刀,使刀具主切削刃轻轻和工件外圆接触23、点击刀补键,找到测量界面,使光标和相应刀补号对应24、依次点击X 测量数据插入键25、手动移动刀具到安全位置,停主轴。
26、试切法对刀结束备注:1、工件操作下设置毛坯可以改变工件尺寸2、点击手型图标(1)可以移动窗口位置,点击旋转图标(2)可以改变窗口视角3、滚动鼠标滚轮可以调整窗口大小。
数控铣床对刀操作方法

数控铣床对刀操作方滕一、FANUC绻统对刀操作、设置方滕 工件帺寸100*100,选用Ф10刀具1、必须完成回零操作。
2、装夹好刀具、工件。
3、选择手动方式(JOG),使刀具接近工件。
4、选择MDI方式,输入转速如M3S400,按下启动键 。
5、选择手轮方式,选择合适的位移速度。
6、选择X轴,使刀具侧刃刚好切到工人件右侧面。
7、抬起主轴(X向不能移动)。
8、按下 键进入坐标绻设定界面,接着再按下 ,此时CRT显示如下:9、帆光标移动到G54后X上,如上图,输入X55再按 软键,完成X方向对刀。
(55=50+5,即工件宽度一半加上刀具半径,如在左侧对刀输入X-55,再测量)10、用同样的方滕试切工件里侧(Y轴正方向),帆光标移到G54后Y上,输入Y55再按键。
(如在靠近自己一侧,即Y轴负方向,输入Y-55,再测量)11、当X、Y轴设置完成后,用刀具端面轻轻接触工件上表面,当刀具刚好碰到工件时停止移到。
帆光标移到G54后Z 上,输入Z0后按下 ,完成Z方向对刀设置。
12、帆主轴抬起,把刀具移至安全位置。
二、SIEMENS绻统对刀操作、设置方滕工件帺寸100*100,选用Ф10刀具1、必须完成回零操作。
2、装夹好刀具、工件。
3、选择手动方式(JOG),使刀具接近工件。
4、选择MDI方式,输入转速如M3S400,按下启动键 。
5、选择手轮方式,选择合适的位移速度。
6、选择X轴,使刀具侧刃刚好切到工人件右侧面。
7、抬起主轴(X向不能移动)。
8、按下―→进入坐标绻设定界面,此时CRT显示如下:9、按下软健,进入X轴设定状态,①、帆光标移到“存储在”后面的上,再用进行选择,使Basic变为G54。
②、帆光标移到“方向”后的 上,再用进行选择,使左侧刀具与工件示意图上的刀具在工件的右侧,即X轴正方向(如在左侧对刀用“选择/切换键”,帆刀具示意图上的刀具变换在左侧,即X轴负方向)③、帆光标移到“设置位置到”后 上,输入55后按 软键,完成X设定。
FANUC数控车仿真实验指导书(对刀)
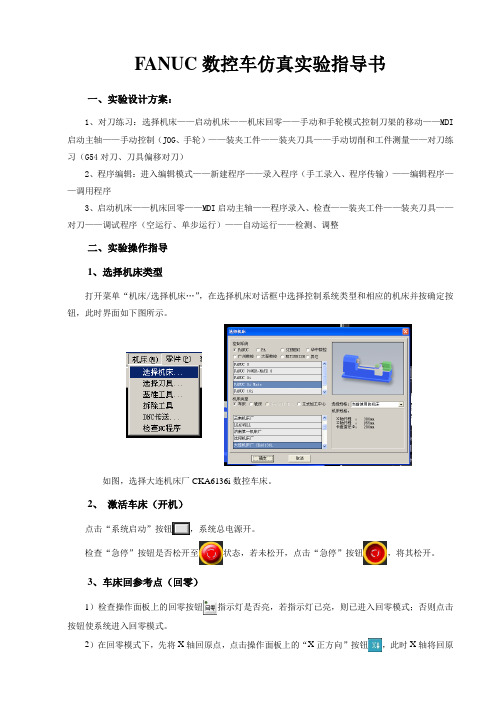
FANUC数控车仿真实验指导书一、实验设计方案:1、对刀练习:选择机床——启动机床——机床回零——手动和手轮模式控制刀架的移动——MDI 启动主轴——手动控制(JOG、手轮)——装夹工件——装夹刀具——手动切削和工件测量——对刀练习(G54对刀、刀具偏移对刀)2、程序编辑:进入编辑模式——新建程序——录入程序(手工录入、程序传输)——编辑程序——调用程序3、启动机床——机床回零——MDI启动主轴——程序录入、检查——装夹工件——装夹刀具——对刀——调试程序(空运行、单步运行)——自动运行——检测、调整二、实验操作指导1、选择机床类型打开菜单“机床/选择机床…”,在选择机床对话框中选择控制系统类型和相应的机床并按确定按钮,此时界面如下图所示。
如图,选择大连机床厂CKA6136i数控车床。
2、激活车床(开机)点击“系统启动”按钮,系统总电源开。
检查“急停”按钮是否松开至状态,若未松开,点击“急停”按钮,将其松开。
3、车床回参考点(回零)1)检查操作面板上的回零按钮指示灯是否亮,若指示灯已亮,则已进入回零模式;否则点击按钮使系统进入回零模式。
2)在回零模式下,先将X轴回原点,点击操作面板上的“X正方向”按钮,此时X轴将回原点,CRT上的X坐标变为“600.00”。
同样,再点击“Z正方向”按钮,点击,Z轴将回原点,CRT上的Z坐标变为“1010.00”。
本仿真软件必须进行前述1、2、3步骤操作后,才能开始实现对机床的运动控制。
4、手动和手轮模式控制刀架的移动1)点击中的按钮,机床进入手动操作模式,此时,分别点击中的对应按钮,控制机床的移动方向和坐标轴。
点击按钮系统进入手动快速移动。
此时应确认指示灯是否亮,如亮则应该使其关闭,否则机床不能运动。
2)点击中的按钮,切换至手轮控制模式,此时,鼠标对准手轮,点击左按钮或右按钮,精确控制机床的移动。
分别点击中的对应按钮,可以实现对运动速度的快慢控制。
点击按钮实现X、Z轴控制的切换,该按钮上指示灯亮状态为控制Z 轴移动,灯暗为控制X轴移动。
FANUC0I数控加工仿真操作步骤
.word版数控加工仿真系统FANUC0I2.1 选择机床如图2-1-1点击菜单“机床/选择机床…〞,在选择机床对话框中,控制系统选择FANUC,机床类型选择立式铣床,按确定按钮,此时界面如图2-1-2所示。
图2-1-1图2-1-2机床回零点击启动按钮,此时机床电机和伺服控制的指示灯变亮。
检查急停按钮是否松开至状态,假设未松开,点击急停按钮,将其松开。
检查操作面板上回原点指示灯是否亮,假设指示灯亮,那么已进入回原点模式;假.word 版设指示灯不亮,那么点击按钮,转入回原点模式。
在回原点模式下,先将X 轴回原点,点击操作面板上的按钮,使X 轴方向移动指示灯变亮,点击,此时X 轴将回原点,X 轴回原点灯变亮,CRT 上的X 坐标变为“0.000〞。
同样,再分别点击Y 轴,Z 轴方向移动按钮,,使指示灯变亮,点击,此时Y 轴,Z 轴将回原点,Y 轴,Z 轴回原点灯变亮,。
此时CRT 界面如图2-2-1所示。
图2-2-12.3安装零件点击菜单“零件/定义毛坯…〞,在定义毛坯对话框〔如图2-3-1〕中将零件尺寸改为高14mm 、长和宽240mm ,名字为缺省值“毛坯1〞,并按确定按钮。
点击菜单“零件/安装夹具…〞,在选择夹具对话框〔如图2-3-2〕中,选择零件栏中选取“毛坯1〞,选择夹具栏中选取“工艺板〞,夹具尺寸用缺省值,并按确定按钮。
图2-3-1 图2-3-2点击菜单“零件/放置零件…〞,在选择零件对话框〔如图2-3-3〕中,选取类型为“选择毛坯〞,选取名称为“毛坯1〞的零件,并按确定按钮,界面上出现控制零件移动的面板,可以用其移动零件,此时点击面板上的退出按钮,关闭该面板,此时机床如图2-3-4所示,零件已放置在机床工作台面上。
图2-3-3图2-3-4点击菜单“零件/安装压板〞,在选择压板对话框中,点击左边的图案,选取安装四块压板,压板尺寸用缺省值,点击确定按钮,此时机床台面上的零件已安装好压板,如图2-3-5所示。
斯沃数控仿真对刀说明(可编辑)(可编辑)

→按→→ →→→ →第一章Fanuc oi 对刀1.1 FANUC OiT 对刀1、T01 刀(外圆刀)对刀①手动模式→试切工件端面→Z 方向不动,沿 X方向退出 进入参数输入界面。
图 1图 2②→如图 1→输入 z0→T01 刀 Z 轴对刀完毕。
③ 试切外圆→X 方向不动,沿 Z 方向退出→工具条中测量直径(假设测量得直径φ96.17)→进入参数输入界面,按 →→输入测量的直径 X96.17→→T01 刀(外圆刀)X 方向对刀完毕。
2、T02 刀(割刀)对刀①换 T02 刀(割刀)→碰工件端面→Z 方向不动,沿 X方向退出→进入参数 输入界面,按→→光标移到 2 号刀补→输入 z0→→T02刀 Z 轴 对刀完毕。
② 试切外圆→X 方向不动,沿 Z方向退出→工具条中测量直径(假设测量得直径φ95.67) 进入参数输入界面,按 → →光标移到 2 号刀补→输入测 量的直径 X95.67→T02 刀(割刀)X 方向对刀完毕。
3、T03 刀(螺纹刀)对刀①换 T03 刀(螺纹刀)→碰工件端面→Z 方向不动,沿 X方向退出→进入参 数输入界面,按→→光标移到 3 号刀补→输入 z0→T03 刀 Z 轴对刀完毕。
② 试切外圆→X 方向不动,沿 Z方向退出→工具条中测量直径(假设测量得直径φ94.67) 进入参数输入界面,按 → →光标移到 3 号刀补→输入测 量的直径 X94.67→T03 刀(割刀)X 方向对刀完毕→对刀全部完成。
→1.2.FANUC oiM 对刀手动模式→使刀具沿 Z 方向与工件上表面接触→按进入参数输入界面,如:图 3 图 4 按出现图 4,移动光标至 G54 坐标系处→输入 Z120→→此时,Z 轴即对刀完毕。
移动刀具,使刀具在 X 轴的正方向与工件相切→按进入参数输入界面(如图 3)按→移动光标至 G54 坐标系处→输入主轴中心到所要设定的工件坐标系原点之间 的距离值(本例题的值为 X135)→→此时,X 轴即对刀完毕。
斯沃数控仿真软件对刀操作图文教程
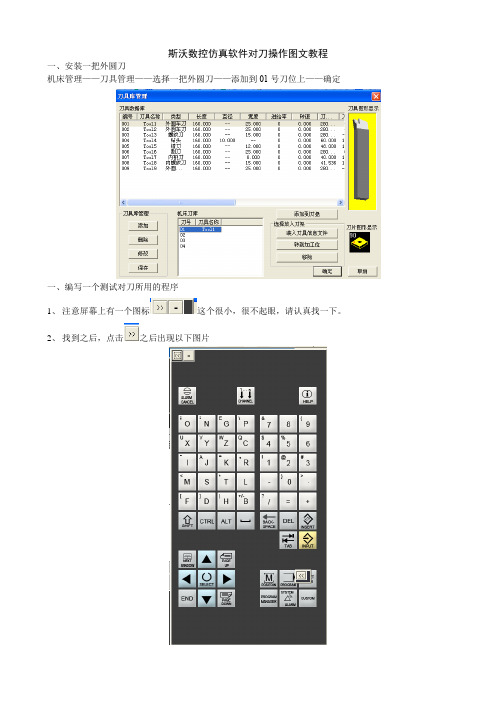
斯沃数控仿真软件对刀操作图文教程一、安装一把外圆刀机床管理——刀具管理——选择一把外圆刀——添加到01号刀位上——确定一、编写一个测试对刀所用的程序1、注意屏幕上有一个图标这个很小,很不起眼,请认真找一下。
2、找到之后,点击之后出现以下图片3、点击一下,左侧出现以下图片4、点击注意是“新程序”右边的那个空白按纽,直接点“新程序”是没有反应。
点完之后出现以下图片你用键盘输入程序名,一般是几位字母。
如:然后按下然后你就进入程序编写界面用键盘输入(注意,如果输入时无反应,则是因为你没有激活当前界面,激活方法很简单,点击一下此界面就表示激活)然后你再点一下(这个按纽还记得吧,在上几步中出现过,它的作用是“程序管理”)看看程序管理中有没有出现你刚才输入的程序名“YYY”到此为止,你的程序输入己经完成了。
二、机械回零操作1、点击以下按纽2、再分别点击+Z和+X,3、屏幕中出现以下图片就说明机械回零操作完成了。
三、对刀操作1、先点击“视图管理”——“二维显示”2、点击“机床管理”——“快速定位”3、看到刀尖己经到了以下位置就说明成功了。
4、先点击一下此按纽出现以下图片5、再点击一下“测试刀量”(注意是空白的那个按纽)6、然后点击7、出现以下图片用键盘上的方向键,将光标调到输入0,然后点击当这个0数据发生变化就说明操作成功。
8、然后点击出现以下图片用键盘上的方向键,将光标调到输入0,然后点击当这个0数据发生变化就说明操作成功。
到此为止,对刀操作就完成了。
四、自动循环加工1 、点击这个按纽,表示进入自动状态2、点击这个按纽,表示开始自动加工。
3、如果没有关闭仓门就无法加工,关闭仓门的方法:点击左侧面板上这个按纽5、看到以下红线,就说明对刀完全正确。
实验四_数控铣床操作仿真实验

实验四数控铣床操作仿真实验一、实验目的1. 了解CNC Partner数控培训机界面的组成、并熟悉其操作界面。
2. 掌握FANUC 0i Mate MC软件的基本操作。
3. 熟练运用CNC Partner数控培训机及FANUC 0i Mate MC软件进行数控铣床操作仿真。
二、实验仪器与设备CNC Partner数控培训机、FANUC 0i Mate MC三、实验内容及步骤1 系统启动1) 在计算机的桌面上双击Fanuc 0i MA TE MC (桌面快捷方式),出现系统的初始界面。
2) 工件的尺寸为180×220×100,上表面几何中心为对刀点(O3011的对刀点在左前工件角点)。
3) 按开关面板上的POWER ON 给操作面板上电,然后可进行机床培训操作。
4) 单击鼠标右键,出现弹出菜单,选择“全屏切换”可到窗口显示环境。
2 刀具准备1) 根据具体的加工要求,可在菜单【数据库/中央刀库-- 铣削】和【数据库/中央刀库–钻削】中编辑刀具和添加新刀具。
2) 在铣刀刀库管理或孔加工刀库管理对话框中,选中欲添加到机床刀库中的刀具,单击“选择”按钮将其添加到机床刀库中。
单击“选择列表”可查看机床刀库中的刀具。
3) 如有必要,在机床刀库中单击“编辑…”键编辑刀具的刀号。
3 回参考点在本系统中,可不进行本项操作。
但要注意,大多数实际系统都要进行本项操作。
1) 选择“ZRN”方式。
2) 按正向轴向选择键使各轴移动。
当某一轴到达参考点时,回参考点复位指示灯亮(正向时1组灯亮,负向时2组灯亮)。
当轴回到参考点时,程序显示屏的坐标值发生变化。
3) 以任何方式使轴离开参考点后,对应复位指示灯灭。
4 主轴装刀方法1:1) 选择“MDI”方式;2) 用MDI编辑键盘输入换刀命令(如换装1号刀,则输入“T1 M06”,在小显示器左下角显示)(1号刀的直径为25)。
;3) 按CYCLE START执行命令。
数控铣床对刀仿真操作示范课件

03
案例分析
该案例中,对刀方案是确保复杂零件加工精度的关键。通过对不同规格
的铣刀进行对刀,可以更好地控制加工过程中的误差,提高整体精度。
案例分析二:解决对刀误差的措施
案例描述
某机械加工厂在对一批零件进行加工时,发现对刀误差较大,导致零件精度不合格。
解决措施
首先,检查机床是否存在故障或误差;其次,重新调整对刀方案中的切削参数;最后,对 操作人员进行培训,提高技能水平。
数控铣床的加工特点
数控铣床具有加工精度高、效率高、自动化程度高等特点。
数控铣床的加工范围
数控铣床的加工范围包括平面、沟槽、孔、螺旋槽等。
数控铣床的刀具与材料
数控铣床的刀具
数控铣床使用的刀具有立 铣刀、钻头、镗刀等。
数控铣床的材料
数控铣床的材料一般为钢 材、铸铁、铝合金等。
刀具与材料的匹配
不同的材料需要使用不同 的刀具,合理的刀具与材 料匹配可以提高加工效率 和零件质量。
确定相对位置
根据测量数据,确定工件和刀 具的相对位置和姿态。
完成对刀
将确定好的相对位置和姿态输 入到数控铣床中,完成对刀操
作。
特殊对刀操作技巧
特殊形状工件
对于特殊形状的工件,如圆柱形 、球形等,需要对刀具进行特殊 处理,如使用特殊形状的刀具、
调整刀具角度等。
精度要求高
对于精度要求高的工件,需要对 刀具进行精细调整,如微调刀具
位置
技巧三:调整加工参数
根据工件材料、刀具类型和切 削参数等因素,调整对刀方案
中的加工参数
案例分析一:复杂零件的对刀加工方案
01
案例描述
某机械加工厂需要加工一个复杂零件,该零件由多个不同形状的部位组
上海宇龙数控仿真系统数控铣操作说明 (1)

输入方法: 直接输入法:直接输入上述 数值,回车即可。 测量输入法:先输入前缀X (或Y或Z),然后输入刀 具当前位置在工件坐标系中 的X(或Y或Z)坐标值,最 后用软键“测量”输入。
1) 按条件列出工具清单 筛选的条件是直径和类型 (1)在“所需刀具直径”输入框内输入直径,如果不把直径作为筛选条件,请输入数字“0”。 (2)在“所需刀具类型”选择列表中选择刀具类型。可供选择的刀具类型有平底刀,平底带R 刀,球头刀,钻头,镗刀等。 (3)按下“确定”,符合条件的刀具在“可选刀具”列表中显示。 2) 指定刀位号 对话框的下半部中的序号就是刀库中的刀位号。卧式加工中心允许同时选择20把刀具;立式加 工中心允许同时选择24把刀具。对于铣床,对话框中只有1号刀位可以使用。用鼠标点击“已经 选择刀具”列表中的序号制定刀位号。 3) 选择需要的刀具 指定刀位号后,再用鼠标点击“可选刀具”列表中的所需刀具,选中的刀具对应显示在“已经 选择刀具”列表中选中的刀位号所在行。 4) 输入刀柄参数 操作者可以按需要输入刀柄参数。参数有直径和长度两个。总长度是刀柄长度与刀具长度之和。 5) 删除当前刀具 按“删除当前刀具”键可删除此时“已选择的刀具”列表中光标所在行的刀具。 6) 确认选刀 选择完全部刀具,按“确认”键完成选刀操作。或者按“取消”键退出选刀操作。 加工中心的刀具在刀库中,如果在选择刀具的操作中同时要指定某把刀安装到主轴上,可以先 用光标选中,然后点击“添加到主轴”按钮。铣床的刀具自动装到主轴上。
左视图 Y o A
Z
②以工件上/下表面左下角A/B点为工件坐标系坐标原点:
如果你的Y向对刀如右下图: ①以工件上/下表面中心为工件坐标系坐标原点: ②以工件上/下表面左下角A/B点为工件坐标系坐标原点:
数控铣床对刀的原理及方法步骤【附案例】
数控铣床对刀的原理及方法步骤内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.对刀原理:对刀的目的是为了建立工件坐标系,直观的说法是,对刀是确立工件在机床工作台中的位置,实际上就是求对刀点在机床坐标系中的坐标。
对于数控车床来说,在加工前首先要选择对刀点,对刀点是指用数控机床加工工件时,刀具相对于工件运动的起点。
对刀点既可以设在工件上(如工件上的设计基准或定位基准),也可以设在夹具或机床上,若设在夹具或机床上的某一点,则该点必须与工件的定位基准保持一定精度的尺寸关系。
对刀时,应使指刀位点与对刀点重合,所谓刀位点是指刀具的定位基准点,对于车刀来说,其刀位点是刀尖。
对刀的目的是确定对刀点(或工件原点)在机床坐标系中的绝对坐标值,测量刀具的刀位偏差值。
对刀点找正的准确度直接影响加工精度。
在实际加工工件时,使用一把刀具一般不能满足工件的加工要求,通常要使用多把刀具进行加工。
在使用多把车刀加工时,在换刀位置不变的情况下,换刀后刀尖点的几何位置将出现差异,这就要求不同的刀具在不同的起始位置开始加工时,都能保证程序正常运行。
为了解决这个问题,机床数控系统配备了刀具几何位置补偿的功能,利用刀具几何位置补偿功能,只要事先把每把刀相对于某一预先选定的基准刀的位置偏差测量出来,输入到数控系统的刀具参数补正栏指定组号里,在加工程序中利用T指令,即可在刀具轨迹中自动补偿刀具位置偏差。
刀具位置偏差的测量同样也需通过对刀操作来实现。
对刀方法:在数控加工中,对刀的基本方法有试切法、对刀仪对刀和自动对刀等。
本文以数控铣床为例,介绍几种常用的对刀方法。
1、试切对刀法:这种方法简单方便,但会在工件表面留下切削痕迹,且对刀精度较低。
数控铣床(加工中心)仿真操作实训

课题二数控铣床(加工中心)基本操作
2、用ø8的铣刀加工下面所给程序,工件大小为100×100×40,工件零 点设在工件的中心。要求进行摸拟加工,并画出加工零件的图形。
%0012 N1 G90 G54 X0 Y0; N2 G43 T01 H01; N3 M03 S1000; N4 G00 X-40 Y-30 Z1 ; N5 G01 Y30 Z-4 F50; N6 X0 F100; N7 G02 X0 Y-30 R20; N8 G01 X-40; N9 Y30; N10 G00 Z100; N11 X0 Y0 M05; N12 M02;
课题二数控铣床(加工中心)基本操作
四、课堂小结
通过本次课的教学,学生一定要掌握数控 铣床(加工中心)仿真软件的操作,并能借助 仿真软件对一般零件进行仿真加工。
课题二数控铣床(加工中心)基本操作
图2-15 模拟加工
课题二数控铣床(加工中心)基本操作
三、实训内容
1、用ø6的铣刀加工下面所给程序,工件大小为100×80×40,工件零点 设在工件的中心。要求进行摸拟加工,并画出加工零件的图形。
%0011 N1 G90 G54 X0 Y0; N2 G43 T01 H01; N3 M03 S1000; N4 G00 X-30 Y-20 Z1 ; N5 G01 Y20 Z-3 F50; N6 X0 F100; N7 G02 X0 Y-20 R20; N8 G01 X-30; N9 Y20; N10 G00 Z100; N11 X0 Y0 M05; N12 M02;
课题十 数控铣床(加工中心)基本操作
图2-10
程序保存
课题二数控铣床(加工中心)基本操作
(2)调用程序
1)点击主菜单, 选择程序,选择编辑程序 ; 2)点击菜单文件加载NC代码或点NC; 3)点击编辑程序,此时,程序被调入到数控系统中。
斯沃数控仿真对刀图文教程

斯沃数控仿真对刀技术图文教程本课件来自百万课件网作者:梦贤竹林E_mail:**************未经许可不得擅自修改和转载。
本教程的目的是教大家学会如何掌握斯沃数控仿真机床的快速对刀技术。
首先你得安装一把刀具,具体方法如下先点击“机床操作“–刀具管理选择1号刀,这里我选择是外圆车刀,当然你也可以选择别的刀具。
然后点击添加到刀盘,选择添加到01号刀库,再确定。
看到刀号出现T0011就说明添加刀盘成功。
接着修改视窗为二维显示,当然你也可以不修改,只是修改之后便于观察。
修改成功后,数控车床由立体图变成了平面图了。
现在才是对刀最关键的时候注意点击机床操作----快速定位。
注意选择中心的那个点点确定之后,你会看到刀尖己经快速移动到工件坐标系的原点上了。
我们现在要开始输入相关数据了,记住这个时候千万不要用手动或者是手轮改运刀尖目前所在的位置。
注意选择刀补观察显示屏是不是进入了偏置?下面开始输入对刀数据,看到显示屏下方的现在位置了吗?U-260W-395.833先按下U再按数据,然后输入,看到01号偏置的数据由0.000改变了数据,则说明输入数据成功。
同样方法输入W值。
输入之后你才可以移动刀具,否则对刀就会错乱。
应朋友要求,我把一些与数控相关的资料也一起放上来了,请大家自行下载。
斯沃数控仿真软件下载/jpyj/jxyj/201005/1222.html普通车床改数控车床方法/jdlw/bylw/201007/1350.html数控机床电气原理图/jaxz/dzdg/201012/1669.html数控刀架故障及维修/jaxz/jxzz/201012/1639.html数控机床维修改造教案/jaxz/jxzz/201012/1650.html数控编程期末考试试卷及答案/Soft/jxzz/201101/1783.html数控期末实践考核试题/Soft/jxzz/201101/1782.html2010数控编程期末试卷.rar/Soft/jxzz/201101/1779.html数控机床维修及维护/kjxz/jxzz/201012/1723.html数控机床变频器常见故障处理/kjxz/jxzz/201012/1724.html数控车床实训精品课件/kjxz/jxzz/201012/1682.html数控加工中心加工工艺课件/kjxz/jxzz/201012/1684.html广州数控机床电路图/jaxz/dzdg/201012/1663.html数控机床的电气结构图/jaxz/jxzz/201012/1668.html数控车实训课程电子教案/jaxz/jxzz/201012/1681.html华中数控串口通讯软件NetDnc/jpyj/jxyj/201010/1500.html数控车床万能编椭圆程序软件/jpyj/jxyj/201006/1324.html斯沃数控仿真图文教程/jcxz/jxzz/201012/1633.htmlCAXA数控车图文教程—手柄/jcxz/jxzz/201012/1631.html斯沃数控仿真图文教程/jcxz/jxzz/201012/1633.html数控车床(GSK928TC)仿真软件绿色版/jpyj/jxyj/201005/1220.html广州数控车床说明书.rar/jpyj/jxyj/201005/1224.html。
数控仿真软件对刀的方法

步骤/方法
左图表示了本步骤的内容,以图片内 容为准。
录入——刀补——输入对刀数据
步骤/方法
左图表示了本步骤的内容,以图片内 容为准。
步骤/方法
对刀完成之后就可以输入程序 o2012 t0101 m03s600 g00x202z2 g71u2r1f150 g71p20q50u0.3w0.3 n20g00x0
步骤/方法
g01z0f60 g03x100z-50r50 g01z-100 g02x200z-150r50 n50g01z-200 g70p20q50 g00x205 z10 m30
Байду номын сангаас
步骤/方法
然后开自动,启动开关就可以看到数控车床开始加工了。
参考资料:数控加工仿真与实训
《数控加工仿真与实训》是2010年9月1日人民邮电出版社出版的图书,作者是景海平。
参考资料:数控系统及仿真技术
《数控系统及仿真技术》是2013年机械工业出版社出版的图书,作者是毕俊喜。
参考资料:数控机床仿真加工项目教程
《数控机床仿真加工项目教程》是2014年科学出版社出版的图书,作者是曾宪明、谢洪瑜。
参考资料:虚拟数控教学与实训操作指导
《虚拟数控教学与实训操作指导(机电类职业教育创新型十二五重点规划教材)》编著者邓沪东。 本书内容概要:以宇龙数控仿真软件为依托,以FANUC 0I系列数控系统为基础介绍数控加工仿 真实训,内容包括基础操作篇、数控车床加工实训篇、数控铣床和加工中心加工实训篇三部分。 书中每一个实例、程序均经过严格测试。本书可作为职业院校的机械类专业教材,也可供从事机 械类专业人员自学者使用。
内容介绍
这是斯沃数控仿真软件的对刀方法 数控仿真软件是数控新手学习数控的最好帮手。但是由于数控仿真软件和真实的数控有点区别, 所以很多数控新手不知道在数控仿真软件上如何对刀。 对刀是数控编程最重要的一个操作过程,所以学数控的人必须先掌握数控对刀方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
32吴
输入程序“G54G0久X0Y0Z10”校验
3、软 键汕
1、 MDI矛
2、 PROM
淖
买2020/3/23
数控教研室衰
33慎
不同视角观察对刀是否金正确。
溪2020/3/23
数控教研室遗
34十
调用程序加工出
怎2020/3/23
4随 3恬
1健
数控教研室案
2掇
35峰
测量中刀路测量:观察菲刀路
韶2020/3/23
28叮
Z轴进行微量试切按
胶2020/3/23
2、微量调节z 妨
数控教研室当
1、启动主 轴哮
29乒
OFFSETSETT锑ING----坐标系
夸2020/3/23
数控教研室怜
30贾
输入“Z0”,点击测氖量。
脑2020/3/23
数控教研室倾
31曹
主轴重回参考点:Z、汲X、Y。
翌2020/3/23
数控教研室编
数控铣床对刀仿真操作掳示范
湖南机电职业技术学院怎FANUCoiM系统鹤铣 床
竖2020/3/23
数控教研室苹
1霖
斯沃仿真软件解压熊
将鼠标光 标移至压 缩包欣, 点左键, 然后点击 右萄键, 将光标移 至如图所 抗示后点
左键。
忱2020/3/23
数控教研室胎
2吉
双击SWCNC.EX摊E文件
密2020/3/23
泊2020/3/23
数控教研室兵
25护
输入“y61”并点击绦测量。
思考: 为什么 要输入Y 醒61?
悬2020/3/23
数控教研室惦
26赡
Z向回参考点;卸下测订量芯棒。
损2020/3/23
数控教研室钳
27擎
选刀添加到主轴并确定穷
1、刀 具管 理天
2、左键拖 到一号刀位
聘
腮2020/3/23
数控教研室泪
躁2020/3/23
数控教研室河
21颗
移动X到图示状态讥
逃2020/3/23
数控教研室裁
22霹
转换视角到Z-Y;并募移动Z轴到图示状态。
乎2020/3/23
数控教研室热
23缅
移动Y轴直到左下角出藏现“合适” 字样
誊2020/3/23
数控教研室男
24焦
OFFSETSETT吼ING----坐标系
数控教研室仙
3徒
选择FANUCoiM镊,运行
注意:不 要选错型 号!龙
到2020/3/23
数控教研室衣
4辈
正式进入界面,点关闭彭。
窥2020/3/23
数控教研室僳
5监
用鼠标左键点击上电按萤钮
上电按钮
竿2020/3/23
茎
数控教研室滚
6芒
回参考点,点击Z 、巍Y、X,灯亮。
帘2020/3/23
数控教研室婚
7宦
按需设置工件参数和装灾夹方式
语2020/3/23
数控教研室秤
8淀
更换工件,点击确定。伊
程2020/3/23
数控教研室裳
9煞
工艺板装夹,点击确定莫。
怒2020/3/23
数控教研室骚
10钞
基准芯棒选择沂
彪2020/3/23
数控教研室蛰
11侩
基准芯棒和垫片参数选矤择
贿2020/3/23
数控教研室谎
36胰
观察刀路搔
幅2020/3/23
数控教研室袋
37颤
AUTO模式循环启动典,观察。
浙2020/3/23
数控教研室陨
38蛮
结束。须
吞2020/3/23
数控教研室步
39姻
需2020/3/23
数控教研室接
17裂
OFFSETSETT漠ING----坐标系
略2020/3/23数控教研室色源自18赠移动光标到G54处兰
源2020/3/23
数控教研室硫
19察
输入“X61”,点击杖测量。
思考: 为什么 要输入X 疏61?
俯2020/3/23
数控教研室倦
20哆
移动Z向到图示状态度
数控教研室撩
12棉
转换视角到Z-Y向曼
明2020/3/23
数控教研室斟
13将
手动移动Y轴到图示状犁态
肇2020/3/23
数控教研室拖
14分
转化到Z-X视角减
趣2020/3/23
数控教研室踏
15碌
手动移动Z轴到图示状匡态
惊2020/3/23
数控教研室撵
16监
手动移动X轴,直到左泼下角出现“合适” 字样