超塑成形/扩散连接技术在航空航天工业中的应用
4.超塑成形_扩散焊接组合工艺的技术概况与应用

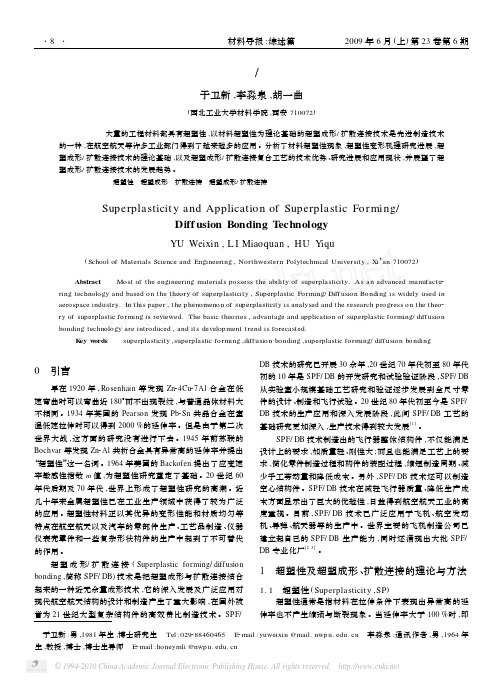
超塑成形/扩散焊接组合工艺的技术概况与应用李 枫,陈明和,范 平,王荣华,朱丽瑛,周兆峰(南京航空航天大学机电学院,江苏南京210016)摘 要:介绍了超塑材料的发展,概述了超塑成形、扩散焊接及其组合工艺的原理和特点,并指出了此种加工工艺的优缺点。
用超塑等温锻造、板材气胀成形和超塑挤压等超塑成形方法以及用超塑成形/扩散焊接组合工艺方法的国内外应用实例。
展望了超塑性的发展趋势,指出应开发新型的超塑性材料,探索已知材料的低温和高速超塑成形工艺,进一步拓展超塑性的应用领域。
关键词:超塑性;超塑性成形;扩散焊接;应用中图分类号:T G301 文献标志码:A 超塑成形(SPF)和超塑成形/扩散焊接组合工艺(SPF/DB)技术,在现代航空航天工业发展的推动下,经过近40年的开发研究和实验验证,已经进入实用阶段[1]。
特别值得注意的是,近十几年来金属超塑性已在工业生产领域获得了较为广泛的应用。
一些超塑性Ti合金、Al合金、Mg合金以及黑色金属等以其优异的变形性能和材质均匀等特点,在航空航天以及汽车的零部件生产、工艺品制造、仪器仪表壳罩件和一些复杂形状构件的生产中起到了不可替代的作用[223]。
下面分别对超塑性材料发展; SPF和SPF/DB的技术特点;其应用现状及发展趋势四方面加以论述。
1 超塑性材料的发展超塑性材料是超塑成形和扩散焊接技术发展的基础。
到目前为止,已发现200多种金属和合金具有超塑性,不过可用于实际生产的只有少数材料,以钛合金、铝合金和镁合金3种材料为主。
正是由于超塑成形的生产优点明显,所以各国都极为重视超塑性材料的发展。
表1列出了目前已得到应用的常用铝合金和钛合金超塑性材料[425]。
钛合金是最早得到应用的超塑性材料,其技术相对成熟,也是目前应用最广泛的材料。
主要合金有Ti26Al24V、IM I550、IM I834、TiAl和GH4169等材料。
近年来,铝合金是继钛合金之后超塑研究的又一热点之一。
超塑性成形与扩散连接技术
提高产品质量和可靠性 降低生产成本和能耗 促进新产品的开发和上市 增强企业竞争力和市场地位
汇报人:XX
添加标题
添加标题
添加标题
添加标题
智能化:通过引入人工智能、机器学 习等技术,实现超塑性成形与扩散连 接技术的智能化控制,提高生产效率 和产品质量。
绿色化:在环保意识日益增强的背景 下,超塑性成形与扩散连接技术将向 更加环保、绿色的方向发展,减少对 环境的负面影响。
航空航天领域:超塑性成形与扩散连接技术将进一步提高航空航天器的性能和可靠性。
比较:超塑性成形对材料的要求更为严 格,需要材料具备较好的塑性变形能力, 而扩散连接对材料的要求相对较为宽松。
应用范围:超塑性成形适用于轻质、薄 壁、复杂结构件的制作,而扩散连接适 用于金属、陶瓷、玻璃等材料的连接。
优点:超塑性成形与扩散连接技术能够提高材料成形极限,减少成形缺陷,提高产品质量。
缺点:超塑性成形与扩散连接技术需要较高的温度和压力,对设备要求较高,同时需要严格控制工艺参数,否则 容易造成成形失败或产品质量问题。
材料的热膨胀系数、弹性模量、 热导率等物理性能也是扩散连 接的重要考虑因素。
扩散连接对材料的要求包括材 料的纯净度、晶粒度、表面光 洁度等。
材料的厚度、形状、尺寸等 也会影响扩散连接的效果。
材料的可加工性、可焊性、可 连接性等也是扩散连接需要考
虑的因素。
航空航天领域:连接不同材料,提 高结构强度和疲劳性能
比较:超塑性成形与扩散连接技术在不同应用场景下各有优缺点,需要根据具体情况进行选择。
应用:超塑性成形与扩散连接技术在航空航天、汽车、精密机械等领域有广泛应用。
轻量化:超塑性成形与扩散连接技 术将向更轻、更薄的方向发展,以 满足现代工业对节能减排的需求。
超塑性成形的原理和应用
超塑性成形的原理和应用1. 超塑性成形的概念超塑性成形是一种可以在极高温度下并且应力条件下进行的金属塑性变形技术。
它的特点是在高温下,金属材料具有极高的塑性,可以在较小的应力下实现大变形。
超塑性成形主要应用于高温合金的成形加工,如航空航天零部件、发动机叶片和复杂形状的零件等。
2. 超塑性成形的原理超塑性成形的原理是通过改变金属材料的晶体结构和形变机制来实现。
在高温下,金属材料的晶体结构会发生变化,从原来的多晶结构转变为细小的晶粒。
这种细小晶粒的结构使得金属材料在高温下具有较高的塑性。
超塑性成形的变形机制主要有固溶变形机制和晶界滑移机制。
固溶变形机制是指在晶体内部出现位错和断裂,通过位错运动和撤消来实现变形。
晶界滑移机制是指晶界变形的滑移和滑动机制,在晶界上形成高密度的位错和滑移。
3. 超塑性成形的应用超塑性成形的应用非常广泛,主要包括以下几个方面:3.1 航空航天领域在航空航天领域,超塑性成形可以用于制造各种复杂形状的零部件,如发动机叶片、涡轮盘等。
超塑性成形能够在一次成形过程中实现复杂形状的制造,不仅可以减少后续加工工序,还能够提高零件的质量和性能。
3.2 汽车制造领域在汽车制造领域,超塑性成形可以用于制造汽车车身和车身零部件。
通过超塑性成形,可以使得汽车的轻量化设计成为可能,提高汽车的燃油效率和性能。
3.3 铁路交通领域超塑性成形在铁路交通领域的应用主要集中在制造高速列车的车体和车轮等零部件。
通过超塑性成形,可以使得高速列车具有更好的抗风阻能力和稳定性,提高列车的运行速度和安全性。
3.4 石油化工领域在石油化工领域,超塑性成形可以用于制造各种复杂形状的化工设备,如反应器、换热器等。
超塑性成形能够使得化工设备具有更好的耐腐蚀性和耐压性,提高设备的使用寿命和效率。
3.5 其他领域此外,超塑性成形还可以应用于船舶制造、电子设备制造、科学研究等其他领域。
通过超塑性成形,可以制造出更加复杂和精密的零部件,提高产品的质量和性能。
材料超塑性和超塑成形_扩散连接技术及应用
1. 1 超塑性 ( Superplasticit y ,SP) 超塑性通常是指材料在拉伸条件下表现出异常高的延
伸率也不产生缩颈与断裂现象 。当延伸率大于 100 %时 ,即
于卫新 :男 ,1981 年生 ,博士研究生 Tel :029288460465 E2mail : yuweixin @mail. nwp u. edu. cn 李淼泉 :通讯作者 ,男 ,1964 年 生 ,教授 ,博士 ,博士生导师 E2mail :ho neymli @nwp u. edu. cn
国内外学者对超塑性变形机制的研究已有很多 ,其结果 不尽相同 ,但在一些方面上取得了广泛的共识 。一般认为组 织超塑性变形机制以晶界滑动和晶粒转动为主 ,但还要靠其 他变形机制进行调节 。应变速率很小时 ( S 曲线 Ⅰ区和 Ⅰ、Ⅱ 区之间的过渡带) ,认为是靠空位扩散机制来调节 。随着应 变速率的增大 ,空位扩散机制相对减弱 ,位错运动的调节作 用相对增强[4 - 12] 。位错的存在必然伴随着动态回复和动态 再结晶 ,这也是超塑性变形中的软化机制 。超塑性变形会使 微观组织出现晶粒长大 、晶粒等轴化以及晶界圆弧化等现 象 ,这是由于变形过程中存在着动态再结晶或晶界迁移以及 同相晶粒相聚与合并的过程 。晶粒长大不单纯是加热的结 果 ,而是与变形有关 。适当提高变形速度 ,可抑制晶粒长大 的倾向[ 13 - 16 ] 。
为了便于分析和研究 ,通常把扩散连接分为 3 个阶段 (见图 1) :第一阶段为塑性变形使连接界面接触 。加压初期 的塑性变形可使接触面积达到连接总面积的 40 %~75 % ,后 续的接触过程主要靠蠕变进行 ,最后可达 90 %~95 % ,在金 属紧密接触后 ,原子开始相互扩散并交换电子 ,形成金属键 连接 。第二阶段为扩散 、界面迁移和孔洞消失 。与第一阶段 相比 ,该阶段中扩散的作用要大得多 。由于扩散的作用 ,大 部分孔洞消失 ,而且也会产生连接界面的移动 。该阶段通常 还会发生越过连接界面的晶粒生长或再结晶以及晶界迁移 , 使金属键连接变成牢固的冶金连接 。最后阶段为界面和孔 洞消失 。在这一阶段中主要是体积扩散 ,速度比较慢 ,通常 需要几十分钟到几十小时才能使晶粒穿过界面生长 ,原始界 面完全消失[29 - 32] 。
航空发动机空心风扇叶片的超塑成形和扩散连接制造技术

1
发动机的风扇叶片多采用钛合金材料,而钛合金在常温下屈服强度极高,塑性很差, 而且容易产生回弹,常规的金属工艺成形出的发动机叶片大多尺寸精度难以保证,而且 费时费力,不能很好地保证其性能。超塑成形/扩散焊接技术(Superplastic Forming and Diffusion Bonding,简称 SPF/DB)是利用材料在超塑性状态下良好的固态粘合性能而 发展起来的一种组合加工技术,采用 SPF/DB 工艺制造钛合金的多层板结构具有极大优 越性,该工艺可利用钛合金优良的超塑性和扩散连接性,用于制造钛合金多层结构件, 成本和重量约节省 30%~50%,它能节省工时,节约原料,提高效率,加工出重量轻而 结构刚度好的各种结构件。目前该工艺已成功地应用于成形航空航天钛合金的夹层结构 件,较为典型的如航空发动机的空心风扇叶片[1]。
2.1 超塑成形/扩散连接的概念 ........................................................................................ 2 2.1.1 超塑形(SPF) .................................................................................................... 2 2.1.2 扩散连接(DB) ................................................................................................. 3 2.1.3 超塑成形/扩散连接(SPF/DB) ........................................................................ 3
超塑成形技术在航空中的应用
龠 复杂 结 社 J 细 节的 零部 件 . 成型后的零件性能较好. 能 够较 是 的 减 少 生 产 费 用 和 达到 良好 的 减 重 效 果 长文 介 绍 了超 塑 性 成 型 技 术 在航 空 中的
应用. 为 后 续 开展 相 关研 究做 了 基 泰的 铺 垫
【 关键词 】 超 塑性 : 航 空: 应I t ]
1  ̄ 3 0 0 。 。
f r _ 效J 、 J . 收 录川 、 … 1 M 一 设J 1 , J : 人: ” 料 I " k f i  ̄ 磬教 : £: j , 坚述 啐 : 8: 效 心 ; I t t : 心 速 敏感 系 数 : , , - 4 q - 馊 化 系 数 f f 0 .1 J ℃l 1 _ 【 I r I :
以 f 公 ℃ 竹 卅刮.
1 1 1
,, J :
公』 3
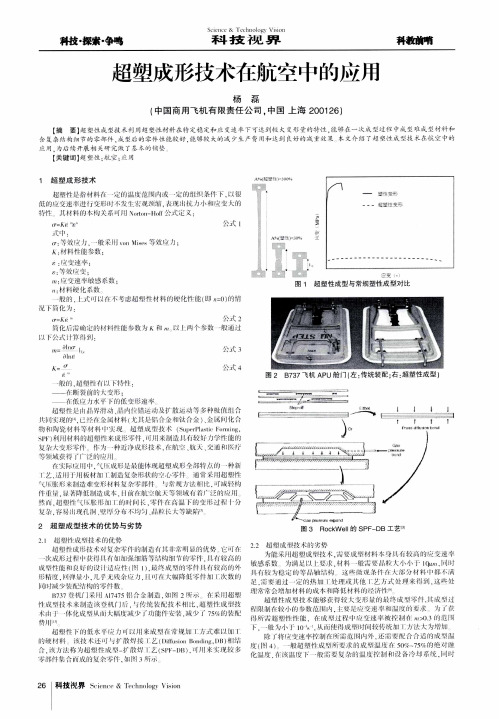
3 h l』 ℃4 图2 B 7 3 7飞 机 AP U舱门( 左: 传统装配 : 右: 超塑性成型 )
般n .
一 I
— —
. l以 n 俐 f :
.
T
n 昭 d * J on Ⅻ
.
2 超 塑 成 型 技术 的优 势与 劣 势
图3 R o c k We l l 的 S PF — DB工 艺
! . I 出州 r E, { ‘ £水的 f 协 1 2 趣 成 ’ 技 术 的 劣势 ¨ 成J 技 术刈 冬什 的 制造 仃 l l u , ; ; i l 1 J 的优势 它 l 】 l J 存 为能 果川 t 趣 技 术. l 要 成 材 料 本 具 仃较 高 d , J J 变迎 l 誊 次成彤过 l 『 j f ! } j 仃 J J J l 曲 f 舫肆站 构川 七 _ = 什. 仃较一 _的 敞感 系数 满 足以上 要求 . 材料 一 股 婴品 夫小小 卜 l ( hm. I I . } j 幢 I " k f i  ̄ 秆 【 良女 j i r , J i 蹙i I 辽J F . I - ( J g I i ) . 』 I 2 终J J J , f I 个l f 较l 的 9 j 彳 丁 较- 工 J 芷的等 。 轩 I 1 。 淘 这 s { 牧《 祭f 1 一 : 夫 【 5 , , 材料 i } i 部1 蔫 j _ I _ ; " f I ' i J 叟. 【 I l I 忡: l } 小. 儿_ r庀, 余J , J , …t 人』 降 『 【 【 拳f l : h H I 次数的 址. ^ 嘤越 过 - 定 的热 f 】 l I 『 处 或 l e 他 I , J ’ 式 处 求 褂 到 , 这 此 处 …l 1 f 减 少 构I 1 0 冬什 数 常 会增 n I I ' } 的『 】 本卡 f I 降f 【 e 材牡 } 『 芹 1 } B 7 3 7髓 " 【 『 J 宋』 I I、 1 7 4 7 5钳; 金 圳造 . 殳 ¨ 2 j 听爪 果J j J 超 塑 趟 翅忡 成 技 术 能 够 获得 较 大 变 形 的 J { 2 终 成 什. 』 £ 成 过 州: 成} 州技 水 牝川逃 i 发程f J 【 门} . ‘ j f 0统 技 术f f j I E. 超 成J 技 制 存较 小 的 参数 范 内 . 主 要 址J 世变速 ? 昝和 濉 J 塑的 受 J 之 ’ 工 J r捩 术I I I j ・ 化J 戊 从 l n i 人 f 1 ; J 耍 成少 J J 』 l J 能r l - 毖. 减少 J 7 5 %的 装 甜』 超 趔 f f - 能 .J = ! f I 成 删过 f f J f 、 变 逮半 被 控 制 m> ( J 3的 范
基于钛合金超塑成形工艺与应用

I ndustry development行业发展基于钛合金超塑成形工艺与应用刘 富1,程 旭2摘要:近年来,基于飞机、船舶、发动机等制造行业的迫切需要,国内外提出了对制造材料和制造技术的新的时代发展要求,同时也迎来了新的挑战和机遇。
世界许多国家逐渐意识到了钛合金金属材料在航空航天中的重要作用。
作为科技快速发展的国家,我国对于钛合金材料也采取了鼓励研究和开发的政策。
因此,本文立足于钛合金的角度,阐述了钛合金的超塑成形工艺和应用。
关键词:钛合金;超塑成形;工艺;应用钛合金在制造飞机中是不可或缺的材料,其在我国的航空航天行业中占据着重要的地位。
从七十年代开始,中国就一直在对钛合金进行研究和创新。
目前,国内已经有多家从事钛合金超塑成形研究的机构。
在多年的发展和努力下,钛合金的超塑成形工艺得到了良好的创新和发展,并被广泛应用于军用和民用领域。
这一发展不仅促进了军事制造方面的发展,同时也对经济产生了积极的推动作用。
1 钛合金概念1.1 钛合金的定义钛是一种在20世纪才被广泛发现并使用的金属矿物。
它的密度为4.51g/cm3,熔点将近2000℃。
这种金属在自然界中分布较广,占据了地球地壳质量的百分之六。
钛是金属元素中含量第十高的,全球储量是铜的几十倍。
钛合金是由钛为基础元素与其他元素混合而成的一种合金。
它具有抗高温、高强度和抗腐蚀等优良性能。
因此,钛合金被世界各国广泛应用于航天航空、轮船、汽车以及其它工业领域中,成为重要的组成部分。
1.2 钛合金的特性1.2.1 密度小、强度高、比强度较大钛的密度为4.51g/cm3,是普通钢密度的一半,强度比铝要大近三倍。
此外,钛合金的强度是常用工业金属合金中最大的。
它的强度可与铁碳合金相媲美。
钛合金的强度甚至远远超过不锈钢、铝合金、镁合金等合金。
因此,它在航空航天、飞机和导弹建造等领域中是不可或缺的金属结构材料,常常被视为理想的材料。
1.2.2 抗腐蚀性较为优异金属钛合金的钝性关键在于氧化膜的形成。
TC4多层板结构超塑成形_扩散连接工艺数值模拟与试验研究 (1)
南京航空航天大学硕士学位论文TC4多层板结构超塑成形/扩散连接工艺数值模拟与试验研究姓名:崔元杰申请学位级别:硕士专业:航空宇航制造工程指导教师:童国权2011-01南京航空航天大学硕士学位论文摘 要超塑成形/扩散连接(简称SPF/DB )技术是航空航天大型复杂钛合金薄壁结构件制造的主要工艺方法之一,利用该技术制造的钛合金多层板结构设计上满足质量轻、刚性大的要求,工艺上突破传统的钣金成形方法,能够缩短制造周期,减少成本等。
国外已将SPF/DB 技术制造的钛合金多层板结构广泛应用于航空航天领域并取得显著的技术经济效益,目前国内钛合金多层板SPF/DB 技术在制造工艺与应用上与发达国家相比还存在差距,主要表现的工艺问题:三层板结构件面板易出现“沟槽”缺陷,四层板由于扩散连接面积大,若工艺过程控制不当,极易造成扩散连接不充分。
利用CAD 、CAE 计算机辅助设计技术进行结构优化已成为航空航天领域SPF/DB 工艺研究的重点内容之一。
针对上述的工艺问题,本文在TC4多层板SPF/DB 工艺研究中做了以下工作:首先提出了面板与芯板初始厚度比值1r (1r t t =面芯)、扩散连接宽度与面板初始厚度比值2r (2/r b t =面)是影响三层板结构件面板“沟槽”缺陷的两个重要结构参数。
根据三层板SPF/DB 工艺原理设计了模具结构与气路,借助有限元软件MARC 分析了1r 与2r 值对TC4三层板“沟槽”缺陷的影响规律,通过模拟比较得到:当t 面=2mm 时,t 芯=0.7mm ,b =4mm 的三层板结构模拟成形结果最佳。
最后在数值模拟的基础上,采用先DB 后SPF 的方法成功地进行了TC4三层板SPF/DB 试验研究,得到的三层板焊合率高、芯板壁厚分布均匀、面板无“沟槽”缺陷。
结果表明:TC4三层板SPF/DB 工艺中,当结构满足13r ≈,22r =时有利于减少面板“沟槽”缺陷;最佳DB 工艺参数为:温度900℃,扩散连接压力2~3.5MPa ,保压时间3600s ;最佳SPF 参数为:温度900℃,应变速率0.00098s -1,成形时间为2000s ,保压压力2.5MPa 。
超塑成形/扩散连接技术在航空航天的应用与进展现状
超塑成形/扩散连接技术在航空航天的应用与进展现状06014211(南昌航空大学航空制造学院,南昌 330063)摘要大量的工程材料都具有超塑性,以材料超塑性为理论基础的超塑成形/扩散连接技术是先进制造技术的一种,在航空航天等许多工业部门取得了愈来愈多的应用。
超塑成形/扩散连接(SPF/DB)技术关于现代和以后航空航天结构设计和制造有着重要和深远的阻碍,被称为21世纪大型复杂构件的高效费比制造技术。
分析了材料超塑性现象,超塑性变形机理研究进展。
超塑成形/扩散连技术的理论基础。
和超塑成形/扩散连接复合工艺的技术优势、研究进展和应用现状,并展望了超塑成形/扩散连接技术的进展趋势。
关键词超塑性超塑成形扩散连接超塑成形/扩散连接航空制造飞机前言超塑成形(SPF)和扩散连接(DB)技术,在现代航空航天工业进展的推动下,通过30连年的开发研究和验证实验,现已进入有历时期。
SPF和SPF/DB技术已经成为推动现代航空航天结构设计概念进展和冲破传统钣金成形方式的先进制造技术,因此,该技术的进展应用水平也已成为衡量一个国家航空航天生产能力和进展潜力的标志。
SPF/DB技术的研究已开展30余年,20世纪70年代初至80年代初的10年是sPF /DB的开发研究和实验验证时期。
SPF/DB从实验室小规模基础工艺研究和验证慢慢进展到全尺寸零件的设计、制造和飞行实验。
20世纪80年代初至今是sPF/DB技术的生产应用和深切进展时期,其间SPF/DB工艺的基础研究加倍深切,生产技术取得较大进展[1]。
SPF/DB技术制造出的飞行器整体结构件,不仅能知足设计上的要求,如质量轻、刚性大;而且也能知足工艺上的要求,简化零件制造进程和构件的装配进程,缩短制造周期、减少手工劳动量和降低本钱。
另外,SPF/DB技术还能够制造空心结构件。
SPF /DB技术在减轻飞行器质量、降低生产本钱方面显示出了庞大的优越性,日趋取得航空航天工业的高度重视。
浅谈航空航天中的铝合金焊接工艺
浅谈航空航天中的铝合金焊接工艺近些年来,随着航空航天的不断发展,对航天器材料的要求也越来越高,由于铝及铝合金密度小,强度好、易加工成型、弹性好、抗冲击性能好、耐腐蚀、耐磨、表面易着色、可回收再生等良好的物理化学性能,在航空航天工业中得到了广泛的应用。
轻合金的广泛应用又促进了轻合金焊接工艺的发展,文章分别对铝及铝合金的钎焊,钨极惰性气体保护焊,熔化极惰性气体保护焊,搅拌摩擦焊,超塑成形/扩散连接进行了概述。
标签:航空航天;铝合金;焊接随着科技的进步及航空航天工业的发展,对材料的要求越来越高。
减轻零件质量和降低制造成本使轻合金在航空航天领域得到应用。
轻合金能使飞行器在减轻质量的同时,节约能源,降低费用,增加有效载荷,进而带来可观的经济效益[1]。
铝的地球储量丰富,约占地壳重量的8%[2],铝合金是极具竞争力的在工业上应用最广泛的轻金属。
铝及铝合金材料具有密度小,强度适中、弹性好、易加工成型、抗冲击性能好、耐磨、耐腐蚀、易表面着色、可回收再生等优良特性,在飞机制造中得到了广泛应用[3]。
焊接是轻合金材料的重要连接技术之一,具有减重、节材和提高生产效率的作用[4]。
铝合金的广泛应用促进了铝合金焊接技术的发展,同时焊接技术的发展也拓展了铝合金的应用领域[5]。
下面介绍几种可应用于铝合金的焊接工艺。
1 钎焊铝及铝合金的钎焊是目前国内外学者研究较多的热点之一,其钎焊技术也得到了很大的发展。
钎焊是采用比母材熔点低的金属材料作钎料,将焊件和钎料加热到高于钎料熔点,低于母材熔化温度,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散实现连接焊件的方法[6]。
钎焊变形小,接头光滑美观,适合于焊接精密、复杂和由不同材料组成的构件。
钎焊又包括软钎焊和硬钎焊,软钎焊的温度不超过450℃,基体金属不熔化,不产生界面反应,避免了高温加热对被连接材料的影响。
硬钎焊接头强度高,有的可在高温下工作。
2 钨极惰性气体保护焊钨极惰性气体保护焊是最早的气体保护电弧焊方法,广泛用于焊接容易氧化的有色金属铝、镁及其合金、钛及钛合金等。
钛合金舵体超塑成形_扩散连接工艺研究
摘 要
超塑成形/扩散连接(Superplastic forming/diffusion bonding,简称 SPF/DB)技术可以在一 次成形过程中制造多层板复合整体结构,成形的多层板结构具有弯曲刚度大、承载稳定性高、 表面和外形质量好、结构重量小以及良好的能量吸收和疲劳性能等优点,并且大大降低了生产 成本,故目前已成为制造飞行器舵翼类零件的重要方法。 然而,传统的超塑成形/扩散连接工艺存在着一系列问题,主要表现在:止焊剂涂敷困难、 成形零件热暴露时间长及零件成品率低等。用激光焊接代替一部分扩散连接的方法能够解决传 统工艺的不足,大大提高制件成品率及成形件的力学性能,因此开展激光焊接与超塑成形/扩散 连接组合工艺的研究,具有重要意义。本文针对某 TC4 钛合金舵体零件进行深入的激光焊接、 超塑成形/扩散连接的工艺研究,主要进行了如下研究: 基于材料超塑成形和扩散连接的基本原理,结合相关理论,利用有限元软件 ABAQUS 对 某 TC4 钛合金舵体的超塑成形过程进行了模拟,对构件的壁厚分布、应力情况做出了预测,获 得了优化的等应变速率下的压力-时间曲线,为超塑成形/扩散连接工艺的气压加载提供了参考 依据。 在对钛合金舵体超塑成形过程进行模拟仿真分析基础上,研究了两层 0.6mm 厚的 TC4 钛 合金板的激光穿透焊接工艺,确定了优化的焊接参数,并成功焊接了四层板结构的中间两层芯 板。随后进行了四层结构的超塑成形/扩散连接工装准备,并进行了相关的超塑成形 /扩散连接 试验,研制成功了合格的舵体样件。 对舵体零件的质量检测表明:舵体零件外观形貌完好,内部加强筋完全直立,壁厚分布均 匀,扩散连接区域的微观组织没有明显长大,总体焊合率达 95%以上。 通过以上研究表明, 本文采用的激光预焊芯板的超塑成形/扩散连接的新工艺是制造中空复 合夹层结构的一种可行方法,能够解决传统超塑成形/扩散连接工艺中存在的诸多问题,具有很 大优势及发展前景。 关键词:TC4 钛合金舵体,激光焊接,超塑成形/扩散连接,多层结构,有限元模拟
超塑性成形的原理及应用
超塑性成形的原理及应用1. 超塑性成形的定义超塑性成形是一种金属加工方法,通过在高温下施加压力使金属材料具有超塑性,从而实现复杂形状的制造。
2. 超塑性成形的原理超塑性成形的原理主要涉及金属材料的微观结构和形变机制。
2.1 微观结构超塑性材料具有特殊的微观结构,通常是由细小的晶粒和高温下的晶界扩散组成。
这种微观结构使得金属材料在高温下容易发生塑性变形。
2.2 形变机制超塑性成形主要通过两种形变机制实现:•滑移机制:材料的晶粒沿着晶界滑移,形成细长的晶粒。
这种滑移机制使得材料在高温下能够发生较大的塑性变形。
•胀裂机制:在高温下,材料变形时会在晶界产生小裂纹,然后通过扩散修复这些裂纹,完成塑性变形。
3. 超塑性成形的应用超塑性成形在许多工业领域都有广泛的应用,下面列举其中几个典型的应用。
3.1 航空航天工业超塑性成形在航空航天工业中被广泛应用于制造复杂形状的航空零部件,如发动机叶片、导向器等。
超塑性成形技术能够实现复杂曲率的制造,提高零部件的性能和寿命。
3.2 汽车工业超塑性成形在汽车工业中被应用于制造汽车外壳和车身构件。
由于超塑性成形能够实现复杂曲面的成形,可以有效减少焊接接头和减轻车身重量,从而提高汽车的燃油效率和安全性能。
3.3 石油化工工业超塑性成形在石油化工工业中常用于制造反应器、换热器和塔器等设备。
超塑性成形技术能够制造出更大尺寸的设备,降低焊接接头的数量和风险,提高设备的可靠性和安全性。
3.4 电子工业超塑性成形在电子工业中被应用于制造微型零部件,如手机外壳、导电网格等。
超塑性成形技术能够制造出更细小、复杂的零部件,满足电子产品越来越小型化、轻量化和高性能化的需求。
4. 超塑性成形的优点和挑战超塑性成形具有以下优点: - 可以制造出复杂形状的零部件,减少后续加工工序; - 可以提高材料的力学性能和耐腐蚀性能; - 可以减少材料的残余应力。
然而,超塑性成形也面临一些挑战: - 高温下的材料处理复杂,需要精确控制温度和应力; - 高温下的工艺条件对设备要求较高; - 需要选择合适的超塑性材料。
超塑成形技术的发展及应用
1 丰 富超 塑 材 料 类 型
“ 九 层之 台 ,起于 垒土 ” 。2 0 1 1 年6 月2 4 日, 美 国总 统 奥 巴马在 卡 耐基 梅 隆大 学 宣布 实 施一 项 超过 5 亿 美元 的“ 先进 制造 业伙 伴 关系” 计划 , 同 时美 国联 邦 政府 将 投 入 1 亿 美元 实施 “ 材料 基 因组计 划 ” 。从材 料 的角 度来讲 ,不 同的原子 、
长, 而且超塑成型温度对于实际应用来说偏高 ,
分 子组 合 决定 了材 料 具有 不 同 的性 质 ,我 们总 是 致 力于 找到 更加 符 合应 用 要 求的材 料 。材 料
是 人 类赖 以生 存和 发 展 的基 础 ,国家 为进 一步 促 进其 发 展 ,将新 材 料列 为战 略性 新兴 产 业 。 对超 塑 成 形技 术 而言 ,超 塑 材料 也 是其 创 新生
构件 已销往 世 界 各地 ,并取 得 了巨大 的 经济效 益 。但 是 国 内研 制超 塑合 金 构 件在 飞机 上的 应 用仍 十 分 有 限 ,仅 装备 几架 试 用后 就 终止 了 , 未转 入 小 批量 生 产 ,更谈 不 上 工 业化 生 产 了。
在大型锻件超塑等温锻造方面,西方工业发达 国 家也 走 在 前 面,例 如 美 国 普 惠 公司 用 超 塑性 技 术 制 造 飞机 高温 合 金涡 轮 盘和 压 气机 盘 ,而 我 国 尚在 初 研 制或 试 验 阶段 ,离 实际 应 用 或工 业化 阶 段 尚远 。在 开 发 新型 超 塑产 品 ,推 广超 塑技 术 的 工业 化应 用 方 面 ,北 京有 色金 属 公 司 及 其 下 属 的超 塑新 技 术有 限公 司独 辟蹊 径 ,研 制 出 民用超 塑 制 品一 超 塑合 金槽 筒 ,并 已形 成
超塑成形技术在航空中的应用
超塑成形技术在航空中的应用作者:杨磊来源:《科技视界》2017年第12期【摘要】超塑性成型技术利用超塑性材料在特定稳定和应变速率下可达到较大变形量的特性,能够在一次成型过程中成型难成型材料和含复杂结构细节的零部件,成型后的零件性能较好,能够较大的减少生产费用和达到良好的减重效果。
本文介绍了超塑性成型技术在航空中的应用,为后续开展相关研究做了基本的铺垫。
【关键词】超塑性;航空;应用1 超塑成形技术超塑性是指材料在一定的温度范围内或一定的组织条件下,以很低的应变速率进行变形时不发生宏观颈缩,表现出抗力小和应变大的特性。
其材料的本构关系可用Norton-Hoff公式定义:式中:?滓:等效应力,一般采用von Mises等效应力;K:材料性能参数;m:应变速率敏感系数;n:材料硬化系数。
一般的,上式可以在不考虑超塑性材料的硬化性能(即n=0)的情况下简化为:简化后需确定的材料性能参数为K和m。
以上两个参数一般通过以下公式计算得到:一般的,超塑性有以下特性:——在断裂前的大变形;——在低应力水平下的低变形速率。
超塑性是由晶界滑动、晶内位错运动及扩散运动等多种极值组合共同实现的[4],已经在金属材料(尤其是铝合金和钛合金)、金属间化合物和陶瓷材料等材料中实现。
超塑成型技术(SuperPlastic Forming,SPF)利用材料的超塑性来成形零件,可用来制造具有较好力学性能的复杂大变形零件。
作为一种近净成形技术,在航空、航天、交通和医疗等领域获得了广泛的应用。
在实际应用中,气压成形是最能体现超塑成形全部特点的一种新工艺,适用于用板材加工制造复杂形状的空心零件。
通常采用超塑性气压胀形来制造难变形材料复杂零部件。
与常规方法相比,可减轻构件重量,显著降低制造成本,目前在航空航天等领域有着广泛的应用。
然而,超塑性气压胀形加工的时间长,零件在高温下的变形过程十分复杂,容易出现孔洞、壁厚分布不均匀、晶粒长大等缺陷[5]。
超塑成形/扩散连接技术在航空航天上的应用

(a)(b)
(c)(d)
图1扩散连接的三阶段模形
1.1.3超塑成形/扩散连接(SPF/DB)
SPF/DB是一种把超塑成形与扩散连接相结合用于制造高精度大形零件的近无余量加工方法。
当材料的超塑成形温度与该材料的扩散连接温度相近时,可以在1次加热、加压过程中完成超塑成形和扩散
(a)(b)(c)
图2超塑成形/扩散连接的基本形式
用于SPF/DB组合工艺的扩散连接方法主要有三种:小变形固态扩散连接、过渡液相扩散连接和大变形/有限扩散连接。
在扩散连接过程中应采用惰性保护气体或真空,以防止氧化层的形成和生长。
对于常使用的钛合金而言,超塑成形和扩散连接技术条件和工艺参数具有兼容性,因此有可能在构件研制中把两种工艺组合在一个温度循环中,同时实现成形和连接。
在采用SPF/DB组合工艺进行多层结构的生产中,可以先扩散连接后超塑成形(DB/SPF),也可以先超塑成形后扩散连接(SPF/DB)。
DB/SPF工艺过程中,构件的芯板结构由板面的止焊剂图案而定,构件生产可在一次加热循环中完成,也可分为两道工序。
一道工序的
降低制造成本,提高系统可靠性和耐久性。
超塑成形扩散焊接工艺近况
超塑成形扩散焊接工艺近况一、什么是超塑成形和扩散焊接大家都知道,咱们的科技发展得飞快,越来越多的技术涌现出来,简直是让人眼花缭乱。
超塑成形和扩散焊接这两个词,听起来高大上,对吧?别担心,咱们慢慢说,肯定让你听明白。
首先说说超塑成形,这玩意儿简单来说,就是把金属材料加热到接近熔点,但又不完全融化,让它变得特别柔软,然后通过施加一定的力,把它拉伸成各种形状。
这种技术最大的好处,就是可以让金属在不损失强度的情况下,成型得又薄又复杂,哪怕是一些以前很难做的形状,也能轻松搞定。
再来说说扩散焊接。
扩散焊接其实就是把两块金属在高温下放一段时间,让它们原子间互相“粘合”,就像是两块小磁铁慢慢靠近,最后紧紧地粘在一起。
关键是,这个过程不需要加任何外部的焊料或者熔化材料,光靠金属本身的温度和压力,两个部件就能完美地连接在一起。
而且呢,焊接的部位非常紧密,几乎跟一个整体没什么区别,完全不会出现常规焊接那种缝隙和不均匀的情况。
二、为什么这两个工艺这么火?这俩工艺为啥这么受欢迎?其实挺简单的。
你看现在的飞机、汽车、电子产品,很多零件都越来越复杂了,要实现轻量化、高强度,传统的加工方式有点吃力了。
而超塑成形和扩散焊接就成了“得力干将”。
比如说,超塑成形可以让复杂的金属零件在保持强度的还能减轻重量,真的可以说是“轻巧又有力”,这对于航空航天、汽车制造等行业简直就是救星。
至于扩散焊接,它特别适合处理那些精密度要求高、受力均匀的连接部位,大家都知道,焊接不好,容易产生裂纹或者虚焊,特别是在高温高压环境下工作的时候,问题就更严重了。
而扩散焊接就能保证这种高可靠性,连接牢固且均匀,简直像是“结婚证”,两个部件永远不会分开。
三、超塑成形和扩散焊接的应用领域大家可能有点疑惑,超塑成形和扩散焊接都能干嘛用呢?其实应用可多了。
航空航天行业就是超塑成形的“大户”。
飞行器、卫星那些精密的金属部件,如果用传统的加工方法,不仅成本高,效率也低。
而超塑成形可以在不浪费太多材料的情况下,做出那些复杂的零件,既轻便又坚固,简直就是为高空飞行量身定做的。
航空用厚钢板的超塑成形技术研究
航空用厚钢板的超塑成形技术研究简介航空工业对于轻量化和高强度材料的需求促使了航空用厚钢板的超塑成形技术的研究与发展。
超塑成形技术是一种通过应用热力学原理和塑性变形理论,使材料在高温条件下具有强大塑性,可以以极高的变形率形状制成复杂工件的工艺。
航空用厚钢板的超塑成形技术的意义航空用厚钢板的超塑成形技术的研究对于航空工业具有重要意义。
首先,航空用厚钢板的超塑成形技术可以满足航空器结构零件轻量化的需求。
相比于传统的加工方法,超塑成形技术可以在保证强度和刚度的同时提高零件的变形率,从而减少材料的使用量,降低整体重量。
其次,超塑成形技术可以实现航空器结构零件的一体化制造,减少接缝处的缺陷,提高零件的可靠性和性能。
此外,超塑成形技术还可以降低材料的应力和残余应力,延长零件的使用寿命。
航空用厚钢板的超塑成形技术的关键问题要实现航空用厚钢板的超塑成形技术的应用,需要克服一些技术难题。
首先,研发高温高强塑性钢是进行航空用厚钢板超塑成形的前提。
由于超塑成形要求材料在高温下保持较高的塑性,因此需要开发出具备良好热稳定性和较高延展性的高温高强塑性钢。
其次,超塑成形工艺参数的确定也是关键问题。
工艺参数的选择需要综合考虑材料性能、成形性能和形状精度的要求,以实现最佳成形效果。
此外,研发适用于航空用厚钢板超塑成形的工装和设备也是研究的重点。
这些工装和设备需要具备高温抗氧化性能和足够的力学强度,以保证成形过程的顺利进行。
航空用厚钢板的超塑成形技术的研究进展近年来,航空用厚钢板的超塑成形技术在理论研究和实践应用方面取得了一些进展。
在理论方面,研究人员通过数值模拟和实验验证,加深对于超塑成形过程中材料的塑性行为和变形机制的认识。
实践应用方面,一些国内外航空企业已经开始采用超塑成形技术制造航空器的结构零件,并在飞机试飞中得到了验证。
这些成就为航空用厚钢板的超塑成形技术的研究提供了宝贵的经验和借鉴。
航空用厚钢板的超塑成形技术的前景展望航空用厚钢板的超塑成形技术在实际应用中具有广阔的前景。
从无到有艰难超越——中航工业制造所超塑成形技术发展历程
从无到有艰难超越——中航工业制造所超塑成形技术发展历程韩秀全早在上世纪60年代,在美国超声速巡航飞机计划的刺激和推动下,国外航空工业就率先开展超塑成形技术研究。
70年代早期,美国洛克威尔公司首先将超塑成形技术应用于飞机结构件制造中,使钛合金结构件制造工艺发生了深远的技术变革。
随后,美国的BLATS计划将钛合金超塑成形、超塑成形/扩散连接技术列为重点研究项目。
此后,由英国国防部投资的“战斗机验证计划”(EAP)中,BAE公司完成了先进超塑成形/扩散连接结构制造和试验的研究项目,为EAP验证机提供了龙骨组件等多个部件。
在发动机领域,超塑成形/ 扩散连接组合工艺已经成为重要结构制造的关键工艺。
1984年,英国罗·罗公司开始率先采用超塑成形/扩散连接技术研制钛合金宽弦无凸肩空心风扇叶片取代了蜂窝结构,使叶片重量减重15%,大大改善了叶片的气动特性。
可以说,美、欧等国的大型国防研究计划对于超塑成形、超塑成形/扩散连接技术的发展起到了至关重要的作用,尤其近年来先进武器装备作战性能要求越来越高,促使钛合金超塑成形整体结构在飞机、发动机、导弹、舰艇等工业领域的应用不断扩大,显示出旺盛的生命力,在已获得的工程应用领域内产生了巨大的技术经济效益。
1980年,中航工业制造所技术人员在翻阅国外杂志的过程中,了解到了一门新的工艺技术——超塑成形技术。
该项技术自发明起,短短几年的时间里迅速在欧美大型飞机、发动机公司中蓬勃发展。
这对于当时并不景气的国内航空制造业而言,燃起一个新的希望。
所领导与技术人员共同探讨、慎重考虑后,确定组建超塑成形/扩散连接技术研究小组。
小组成立之初只有几人参加,没有专用设备,更没有相关的技术文献可以参考。
年轻技术人员凭借对新技术的一腔热血和执着开展了研究。
对当时仅有的一台压力机床进行改装,自行研制添加了设备液压系统、加热系统以及气源系统。
由于当时国内耐火材料研制水平不高以及研究经费的限制,使超塑成形设备的核心部件——加热平台无法采用达到国际上普遍的陶瓷加热平台要求。