醋酸乙烯酯
醋酸乙烯酯可行性研究报告

醋酸乙烯酯可行性研究报告一、项目概述醋酸乙烯酯(Vinyl Acetate,简称 VAc)是一种重要的有机化工原料,具有广泛的应用领域和市场需求。
本可行性研究报告旨在对醋酸乙烯酯项目的技术可行性、经济可行性和市场前景进行全面分析,为项目决策提供科学依据。
二、产品介绍醋酸乙烯酯是一种无色、有刺激性气味的液体,具有良好的溶解性和反应活性。
它是生产聚乙烯醇、醋酸乙烯乙烯共聚乳液(VAE 乳液)、聚醋酸乙烯酯等产品的重要原料,广泛应用于胶粘剂、涂料、纺织、造纸、建筑等行业。
三、市场分析(一)市场需求随着全球经济的发展和工业化进程的加速,醋酸乙烯酯的市场需求持续增长。
特别是在建筑、汽车、包装等领域,对高性能胶粘剂和涂料的需求不断增加,推动了醋酸乙烯酯市场的发展。
(二)市场供应目前,全球醋酸乙烯酯的生产主要集中在少数几个国家和地区,市场竞争较为激烈。
国内醋酸乙烯酯的生产能力也在不断提高,但仍不能满足市场需求,部分产品依赖进口。
(三)市场价格醋酸乙烯酯的市场价格受原材料价格、市场供需关系、国际油价等多种因素的影响,价格波动较大。
近年来,醋酸乙烯酯的价格总体呈现上涨趋势。
四、技术方案(一)生产工艺目前,醋酸乙烯酯的生产工艺主要有乙烯法和乙炔法两种。
乙烯法具有工艺流程短、能耗低、产品质量好等优点,但投资较大;乙炔法投资相对较小,但工艺流程较长、能耗较高、环境污染较大。
本项目拟采用乙烯法生产工艺。
(二)主要设备本项目所需的主要设备包括反应器、分离器、精馏塔、压缩机、泵等。
设备的选型将根据生产工艺和生产规模进行确定,确保设备的性能稳定、可靠,满足生产要求。
(三)原材料供应本项目的主要原材料为乙烯和醋酸,乙烯可通过外购或管道输送获取,醋酸可由周边化工厂供应,原材料供应渠道稳定可靠。
(四)三废处理本项目将严格按照国家环保要求,对生产过程中产生的废水、废气和废渣进行处理。
废水将经过处理达标后排放,废气将通过净化装置处理后达标排放,废渣将进行综合利用或妥善处置。
醋酸乙烯酯
聚醋酸乙烯酯班级:09质检331姓名:吴娟娟学号:0913633128时间:2011-05-02一.绪论1.1醋酸乙烯酯的特点醋酸乙烯(Viny l acetate简称V A C),又名醋酸乙烯酯,乙酸乙烯酯,醋酸乙烯是一种重要的有机化工原料,是世界上产量最大有机化工原料之一,可用于制造合成纤维维尼纶。
结构式为CH3COOCH=CH2,分子量86.09。
无色透明液体,有醋酸气味。
相对密度(25℃/4℃)0.9317,凝固点-93.2℃,沸点72.2℃,闪点-7.8℃,燃点426.7℃,折射率(n20D)1.3959,溶于乙醇、乙醚、丙酮、氯仿、四氨化碳等有机溶剂,不溶于水。
易聚合,遇盐酸、硝酸、硫酸等反应猛烈。
易燃,能与空气形成爆炸性混合物。
低毒,LD5029200mg/k g,有麻醉性,对眼睛有刺激性,皮肤长期接触会引起皮炎。
贮存于阴凉、通风的库房内,最高温度不超过30℃。
远离火种、热源,防晒。
贮存期1~2个月,长期贮存容易聚合,聚合放热会引起爆炸。
通过自身聚合或与其他单体共聚,可以生成聚乙烯醇(PVA)、醋酸乙烯一乙烯共聚乳液(VAE)或共聚树脂(EVA)、聚醋酸乙烯(PVAC)、醋酸乙烯-氯乙烯共聚物(EVC)等衍生物。
这些衍生物的用途十分广泛,一般可用于粘接剂、纸张或织物的上胶剂、油漆、墨水、皮革加工、乳化剂、水溶性膜、纤维加工、土壤改良剂、乙烯基共聚树脂、缩醛树脂等化工产品方面,随着科学技术的进步,新的应用领域还在不断拓展。
1.2:醋酸乙烯酯的商业价值(醋酸乙烯生成物的应用领域分析)用于制造聚醋酸乙烯乳液(白乳胶);与乙烯共聚制造E VA树脂和VAE乳液;与氯乙烯共聚制造氯醋乳液和氯醋树脂;进行溶剂聚合制造4115高级建筑胶;与丙烯酸丁酯共聚制造醋丙乳液;与丙烯酸丁醋在溶剂中进行共聚,配制建筑密封胶;用作制造丙烯酸酯乳液的硬单体;与丁苯橡胶接枝制造PVC木纹膜胶粘剂。
(1)乙烯-醋酸乙烯共聚物醋酸乙烯最有发展潜力的消费方向就是生产共聚物。
醋酸乙烯酯
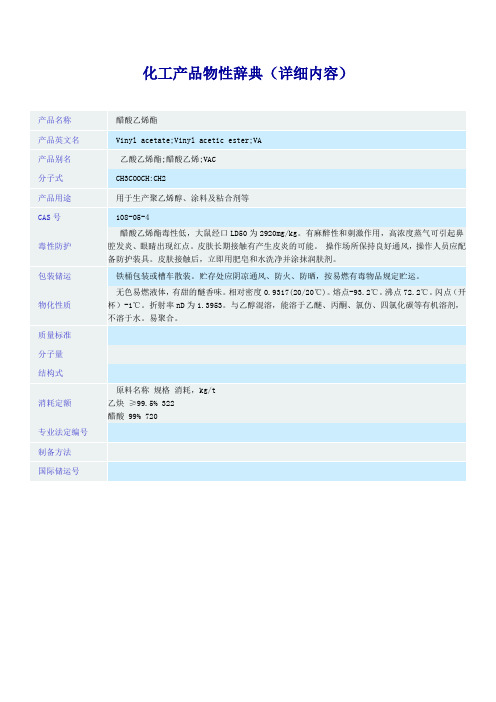
化工产品物性辞典(详细内容)产品名称醋酸乙烯酯产品英文名Vinyl acetate;Vinyl acetic ester;VA产品别名乙酸乙烯酯;醋酸乙烯;VAC分子式CH3COOCH:CH2产品用途用于生产聚乙烯醇、涂料及粘合剂等CAS号108-05-4毒性防护醋酸乙烯酯毒性低,大鼠经口LD50为2920mg/kg。
有麻醉性和刺激作用,高浓度蒸气可引起鼻腔发炎、眼睛出现红点。
皮肤长期接触有产生皮炎的可能。
操作场所保持良好通风,操作人员应配备防护装具。
皮肤接触后,立即用肥皂和水洗净并涂抹润肤剂。
包装储运铁桶包装或槽车散装。
贮存处应阴凉通风、防火、防晒,按易燃有毒物品规定贮运。
物化性质无色易燃液体,有甜的醚香味。
相对密度0.9317(20/20℃)。
熔点-93.2℃。
沸点72.2℃。
闪点(开杯)-1℃。
折射率nD为1.3953。
与乙醇混溶,能溶于乙醚、丙酮、氯仿、四氯化碳等有机溶剂,不溶于水。
易聚合。
质量标准分子量结构式消耗定额原料名称规格消耗,kg/t 乙炔≥99.5% 322醋酸 99% 720专业法定编号制备方法国际储运号生产醋酸乙烯酯的方法申请号/专利号:01139238一种以乙烯、醋酸及氧气或含氧气体为原料,气相反应制备醋酸乙烯酯的方法,反应原料混合气通过下述催化剂构成的固定床层进行反应制得醋酸乙烯酯,催化剂载体为SiO#-[2]或SiO#-[2]-Al#-[2]O#-[3]的混合物,活性组份含有Pd和KOAc,活性组份为蛋壳型非均匀分布。
催化剂为球状颗粒,球体半径R为2~4mm,围绕一球体的中心轴,球体表面沿径向开有3~8条截面呈拱形的沟槽,沟槽自球体中部向中心轴两端延伸并逐渐浅出球表面,垂直于中心轴的球体中部截面上,相切于各沟槽底部的圆半径r与球半径R的比为r/R=0.3~0.8,沟槽间的距离d大于1.5mm。
本发明采用的催化剂具有较高的抗碎强度和堆积空隙率以及适宜的比表面积,床层的压降损失明显减少。
醋酸乙烯酯的生产工艺
醋酸乙烯酯的生产工艺
1. 你知道醋酸乙烯酯是怎么生产出来的吗?就像搭积木一样,有很多步骤和环节呢!比如从原料的选择到反应的进行,那可都得精心把控呀!
2. 想不想了解醋酸乙烯酯生产工艺的奇妙之处呀?这就好比一场精彩的魔术表演,各种反应和操作让人惊叹不已!
3. 你晓得不,醋酸乙烯酯的生产工艺那可是相当复杂呢!就如同编织一件精美的毛衣,每一针都得恰到好处!
4. 醋酸乙烯酯的生产工艺,这里面的门道可多啦!不就像烹饪一道美味佳肴,需要各种调料和火候的完美配合嘛!
5. 有没有好奇过醋酸乙烯酯到底是怎么被生产出来的呀?这简直就和打造一件艺术品一样,需要用心雕琢!
6. 哎呀,醋酸乙烯酯的生产工艺可真是有趣呢!就跟玩游戏通关似的,每一关都有不同的挑战和惊喜!
7. 你难道不想深入探究一下醋酸乙烯酯的生产工艺吗?这可好比是一次刺激的冒险,充满了未知和新奇!
8. 醋酸乙烯酯的生产工艺啊,那可真是有太多讲究啦!不就如同训练一支优秀的队伍,每个环节都不能掉链子!
9. 有没有兴趣了解醋酸乙烯酯生产工艺背后的故事呀?就好像读一
本精彩的小说,情节跌宕起伏!
10. 想知道醋酸乙烯酯生产工艺是怎么一步步实现的吗?这和盖房子一样,得从根基打起,层层递进呀!。
乙酸乙烯酯

急救措施
皮肤接触:脱去被污染的衣着,用肥皂水和清水彻底冲洗皮肤。 眼睛接触:提起眼睑,用流动清水或生理盐水冲洗。就医。 吸入:迅速脱离现场至空气新鲜处。保持呼吸道通畅。如呼吸困难,给输氧。如呼吸停止,立即进行人工呼 吸。就医。 食入:饮足量温水,催吐。就医。
安全信息
安全术语
风险术语
安全术语
S7:Keep container tightly closed. 保存在严格密闭容器中。 S16:Keep away from sources of ignition - No smoking. 远离火源,禁止吸烟。 S23:Do not breathe gas/fumes/vapour/spray. 不要吸入气体/烟雾/蒸汽/喷雾。 S29:Do not empty into drains. 不要排入下水道。 S33:Take precautionary measures against static discharges. 对静电采取预防措施。 S36/37:Wear suitable protective clothing and gloves.
大量泄漏:构筑围堤或挖坑收容。喷雾状水冷却和稀释蒸气、保护现场人员、把泄漏物稀释成不燃物。用防 爆泵转移至槽车或专用收集器内,回收或运至废物处理场所处置。
防护措施
呼吸系统防护:可能接触其蒸气时,应该佩戴自吸过滤式防毒面具(半面罩)。紧急事态抢救或撤离时,建 议佩戴空气呼吸器。
眼睛防护:戴化学安全防护眼镜。 身体防护:穿防静电工作服。 手防护:戴乳胶手套。 其他:工作现场严禁吸烟。工作毕,淋浴更衣。特别注意眼和呼吸道的防护。
风险术语
R11:Highly flammable. 高度易燃的。
谢谢观看
醋酸乙烯酯

聚醋酸乙烯酯班级:09质检331姓名:吴娟娟时间:2011-05-02一.绪论1.1醋酸乙烯酯的特点醋酸乙烯(Vinyl acetate 简称V A C),又名醋酸乙烯酯,乙酸乙烯酯,醋酸乙烯是一种重要的有机化工原料,是世界上产量最大有机化工原料之一,可用于制造合成纤维维尼纶。
结构式为CH3COOCH=CH2,分子量86.09。
无色透明液体,有醋酸气味。
相对密度(25℃/4℃)0.9317,凝固点-93.2℃,沸点72.2℃,闪点-7.8℃,燃点426.7℃,折射率(n20D)1.3959,溶于乙醇、乙醚、丙酮、氯仿、四氨化碳等有机溶剂,不溶于水。
易聚合,遇盐酸、硝酸、硫酸等反应猛烈。
易燃,能与空气形成爆炸性混合物。
低毒,LD5029200mg/kg,有麻醉性,对眼睛有刺激性,皮肤长期接触会引起皮炎。
贮存于阴凉、通风的库房内,最高温度不超过30℃。
远离火种、热源,防晒。
贮存期1~2个月,长期贮存容易聚合,聚合放热会引起爆炸。
通过自身聚合或与其他单体共聚,可以生成聚乙烯醇(PVA)、醋酸乙烯一乙烯共聚乳液(VAE)或共聚树脂(EVA)、聚醋酸乙烯(PVAC)、醋酸乙烯-氯乙烯共聚物(EVC)等衍生物。
这些衍生物的用途十分广泛,一般可用于粘接剂、纸张或织物的上胶剂、油漆、墨水、皮革加工、乳化剂、水溶性膜、纤维加工、土壤改良剂、乙烯基共聚树脂、缩醛树脂等化工产品方面,随着科学技术的进步,新的应用领域还在不断拓展。
1.2:醋酸乙烯酯的商业价值(醋酸乙烯生成物的应用领域分析)用于制造聚醋酸乙烯乳液(白乳胶);与乙烯共聚制造EVA树脂和VAE乳液;与氯乙烯共聚制造氯醋乳液和氯醋树脂;进行溶剂聚合制造4115高级建筑胶;与丙烯酸丁酯共聚制造醋丙乳液;与丙烯酸丁醋在溶剂中进行共聚,配制建筑密封胶;用作制造丙烯酸酯乳液的硬单体;与丁苯橡胶接枝制造PVC木纹膜胶粘剂。
(1)乙烯-醋酸乙烯共聚物醋酸乙烯最有发展潜力的消费方向就是生产共聚物。
醋酸乙烯酯自聚温度
醋酸乙烯酯自聚温度
醋酸乙烯酯,也称为乙酸乙烯酯,是一种常见的合成树脂,具有许多工业和商业应用。
醋酸乙烯酯的自聚温度是指在何温度下它会开始自发聚合形成聚合物。
醋酸乙烯酯的自聚温度因生产工艺和纯度而异,一般在20-30摄氏度之间。
从化学角度来看,醋酸乙烯酯的自聚温度与其分子结构有关。
醋酸乙烯酯分子中的双键结构使其具有较高的反应活性,因此在适当的温度下,它会开始自发聚合形成聚合物。
这种自聚反应通常在室温下会很缓慢,但在加热至20-30摄氏度时会加快反应速率,导致自聚温度的观察。
此外,工业生产中添加的催化剂和反应条件也会影响醋酸乙烯酯的自聚温度。
通过控制反应温度、压力和添加助剂,可以调整醋酸乙烯酯的自聚温度,以满足特定的生产需求。
总的来说,醋酸乙烯酯的自聚温度是一个复杂的参数,受到多种因素的影响。
在工业生产中,准确控制自聚温度对于生产高质量的聚合物至关重要,因此需要对原料和生产工艺进行精细的调控和优化。
醋酸乙烯凝固点-概述说明以及解释

醋酸乙烯凝固点-概述说明以及解释1.引言1.1 概述醋酸乙烯是一种有机化合物,也被称为乙酸乙烯酯。
它是由乙烯和醋酸反应而成的,具有特殊的化学性质和物理性质。
醋酸乙烯广泛应用于工业领域,例如作为溶剂、粘合剂和涂料成分等。
凝固点是指物质在特定条件下由液态变为固态的温度。
醋酸乙烯的凝固点是本文所要探讨的主题。
研究醋酸乙烯的凝固点对于理解其性质和应用具有重要意义。
本文将结合相关理论和实验研究,探讨醋酸乙烯的凝固点及其影响因素。
通过对醋酸乙烯分子结构和物理性质的分析,我们可以深入理解凝固点背后的科学原理,并为相关领域的研究和应用提供有益参考。
本文的结构如下所示。
首先,将介绍醋酸乙烯的基本性质,包括其化学组成、物理性质和应用范围。
随后,我们将详细讨论凝固点的定义和意义,解释为什么凝固点是研究醋酸乙烯的重要参数。
接着,我们将重点关注醋酸乙烯的凝固点,探究其随温度变化的规律和影响因素。
最后,我们将总结并得出本文的结论,提出对未来研究的展望。
通过对醋酸乙烯凝固点的深入研究,我们可以进一步认识和理解该物质的性质和特点,为相关领域的科学研究和工程应用提供有价值的信息和参考。
醋酸乙烯凝固点的研究还有助于优化生产工艺和提高产品质量。
期待本文可以为读者们提供有益的知识和启示。
1.2 文章结构文章结构部分的内容如下:本文主要围绕醋酸乙烯的凝固点展开讨论。
为了更好地呈现内容,文章分为引言、正文和结论三个部分。
在引言部分,我们首先对本文的主题进行了概述,即醋酸乙烯凝固点的研究。
随后,我们介绍了文章的结构,包括各个部分的内容安排,以便读者能够清晰地了解整篇文章的组织结构。
最后,我们明确了本文的目的,即通过对醋酸乙烯凝固点的研究,探讨其相关性质和影响因素。
接下来是正文部分,其中包括醋酸乙烯的性质和凝固点的定义与意义。
在2.1节中,我们将详细介绍醋酸乙烯的化学性质、物理性质以及其他相关性质,以便读者全面了解该物质的特性。
而在2.2节中,我们将解释凝固点的概念,包括其定义和测量方式,并进一步探讨凝固点在实际应用中的意义和重要性。
醋酸乙烯酯的类型和特点

醋酸乙烯酯的类型和特点醋酸乙烯酯是一种常见的有机化合物,化学式为CH3COOCH2CH3,属于酯类化合物。
醋酸乙烯酯的结构中包含一个醋酸基团和一个乙烯基团,它具有一些特点和应用。
醋酸乙烯酯的物理性质方面,它是无色液体,具有特殊的气味。
它的密度为0.93 g/cm3,沸点为77 ℃,熔点为−93 ℃。
它可以溶于有机溶剂如醇、醚和酮,但不溶于水。
这使得醋酸乙烯酯在某些应用中具有独特的优势。
醋酸乙烯酯的化学性质方面,它是一种稳定的化合物,不易被氧化或水解。
这使得它在许多化学反应中具有良好的稳定性和耐久性。
醋酸乙烯酯可以通过酯交换反应和酸催化反应进行合成。
它可以与许多化合物发生酯化反应,生成不同的酯类产物。
醋酸乙烯酯也可以通过加氢反应转化为乙醇。
醋酸乙烯酯的应用非常广泛。
首先,它是一种重要的溶剂,在油墨、涂料、胶水等行业中被广泛使用。
由于它在水中不溶,可以作为有机溶剂用于溶解不溶于水的物质。
其次,醋酸乙烯酯是合成纤维如聚酯纤维的重要原料。
它可以与醇类反应生成聚酯,聚酯可以用于制造纺织品、塑料等。
另外,醋酸乙烯酯还可以用于制造食品添加剂、香精和香料。
在医药领域,醋酸乙烯酯也被用作溶剂和中间体。
醋酸乙烯酯还具有一些其他特点。
由于它的挥发性较大,吸入过量的醋酸乙烯酯可能对人体健康造成危害,因此在使用时应注意安全。
另外,醋酸乙烯酯的气味较浓,容易对人体产生刺激作用,因此需要在通风条件下使用。
总结起来,醋酸乙烯酯是一种无色液体,具有特殊气味,能溶于有机溶剂而不溶于水。
它具有稳定性高、化学反应性低的特点,广泛应用于溶剂、合成纤维、食品添加剂、香精等领域。
然而,由于其挥发性和气味较浓,使用时需要注意安全和通风条件。
醋酸乙烯酯的特性使其在工业生产和科学研究中发挥着重要的作用。
乙炔制醋酸乙烯酯概述

(4)醋酐旳生成:
2CH3COOH→(CH3CO)2O+H2O CH3CH(OCOCH3)2→(CH3CO)2O+CH3CHO Zn(OCOCH3)2→(CH3CO)2O+ZnO
醋酸乙烯合成反应是在一定温度范围内进行旳。因为醋酸锌-活性炭触媒对乙炔 发生化学吸附起始温度为160℃,而且缔合为双分子旳醋酸在160℃以上开始离 解为单分子醋酸,才干 与乙炔反应。所以, 反应温度不得低于160℃。
当反应温度升高时,反应速度加紧,醋酸单程转化率升高,使空时收率增长。但 反应温度过高,触媒中毒系数增大,选择性降低,付反应增多,使反应液中丙酮、 丁烯醛、二乙烯基乙炔等有害杂质增多,影响产品质量,故反应温度一般不应超 出210℃。
概述
醋酸乙烯合成生产工艺技术概况
⑵天然气乙炔法 以天然气为原料,部分氧化裂解制得乙炔 采用固定床反应器气相催化合成醋酸乙烯旳天然气 乙炔法。 目前国内四川川维引进有生产装置。
概述
醋酸乙烯合成生产工艺技术概况
⑶电石乙炔法
用水与电石生产乙炔
采用沸腾床反应器气相催化合成醋酸乙烯旳电石乙 炔法是最早实现工业化旳一种生产措施。
C2H2+H2O→CH3CHO CH2CHOCOCH3+H2O→CH3CHO+CH3COOH CH3CH(OCOCH3)2→CH3CHO+(CH3CO)2O
(2)丁烯醛旳生成:
2CH3CHO→CH3CH=CHCHO+H2O HC≡CH+CH3CHO→CH3CH=CHCHO
醋酸乙烯酯化学式

醋酸乙烯酯化学式
醋酸乙烯酯,又称乙酸乙烯酯,是一种有机化合物,化学式为C4H6O2或
CH3COOCH=CH2(常温常压下),分子量为86.09 g/mol。
它是一种无色透明的液体,具有水、酒精等对极性物质的溶解性,不溶于烷基烃等非极性溶剂。
醋酸乙烯酯具有酯的特性,随着时间的推移会逐渐水解成为醋酸和乙烯醇。
这个过程
可以在酸性条件下加快,但在碱性条件下会逆转。
醋酸乙烯酯在工业上具有广泛应用。
它可以作为有机溶剂,用于涂料、油漆等的生产中。
此外,它还被用作医药中间体和香料等原料。
另外,它还可以通过聚合反应制备出聚
乙烯酸乙酯等塑料材料。
醋酸乙烯酯的制备方法主要有以下几种:
1. 醋酸乙酯和乙烯基化合物反应,如乙烯、乙烯丙烯橡胶等:
CH3COOCH3 + CH2=CH2 → CH3COOCH=CH2 + CH3CH3
2. 在氧化剂的催化下,乙烯与醇酸反应:
3. 通过酯化反应得到:
总之,醋酸乙烯酯是一种常用有机化合物,具有广泛的应用。
其制备方法多样,可应
用于涂料、油漆、医药、香料等领域。
醋酸乙烯酯国标

醋酸乙烯酯的国标是纯度大于等于99%。
醋酸乙烯酯是一种重要的有机化工原料,主要用于生产聚乙烯醇、涂料、胶粘剂、离子交换剂等。
国标对于醋酸乙烯酯的质量要求比较高,其中纯度是最基本的要求之一。
此外,醋酸乙烯酯的外观、气味、杂质含量等也是国标所规定的指标。
醋酸乙烯酯的国标可以通过相关的标准品进行检测和比较,例如可以通过气相色谱仪等设备进行定量和定性分析。
同时,生产厂家也需要经过相关的质量认证,以保证产品的质量和可靠性。
需要注意的是,醋酸乙烯酯是一种易燃易爆的物质,因此在储存和使用时需要特别注意安全问题。
此外,醋酸乙烯酯对于皮肤和眼睛也有一定的刺激性,因此在操作时需要采取相应的防护措施。
醋酸乙烯

1 概述1.1 醋酸乙烯的性质1.1.1 醋酸乙烯的物理性质醋酸乙烯(Vinyl Acetate,简称V A或V Ac),又称醋酸乙烯酯,乙酸乙烯或乙酸乙烯酯。
相对密度(d2020)0.9317g/cm3,熔点-93.2℃,沸点72.2℃,折射率(n D)1.3953,闪点(开杯)-1.0℃[1]。
醋酸乙烯是无色透明液体,有甜的醚香味,容易燃烧;毒性低,有麻醉性和刺激作用,高浓度蒸汽可引起鼻腔发炎、眼睛出现红点,皮肤长期接触有产生皮炎的可能[1]。
醋酸乙烯与乙醇混溶,能溶于乙醚、丙酮、氯仿、四氯化碳等有机溶剂,不溶于水。
在20℃时,醋酸乙烯在水中的饱和溶液含有醋酸乙烯2.0~2.4%(wt),水在醋酸乙烯中为0.9~1.0%(wt);在50℃时,醋酸乙烯在水中的溶解比20℃时多0.1%(wt),但水在醋酸乙烯中则为2.0%(wt)[2]。
1.1.2 醋酸乙烯的化学性质醋酸乙烯是不饱和的羧酸酯,其化学式为H2C CHOCCH3O醋酸乙烯的化学反应主要涉及分子内的不饱和键及酯基。
醋酸乙烯分子中的碳碳双键很容易发生聚合反应,聚合反应是醋酸乙烯最重要的化学反应,工业上常用的聚合方法包括本体、悬浮、溶液和乳液聚合。
醋酸乙烯的反应除聚合反应外还有加成反应、水解反应、乙烯基转移反应、氧化反应等。
1.2 醋酸乙烯的用途醋酸乙烯是一种重要的有机原料,更是世界上最重要的50种有机化工原料之一。
在实际运用中,醋酸乙烯通过自身聚合或与其他单体聚合,可以生成主要聚醋酸乙烯(PV A)、聚乙烯醇(PVOH)、醋酸乙烯-乙烯共聚乳液(EV A)、醋酸乙烯-氯乙烯共聚物(EVC)、聚乙烯腈共聚单体以及缩醛树脂等衍生物。
这些衍生物在涂料、浆料、粘合剂、维纶、薄膜、皮革加工、合成纤维、土壤改良等方面具有广泛用途,如聚乙烯醇主要用于生产维纶、纺织浆料、涂料、粘合剂、纸张增强剂及涂层、产业聚合助剂等;醋酸乙烯-乙烯共聚树脂、醋酸乙烯-氯乙烯共聚物可广泛用于发泡鞋材、功能性棚膜、包装膜、热熔胶、电线电缆、玩具等生产领域。
醋酸乙烯酯 比热容
醋酸乙烯酯比热容
【原创版】
目录
1.醋酸乙烯酯的概述
2.醋酸乙烯酯的比热容
3.醋酸乙烯酯的用途
4.醋酸乙烯酯的安全性
正文
【1.醋酸乙烯酯的概述】
醋酸乙烯酯,化学式为 (CH3COOCH2CH3),是一种有机化合物,属于酯类物质。
它是无色、易燃、挥发性的液体,具有水果般的气味。
醋酸乙烯酯广泛应用于化工、医药、农药等领域。
【2.醋酸乙烯酯的比热容】
醋酸乙烯酯的比热容是指单位质量的物质在温度改变时所吸收或释放的热量。
对于醋酸乙烯酯,其比热容为 -1.65 kJ/(kg·K)。
这意味着每升醋酸乙烯酯在温度改变时所吸收或释放的热量为1.65千焦耳。
【3.醋酸乙烯酯的用途】
醋酸乙烯酯具有广泛的用途,主要包括以下几个方面:
a.作为有机溶剂,用于涂料、胶粘剂、印刷油墨等行业;
b.用于制备聚醋酸乙烯酯树脂,这种树脂具有良好的耐热性、耐腐蚀性和透明度,可用于制作各种塑料制品;
c.用于制备农药,如杀虫剂、杀菌剂等;
d.用于制药和香料行业,如合成抗感染药物、调味剂等。
醋酸乙烯酯合成方程式

醋酸乙烯酯合成方程式1. 引言1.1 介绍醋酸乙烯酯合成方程式的意义和背景醋酸乙烯酯是一种重要的有机化合物,在化工领域有着广泛的应用。
其合成方程式的意义和背景主要体现在以下几个方面:醋酸乙烯酯是一种重要的溶剂,可以用于合成、溶解和提取多种化合物。
其合成方程式的研究和优化可以提高醋酸乙烯酯的制备效率和质量,进一步拓展其在化工领域的应用范围。
醋酸乙烯酯还是许多高分子化合物的重要原料,如聚乙烯醋酸乙烯酯(EVA)、聚丙烯醋酸乙烯酯(PVAc)等,这些聚合物被广泛应用于塑料、涂料、胶粘剂等领域。
醋酸乙烯酯的合成方程式研究对于提高这些高分子化合物的质量和产量具有重要意义。
醋酸乙烯酯的合成方程式的研究也可以为绿色化工提供参考。
通过优化合成路线和选择合适的催化剂,可以降低能耗、减少废物排放,实现醋酸乙烯酯的绿色制备。
深入研究醋酸乙烯酯合成方程式的意义和背景,有助于推动化工领域的创新发展,提高生产效率,降低环境负担,促进行业可持续发展。
2. 正文2.1 醋酸乙烯酯合成方程式的化学反应过程醋酸乙烯酯的化学反应过程是通过醋酸与乙醇在存在酸催化剂的条件下发生酯化反应而制备得到的。
其化学方程式如下:CH3COOH + C2H5OH → CH3COOC2H5 + H2O在这个反应过程中,醋酸和乙醇发生酯化反应生成醋酸乙烯酯和水。
这是一个酸催化的反应,其中酸催化剂的作用是促进反应的进行,降低反应的活化能,加快反应的速率。
该反应在适当的温度和压力下进行,通常在60-70℃的温度下进行较为理想。
反应物的摩尔比也会影响反应的进行,通常要保持醋酸和乙醇的摩尔比为1:1。
醋酸乙烯酯的合成具有高效、低成本、易操作等优点,因此在化工工业中应用广泛。
通过不断优化反应条件和催化剂的选择,可以提高合成醋酸乙烯酯的产率和纯度,从而拓展其更广泛的应用领域。
醋酸乙烯酯的合成反应是一个重要的工业化学反应,其化学反应过程简单明了,具有较高的可行性和实用价值。
醋酸乙烯酯的结构式
醋酸乙烯酯的结构式
咱来聊聊醋酸乙烯酯这玩意儿的结构式哈。
你知道不,醋酸乙烯酯就像是一个神秘的小魔法分子。
它的结构式呢,就像是一个独特的拼图。
咱先看看它的组成部分,有碳、氢、氧。
这几个家伙凑在一起,可就有了不一样的故事。
碳就像是个调皮的小精灵,在这个结构式里到处乱窜。
一会儿和这个原子勾勾搭搭,一会儿又和那个原子闹闹别扭。
氢呢,就像个乖巧的小跟班,总是跟着碳跑。
氧呢,有点像个厉害的大姐大,管着这一群小家伙。
醋酸乙烯酯的结构式里,这些原子可不是乱摆的。
它们有着自己的规律和秩序。
就好像一个小小的王国,每个原子都有自己的位置和任务。
想象一下,这结构式就像是一个小小的建筑。
碳是大梁,氢是小砖头,氧是那漂亮的装饰。
它们一起搭建起了这个独特的结构。
要是把醋酸乙烯酯的结构式画出来,那可真是一幅有趣的画。
线条弯弯绕绕,原子们像是在跳舞。
有的原子离得近,像是好朋友在聊天;有的原子离得远,像是在互相观望。
这个结构式也有点像我们生活中的一些东西呢。
比如说,它可以像一个复杂的迷宫,让人看了就想进去探索一番。
或者像一个神秘的图案,让人忍不住去猜测它的秘密。
醋酸乙烯酯的结构式就是这么神奇。
它虽然看起来很复杂,但其实也有它的可爱之处。
它是化学世界里的一个小宝藏,等着我们去发现它的奥秘。
醋酸乙烯酯的结构式是由碳、氢、氧等原子按照一定的规律组成的独特结构,就像一个小小的魔法世界,充满了神秘和趣味。
醋酸乙烯酯合成方程式

醋酸乙烯酯合成方程式全文共四篇示例,供读者参考第一篇示例:醋酸乙烯酯是一种重要的有机化合物,常用于涂料、油漆、胶粘剂等领域。
其合成方法有多种,其中最常见的是通过乙烯和乙醇酸酐反应得到。
本文将介绍醋酸乙烯酯的合成方程式及反应机理。
醋酸乙烯酯的合成方程式如下:C2H4 + CH3COOH → CH3COOCH2CH3 + H2O从合成方程式可以看出,醋酸乙烯酯的合成主要包括两个步骤:乙烯和乙醇酸酐的加成反应以及水的消除反应。
乙烯和乙醇酸酐在催化剂的存在下发生加成反应。
乙烯是一种不饱和烃,其分子式为C2H4,乙醇酸酐则是一种酸酐类化合物,其分子式为CH3COOH。
在催化剂的作用下,乙烯的π键与乙醇酸酐的羧基发生加成反应,生成中间体乙酸乙烯酯。
反应的机理如下:在反应过程中,乙烯的双键被打开,形成乙酸乙烯酯的结构。
中间体乙酸乙烯酯在水的作用下经过消除反应,生成最终产物醋酸乙烯酯。
消除反应如下:通过加成反应和消除反应,可以将乙烯和乙醇酸酐转化为醋酸乙烯酯。
这个合成过程是一个重要的有机合成反应,可以在工业上大量生产醋酸乙烯酯。
除了这种合成方法,还有其他方法可以合成醋酸乙烯酯,比如气相氧化法、水合醛缩合法等。
不同的方法有不同的优缺点,可以根据具体情况选择适合的方法进行生产。
醋酸乙烯酯是一种重要的有机化合物,具有广泛的应用领域。
通过乙烯和乙醇酸酐的反应可以合成醋酸乙烯酯,这是一种简单有效的合成方法。
希望本文的介绍能对大家有所帮助,让大家对醋酸乙烯酯的合成有更深入的了解。
第二篇示例:醋酸乙烯酯,化学式为C4H6O2,是一种广泛应用于工业和化学领域的酯类化合物。
它具有较强的溶解性和挥发性,常被用作溶剂、涂料、树脂等原料。
醋酸乙烯酯的合成方法有多种,其中较为常用的是通过醇和醋酸酐反应合成。
下面我们将详细介绍醋酸乙烯酯的合成方程式及其制备过程。
醋酸乙烯酯的合成方程式如下:CH3COOH + C2H4O → CH3COOC2H5 + H2OCH3COOH代表醋酸,C2H4O代表乙烯醇,CH3COOC2H5代表醋酸乙烯酯,H2O代表水。
醋酸乙烯酯

聚醋酸乙烯酯简介聚乙酸乙烯酯(polyvinyl acetate),又名聚醋酸乙烯酯是乙酸乙烯酯(醋酸乙烯酯)的聚合物。
英文缩写为PV Ac。
简称PV Ac,醋酸乙烯酯经聚合生成的聚合物。
是无定形聚合物,外观透明、溶于苯、丙酮和三氯甲烷等溶剂。
物理性质•熔点: 60度密度:1.91g/ml•玻璃化温度:大于28度•软化点:38度•介电常数(103Hz) :1.15•粒径范围:100~1000nm醋酸乙烯酯为无色可燃液体,具有甜的醚香,微溶于水,它在水中的溶解度28℃时为2.5%,而且容易水解。
醋酸乙烯酯蒸气有毒,对中枢神经系统有伤害作用,同时刺激粘膜并引起流泪。
当有少量氧化物存在时,醋酸乙烯酯即可聚合。
聚合方法•1、由醋酸乙烯在醋酸存在下聚合而成,聚合度以250~600为宜,聚合完成后,树脂中残存的微量催化剂通常为过氧化物)、单体和(或)溶剂经真空干燥、蒸汽汽提、洗涤或联合处理法除去。
•2、在醋酸的存在下,以过氧化苯甲酰为引发剂,醋酸乙烯进行本体聚合;或以聚乙烯醇为分散剂,在溶剂中于70~90℃下进行溶液聚合2~6h(聚合度控制在250~600为宜),即得产品•3、随聚合方法不同可制得无色胶乳或无色透明珠状固体。
由醋酸乙烯以自由基引发,剂引发,可用乳液、悬浮、本体和溶液聚合法生产。
也可用作聚乙烯醇和聚乙烯醇缩醛的原料应用•聚醋酸乙烯酯乳液胶黏剂是以醋酸乙烯酯(PV Ac)作为单体在分散介质中经乳液聚合而制得的,俗称白胶或乳白胶优缺点•对多孔材料如木材、纸张、棉布、皮革、陶瓷等有很强的粘合力;•能够室温固化,干燥速度快;•胶膜无色透明,不污染被粘物;•不燃烧,不污染环境,安全无害;•单组分,使用方便,清洗容易,贮存期较长,可达1年以上•耐水性和耐湿性差。
对冷水有一定的耐水性,但对温水的抵抗性极差;易吸湿,在湿度为65%的空气中吸湿率为胶重的1.3%,而在湿度为96%的空气中吸湿率则为3.5%。
•具有热塑性,耐热性差。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(一)反应原理
1.主反应
2.副反应:主要是乙醛、巴豆醛(丁烯醛)、丙酮、二醋酸亚乙酯、醋酸酐的生成;而且随着温度的升高,副反应加剧,因此,有效控制反应温度,以及避免局部过热是抑制副反应发生的有效途径。
(二)工艺条件
1.反应温度:影响空时收率和选择性,当使用“钯-金-醋酸钾-硅胶”催化剂时,反应温度一般控制在438~453K。
2.反应压力:加压有利于反应的进行,并可提高设备的生产能力,同时综合考虑经济和安全因素,工业上操作压力为0.8MPa左右。
3.空间速度:综合考虑乙烯转化率、选择性、空时收率、反应热的移出等各方面因素,选择适宜的空速。工业上一般控制在1200~1800h-1。
3.反应动力学方程:是典型的气固相催化反应,该反应以表面化学反应为控制步骤。由反应动力学方程可以得知,反应速率与乙炔的分压及催化剂醋酸锌的浓度成正比,而与醋酸的分压无关。
4.催化剂的组成及各组分的作用:
工业上常用锌的化合物(醋酸锌)为主催化剂;活性碳为载体,该载体同时具有助催化作用;用醋酸锰和醋酸铅作助催化剂,可减少催化剂表面积碳,延长催化剂的使用寿命。新催化剂的研究工作——以氧化锌为主体的多元催化剂。
(4)助催化剂醋酸钾(又称缓和剂),不仅可提高催化剂的活性,而且能抑制生成二氧化碳的深度氧化,从而提高反应的选择性。助催化剂醋酸钾的用量通常为钯含量的10倍。在反应过程中,醋酸钾会随物料逐渐流失,造成催化剂活性和反应选择性降低,为此,生产中必须连续补加醋酸钾。
(5)载体是影响催化剂活性的重要因素。在反应条件下,要求载体能耐醋酸腐蚀,并保持物理性能和机械性能基本不变。工业上广泛采用硅胶为载体。
参考资料
<<有机化工生产技术>>梁凤凯、舒均杰编
教研室主任:年月日
教学内容及过程设计
醋酸乙烯酯(vinyl acetate),俗称:醋酸乙烯
基本性质:
爆炸极限(2.65%~38%),有毒(其蒸气对人的眼睛和皮肤有刺激作用,空气中最高允许浓度为5mg/m3),与水形成共沸物(共沸点为333K,共沸物中醋酸乙烯酯质量分数为93.5%)等。
4.原料气配比:
(2)醋酸和氧气的配比——醋酸与氧气配比对反应的影响如图3-12所示。
从图可以看出:在一定范围内,当醋酸与氧气的摩尔比增加时,醋酸乙烯空时收率增加;而醋酸转化率却明显下降,而醋酸转化率的降低会导致醋酸分离回收负荷增加。
工业生产中,在.8MPa反应压力下,乙烯、氧和醋酸的配比范围是12~15∶1∶3~4(摩尔)。
(2)催化剂的活性与钯含量有关,也与钯在载体表面上的分散度有关。钯含量愈高,催化剂的活性愈高。但钯是贵金属,其含量高会增加生产成本,并考虑到高活性条件下反应热的移除问题,一般控制钯含量约为3.0kg/(m3催化剂)。此外,钯在载体表面上的分散度也应适宜,太大的分散度反而会降低催化剂的活性。
(3)金的存在可防止钯的凝聚,使钯在载体上有良好的分散度,从而提高催化剂的活性,延长催化剂的寿命。金的含量一般为1.4kg/(m3催化剂)左右。
化学结构特点:含有不饱和双键,因而具有加成反应和聚合反应的能力。
任务三:醋酸乙烯酯的生产技术
一、乙烯氧化法
(一)反应原理
1.主反应—可作为不可逆反应处理(平衡常数很大)
2.副反应—主要是原料乙烯的深度氧化;
3.催化剂的组成及各组分的作用
(1)乙烯氧化法采用钯-金(或铂)/二氧化硅作为催化剂,并添加一些醋酸钾(或醋酸钠)作助催化剂,原料乙烯、氧气和醋酸呈气相,所以反应过程属于气-固非均相催化反应。
为防止催化剂中毒,生产中要严格控制乙烯原料中卤素、硫、一氧化碳、炔烃、胺、芳香烃及腈等化合物的含量;为防止对有关设备的腐蚀,醋酸中的甲酸量也要加以控制。在钯-金-醋酸钾-硅胶催化剂存在下,乙烯气相氧化生产醋酸乙烯酯的工艺流程可分为醋酸乙烯酯的合成和醋酸乙烯酯的精制与醋酸的回收两大部分:
1.醋酸乙烯酯的合成
2.醋酸乙烯酯的精制和醋酸的回收
二、乙炔法生产醋酸乙烯酯
乙炔法合成醋酸乙烯酯的工艺过程又分为液相法和气相法两种。
(1)液相法:是以气体乙炔与液体醋酸在分散于醋酸中的催化剂作用下进行的。催化剂可采用各种酸(硫酸、乙基硫酸、磷酸等)的汞盐。该法由于存在催化剂(汞盐)有毒且耗量大,以及反应会生成大量副产物二醋酸亚乙酯等缺点,近代工业生产中已被气相法所取代
4.原料气配比:原料气的配比受乙烯和氧气的爆炸极限制约,同时也对反应结果产生很大影响。
(1)乙烯与氧气的配比——按照化学计量方程式,乙烯和氧气的摩尔比应为2∶1,但由于受反应条件下爆炸极限浓度所限,实际生产中乙烯是大大过量的。一般采用乙烯与氧气的摩尔比为9~15∶1。
乙烯与氧的配比选择还与系统操作压力有关,当反应压力为0.8MPa时,乙烯与氧气的摩尔比为12~15∶1。所以,在反应过程中有大量未反应的原料气需循环使用。
日期
4月16
星期
三
班级
12应化
节次
5-6
教学课题
任务三:醋酸乙烯酯的生产技术
计划学时
教学目标
知识目标:1.了解醋酸乙烯酯的的用途;
2.掌握醋酸乙烯酯的生产技术;
技能目标:熟悉醋酸乙烯酯的生产技术
其他技能目标:
课堂类型
理论课
主要教
学方法
图示法,讲授法
教学重点
醋酸乙烯酯的生产技术
教学难点
醋酸乙烯酯的生产技术
(3)水和二氧化碳
原料中适量水的存在,可提高催化剂的活性,并可减少醋酸对设备的腐蚀,因此,生产中采用含水醋酸。一般控制反应气中含水量约6%(摩尔)。
二氧化碳是反应的副产物,存在于循环气中。适量二氧化碳的存在既有利于反应热的移除,又可抑制乙烯的深度氧化反应,且使氧的爆炸极限浓度提高。
(4)有害成分发控制
1.反应温度:
最适宜的反应温度是443~483K之间(考虑反应速率、副产物及产品质量)。
生产醋酸乙烯是一放热过程,在反应过程中应及时移除反应热是控制反应温度稳定的关键。
2.空间速度:
当催化剂装载量恒定时,接触时间与空速成反比。