工装检具清单模板
新设备工装和试验装备及量具检查清单
新设备工装和试验装备及量具检查清单1. 引言本文档旨在提供新设备的工装和试验装备以及量具的检查清单,以确保设备的正常运行和生产质量的稳定性。
本清单适用于各类工业设备的配套工装、试验装备和量具。
请根据实际情况进行核查和使用。
2. 工装和试验装备清单以下是新设备工装和试验装备的检查清单:•设备工作台或支架:检查工作台或支架的稳定性和可用性。
•手动工具:包括扳手、螺丝刀、锤子等,检查工具是否完整,无损坏。
•电动工具:包括电钻、电动螺丝刀等,检查电动工具是否有足够的电力供应和正常运转。
•气动工具:包括气动钉枪、气动扳手等,检查气动工具是否有足够的气压,并检查气管是否有漏气情况。
•预紧力测量装置:用于测量螺栓预紧力,确保各个螺栓的紧固力度符合要求。
•夹具和模具:检查夹具和模具的完整性和适用性,确保能够良好配合设备进行工作。
•清洁工具:包括刷子、布料等,用于设备保养和清洁。
3. 量具检查清单以下是量具的检查清单:•卡尺:检查卡尺的刻度是否清晰,测量是否准确。
•游标卡尺:检查游标卡尺的刻度是否清晰,游标是否灵活,测量是否准确。
•外径测微计:检查外径测微计的刻度是否清晰,测量是否准确。
•内径测微计:检查内径测微计的刻度是否清晰,测量是否准确。
•厚度千分尺:检查厚度千分尺的刻度是否清晰,测量是否准确。
•表面粗糙度检测仪:检查表面粗糙度检测仪的刻度是否清晰,测量是否准确。
•平行度测量仪:检查平行度测量仪的刻度是否清晰,测量是否准确。
•垂直度测量仪:检查垂直度测量仪的刻度是否清晰,测量是否准确。
•倾斜度测量仪:检查倾斜度测量仪的刻度是否清晰,测量是否准确。
4. 总结本文档提供了新设备工装和试验装备以及量具的检查清单。
通过仔细核查和使用本清单,可以确保设备的正常运行和生产质量的稳定性。
请务必根据实际情况进行检查和使用,以保证设备的安全和可靠性。
注:本文档仅供参考,具体的工装和试验装备清单以及量具清单可根据实际需求进行调整和补充。
新设备工装和试验检查清单

新设备、工装和试验设备检查清单
产品名称 底壳亚 黑
问题
1.设计是否要求: a ·新材料? b ·快速更换工装? c ·产量波动? d ·防错?
2.是否已制定识别以下内容的清单(包括所有供方): a ·新设备? b ·新工装? c ·新试验装备(包括检查辅具)?
3.对以下内容的接受标准是否已达成一致意见: a ·新设备? b ·新工装? c ·新试验装备(包括检查辅具)? 4 是否将在工装和/或设备制造厂进行初始能力研究? 5 是否已确定试验的可行性和准确度? 6 对于装备和工装是否已完成预防性维护计划? 7 新设备和工装的指导书是否完整并且清晰易懂? 8 是否具备能在装备供应商的设备上进行初过程能力研究的量具? 9 是否将在生产工厂进行初始过程能力研究? 10 是否已确认了影响产品的过程特殊特性? 11 在确定验收标准时是否使用了产品特殊特性? 12 制造设备能否满足预期的生产量与服务量要求? 13 是否有足够的试验能力? 14 测量设备是否被验证和文件化,以显示测量和试验范围的资格?
是 否 所有要求的意见/措施
√ √ √ √
√ √ √
√ √ √ √ √ √ √ √ √ √ √ √ √ √
负责人 完成日期
Hale Waihona Puke 修订日期: 制定人:
设备和工装检查表

设备和工装检查表
产品型号
文件编号
修订 日期
编号
问题
设备和工装的设计是否已考虑以下方面 1 ◆柔性系统,如单元生产? 2 ◆快速更换工装? 3 ◆产量波动? 4 ◆防错
是否已制定和识别以下内容的清单 5 ◆新设备? 6 ◆新工装? 7 ◆新试验设备?
对以下内容的接受标准是否已达成一致 8 ◆新设备? 9 ◆新工装? 10 ◆新试验设备? 11 ◆在工装/或设备制造厂是否将进行初始能力研究? 12 ◆是否已确定试验设备的可行性和准确性? 13 ◆对于设备和工装是否已完成预防性维护计划? 14 ◆新设备和工装的作业指导书是否已完整并且清晰易懂?
是
否
所要求的意见/措施
签署栏
编制/日期
表单编 号:S-
审核/日期
技术部/日期
Байду номын сангаас
质量部/日期 生管部/日期
批准/日期
APQP小组 会签
页码 编号
负责人
备和工装检查表
第 页/共 页
负责人
完成日期
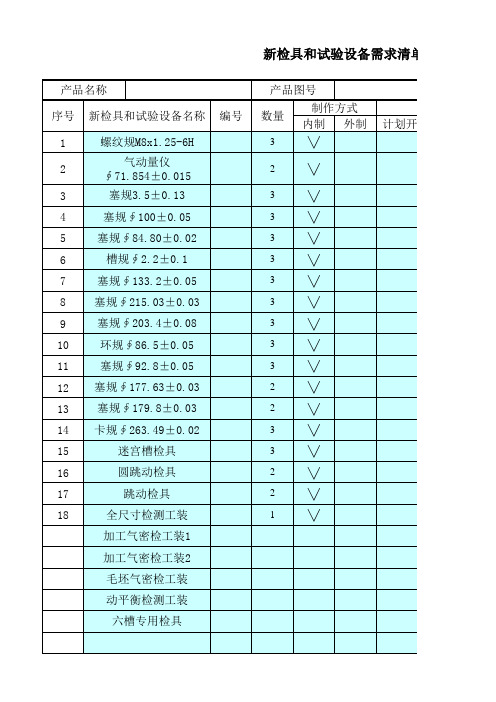
新检具需求清单
3∨
7
塞规∮133.2±0.05
3∨
8 塞规∮215.03±0.03
3∨
9
塞规∮203.4±0.08
3∨
10
环规∮86.5±0.05
3∨
11
塞规∮92.8±0.05
3∨
12 塞规∮177.63±0.03
2∨
13 塞规∮179.8±0.03
2∨
14 卡规∮263.49±0.02
3∨
15
迷宫槽检具
3∨
16
圆跳动检具
2∨
17
跳动检具
2∨
18
全尺寸检测工装
1∨
加工气密检工装1
加工气密检工装2
毛坯气密检工装
动平衡检测工装
六槽专用检具
备注 制表
审核
需求清单及开发计划进度表
制定日期: XX 年 04
K3编号
项目负责人
开发计划时程
计划开始时间 计划完成时间 实际完成时间
工装检具清单(完整版)

台虎钳
4464组装工 装
4464组装工 装
安迈(山东) 安迈(山东) 安迈(山东)
— 自制 自制
安迈维修间 安迈维修间 安迈维修间
2014/6/15 2015/3/20 2015/3/20
2014/3/15 2014/4/15 2014/4/15 2014/10/15 2014/9/16 2014/3/15 2014/3/15 2014/3/15 2014/3/15 2014/9/6 2014/9/6 2014/9/16 2014/9/6 2014/9/16 2014/9/6 2014/9/6 2014/11/11 2014/6/15 2015/3/20 2015/3/20
9 检具 主要 YT009E-CF01 CF检具 500*500*1000 安迈(山东) 南京明乔 安迈生产车间 2014/3/15
10 检具 主要 YT010E-CF01 CF检具 420*340*250 安迈(山东) 南京明乔 安迈生产车间 2014/3/15
11 检具 主要 YT011E-CF01 12 检具 主要 YT013E-CF01 13 检具 主要 YT015E-CF01 14 检具 主要 YT017E-CF01 15 检具 主要 YT019E-CF01 16 检具 主要 YT021E-CF01
CF检具 CF检具 CF检具 CF检具 CF检具 CF检具
500*500*700 安迈(山东)
1600*1200*130 0
安迈(山东)
1300*400*1200 安迈(山东)
2600*1300*130 0
安迈(山东)
2600*1300*130 0
安迈(山东)
1200*800*1200 安迈(山东)
测试工装标准及工具明细表

试、 检验、 维修对应单元板。使该系列产品关键部件质量在生产过程中得到 有效控制和保障, 并可接入一卡通系统进行对应 pos 机通讯调试检验。
二、 工装配置: 1、 显示器 键盘 打印机 主板 485 接口。
三、 工装使用方法: 1、 具体使用方法见《单元板调试工艺》。
四、 工装检验验收标准: 1、 探针高度一致, 弹性良好, 2、 各接插件连接良好, 各开关接触良好。 3、 符合网关调试工艺标准。 4、 显示 打印正常。 5、 工装结构无破损。
五、 注意事项: 1、 使用时注意板件落到位, 与探针接触良好。 2、 装好测试板件后再打开电源开关。 3、 使用时注意保护探针。
电子工业
工艺文 件
产 品 型 号 WG-115 产 品 名 称 商务网关 产 品 图 号 1XZX2.315.001GGB 本 册 内 容 测试工装验收标准
第8册 共1页 共 16 册
旧底图总号 底图总号 日期 署名
批 准: 年月日
电子工业
工艺文 件
产 品 型 号 WG-115 产 品 名 称 商务网关 产 品 图 号 1XZX2.315.001GGJ 本 册 内 容 工具明细表
若干
车间
23
记号笔
2只
车间
24
出厂日期戳
1个
车间
25
旧底图总号 底图总号
日期
署名
拟制 审核 复审
标准化
1XZX2.315.001GGJ
第 1 页共 1 页
更改标识 数量 更改单号
署名
日期
同意
第9册 共1页 共 16 册
18设备、工装和试验装备清单

序号: 产品名称
1505 前门铰链
规格/型号
序 号
设备名称
26
设备编号
设备 分类
表号:HX/QR11-12-2
产品对 设备需 要的精度
设备 实际的 精度
顾客 零件编
0509
所需号 数量
所要求的 措施/意
见
备 注
27
28
29
30
备注 核准
审查
制表
潍坊市恒鑫机械有限公司
设备/工装(量检具)清单
序号: 产品名称
14
15 16 17 18 19 20
21
22
23
24 25
26
27 备注 核准
审查
制表
潍坊市恒鑫机械有限公司
设备/工装(量检具)清单
序号: 产品名称
1505 前门铰链
规格/型号
序 号
设备名称
01
设备编号
设备 分类
模具
表号:HX/QR11-12-2
产品对 设备需 要的精度
设备 实际的 精度
顾客 零件编
XXX 有限公司
设备/工装(量检具)清单
序号: 产品名称
1505 前门铰链
规格/型号
序号 01
设备名称
设备编号
设备 分类
表号:HX/QR11-12-2
产品对 设备需 要的精度
设备 实际的 精度
顾客
0509
零件编号
所需 所要求 备 数量 的 注
措施/意
见
02
03
04
05
06
07
08
09
10
11
12
13
设备工装点检表范例

总计小时
总计小时注1
2
3
4
5
6
7
8
91011121314151617181920212223
24252627
28
29
30
31
12345678总计小时总计小时注开始运行时停修时时操作工
本表第8条由班长考核:优秀※良好√合格△
检点标志:优秀良好合格
车间
班
年
月
班长设备/工装编号设备型号
设备/工装名称
锯床
检查数控切割调节是否正常开始运行时停修时时操作工
检查日期
检查气动装置是否正常
检查齿轮锯片传送链条是否松动检查齿轮锯片传送链条润滑部件效果检查电动切割电机系统是否正常检查切割锯片是否磨损本表第8条由班长考核:优秀※良好√合格△
检点标志:优秀良好合格
序
检查内容
检查切割面是否平平整
检查切割精度是否需要调效。
新设备、工装和试验设备检查清单
新设备、工装和试验设备检查清单1. 概述本文档旨在提供一个新设备、工装和试验设备的检查清单,以确保这些设备在运用之前经过充分的检查和测试。
这个清单用于确保设备的安全性、使用性和性能的可靠性。
2. 新设备检查清单以下是新设备的检查清单,确保在使用之前对其进行必要的检查:2.1 外观检查•确保设备外壳完整无缺,并检查是否有脱落、破损或变形的部件。
•检查设备表面是否有明显的划痕或污渍,并进行适当清洁。
2.2 电气系统检查•确保设备的电气线路连接正确并牢固。
•使用合适的测试工具检查电气系统的接地和绝缘情况。
•确保设备的电气元件和电路板没有明显的烧焦、漏电或损坏。
2.3 功能测试•对设备进行基本的功能测试,确保其正常运作。
•检查设备是否具备所需的功能,并确保各个功能正常工作。
•对设备的控制面板、按钮和开关进行测试,确保其响应灵敏、可靠。
2.4 安全性检查•确保设备上的所有安全设备(如停止按钮、安全门、安全锁等)完好并能正常工作。
•检查设备是否有明显的危险部件或锐利边缘,需要进行相应的安全防护处理。
3. 工装检查清单以下是工装的检查清单,用于确保工装在使用之前经过必要的检查:3.1 结构检查•确保工装的结构牢固,没有明显的松动或变形。
•检查工装的组件和连接件是否完整和稳固。
3.2 安全性检查•确保工装上的安全设备完好并能正常工作。
•检查工装是否具备防护装置,以避免操作人员受伤或设备受损。
3.3 使用性检查•对工装的使用过程进行适当的模拟测试,以确保其能够顺利完成预定的任务。
•检查工装的操作界面和控制元件是否易于操作,并进行相应的调整和改进。
4. 试验设备检查清单以下是试验设备的检查清单,用于确保试验设备在使用之前经过必要的检查:4.1 校准检查•确保试验设备已经进行了校准,并且校准结果满足相应的要求和标准。
4.2 测试流程检查•检查试验设备的测试流程是否完整,并与相应的规范进行比对。
•确保试验设备的参数和配置与预定的测试任务相匹配。
07 新设备、工装和试验设备检查清单

5
新设备
■
张浩
2014.4.15
6
新工装
■
张浩
2014.4.15
7
新试验设备
■
张浩
2014.4.15
对以下内容的接受标准是否已达成一致意见
8
新设备
■
张浩
2014.4.15
9
新工装
■
张浩
2014.4.15
10
新试验设备
■
张浩
2014.4.15
11
在工装和/或设备制造厂是否将进行初始能力研究
16
是否将在生产工厂进行初始能力研究
■
张浩
2014.4.15
17
是否已识别影响特殊产品特性的过程特性
■
张浩
2014.4.15
18
在确定接受标准时是否使用了特殊产品特性
■
张浩
2014.4.15
19
制造设备能否满足预测的生产量要求
■
张浩
2014.4.15
20
是否有足够得试验能力
■
张浩
2014.4.15
修订日期:制订:张浩/2014.4.15审批:尚奎明/2014.4.15
■
张浩2014ຫໍສະໝຸດ 4.1512是否已确定试验装备的可行性和准确度
■
张浩
2014.4.15
13
对于装备和工装是否已完成预防性维护计划
■
张浩
2014.4.15
14
新设备和工装的指导书是否完整并且清晰易懂
■
张浩
2014.4.15
15
是否具备能在装备供方的设备上进行初始过程能力研究的量具
工装 检具 加工任务单

公司英文名
公司中文名
编号:
工装/检具产品等加工任务单
申请部门: 工装/检具名称 工装/检具用途 加工要求ห้องสมุดไป่ตู้(简要文字说明或附简图) 申请日期: 要求完成日期
申请人: 验证结果: □ 合格 □ 需返修 □ 报废
部门主管: 或领班:
说明:
加工人员完成/日期: 公司 标志
验收人/日期: 表单编号:XXXXXX
公司英文名
公司中文名
编号:
工装/检具产品等加工任务单
申请部门: 工装/检具名称 工装/检具用途 加工要求:(简要文字说明或附简图) 申请日期: 要求完成日期
申请人: 验证结果: □ 合格 □ 需返修 □ 报废
部门主管: 或领班:
说明:
加工人员完成/日期:
验收人/日期: 表单编号:XXXXXX
检具成品检查单

检具成品检验单
客户单位: 零件代号: 检验人:
分 类
车型: 零件名称: 检验日期: 检查项目 检查结果 修改结果 YES NO N/A YES NO
备注
基 准 检 查
序 号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
测量基准已设置并受保护 测量基准有坐标值并标示清晰无误 零件定位与设计意图一致 定位销与导套配合良好(插入无晃动,无回弹),定位尺 寸正确 零贴面螺钉不得高于零贴面 定位孔及定位面有相应标志并且符合设计图纸 磁钢安装位置正确,且与检具表面齐平 夹钳安装位置合理,操作方便,夹紧过程不与零件干涉, 夹紧后不影响检测销及检测机构的操作 夹紧点数量及位置与设计图纸一致,夹紧中心与零贴面中 心对齐,夹紧力适度,并标示有夹紧顺序 检具整体整洁无缺陷 所有金属件已做防锈处理,且无任何生锈 颜色涂装与客户要求一致,表面无明显涂装缺陷 坐标网格线刻划清晰无误,并标示相应数值 检具有相应检测设计值标示 各装配结构定位销已安装 安装有起吊或搬运装置,且位置合理 检具铭牌及合格证齐全,字迹清晰,内容正确,且安装整 齐 操作指导安装位置合理,清晰明确 滚轮已安装(两个万向,两个定向),至少有两处刹车装 置 检具划线清晰顺畅,已描色 检测销已用销链连接牢靠,长度合适 检测销与导套配合稳定(插入无晃动,无回弹),检测尺 寸正确 存销座排列整齐,位置合理 所有拆缷机构有相应存放处,并有防错标示 活动检测机构操作灵活,定位可靠 检测样板检测边已标示,锥度定位销插入方向标示明确 活动检测机构及检测样板操作空间足够,并不产生干涉 定位销、定位面及检测销无缺少 划线孔无漏做,划线清晰顺畅,尺寸正确 修边检测线无漏做,划线清晰顺畅 检测功能合理齐全 检具检测精度符合客户技术要求