最新(中英文)检具设计方案
检具英文词汇总结

检具:Checking fixture Gauge /gage机器:线切割Wire cutters磨床grinder铣床milling machine车床lathe钻床drill press刨床planer锯床saw三坐标测量机COORD3 CMM零件:销pin销子dowel插销stab pin止通规Go/no Go pins夹钳clamp衬套bushing卡扣clip金属卡扣metallic clip百分表dial indicator = comparator = caliber 打表点dial point磁铁magnet塞尺feeler吊环lift rings把手handle / grip/hand knobs垫片shim螺钉screw螺纹screw thread导轨guide rail滑块slide block小车movable table /cart热处理Heat treatment:调质aging淬火quench发黑nigrescence blackening 镀铬chromeplate阳极氧化anodic oxidation喷漆painting镀锌zinc-coated术语数模math data3维 3 dimension (3 D)基准datum定位面net pads/ support surface/ locating surface定位点RPS points模拟块mask / module block平齐面Flushness支撑面support surface检测块:Checking block坐标系coordinate system校准calibrate孔位position of pins法线normal观察孔sight hole倒角切面chamfering斜角chamfer angle马蹄形clevis干涉conflictive /interference菱形diamond / lozenge锥形taper /圆锥形的conical椭圆形ellipse /长方形oblong环境件Neighboring parts插入insert into车内部零件径rip板金sheetmetal仪表板instrument panel (IP)盖子lid副仪表板console门板door panel (DP)白车身body in white (BIW)C 柱 C Pillar发动机罩hood上体发泡件Top Cover foamed注塑骨架检测:milled CHO (injection substrate)整车测量样架whole vehicle inspection frame samples车顶饰顶decoration roof天窗clerestory挡风玻璃windshield仪表板骨架framework of instrument panel 自动油管automatic vitta油箱oil box车灯light of automobile轮毂wheel /hub仪表盘meter tray保险防撞杆collision bumper仪表盘上饰板plaque in meter tray焊接板筋Blackstraps jointing衣帽架coatrack导航饰框decoration frame for navigation 方向盘steering wheel测试工装test accessorial tools地毯carpet各类管道conduit of every sort and kind饰条decoration strip脚踏板pedal仪表台装饰板plaque in meter platform气囊门铰链airbag door gemel外测出风口总成outer vent assembly中间出风口总成mid vent assembly气囊门支架airbag door support驾驶侧下挡板本体drive side baffle (lower) boarding /carrier(载体)仪表盒骨架测量支架instrument box CCB measurement support手套箱总成glove box assembly转向柱上护盖column cover upper转向柱下护盖olumn cover lower挡风板检具weather panel饰条本体decoration strip boarding /carrier(载体)前围后上板总成—左驾检具cowl panel assembly rear—left drive后门框饰条doorframe decoration strip rear 驾驶侧端drive side骨架armature / CCB内饰、外饰零件Exterior and interior parts 出风口vent杯托拉门Tambour Door臂托Armrest控制开关面板 Switch Bezel把手盖板 Grab Handle Bezel 检具出货Gauge releasefirst gear 一档second gear 二档reverse 倒车档two-stroke engine 二冲程发动机diesel 柴油机limousine 豪华轿车drophead活动车篷汽车racing car赛车saloon轿车roadster 敞蓬车wecker, beat-up car, jalopy 老爷车notchback 客货两用车four-wheel drive 四轮驱动front-wheel drive 前轮驱动trailer 拖车station wagon 小旅行车truck 卡车compact car 小型汽车light-van 小型货车garbage truck 垃圾车automobile carrier 货运卡车fire engine 消防车tractor 牵引车ambulance 救护车taxi 出租车, 计程车trailer truck 拖车sports car 跑车formula car 方程式赛车, 方程式汽车mail car 邮车jeep 吉普车bloodmobile 血浆车bumper car 碰撞用汽车camper 露营车police car 警车wrecker 清障车ambulance 急救车汽车外设front wheel 前轮rear wheel 后轮tread 轮距chassis 底盘bodywork, body 车身rear window 后窗玻璃windscreen 挡风玻璃] windscreen wiper 雨刮器fender, wing, mudguard 挡泥板radiator grille 水箱wing mirror 后视镜bonnet 发动机盖boot 行李箱roof rack, luggage rack 行李架license plate, number plate 车号牌wing 前翼子板hubcap 轮毂罩bumper 保险杠front blinker 前信号灯taillight, tail lamp 尾灯backup light, reversing light 倒车灯stoplight, stop lamp 刹车灯rear blinker 转弯指示灯trunk, boot 行李箱bumper 保险杠tailpipe 排气管汽车内部back seat, rear seat 后座driver's seat, driving seat 驾驶席passenger seat 旅客席steering wheel, wheel 方向盘rear-view mirror, driving mirror 后视镜horn, hooter 喇叭choke 熄火装置gear stick, gear change 变速杆gearbox 变速箱[starter, self-starter 起动器,起动钮brake pedal 刹车踏板clutch pedal 离合器踏板hand brake 手制动器foot brake 脚制动器dashboard 仪表板milometer 里程表speedometer, clock 速度表transmission 传动piston 活塞radiator 散热器fan belt 风扇皮带shaft 传动轴inner tube 内胎drain tap 排气阀门silencer 消音器tank 油箱overflow 溢流孔valve 阀门exhaust pipe 排气管spare wheel 备胎,备用轮胎carburettor 汽化器保险杠bumper引擎盖hood前灯headlight转向灯indicator侧灯parking light也有叫sidelight的。
检具设计方案

检具资料二、设计总则1、乙方在进行工艺方案和检具设计时,除本协议特殊要求外,优先采用甲方提供的《冲压检具设计与制造标准书》、三维数据中的各种标准。
当该标准不能指导设计时,可选用中国汽车联合会标准或经甲方确认的企业标准。
2、除特殊注明外,所有图纸资料必须符合机械制图国家标准GB4457~4460—84,GB13 1—83。
3、所有检具式样图按2D进行设计,文件类型为dwg或dxf格式。
4、图面要求:a、图幅要求:按机械制图国家标准,但宽度不得超过841mm;b、图纸标题栏:长安公司标准;c、视图投影法:一角法;d、图型比例:1/1,1/2,1/3;e、图面使用文字:汉语;f、尺寸表示:公制;g、零件图作图样式:右侧零件;h、检具在设计时,应考虑样板刀检测措施i、;零件明细表:制造厂商自己标准。
5、检具设计总原则:重量轻、造型美、测量准确、操作方便。
6、检具在设计上应考虑检验工人在检测数据操作时图纸资料的摆放位置。
7、检具在设计时,应考虑高度的适宜性(图纸资料会签时双方商定)。
8、检具在设计中,标牌的式样应以长安金陵公司提供的要求为准。
9、检具的型面应光滑无痕。
三、工艺数模要求1、工艺建模采用三维合格的正版软件,甲方接受CATIAP3V5R10或UG NX的Part文件格式或IGES文件格式。
2、零件工艺数模尺寸满足工艺方案设计要求,零件型面尺寸参照甲方提供的产品数据。
误差不超过0.01mm。
3、所有零部件在建模中的坐标以零件工艺方案的基准点坐标为准。
4、所有的零部件数模均应保持参数化。
5、所建数模对称部份不用另外重建数模,只针对非对称部份进行局部建模。
6、文件的命名规则:检具的数模文件用甲方提供的该零件或总成的代号命名,一副检具只对应一个文件,不再另建零件数据文件。
八、检验夹具设计制造的要求1、检具制作总的技术要求:(1)、检具的设计、制造和验收以产品图、数据主模型为依据,并满足产品质量基准书、检具设计方案书及检具图的要求。
产品设计英文方案范文

产品设计英文方案范文English Answer:Executive Summary.The following product design brief outlines the vision, objectives, and strategies for the development of an innovative [product name]. This brief is intended to provide a comprehensive framework for the design team to follow throughout the product development process.Problem Statement.[Define the specific problem or opportunity that the product aims to address. Quantify the problem and provide supporting data if possible.]Target Audience.[Identify the specific target audience for the product.Describe their demographics, psychographics, and needs.]Product Vision.[Describe the overall vision and purpose of the product. Explain how the product will solve the problem or address the opportunity identified in the problem statement.]Product Objectives.[List the specific objectives that the product must achieve in order to be successful. These objectives should be measurable, achievable, relevant, and time-bound (SMART).]Product Features and Benefits.[Describe the key features and benefits of the product. Explain how these features will meet the needs of thetarget audience and address the problem statement.]Product Design Constraints.[Identify any constraints or limitations that may impact the product design. These constraints may include technical, financial, or regulatory factors.]Product Development Process.[Outline the proposed product development process. This may include steps such as user research, concept development, prototyping, testing, and manufacturing.]Product Timeline and Budget.[Provide an estimated timeline and budget for the product development process. Identify any dependencies or critical milestones.]Product Evaluation.[Describe the metrics that will be used to evaluate the success of the product. Explain how these metrics will be measured and tracked.]Conclusion.This product design brief provides a roadmap for the development of an innovative [product name]. By following this brief, the design team will be able to create a product that meets the needs of the target audience, solves the problem statement, and achieves the product objectives.中文回答:执行摘要。
S3-4检具式样书中英文版

NO.
日期 Date
设变内容 Design Change
承认 Approval
检具式样书 Patterns of Inspection Equipment
TK-SQA-QR-[3-4]
检具式样书 Patterns of Inspection Equipment
TK-SQA-QR-[3-4]
检具检验基准 Standards for Gauge Inspection 1.8X X Y Z 1.7Y 2.3Z
检验基准方式: Standard Method for Inspection: 三次元量测 3D Measuring
体积 Volume 检具预定完成日期: Expected Date of Gauge Completion: TK-SQA-QR-[3-4]
底座 Base
支撑架 Support Frame □铁管 Iron pipe □铝管 Aluminium pipe □铝块 Aluminium block □电木 Bakelite □铁块 Iron block □铝块 Aluminium block □ □ □ t : mm □树脂 Resin □石膏 Plaster □铝板 Aluminium plate □铁板 Iron plate □电木 Bakelite □ □ □ □ t : mm
检具式样书 Patterns of Inspection Equipment
客户 Client
件号 Part No. 高田(上海)汽配制造有限公司 Takata (Shanghai) Automotive Component Co., Ltd.
制作依据 Manufacturing Basis □蓝图 Blueprint □CAD DATE □检规 Position gauge □M/M □样件 Sample □ □ □ □
检具设计方案

检具设计方案
一、概述
检具是在制造业中必不可少的生产工具,其作用是检验产品的
尺寸、外观等方面是否符合要求。
为了提高生产效率和产品质量,设计一个合适的检具至关重要。
本文将介绍一个针对小型零部件
的检具设计方案。
二、产品需求
该产品是一个小型零部件,尺寸为直径5mm,高度3mm。
需
要测量的尺寸包括直径、高度、平行度和同心度。
检具需要具备
高度精确度和稳定性,同时能够满足不同批次产品的生产需求。
三、设计方案
3.1 检具材料
根据产品的要求,检具应选用高硬度和高精度的材料。
本方案
建议使用石英玻璃,因其硬度高、材料稳定性好,而且具有耐高温、抗化学腐蚀的特性。
3.2 检具结构
本方案设计了一个圆柱形的检具,底座直径为10mm,高度为8mm,检具底座和基座用4个定位销连接,保证了检具与基座之间的稳定性。
检具主体为一个通径5mm、高度5mm的圆柱形,在主体上依次加工成平行面、内孔和刻度盘。
3.3 制作方法
根据设计方案,选用数控加工设备完成检具加工。
首先,用CNC数控车加工检具主体的基本形状,接着使用精密加工设备,切割出相应的平面和内孔。
最后,用电解蚀刻法在主体切面上刻出刻度盘,确保测量数据的准确性。
四、结论
本文提出了一个针对小型零部件的检具设计方案,通过选择合适的材料和设计检具结构,总结出一套精准而稳定的检具制作方法,提到检具需要具备高度精确度和稳定性,同时能够满足不同批次产品的生产需求。
Grakon(东莞)检具设计制作标准
1、总则:该标准适用于Grakon内部及从供应商处采购的检具、检具零件、标准件,所有细节见该标准相关章节。
如对具体要求有疑问或不清楚时必须告知检具相关负责人以便采取恰当的措施。
如有其它具体要求内部及供应商必须严格执行。
2、定义:检具是一种用来测量和评价产品尺寸质量的专用检测设备。
当产品准确地安装在检具上,通过目测,或者借助测量表,卡尺和检测销等检测工具对部品孔位,型面,周边轮廓进行检测。
检具能快速、准确直接的判定产品是否合格,并且成本低,易于搬运,适合大批量生产产品使用。
3、设计:所有检具设计必须考虑以下要素:3.1操作人员人身安全3.2检具在满足检测要求的前提下轻巧、简便3.3工艺简单3.4操作简单且检测方便3.5维护成本低4、布局:4.1检具必须按车体坐标设计,可按90°的倍数旋转放置。
4.2为了方便使用和管理,左右件的产品只要外形尺寸允许,左右件共用一块底板(客户要求除外)。
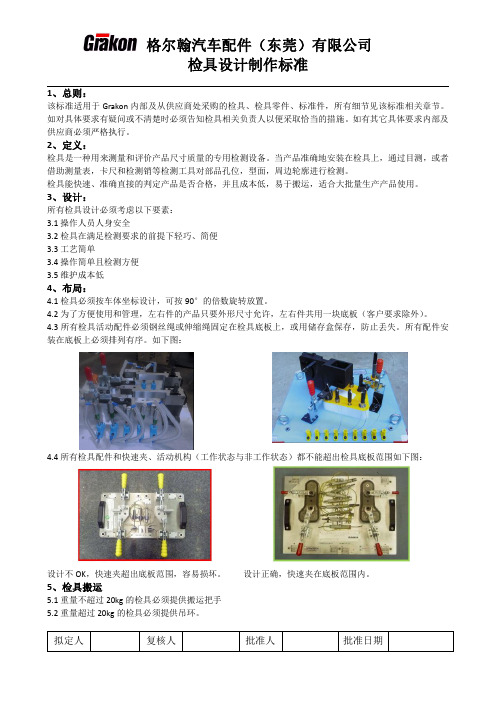
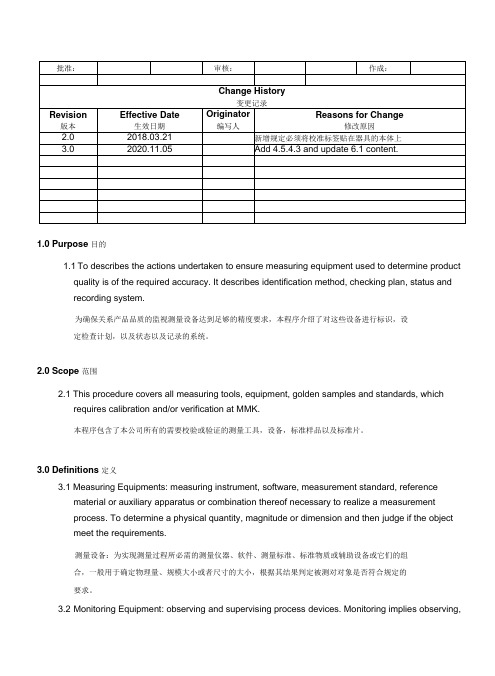
4.3所有检具活动配件必须钢丝绳或伸缩绳固定在检具底板上,或用储存盒保存,防止丢失。
所有配件安装在底板上必须排列有序。
如下图:4.4所有检具配件和快速夹、活动机构(工作状态与非工作状态)都不能超出检具底板范围如下图:设计不OK,快速夹超出底板范围,容易损坏。
设计正确,快速夹在底板范围内。
5、检具搬运5.1重量不超过20kg的检具必须提供搬运把手5.2重量超过20kg的检具必须提供吊环。
5.3所有检具都需要加亚克力防尘罩。
5.4检具推车检具底板超过600mm,检具需要提供推车。
检具推车的高度需考虑人体工程学(地面到检具底板的距离为1000mm左右)推车脚轮,2个定向,2个万向(万向安装在推车把手端)。
如下图:6、底板:6.1底板材质AL6061。
6.2表面处理阳极,喷砂。
6.3底板必须处于水平位置,另有规定除外。
6.4底板外形必须稳固且防腐,另有规定除外。
底板尺寸必须使检具布局最佳。
6.5底板厚度必须有足够的强度,必须消除应力,保证长期使用能承受检具的重量,不变形:底板尺寸(单位mm)底板厚度(单位mm)小于40020400-70025700-1000301000以上35或焊接架子或铸铝6.6底板的刻线需要上油漆。
检具初步设计方案

此检测销为滑动推销
Shanghai Jin chi Mould Technology Co ., Ltd
金池模具
步骤三
此塞尺通规为0.1mm,止规为0.2mm
Shanghai Jin chi Mould Technology Co ., Ltd
金池模具
步骤四
Shanghai Jin chi Mould Technology Co ., Ltd
Shanghai Jin chi Mould Technology Co ., Ltd
金池模具
金池模具
40096759检具设计的不同点
C基准锥度定位销
A面做成中间为一通孔中间放弹簧二头伸出面0.1的柱体来 与产品面完全二面结合,B处销子改为锥销,其它你得画出 来才能知道。你要把这二个全部画出来,其它同上个件。 再细研究好图纸提供我们客户再看下。谢谢你!
此产品的定位用内侧面,所以卡进凸台后用插销定位,定位结构有所 改变,其余的检测方式与40096761检具相同。
40096759-61检具设计方案
Shanghai Jin chi Mould Technol销结构
图示为检测孔径和槽的通止规
Shanghai Jin chi Mould Technology Co ., Ltd
金池模具
步骤二
C基准销改为锥销,与B面接触的面改为可以 在公差范围内活动的弹性面,只是微小位移 量。
检具方案书—模版

D2
5
划线销 Marking pin
D1
6
划线销 Marking pin
D2
7
标记 Mark
处数 Quantity
8
9
Ф10 Ф10 Ф7 Ф24 Ф7 Ф24
10
NO
名称 Name
标识 孔径 Mark Dia.
1
衬套/Bush
B Ф14
2
衬套/Bush
C Ф14
3
衬套/Bush
Cr13 2Cr13
热处理 Hardness
45~50 45~50 45~50 45~50
备注 Remark
带牙的
6 检测要素:面 Inspection Element:surface
A1
NO
名称 Name
区域
止规
通规
Area No go size Go size
数量 Qty
处数/Quantity
5
基准面 Datum plane
处数/Quantity
压紧点
6 Clamping 处数/Quantity
points
检具
摆放
方式 Sett
?
ing
Meth
od
?
检具C/F:长×宽×高 Length x Width x height
备注 Remark
加一小推车/Add a handcart
销子大小 0~0.02 Pin Size
销子导向 h6
Guide dia.
数量 Qty
材质 Materi
al
热处理 Hardne
ss
备注 Remark
1)铁制/Steel
检具方案范文

检具方案检具方案引言本文档将介绍一种用于制作检具的方案。
检具是用于检测和测量零件几何形状和尺寸的工具。
它们在制造业中非常重要,用于确保产品的质量和一致性。
1. 背景在制造过程中,为了确保产品的尺寸和形状符合设计要求,通常会使用检具进行检测。
检具可以是简单的模板或辅助工具,也可以是复杂的测量仪器。
制作一个有效的检具方案需要考虑以下几个方面:- 检具的类型和用途- 材料选择- 制作工艺2. 检具的类型和用途检具可以根据其功能和用途来分类。
以下是一些常见的检具类型:1. 测量检具:用于测量零件的尺寸和几何参数,例如千分尺、游标卡尺等。
2. 定位检具:用于确保零件在加工和装配过程中的正确位置,例如夹具、模具等。
3. 过程控制检具:用于监控制造过程中的参数和指标,例如温度计、传感器等。
根据不同的检具类型,制作方案和要求也有所不同。
3. 材料选择选择适当的材料对于制作高质量的检具至关重要。
以下是常用的检具材料及其特点:- 钢材:具有优秀的强度和耐磨性,适用于大多数检具类型。
常用的钢材包括工具钢、不锈钢等。
- 聚合物材料:具有较低的成本和重量,并且可以提供较好的耐磨性和耐腐蚀性。
聚乙烯、聚丙烯等聚合物材料常用于制作检具。
- 合金材料:具有较高的强度和耐磨性,适用于需要承受高压力和负载的检具。
铝合金、钛合金等常用于制作检具。
材料的选择应综合考虑使用环境、成本和性能要求等因素。
4. 制作工艺制作高质量的检具需要合适的工艺流程。
以下是通用的制作工艺步骤:1. 设计:根据零件的尺寸和几何要求,绘制检具的设计图。
设计应考虑到材料的特性、可制造性和使用要求。
2. 制造:根据设计图,选择适当的加工设备和工艺,进行检具的制造。
常用的加工技术包括数控加工、铣削、钻孔等。
3. 装配:将各个零部件组装到一起,确保检具的功能完整和可用性。
装配过程中需要注意工艺要求和质量控制。
4. 调试:对制造的检具进行调试和测试,确保其正常工作和符合要求。
量具检具英文对照(02084)

1.角度块 angle block gauge 2.正多面棱体 regular polygon mirror 3.刀具角度样板 cutter angular template 4.直角尺 square 5.平行直角尺 parallel square 6.宽座直角尺 wide-stand square 7.刀口形直角尺 edge square 8.矩形直角尺 square square 9.三角形直角尺 three angle square 10.圆柱直角尺 cylinder square 11.方形角尺 square guage
22.电子水平仪 electronic level meter 23.指针式电子水平仪 electronic level meter with indicator 24.数显式电子水平仪 electronic level meter with digital display 25.平直度测量仪 straightness measuring instrument 26.光学式平直度测量仪 optical straightness measuring instrument 27.光电式平直度测量仪 photoelectrical straightness measuring instrument 28.圆度测量仪 roundness measuring instrument
12.深度千分尺 depth micrometer 13.内径千分尺 internal micrometer 14.单杆式内径千分尺 single-body internal micrometer 15.表式内径千分尺 dail internal micrometer 16.三爪式内径千分尺 three point internal micrometer 17.电子数显三爪式内径千分尺 three point internal micrometer
检具设计方案

检具设计方案一、引言检具是用于量仪器件的形状、尺寸、相对位置和工艺性能等特征的装置或工装。
为了提高生产制造效率,确保产品质量,设计一个合理可行的检具十分重要。
本文将从设计方案的制定、具体实施和效果评估等方面,探讨一种适用的检具设计方案。
二、设计方案制定1.需求分析首先,我们要对待检测的对象进行需求分析,了解其形状、尺寸、相对位置及工艺性能的特征。
同时,根据生产制造工艺和生产要求,确定对检具的要求,例如检具的精度、稳定性等。
2.方案设计根据需求分析所得的信息,考虑设计多种可能的检具方案。
比较优劣势,综合考虑因素选择最佳方案。
设计方案时要充分考虑结构的合理性、可制造性和经济性。
三、具体实施1.材料选择根据待检测对象的特点和对检具的要求,选择适当的材料,如金属、塑料等。
同时要考虑材料的物理、化学性质,确保检具具备足够的强度、硬度和稳定性。
2.结构设计根据待检测对象的形态特征,结合选择的材料,设计相应的结构形式,确保检具能够稳定地固定待检测对象,并准确测量其特征。
应充分考虑结构的可拆卸性、调整性和易用性。
3.加工制造根据设计的结构图纸,制作检具样品。
在加工制造过程中要保证精度控制,确保检具的尺寸和形状满足设计要求。
加工完成后,对检具进行必要的调试和校验,以保证其正常工作。
四、效果评估1.实际应用测试将设计制造好的检具应用于实际生产中,对待检测对象进行试验测试,观察并记录检具的使用情况和效果。
根据测试结果,及时调整和改进设计方案,确保其满足实际需求并提高生产效率。
2.性能评价对使用一段时间的检具进行定期的性能评价。
结合生产统计数据和产品质量标准,对检具的精度、稳定性和耐久性等进行评估,以验证设计方案的可行性和有效性。
3.改进优化根据评估结果,发现不足和问题,对检具的设计方案进行改进优化。
通过优化设计,可以减少生产成本,提高质量稳定性和生产效率,实现更好的检测效果。
五、总结合理设计的检具方案对于提高生产效率和产品质量至关重要。
Measuring Devices Control测量仪器管理程序(中英文)
1.0 Purpose 目的1.1 To describes the actions undertaken to ensure measuring equipment used to determine productquality is of the required accuracy. It describes identification method, checking plan, status andrecording system.为确保关系产品品质的监视测量设备达到足够的精度要求,本程序介绍了对这些设备进行标识,设定检查计划,以及状态以及记录的系统。
2.0 Scope 范围2.1 This procedure covers all measuring tools, equipment, golden samples and standards, whichrequires calibration and/or verification at MMK.本程序包含了本公司所有的需要校验或验证的测量工具,设备,标准样品以及标准片。
3.0 Definitions 定义3.1 Measuring Equipments: measuring instrument, software, measurement standard, referencematerial or auxiliary apparatus or combination thereof necessary to realize a measurementprocess. To determine a physical quantity, magnitude or dimension and then judge if the objectmeet the requirements.测量设备:为实现测量过程所必需的测量仪器、软件、测量标准、标准物质或辅助设备或它们的组合,一般用于确定物理量、规模大小或者尺寸的大小,根据其结果判定被测对对象是否符合规定的要求。
控制计划(中英文标准模板)
控制计划(中英⽂标准模板)Techniquece47±10-300mm(0.02)深度尺Depth Gages⾸末检1件、巡检5件、⾃检5件first and end inspection 1pcs,inspection 5pcs,self-inspection 5pcs⾸末检1次、巡检每2⼩时、⾃检每1⼩时first and end inspection 1,inspection every 2hrs,self-inspection every hrs标识、隔离、检查模具Identification ,Separate ,Checkthe die B-1压⼒Pressure◇上缸Cylinder 15(+1,0)Mpa下缸Undercylinder9(+1,0)Mpa⽬视Visual1每班Every shift调整设备、上报Adjustment equipment ,reportingφ142.5(+0.2,-0.3)0-150mm(0.02)游标卡尺A-3◇47±10-300mm(0.02)深度尺Depth Gages⾸末检1件、巡检5件、⾃检5件first and end inspection 1pcs,inspection 5pcs,self-inspection 5pcs⾸末检1次、巡检每2⼩时、⾃检每1⼩时first and end inspection 1,inspection every 2hrs,self-inspectionevery hrs标识、隔离、检查模具Identification ,Separate ,Checkthe die B-1压⼒Pressure◇上缸Cylinder 15(+1,0)Mpa下缸Undercylinder9(+1,0)Mpa⽬视Visual1每班Every shift调整设备、上报Adjustment equipment ,reportingφ214±0.50-300mm(0.02)游标卡尺Calipers6×φ8.7±0.250-150mm(0.02)游标卡尺Calipers A-4◇HDJ-H0001检具Gage⾸末检1件、巡检5件、⾃检5件first and end inspection 1pcs,inspection 5pcs,self-inspection 5pcs末检1次、巡检每2⼩时、⾃检每1⼩时first and end inspection 1,inspection every 2hrs,self-inspectionevery hrsφ205±0.750-300mm(0.02)游标卡尺Calipers 深度Depth检验记录Inspection record50整形ShapingJY32-315/315T油压机Hydraulic Press 直径Diameter ⾸末检1件、巡检3件、⾃检3件first and end inspection 1pcs,inspection 3pcs,self-inspection 3pcs ⾸末检1次、巡检每4⼩时、⾃检每1⼩时first and end inspection 1,inspection every 4hrs,self-inspectionevery hrs 检验记录Inspection recordHD134-H014/整形模Shaping Die⾼度Height检验记录Inspection record标识、隔离、检查模具Identification ,Separate ,CheckHD146-H011/切边冲孔模Trimming and Punching die位置度Location degreeJA21-160/160T冲床Presses深度Depth直径Diameter 检验记录Inspection record标识、隔离、检查模具Identification ,Separate ,Checkthe die40冲压拉深成形Punch冲压切边冲孔Trimming and PunchingJB21-160B-SM/160T冲床直径Diameter⾸末检1件、巡检3件、⾃检3件first and endinspection⾸末检1次、巡检每4⼩时、⾃检每1⼩时first and end inspection60⾸末检1件、巡检3件、⾃检3件first and end inspection 1pcs,inspection3pcs,self-inspection 3pcs⾸末检1次、巡检每4⼩时、⾃检每1⼩时first and end inspection 1,inspection every 4hrs,self-inspection every hrsTechnique ce10(+2,0)0-300mm(0.02)⾼度尺Height Gages85°±0.5°0-360°(2′)万能⾓度尺Universal angle rulerA-5◇⾸末检、巡检0-10mm(0.01)百分表/⾃检 0-1mm塞尺First and endinspection 0-10mm(0.01) Dialindicator/Self-inspection 0-1mmFeeler⾸末检1件、巡检5件(X-R图)、⾃检5件first and endinspection1pcs,inspection 5pcs(X-R末检1次、巡检每2⼩时、⾃检每1⼩时first and end inspection1,inspection every2hrs,self-inspection everyhrsφ4(+2,-1)0-150mm(0.02)游标卡尺Calipers1±0.250-300mm(0.02)⾼度尺Height Gages90⽆油污No dirt⽬测Visual全检Fullinspection每批per lot检验记录Inspectionrecord标识、隔离、退货Identification , Separate ,Reject 喷塑⽓压Spraypressure0.4-0.5MPa喷塑电压Spray voltage50-60KV烘烤温度Bakingtemperature180-200℃烘烤时间Baking time30-40min⽆漏喷No leakage jet⽬测equipment ,reporting100喷塑SprayXNG-36-1B/粉末喷涂⽣产线Powder coatingproduction lines⽬测Visual1产线外观Appearance全检Fullinspectionper lot70冲压翻边成形FlangingJB21-160B-SM/160T冲床Presses件、⾃检3件first and endinspection1pcs,inspection3pcs,self-inspection 3pcs时、⾃检每1⼩时first and endinspection1,inspection every4hrs,self-inspectionevery hrs80冲压压字Pressure logoJA21-160/160T冲床Presses孔径diameter I.D.⾸末检1件、巡检3件、⾃检3件first and endinspection1pcs,inspection3pcs,self-Separate ,Checkthe die⾓度AngleHD124-H008/翻边模Flanging die平⾯度Flatness⾼度Height标识、隔离、检查模具Identification , Separate ,Checkthe die HD150-H006/压字模Pressure logodie(E32629-3)HD150-H005/压字模Pressure logodie(E32629-1)⾼度Height检验记录Inspectionrecord⾸末检1次、巡检每4⼩时、⾃检每1⼩时first and endinspection1,inspection every4hrs,self-inspectionevery hrs检验记录Inspectionrecord外观Appearance外协镀锌Outsourcing galvanized检验记录Inspectionrecord每班Every shift检验记录Inspectionrecord台⾯,上⾯压5kg物体)/0.15mm feeler ( cover flat on the marble countertops, pressure 5kg objects above )盐雾试验≥1000⼩时/Salt spray test≥1000hrs盐雾腐蚀试验机/Salt spray corrosiontest machine3每季度Each quarter盐雾试验报告Salt spray testreport110丝印完整Full screen⽬测Visual全检Fullinspection每批per lot检验记录Inspectionrecord标识、隔离、退货Identification ,Separate ,Reject A-3◇47±10-300mm(0.02)深度尺Depth Gages10A-4◇HDJ-H0001检具Gage10A-5◇0.15mm塞尺(端盖平放在⼤理⽯台⾯,上⾯压5kg物体)/0.15mm feeler (cover flat on themarble countertops, pressure 5kg objectsPackaging Specifications点数Counting2箱2 box标识、隔离、返⼯Identification , Separate ,Rework清晰Clear⽬测Visual包装规范Packaging Specifications⽬测Visual物资发货单Material Invoice点数Counting标识、隔离、返⼯Identification , Separate ,Rework 平⾯度Flatness防腐蚀性能Corrosion100喷塑SprayXNG-36-1B/粉末喷涂⽣产线Powder coating production lines全检Fullinspection每批per lot外协丝印Outsourcing Screen外观Appearance检验记录InspectionrecordSampling inspection and packaging 标识、隔离、处理Identification ,Separate ,Dealwith位置度Location degree平⾯度Flatness数量Quantity每批per lot检验记录Inspectionrecord标识Label标识、隔离、返⼯Identification ,Separate ,Rework包装Package数量Quantity130⼊库&出货Warehousing & shipping全检Fullinspection每批per lot物资发货单Material Invoice。
量具检具英文对照
量具检具英文对照51调准gauging52调整adjustment量"具"类1.量块gauge block2.光滑极限量规plain limit gauge3.塞规plug gauge4.环规ring gauge卡规snap gauge5.塞尺feeler gauge6.钢直尺steel gauge7.精密玻璃线纹尺precision glass linear scale8.精密金属线纹尺precision metal linear scale9.半径样板radius template卡尺类1.游标卡尺vernier caliper2.带表卡尺dial caliper3.电子数显卡尺calliper with electronic digital display4.深度标游卡尺depth vernier caliper5.电子数显深度卡尺depth caliper with electronic digital display6.带表高度卡尺dial height calliper7.高度游标卡尺height vernier caliper8.电子数显高度卡尺height caliper with electronic digital display9.焊接检验尺calliper for welding inspection千分尺类1.测微头micrometer head2.外径千分尺external micrometer3.杠杆千分尺micrometer with dial comparator4.带计数器千分尺micrometer with counter5.电子数显外径千分尺micrometer with electronic digital display6.小测头千分尺small anvil micrometer7.尖头千分尺point micrometer8.板厚千分尺sheet metal micrometer9.壁厚千分尺tube micrometer10.叶片千分尺blade micrometer11.奇数沟千分尺odd fluted micrometer12.深度千分尺depth micrometer13.内径千分尺internal micrometer14.单杆式内径千分尺single-body internal micrometer15.表式内径千分尺dail internal micrometer16.三爪式内径千分尺three point internal micrometer17.电子数显三爪式内径千分尺three point internal micrometer18.内测千分尺inside micrometer指示表类1.指示表dial indicator2.深度指示表depth dial indicator3.杠杆指示表dial test indicator4.内径指示表bore dial indicator5.涨弹簧式指示表expanding head bore dial indicator6.钢球式内径指示表ball type bore dial indicator7.电子数显指示表dial indicator with electronic digital display8.杠杆卡规indicating snap gauge9.带表卡规dial snap gauge10.带表外卡规outside dial snap gauge11.带表内卡规inside dial snap gauge12.测厚规thickness gauge13.扭簧比较仪microcator14.杠杆齿轮比较仪mechanical dial comparator15.电子量规electronic gauge16.电感式传感器inductance type transducer17.指示装置indicating device18.电感测微仪inductance micrometer19.峰值电感测微仪peak inductance micrometer20.电感内径比较仪inductance bore comparator21.瞄准传感器aiming transducer角度测量器具1.角度块angle block gauge2.正多面棱体regular polygon mirror3.刀具角度样板cutter angular template4.直角尺square5.平行直角尺parallel square6.宽座直角尺wide-stand square7.刀口形直角尺edge square8.矩形直角尺square square9.三角形直角尺three angle square10.圆柱直角尺cylinder square11.方形角尺square guage12.万能角度尺universal bevel protractor13.游标式万能角度尺vernier universal bevel protractor14.表式万能角度尺dial universal bevel protractor15.光学分度头optical dividing head16.目镜式光学分度头optical dividing head with microscope reading17.投影式光学分度尺optical dividing head with projection reading18.光电分度头optical-electronic dividing head19.多齿分度台multi-tooth division table20.分度转台division rotary table21.正炫规sine bar22.普通正炫规general sine bar23.铰链式正炫规hinge type sine bar24.双向正炫规dual-directional sine bar25.圆锥量规cone gauge26.圆锥塞规plug cone gauge27.圆锥环规ring cone gauge28.直角尺测量仪square measuring instrument形位误差测量器具1.平晶optical flat2.单面平晶optical flat3.双面平晶parallel optical flat4.刀口形直尺knife straight edge5.刀口尺knife straight edge6.三棱尺three edges straight edge7.四棱尺four edges straight edge8.平尺straight edge9.矩形平尺square straight edge10.工字形平尺i-beam straight edge11.角形平尺angle straight edge12.桥形平尺bridge type straight edge13.平板surface plate14.铸铁平板cast iron surface plate15.岩石平板granite surface plate16.方箱square box17.水准器式水平仪level meter18.条式水平仪bar level meter19.框式水平仪frame level meter20.合像水平仪imaging level meter21.光学倾斜仪optical inclinometer22.电子水平仪electronic level meter23.指针式电子水平仪electronic level meter with indicator24.数显式电子水平仪electronic level meter with digital display25.平直度测量仪straightness measuring instrument26.光学式平直度测量仪optical straightness measuring instrument27.光电式平直度测量仪photoelectrical straightness measuring instrument28.圆度测量仪roundness measuring instrument29.转轴式圆度测量仪spindle-rotating type roundness measuring instrument30.转台式圆度测量仪table-rotating type roundness measuring instrument表面质量测量器具表面粗糙度比较样块surface roughness comparison specimen铸造表面粗糙度比较样块surface roughness comparison specimen for cast surface磨、车、镗、铣、插及刨加工表面粗糙度比较样块surface roughness comparison specimen for ground,turned,bored,milled,shaped and planed surface电火花加工表面粗糙度比较样块surface roughness comparison specimen for spark-erosion machined surface抛(喷)丸、喷砂加工表面粗糙度比较样块surface roughness comparison specimen for shot blasted and grit blasted surface抛光加工表面粗糙度测量仪portable surface roughness comparison specimen for polished surface便携式表面粗糙度测量仪portable surface roughess measuring instrument驱动箱driving box台式表面粗糙度测量仪bench type surface roughness measuring instrumentNose bridge 鼻中Tip 脚套Temple 脚丝Plating 电镀Printing 印字Lase 镭射Spectacle frames 眼镜架Sunglasses 太阳眼镜Sports spectacles 运动眼镜kid's eyewear 儿童眼镜Reading glasses 老花镜Contact lens 隐形眼镜Glass optical lenses 玻璃镜片Plastic optical lenses 塑胶镜片Sunglasses lenses, sun clips 太阳镜片、镜夹Progressive lenses 渐进多焦点镜片Photochromic lenses 变色镜片Othro k lenses 角膜矫形接确镜片Optical blanks 镜片毛胚Accessories for contact lens 隐形眼镜附件Spectacle spare parts and accessories 眼镜零件及配件Components of frames 镜架组件Spectacle cases & accessories 眼镜盒及附件Eyecare products and solution for lenses and contace lenses 眼睛护理产品及隐形眼镜洁液Spectacle cases & accessories 眼镜盒及其它配件Lens demisting cloths and solutions 镜片除雾喷剂及清洁布Spectacle assembling & adjusting tools 眼镜加工、装配、调较工具Visual test equipment 验眼设备Edger 磨边机Eyeglasses and frame making machinery 眼镜架制造机械Lens manufacturing and processing machinery 镜片造机械及加工机械Contact lens processing machinery 隐形眼镜加工机械Lathe 车床Coating machine 镀膜机Coating materials 镀膜原料Electroplating equipment, welding machine 电镀机械、焊接机械Price labeling, stamp printing and screen printing mahcinery 标签机、移印机、丝网印刷Ultrasonic cleaning equipment 超声波清洁仪器Ophthalmic products 眼科用品Concentrates for ultrasonic cleaning 超声波清洁剂Lens grinding and polishing filtration systems 镜片研磨及抛光过滤系统Optical processing equipmentand materials 光学加工设备及原料Measurement instrucments for optical elements and systems 光学用品及系统之测量仪器Store and workshop fitting and furniture 眼镜店及工场设备及家具Moulds for ophthalmic lenses 镜片模具Raw materials for frames 眼镜原料Raw materials for lenses 镜片原料Lens abrasive and polishing materials 打磨镜片原料Electroplating, welding materials 电镀、焊接原材料Opto-laser equipment and instruments 激光科技设备和仪器机械英语单词冲床punching machine机械手robot油压机hydraulic machine车床lathe刨床planer |'plein?|铣床miller磨床grinder(钻床)driller线切割linear cutting金属切削metal cutting机床machine tool金属工艺学technology of metals刀具cutter摩擦friction联结link传动drive/transmission轴shaft弹性elasticity频率特性frequency characteristic误差error响应response定位allocation机床夹具jig动力学dynamic运动学kinematic静力学static分析力学analyse mechanics拉伸pulling压缩hitting剪切shear扭转twist弯曲应力bending stress强度intensity三相交流电three-phase AC磁路magnetic circles 变压器transformer异步电动机asynchronous motor几何形状geometrical精度precision正弦形的sinusoid交流电路AC circuit机械加工余量machining allowance变形力deforming force变形deformation应力stress硬度rigidity热处理heat treatment退火anneal正火normalizing脱碳decarburization渗碳carburization电路circuit半导体元件semiconductor element反馈feedback发生器generator直流电源DC electrical source门电路gate circuit逻辑代数logic algebra外圆磨削external grinding内圆磨削internal grinding平面磨削plane grinding变速箱gearbox离合器clutch绞孔fraising绞刀reamer螺纹加工thread processing螺钉screw铣削mill铣刀milling cutter功率power工件workpiece齿轮加工gear mechining齿轮gear主运动main movement主运动方向direction of main movement进给方向direction of feed进给运动feed movement合成进给运动resultant movement of feed合成切削运动resultant movement of cutting合成切削运动方向direction of resultant movement of cutting 切削深度cutting depth前刀面rake face刀尖nose of tool前角rake angle后角clearance angle龙门刨削planing主轴spindle主轴箱headstock卡盘chuck加工中心machining center车刀lathe tool车床lathe钻削镗削bore车削turning磨床grinder基准benchmark钳工locksmith锻forge压模stamping焊weld拉床broaching machine拉孔broaching装配assembling铸造found流体动力学fluid dynamics流体力学fluid mechanics加工machining液压hydraulic pressure切线tangent机电一体化mechanotronics mechanical-electrical integration 气压air pressure pneumatic pressure稳定性stability介质medium液压驱动泵fluid clutch液压泵hydraulic pump阀门valve失效invalidation强度intensity载荷load应力stress安全系数safty factor可靠性reliability螺纹thread螺旋helix键spline销pin滚动轴承rolling bearing滑动轴承sliding bearing弹簧spring制动器arrester brake十字结联轴节crosshead联轴器coupling链chain皮带strap精加工finish machining粗加工rough machining变速箱体gearbox casing腐蚀rust氧化oxidation磨损wear耐用度durability随机信号random signal离散信号discrete signal超声传感器ultrasonic sensor集成电路integrate circuit挡板orifice plate残余应力residual stress套筒sleeve扭力torsion冷加工cold machining电动机electromotor汽缸cylinder过盈配合interference fit热加工hotwork摄像头CCD camera倒角rounding chamfer优化设计optimal design工业造型设计industrial moulding design有限元finite element滚齿hobbing插齿gear shaping伺服电机actuating motor铣床milling machine钻床drill machine镗床boring machine步进电机stepper motor丝杠screw rod导轨lead rail组件subassembly可编程序逻辑控制器Programmable Logic Controller PLC 电火花加工electric spark machining电火花线切割加工electrical discharge wire - cutting相图phase diagram热处理heat treatment固态相变solid state phase changes有色金属nonferrous metal陶瓷ceramics合成纤维synthetic fibre电化学腐蚀electrochemical corrosion车架automotive chassis悬架suspension转向器redirector变速器speed changer板料冲压sheet metal parts孔加工spot facing machining车间workshop工程技术人员engineer气动夹紧pneuma lock数学模型mathematical model画法几何descriptive geometry机械制图Mechanical drawing投影projection视图view剖视图profile chart标准件standard component零件图part drawing装配图assembly drawing尺寸标注size marking技术要求technical requirements刚度rigidity内力internal force位移displacement截面section疲劳极限fatigue limit断裂fracture塑性变形plastic distortion脆性材料brittleness material刚度准则rigidity criterion垫圈washer垫片spacer直齿圆柱齿轮straight toothed spur gear斜齿圆柱齿轮helical-spur gear直齿锥齿轮straight bevel gear运动简图kinematic sketch齿轮齿条pinion and rack蜗杆蜗轮worm and worm gear虚约束passive constraint曲柄crank摇杆racker凸轮cams范成法generation method毛坯rough游标卡尺slide caliper千分尺micrometer calipers攻丝tap光学仪器类△Topslit illumination 裂隙灯diopter 屈光度sphere 球镜cylinder 柱镜prism 棱镜magnification 放大倍率diameter 直径dimensions 尺寸light spot 光斑fixation lamp 固视灯led 发光二极管filter 滤色片lensmeter 焦度计metal rim 金属圈PD meter 瞳距仪Pupil Distance 瞳距Vertex Distance 顶点距Chart 视标View tester 验光仪Cutting device 切割刀Pattern maker 制模机Cutting needle 划针Layout blocker 中心仪Hand edger 手动磨边机Lens groover 开槽机Polisher 抛光机Polishing stick 抛光膏Drilling machine 钻孔机Bench drilling machine 台式钻孔机Drill bit 钻头Lock opener 锁开Milling cutting 铣刀Fuse 保险丝Handle 手柄Center locator 中心定位器Drill chuck 钻夹头Dial 刻度盘Frame heater(warmer)烘架机Heating coil 发热丝Ultrasonic cleaner 清洗机Combined table 验光组合台Optometry box 验光盘Grinding wheel 砂轮Trial lens set 验光镜片箱Refractometer 验光仪Chart projector 投影仪Keratometer 角膜曲率仪Welding machine 焊接机Spray cleaning machine 喷淋清洗机材料配件类△TopMonel 锰料Stainless Steel 不锈钢pure Titanium 纯钛Titanium Alloy 钛合金B-Ti B钛Elongation 伸长率Tensile strenghth 抗拉强度high nickel copper alloy 高镍合金nickelfree alloy 无镍合金nicklfree stainless steel 无镍不锈钢annealing temperture 退火温度percent 含量density 密度melting point 熔点solidus 固相点liquidus 液相点physical properties 物理性能chemical composition 化学组成hinge 铰链rim wire 框线round wire 圆线cylinding grinding wheels 筒形砂轮flaring cup wheels 碗形砂轮diamod plain wheels 平形砂轮grinding ccoolant 切削液lens coating liquid 护镜液polishing powder 抛光粉polishing liquid 抛光液polishing wheel 抛光轮plating case 电镀盒plastic case 塑料盒alumium oxide case 氧化铝盒rocket screwdrivers 六角螺丝刀mini ring wrenches/nutdrivers 微型戒指扳手radian apparatus 弧度表thickness apparatus 厚度表adhesive tape 粘片calipers 量具nut driver 套筒files set 锉刀drill bits 钻咀screwdrivers blades 螺丝刀头镜片类△Tophard resin lens 树脂镜片round-top bifocal lens 圆顶双关镜片flat-top bifocal lens 平顶双光镜片aspheric hard resin lens 非球面树脂镜片Non-coated lens 基片(NC)hard coated lens 加硬镜片(HC)Hard & Multi-coated 加硬加膜片(HMC)Hard & Multi-coated,EMI Defending Coating 加硬加膜防辐射片(HMC+EMI)RX Lens-High Index 高散光片color shade 色差deformation 变形shrinkage 缩水light transmission 透光率de-lamination 分裂脱层abbe value 阿贝数raw material 原材料catalysis 催化作用polymerization 聚合作用tinted lens 染色镜片photochromic lens 变色镜片spherical 球面的autocollimator 自动准直机bench comparator 比长仪block gauge 块规bore check 精密小测定器calibration 校准caliper gauge 卡规check gauge 校对规clearance gauge 间隙规clinoretee 测斜仪comparator 比测仪cylinder square 圆筒直尺depth gauge 测深规dial indicator 针盘指示表dial snap gauge 卡规digital micrometer 数位式测微计feeler gauge 测隙规gauge plate 量规定位板height gauge 测高规inside calipers 内卡钳inside micrometer 内分测微计interferometer 干涉仪leveling block 平台limit gauge 限规micrometer 测微计mil 千分之一寸monometer 压力计morse taper gauge 莫氏锥度量规nonius 游标卡尺optical flat 光学平晶optical parallel 光学平行passimeter 内径仪position scale 位置刻度profile projector 轮廓光学投影仪protractor 分角器radius 半径ring gauge 环规sine bar 正弦量规snap gauge 卡模square master 直角尺stylus 触针telescopic gauge 伸缩性量规working gauge 工作量规。
控制计划(中英文标准模板)

容量Size 频率Freq.入库move to storage材料规格、数量Material Specificationquantity送货单Bills of dilivery1每批per lot到货计划Material planA-1◇C≤0.15、Si≤0.05、Mn≤0.60、S≤0.035、P≤0.035化学成分分析Chemical elementanalysis1每批per lotA-2◇抗拉强度Tensile strength ≥305Mpa、屈服强度Yield strength≥175Mpa、断后伸长率Elongation≥29力学性能分析Mechanical propertiesanalysis1每批per lot2.5±0.20-25mm(0.001)外径千分尺outside micrometer3每批per lot1250(+10,0)2600(+40,0)0-3m(1)卷尺Tape measure3每批per lot存放Storage275±10-300mm(0.02)游标卡尺Calipers无毛刺No Burr目视Visual设备间隙Shears gap0.2(+0.05,0)目测设备间隙参数设定Visual equipment gapparameter settings1每班Every shift调整设备、上报Adjustment equipment ,reporting φ265±0.50-300mm(0.02)游标卡尺Calipers无毛刺No Burr目视Visualφ141.5(+1.0,0)0-150mm(0.02)游标卡尺Calipers50.5(+1.5,-1.0)0-300mm(0.02)高度尺Height Gages高度Height 首末检1件、巡检3件、自检3件first and endinspection1pcs,inspection3pcs,self-inspection 3pcs首末检1次、巡检每4小时、自检每1小时first and endinspection1,inspection every4hrs,self-inspectionevery hrs检验记录Inspectionrecord标识、隔离、检查模具Identification ,Separate ,Checkthe die供方/工厂Supplier/Plant:山东慧达汽车部件有限公司Shandong HuiDa Automotive Parts Co., Ltd.其它批准/日期(如需要)Other Approval/Date(If Req'd)标识、隔离、调整设备Identification ,Separate,Adjustment device 生产设备Machine.DeviceJig.ToolsFor Mfg.特性Characteristics零件名称/描述Part Name/Description 端盖HP HUB CAP,GREASE NON-VENTEDJY32-315/315T油压机Hydraulic Press直径Diameter40冲压拉深成形Punch供方/工厂批准/日期Supplier/Plant Approval/Date过程名称/操作描述Process Name/OperationDescriptionHD130-H002/拉深模Drawing Die条料宽度尺寸Material widthdimension其它批准/日期(如需要)Other Approval/Date (If Req'd)检验记录Inspectionrecord用户工程批准/日期(如需要)User Engineering Approval/Date (If Req'd)用户质量批准/日期(如需要)User Quality Approval/Date (If Req'd)聂建钦,彭亮,李庆平,刘客,张守东,张栋,苗秀宝、王树龙供方代号Supplier Code零件号/最新更改水平Part Number/Latest Change LevelE32629-1、E32629-3零件/过程编号Part/ Process Number评价/测量技术EvaluationMeasurementTechnique样本Sample控制方法ControlMethod特殊特性分类SpecialChar.Class方法Methods标识、隔离、退货Identification ,Separate ,Reject产品标识和防护控制程序 HD/PF02-SP09Product identification and protection control program反应计划Reaction Plan 编号NO.产品Product过程Process产品/过程/规范/公差Product/ProcessSpecification/Tolerance10原材料入厂检验Receiving Raw material and Inspection力学性能Mechanicalproperties原材料检验报告Raw materialsinspectionreport原材料长/宽尺寸Length/widthdimensions原材料检验记录Raw materialinspectionrecords化学成分chemical element原材料厚度尺寸thicknessdimension20剪板机下料Shears CuttingQC12Y-12*2500/液压剪板机Hydraulic shears外观Appearance首末检1件、巡检3件、自检3件first and endinspection1pcs,inspection3pcs,self-inspection 3pcs首末检1次、巡检每4小时、自检每1小时first and endinspection1,inspection every4hrs,self-inspectionevery hrs30冲压落料Punch首末检1件、巡检3件、自检3件first and endinspection1pcs,inspection3pcs,self-inspection 3pcs首末检1次、巡检每4小时、自检每1小时first and endinspection1,inspection every4hrs,self-inspectionevery hrs检验记录Inspectionrecord标识、隔离、检查模具Identification ,Separate ,Checkthe die外观AppearanceJA21-160/160T冲床PressesHD110-H009/落料模Blanking die直径Diameter容量Size频率Freq.供方/工厂Supplier/Plant:山东慧达汽车部件有限公司Shandong HuiDa Automotive Parts Co., Ltd.其它批准/日期(如需要)Other Approval/Date(If Req'd)生产设备Machine.Device Jig.Tools For Mfg.特性Characteristics 零件名称/描述Part Name/Description端盖HP HUB CAP,GREASE NON-VENTED供方/工厂批准/日期Supplier/Plant Approval/Date 过程名称/操作描述Process Name/OperationDescription其它批准/日期(如需要)Other Approval/Date (If Req'd)用户工程批准/日期(如需要)User Engineering Approval/Date (If Req'd)用户质量批准/日期(如需要)User Quality Approval/Date (If Req'd)聂建钦,彭亮,李庆平,刘客,张守东,张栋,苗秀宝、王树龙供方代号Supplier Code零件号/最新更改水平Part Number/Latest Change Level E32629-1、E32629-3零件/过程编号Part/Process Number评价/测量技术Evaluation Measurement Technique样本Sample控制方法Control Method特殊特性分类SpecialChar.Class方法Methods反应计划Reaction Plan编号NO.产品Product过程Process产品/过程/规范/公差Product/ProcessSpecification/Tolerance47±10-300mm(0.02)深度尺Depth Gages首末检1件、巡检5件、自检5件first and end inspection 1pcs,inspection 5pcs,self-inspection 5pcs首末检1次、巡检每2小时、自检每1小时first and end inspection 1,inspection every 2hrs,self-inspectionevery hrs标识、隔离、检查模具Identification ,Separate ,Checkthe die B-1压力Pressure◇上缸Cylinder 15(+1,0)Mpa下缸Undercylinder9(+1,0)Mpa目视Visual1每班Every shift调整设备、上报Adjustment equipment ,reportingφ142.5(+0.2,-0.3)0-150mm(0.02)游标卡尺Calipers 50.5(+1.5,-2.0)0-300mm(0.02)高度尺Height GagesA-3◇47±10-300mm(0.02)深度尺Depth Gages首末检1件、巡检5件、自检5件first and end inspection 1pcs,inspection 5pcs,self-inspection 5pcs首末检1次、巡检每2小时、自检每1小时first and end inspection 1,inspection every 2hrs,self-inspectionevery hrs标识、隔离、检查模具Identification ,Separate ,Checkthe die B-1压力Pressure◇上缸Cylinder 15(+1,0)Mpa下缸Undercylinder9(+1,0)Mpa目视Visual1每班Every shift调整设备、上报Adjustment equipment ,reportingφ214±0.50-300mm(0.02)游标卡尺Calipers6×φ8.7±0.250-150mm(0.02)游标卡尺Calipers A-4◇HDJ-H0001检具Gage首末检1件、巡检5件、自检5件first and end inspection 1pcs,inspection 5pcs,self-inspection 5pcs末检1次、巡检每2小时、自检每1小时first and end inspection 1,inspection every 2hrs,self-inspectionevery hrsφ205±0.750-300mm(0.02)游标卡尺Calipers 深度Depth检验记录Inspection record50整形ShapingJY32-315/315T油压机Hydraulic Press 直径Diameter 首末检1件、巡检3件、自检3件first and end inspection 1pcs,inspection 3pcs,self-inspection 3pcs 首末检1次、巡检每4小时、自检每1小时first and end inspection 1,inspection every 4hrs,self-inspectionevery hrs 检验记录Inspection recordHD134-H014/整形模Shaping Die高度Height检验记录Inspection record标识、隔离、检查模具Identification ,Separate ,Checkthe die孔径diameter I.D.HD146-H011/切边冲孔模Trimming and Punching die位置度Location degreeJA21-160/160T冲床Presses深度Depth直径Diameter 检验记录Inspection record标识、隔离、检查模具Identification ,Separate ,Checkthe die40冲压拉深成形Punch冲压切边冲孔Trimming and PunchingJB21-160B-SM/160T冲床直径Diameter首末检1件、巡检3件、自检3件first and endinspection首末检1次、巡检每4小时、自检每1小时first and end inspection60首末检1件、巡检3件、自检3件first and end inspection 1pcs,inspection3pcs,self-inspection 3pcs首末检1次、巡检每4小时、自检每1小时first and end inspection 1,inspection every 4hrs,self-inspectionevery hrs容量Size频率Freq.供方/工厂Supplier/Plant:山东慧达汽车部件有限公司Shandong HuiDa Automotive Parts Co., Ltd.其它批准/日期(如需要)Other Approval/Date(If Req'd)生产设备Machine.Device Jig.Tools For Mfg.特性Characteristics 零件名称/描述Part Name/Description端盖HP HUB CAP,GREASE NON-VENTED供方/工厂批准/日期Supplier/Plant Approval/Date 过程名称/操作描述Process Name/OperationDescription其它批准/日期(如需要)Other Approval/Date (If Req'd)用户工程批准/日期(如需要)User Engineering Approval/Date (If Req'd)用户质量批准/日期(如需要)User Quality Approval/Date (If Req'd)聂建钦,彭亮,李庆平,刘客,张守东,张栋,苗秀宝、王树龙供方代号Supplier Code零件号/最新更改水平Part Number/Latest Change Level E32629-1、E32629-3零件/过程编号Part/Process Number评价/测量技术Evaluation Measurement Technique样本Sample控制方法Control Method特殊特性分类SpecialChar.Class方法Methods反应计划Reaction Plan编号NO.产品Product过程Process产品/过程/规范/公差Product/ProcessSpecification/Tolerance10(+2,0)0-300mm(0.02)高度尺Height Gages85°±0.5°0-360°(2′)万能角度尺Universal angle rulerA-5◇首末检、巡检0-10mm(0.01)百分表/自检 0-1mm塞尺First and endinspection 0-10mm(0.01) Dialindicator/Self-inspection 0-1mmFeeler首末检1件、巡检5件(X-R图)、自检5件first and end inspection 1pcs,inspectio n 5pcs(X-R chart),self-inspection 5pcs末检1次、巡检每2小时、自检每1小时first and endinspection1,inspection every2hrs,self-inspection everyhrsφ4(+2,-1)0-150mm(0.02)游标卡尺Calipers 1±0.250-300mm(0.02)高度尺Height Gages90无油污No dirt 目测Visual全检Full inspection每批per lot检验记录Inspection record 标识、隔离、退货Identification ,Separate ,Reject喷塑气压Spray pressure0.4-0.5MPa喷塑电压Spray voltage 50-60KV烘烤温度Bakingtemperature 180-200℃烘烤时间Baking time30-40min 无漏喷No leakage jet目测Visual调整设备、上报Adjustment equipment ,reporting100喷塑SprayXNG-36-1B/粉末喷涂生产线Powder coating production lines目测Visual1产线外观Appearance全检Full inspectionper lot70冲压翻边成形FlangingJB21-160B-SM/160T冲床Presses件、自检3件first and end inspection 1pcs,inspection 3pcs,self-inspection 3pcs时、自检每1小时first and end inspection 1,inspection every 4hrs,self-inspectionevery hrs80冲压压字Pressure logoJA21-160/160T冲床Presses孔径diameter I.D.首末检1件、巡检3件、自检3件first and end inspection 1pcs,inspection 3pcs,self-inspection 3pcs标识、隔离、检查模具Identification ,Separate ,Checkthe die角度AngleHD124-H008/翻边模Flanging die平面度Flatness高度Height 标识、隔离、检查模具Identification ,Separate ,Checkthe dieHD150-H006/压字模Pressure logo die(E32629-3)HD150-H005/压字模Pressure logo die(E32629-1)高度Height检验记录Inspection record首末检1次、巡检每4小时、自检每1小时first and end inspection 1,inspection every 4hrs,self-inspectionevery hrs检验记录Inspection record外观Appearance外协镀锌Outsourcing galvanized检验记录Inspection record每班Every shift检验记录Inspection record容量Size频率Freq.供方/工厂Supplier/Plant:山东慧达汽车部件有限公司Shandong HuiDa Automotive Parts Co., Ltd.其它批准/日期(如需要)Other Approval/Date(If Req'd)生产设备Machine.Device Jig.Tools For Mfg.特性Characteristics 零件名称/描述Part Name/Description端盖HP HUB CAP,GREASE NON-VENTED供方/工厂批准/日期Supplier/Plant Approval/Date 过程名称/操作描述Process Name/OperationDescription其它批准/日期(如需要)Other Approval/Date (If Req'd)用户工程批准/日期(如需要)User Engineering Approval/Date (If Req'd)用户质量批准/日期(如需要)User Quality Approval/Date (If Req'd)聂建钦,彭亮,李庆平,刘客,张守东,张栋,苗秀宝、王树龙供方代号Supplier Code零件号/最新更改水平Part Number/Latest Change Level E32629-1、E32629-3零件/过程编号Part/Process Number评价/测量技术Evaluation Measurement Technique样本Sample控制方法Control Method特殊特性分类SpecialChar.Class方法Methods反应计划Reaction Plan编号NO.产品Product过程Process产品/过程/规范/公差Product/ProcessSpecification/ToleranceA-5◇0.15mm塞尺(端盖平放在大理石台面,上面压5kg物体)/0.15mm feeler ( cover flat on the marble countertops, pressure5kg objects above )盐雾试验≥1000小时/Salt spray test≥1000hrs盐雾腐蚀试验机/Salt spray corrosiontest machine3每季度Each quarter 盐雾试验报告Salt spray testreport 110丝印完整Full screen目测Visual全检Full inspection每批per lot检验记录Inspection record标识、隔离、退货Identification ,Separate ,RejectA-3◇47±10-300mm(0.02)深度尺Depth Gages10A-4◇HDJ-H0001检具Gage 10A-5◇0.15mm塞尺(端盖平放在大理石台面,上面压5kg 物体)/0.15mm feeler (cover flat on the marble countertops,pressure 5kg objectsabove )10包装规范Packaging Specifications点数Counting 2箱2 box标识、隔离、返工Identification ,Separate ,Rework清晰Clear 目测Visual 包装规范Packaging Specifications 目测Visual 物资发货单Material Invoice点数Counting标识、隔离、返工Identification ,Separate ,Rework平面度Flatness防腐蚀性能Corrosion100喷塑SprayXNG-36-1B/粉末喷涂生产线Powder coating production lines全检Full inspection每批per lot外协丝印Outsourcing Screen外观Appearance 检验记录Inspection record深度Depth120抽检并包装Sampling inspection and packaging标识、隔离、处理Identification ,Separate ,Dealwith位置度Location degree平面度Flatness数量Quantity 每批per lot检验记录Inspection record标识Label标识、隔离、返工Identification ,Separate ,Rework包装Package 数量Quantity130入库&出货Warehousing & shipping全检Full inspection每批per lot 物资发货单Material Invoice。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
11/4/2020
______________________________________ ____________
4
Part No 8V21-A18A344
Provide car line
with150mm pitch,
Up date the changes and sent 将修改后的设计发送给我们,然后 me the updated data then 进行制造。
JBM Auto System
Trim line marking for 所有检具划修边线 all checking fixture
11/4/2020
______________________________________ ____________
Min line should be “Tolerance
JBM Auto System
11/4/2020
______________________________________ ____________
5
Part No CN15- N40308
Provide car line
Up date the changes and sent me the updated data then
Up date the changes and sent me the updated data then
Please Go for manufacturing
将修改后的设计发送给我们,然后 进行制造。
Provide Swivel form check template min two numbers. See
7
ThTihsilsalnadnd should be shinocureldasbeed by 3 mm so intchraetavsaerdiabtyion in burring 3(Fmlamngseo) tchaantbe measured
该区域高度加高3mm ,以便于能够检测到 毛刺(翻边)。
Please Go for manufacturing
Provide Swivel form check template min two numbers. See
with150mm pitch, part clamping as
per LD data
slide no 2
将修改后的设计发送给我们,然后 进行制造。
slide no 2
至少应有两个样板刀。参 照图片2
Provide car line with150 mm pitch,
应有汽车坐标,并以 150mm 为间距 。
JBM Auto System
11/4/2020
______________________________________ ____________
B515 Checking Fixture Phase II
Huangyan
Date 15-10-11
B515 检具-黄岩
JBM Auto System
11/4/2020
______________________________________ ____________
1
Swivel form check template min two numbers Provided
至少应有两个样板刀。参 照图片2
应有汽车坐标,并以 150mm 为间距,零件 夹持应符合零件检测 的要求。
JBM______________________________ ____________
6
Part No CN15-N40324-A
specified in cad”
最小修边线的公差应 符合图纸的要求。
3
A- You provided diamond pin it is not acceptable please provide tapper pin with minimum and maximum tolerance
B- You provided straight pin instead of that please provide tapper pin with minimum and maximum
至少应有两个样板刀
JBM Auto System
11/4/2020
______________________________________ ____________
2
Nominal line
名义修边线
Part
板件
Max line 3mm from nominal line
距离名义修边线 3mm的最大修边线
将修改后的设计发送给我们,然后 进行制造。
应有汽车坐标,并以 150mm 为间距 。
Provide car line with150mm pitch,
Provide Swivel form check template min two numbers. See
JBM Auto System
11/4/2020
______________________________________ ____________
8
Part No CN15-N1407
Up date the changes and sent me the updated data then
Please Go for manufacturing
part clamping as per LD data
Please Go for manufacturing
Provide Swivel form check
template min two numbers. See slide
NO 2
至少应有两个样板刀。参 照图片2
应有汽车坐标,并以 150mm 为间距,零件 夹持应符合零件检测 的要求。
tolerance as shown in the figure
Round pin
圆销
A
1.你方采用菱形销,是不可以的,请采用锥形销,并给出最大和 最小公差。
2.不要采用直销,请采用锥形销,并给出最大和最小公差。
Min tolerance
最小公差
B
Max tolerance
最大公差
Part
板件
JBM Auto System