形位公差表
形位公差的符号和图示大全

形位公差的符号和图示大全形位公差加工后的零件不仅有尺寸公差,构成零件几何特征的点、线、面的实际形状或相互位置与理想几何体规定的形状和相互位置还不可避免地存在差异,这种形状上的差异就是形状公差,而相互位置的差异就是位置公差,统称为形位公差(tol erance of form and position).形位公差术语根据GB/T1182—2008 已改为新术语几何公差。
包括形状公差和位置公差。
任何零件都是由点、线、面构成的,这些点、线、面称为要素。
后零件的实际要素相对于理想要素总有误差,包括形状误差和位置误差。
这类误差影响机械产品的功能,设计时应规定相应的公差并按规定的标准符号标注在图样上.20世纪50年代前后,工业化国家就有形位公差标准。
国际标准化组织(I SO)于1969年公布形位公差标准,1978年推荐了形位公差检测原理和方法。
中国于1980年颁布形状和位置公差标准,其中包括检测规定。
形状公差和位置公差简称为形位公差。
下列图表有利于金粉更直观的了解其概念。
测量方法形状误差指零件上的点、线、面等几何要素在加工时可能产生的几何形状上的误差。
如:加工一根圆柱时,轴的各断面直径可能大小不同、或轴的断面可能不圆、或轴线可能不直、或平面可能翘曲不平等。
位置误差指零件上的结构要素在加工时可能产生的相对位置上的误差。
如:阶梯轴的各回转轴线可能有偏移等。
目前有一种高效测量各种形位误差的测量方法,就是可以直接利用数据采集仪连接各种指示,如百分表等,数据采集仪会自动读取测量数据并进行数据分析,无需人工测量跟数据分析,可以大大提高机械测量效率。
测量仪器:偏摆仪、百分表(或其他指示表)、数据采集仪测量原理:数据采集仪可从百分表中实时读取数据,并进行形位误差的计算与分析,各种形位误差计算公式嵌入数据采集仪软件中,不需要人工计算,提高测量的准确率。
形位公差的符号和图示大全

形位公差的符号和图示大全,赶紧收藏吧!2014-12-08金属加工形位公差加工后的零件不仅有尺寸公差,构成零件几何特征的点、线、面的实际形状或相互位置与理想几何体规定的形状和相互位置还不可避免地存在差异,这种形状上的差异就是形状公差,而相互位置的差异就是位置公差,统称为形位公差(tolerance of form and position)。
形位公差术语根据GB/T1182-2008 已改为新术语几何公差。
包括形状公差和位置公差。
任何零件都是由点、线、面构成的,这些点、线、面称为要素。
后零件的实际要素相对于理想要素总有误差,包括形状误差和位置误差。
这类误差影响机械产品的功能,设计时应规定相应的公差并按规定的标准符号标注在图样上。
20世纪50年代前后,工业化国家就有形位公差标准。
国际标准化组织(ISO)于1969年公布形位公差标准,1978年推荐了形位公差检测原理和方法。
中国于1980年颁布形状和位置公差标准,其中包括检测规定。
形状公差和位置公差简称为形位公差。
下列图表有利于金粉更直观的了解其概念。
测量方法形状误差指零件上的点、线、面等几何要素在加工时可能产生的几何形状上的误差。
如:加工一根圆柱时,轴的各断面直径可能大小不同、或轴的断面可能不圆、或轴线可能不直、或平面可能翘曲不平等。
位置误差指零件上的结构要素在加工时可能产生的相对位置上的误差。
如:阶梯轴的各回转轴线可能有偏移等。
目前有一种高效测量各种形位误差的测量方法,就是可以直接利用数据采集仪连接各种指示,如百分表等,数据采集仪会自动读取测量数据并进行数据分析,无需人工测量跟数据分析,可以大大提高机械测量效率。
【金属加工微信,内容不错值得关注!】测量仪器:偏摆仪、百分表(或其他指示表)、数据采集仪测量原理:数据采集仪可从百分表中实时读取数据,并进行形位误差的计算与分析,各种形位误差计算公式嵌入数据采集仪软件中,不需要人工计算,提高测量的准确率。
形位公差举例
平行度(三)
当给定任意方向时,平行度公差带是直径 为公差值t且平行于基准轴线的圆柱面内的 区域。如图所示,ød孔轴线必须位于直径 公差值ø 0.1mm,且平行于基准轴线的圆 柱面内。
面轮廓度也分无基准要求的面轮廓度公差、 有基准要求的面轮廓度公差。
位置公差
定向公差 1、平行度 2、垂直度 3、倾斜度 定位公差 1、同轴度 2、对称度 3、位置度
跳动公差 1、圆跳动公差 2、全跳动公差
定向公差
关联被测要素对基准要素在规定方向上允许的变动量, 特点:定向公差相对于基准有确定的方向,公差带的位置可以浮动;定向公差具有综合控制
在给定方向内的直线度
如图是两个方向的示例,棱线必须位于水 平方向距离为公差值0.02mm,垂直方向 距离为公差值0.1mm的两对平行平面之内。
任意方向上的直线度
其公差带是直径为公差值t的圆柱面内的区域。 如图所示,ød圆柱体的轴线必须位于直径为 公差值0.04mm的圆柱体,标准规定,形位 公差值前加注“ø”,表示其公差带为一圆柱 体。
被测要素的方向和形状的职能。 分为:平行度、垂直度和倾斜度。
平 行度当(两一要)素要求互相平行时,用平行度公差 来控制被测要素对基准的方向误差。当给 定一个方向上的平行度要求时,平行度公 差带是距离为公差值t,且平行于基准平面 (或直线或轴线)的两平行平面(或轴线) 之间的区域。
平行度 (二)
基准的建立:
单个基准时,由实际要素建立基准应符合最小条件。
形位公差的符号和图示大全

形位公差的符号和图示大全,赶紧收藏吧!2014-12-08金属加工形位公差加工后的零件不仅有尺寸公差,构成零件几何特征的点、线、面的实际形状或相互位置与理想几何体规定的形状和相互位置还不可避免地存在差异,这种形状上的差异就是形状公差,而相互位置的差异就是位置公差,统称为形位公差(tolerance of form and position)。
形位公差术语根据GB/T1182-2008 已改为新术语几何公差。
包括形状公差和位置公差。
任何零件都是由点、线、面构成的,这些点、线、面称为要素。
后零件的实际要素相对于理想要素总有误差,包括形状误差和位置误差。
这类误差影响机械产品的功能,设计时应规定相应的公差并按规定的标准符号标注在图样上。
20世纪50年代前后,工业化国家就有形位公差标准。
国际标准化组织(ISO)于1969年公布形位公差标准,1978年推荐了形位公差检测原理和方法。
中国于1980年颁布形状和位置公差标准,其中包括检测规定。
形状公差和位置公差简称为形位公差。
下列图表有利于金粉更直观的了解其概念。
测量方法形状误差指零件上的点、线、面等几何要素在加工时可能产生的几何形状上的误差。
如:加工一根圆柱时,轴的各断面直径可能大小不同、或轴的断面可能不圆、或轴线可能不直、或平面可能翘曲不平等。
位置误差指零件上的结构要素在加工时可能产生的相对位置上的误差。
如:阶梯轴的各回转轴线可能有偏移等。
目前有一种高效测量各种形位误差的测量方法,就是可以直接利用数据采集仪连接各种指示,如百分表等,数据采集仪会自动读取测量数据并进行数据分析,无需人工测量跟数据分析,可以大大提高机械测量效率。
【金属加工微信,内容不错值得关注!】测量仪器:偏摆仪、百分表(或其他指示表)、数据采集仪测量原理:数据采集仪可从百分表中实时读取数据,并进行形位误差的计算与分析,各种形位误差计算公式嵌入数据采集仪软件中,不需要人工计算,提高测量的准确率。
形位公差很详细

注:97/01版本为通用/福特/克莱斯勒一起发布,04版本为通用单独发布。
相应的国际标准有:
ISO 1101-83、ISO 5459-81、 ISO 8015-85、 ISO 2692-88、ISO 1057992、ISO 10579-93等。
由于加工过程中工件在机床上的定位误差、刀具与工件的 相对运动不正确、夹紧力和切削力引起的工件变形、工件的内 应力的释放等原因,完工工件会产生各种形状和位置误差。
置 (几何GM)的公G差D”&T部新分标,准作(一9简7起要)的和、我基国础的的形讲位述公。差标准都等效 采用了国际标准(ISO),所以绝大多数的内容是相同的。由于 我国的形位公差标准体系分类、名词术语容易理解并便于自学, 且国内供应商也较熟悉,故下面根据自己多年的实践,基本上按 我国GB标准的名词术语来解释 GM 的GD&T 标准。当某些名词 术语及内容上两国的标准有所区别时,GM 的 GD&T 新、旧标准 不同之处,会特别加以说明。
标准还有: 50 理 论正确尺寸。
理论正确尺寸Basic Dimensions :不标注 公差的带框尺寸。它可 以是理论正确线性尺寸 和理论正确角度尺寸。
三 标注 Mark
3.1 形位公差框格 Feature Control Frames
基准要素的字母及附加符号 公差值及附加符号 公差特征项目的符号
GD &T(形位公差)简解
陈一士
2004.10
“GD&T”全称为“Global Dimensioning and Tolerancing 全球的尺寸和公差的规定”。标准中包含有尺寸标注方法(属我
国技术制图标准)与几何公差(属我国形状和位置公差标准)两 大部分。其中尺寸标注仅是一种表达方式,无技术含量,且与我 国的GB标准基本相同,故本次不作介绍。下面仅对“形状和位
形位公差符号大全

形位公差符号大全作为机加工老司机,你阅图无数,加工无数。
当我们说到“形位公差”,它是既理论又实际的专业知识,你对它有多了解呢?在生产中,如果我们对图纸标注的形位公差理解错误,就会使加工分析、加工结果与要求偏离,甚至带来严重后果。
今天,就让我们一起来系统了解14项形位公差。
先给大家看重点,下面这张表是国际统一化的14项形位公差符号,这非常重要哦。
1直线度直线度,即通常所说的平直程度,表示零件上的直线要素实际形状保持理想直线的状况。
直线度公差是实际线对理想直线所允许的最大变动量。
示例1:在给定平面内,公差带必须在距离为0.1mm的两平行直线间的区域。
示例2:在公差值前加注记号Φ、则公差带必须在直径0.08mm 的圆柱面内的区域。
2平面度平面度,即通常所说的平整程度,表示零件的平面要素实际形状,保持理想平面的状况。
平面度公差是实际表面对理想平面所允许的最大变动量。
示例:公差带是位于距离0.08mm的两个平行平面之间的区域。
3圆度圆度,即通常所说的圆整程度,表示零件上圆的要素实际形状与其中心保持等距的状况。
圆度公差是在同一截面上,实际圆对理想圆所允许的最大变动量。
示例:公差带必须在同一正截面上,半径差为公差值0.03mm的两个同心圆之间的区域。
4圆柱度圆柱度是表示零件上圆柱面外形轮廓上的各点,对其轴线保持等距状况。
圆柱度公差是实际圆柱面对理想圆柱面所允许的最大变动量。
示例:公差带是半径差为公差值0.1mm的两个同轴圆柱面之间的区域。
5线轮廓度线轮廓度是表示在零件的给定平面上,任意形状的曲线,保持其理想形状的状况。
线轮廓度公差是指非圆曲线的实际轮廓线的允许变动量。
示例:公差带是由包络一系列直径为公差0.04mm的圆的两包络线之间的区域。
诸圆的圆心位于具有理论正确几何形状的线上。
6面轮廓度面轮廓度是表示零件上的任意形状的曲面,保持其理想形状的状况。
面轮廓度公差是指非圆曲面的实际轮廓线,对理想轮廓面的允许变动量。
最大最小实体形位公差计算表

10.6 10.4 0.2 0.4 0.5 0.6 0.7
18.1 18.2 0.1 0.3 0.32 0.340.4 0.5 0.6
10.6 10.4 0.2 0.4 0.5 0.6 0.7
元素、基准都是最大实体的位置度(轴) 基准形体尺寸 基准基本尺寸 10.4 10.6 元素基本尺寸 22.1 22.4 基准最大理论值 10.6 10.6 位置度最大实体要求为元 位置度要求 基准实测值 10.6 10.5 素要求和基准要求 0.2 基准增加公差 0 0.1 公差带直径 理论直径最大值 实测直径 形体增加公差 22.4 22.4 0 0.2 0.3 22.4 22.3 0.1 0.3 0.4 实际允许公差 22.4 22.2 0.2 0.4 0.5 22.4 22.1 0.3 0.5 0.6 实际允许公差=形体增加的公差+基准增加的公差+位置度要求 元素、基准都是最大实体的位置度(孔) 基准形体尺寸 基准基本尺寸 18.1 18.2 元素基本尺寸 25 25.05 基准最小理论值 18.1 18.1 位置度最大实体要求为元 位置度要求 基准实测值 18.1 18.15 素要求和基准要求 0.2 基准增加公差 0 0.05 公差带直径 理论直径最小值 实测直径 形体增加公差 25 25 0 0.2 0.25 25 25.02 0.02 0.22 0.27 实际允许公差 25 25.04 0.04 0.24 0.29 25 25.05 0.05 0.25 0.3 实际允许公差=形体增加的公差+基准增加的公差+位置度要求 元素、基准都是最小实体的位置度(轴) 基准形体尺寸 基准基本尺寸 10.4 10.6 元素基本尺寸 22.1 22.4 基准最小理论值 10.4 10.4 位置度最大实体要求为元 位置度要求 基准实测值 10.4 10.4 素要求和基准要求 0.4 基准增加公差 0 0 公差带直径 理论直径最小值 实测直径 形体增加公差 6 6 0 0.2 0.25 6 6.1 0.1 0.3 0.35 实际允许公差 6 6.2 0.2 0.4 0.45 6 6.3 0.3 0.5 0.55 实际允许公差=形体增加的公差+基准增加的公差+位置度要求 元素、基准都是最小实体的位置度(孔) 基准形体尺寸 基准基本尺寸 10.4 10.6 元素基本尺寸 22.1 22.4 基准最大理论值 10.6 10.6 位置度最大实体要求为元 位置度要求 基准实测值 10.6 10.5 素要求和基准要求 0.2 基准增加公差 0 0.1 公差带直径 理论直径最大值 实测直径 形体增加公差 22.4 22.4 0 0.2 0.3 22.4 22.3 0.1 0.3 0.4 实际允许公差 22.4 22.2 0.2 0.4 0.5 22.4 22.1 0.3 0.5 0.6 实际允许公差=形体增加的公差+基准增加的公差+位置度要求
形位公差

1、 形位公差的名称和符号
如下表所示。
分类 名 形 状 公 差
称
符 号 分类 位
分类 定 向
名称 平行度 垂直度 倾斜度
符号
直 线 度 平 面 度 圆 度
置
定 圆 柱 度 线轮廓度 面轮廓度
公 位
同轴度 对称度 位置度
圆跳动 全跳动
差
跳 动
形位公差符号及形位公差代号的标注示例(表7.11) 直线度
(2)当被测要素是轴线、球心或中心平面时,指引线的箭头应 与该要素的尺寸线对齐;
Φ 0.05
A
ΦD
Φd
(3)同一被测要素有多项形位公差要求,共用一条指引
线指向被测要素
(4)多个被测要素有相同的形位公差要求,应在公差框格上方用文字说明,或从 同一公差框格引出的指引线画出多个指引线箭头分别指向各被测要素。
2、基准要素的标注方法
用基准符号标注基准要素 (1)当基准要素是轮廓线或表面时,带有基准字母的短横线应置放在轮廓线或它的 延长线上,但必须与尺寸线明显地错开。
(2)当基准要素是轴线、中心平面或由带尺寸要素确定的点时,则基准符号中的 短横线与尺寸线对齐。
形位公差标注示例1
B
B 被测、基准部位为平 面(或线)的标注
示例1:圆柱表面上任一素线的形状所允许的变动全量(0.02mm)
圆柱表面上任一 素线必须位于轴向 平面内,距离为公 差值0.02的两平行 直线之间。
示例2: φ 10轴线的形状所允许的变动全量(φ 0.0径为 公差值Φ0.04的圆 柱面内。
平面度 示例:实际平面的形状允许的变动全量(0.05mm)
被测圆心必须位于以 A、B基准和 理论正确尺寸所确定的点为圆心,直 径为公差值Φ 0.3的圆的区城内。
公差与配合形位公差表
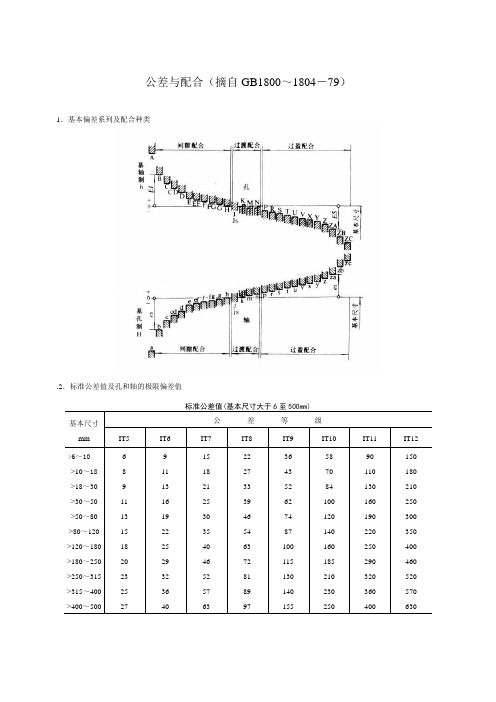
公差与配合(摘自GB1800~1804-79)1.基本偏差系列及配合种类.2.标准公差值及孔和轴的极限偏差值基本尺寸mm公差等级IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12>6~10>10~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~315 >315~400 >400~500 68911131518202325279111316192225293236401518212530354046525763222733394654637281899736435262748710011513014015558708410012014016018521023025090110130160190220250290320360400150180210250300350400460520570630孔的极限差值(基本尺寸由大于10至315mm)μm轴的极限偏差(基本尺寸由于大于10至315mm)公差带级>10~18>18~30 >30~50 >50~80 >80~120>120~180 >180~250>250~315K5 +9+1+11+2+13+2+15+2+18+3+21+3+24+4+27+4▼6 +12+1+15+2+18+2+21+2+25+3+28+3+33+3+36+47 +19+1+23+2+27+2+32+2+38+3+43+3+50+4+56+4M5 +15+7+17+8+20+9+24+11+28+13+33+15+37+17+43+206 +18+7+21+8+25+9+30+11+35+13+40+15+46+17+52+207 +25+7+29+8+34+9+41+11+48+13+55+15+63+17+72+20N5 +20+12+24+15+28+17+33+22+38+23+45+27+51+31+57+34▼6 +23+12+28+15+33+17+39+20+45+23+52+27+60+31+66+347 +30+12+36+15+42+17+50+20+58+23+67+27+77+31+86+34p5 +26+18+31+22+37+26+45+32+52+37+61+43+70+50+79+56▼6 +29+18+35+22+42+26+51+32+59+37+68+43+79+50+88+567 +36+18+43+22+51+26+62+32+72+37+83+43+96+50+108+56注:标注▼者为优先公差等级,应优先选用。
焊接件的一般公差尺寸和形位公差标准书..

±12 ±16 ±21
单 位
﹥8000 ﹥12000 ﹥16000 ﹥2000
~12000 ~16000 ~20000
±6
±7
±8
±9
±10 ±12 ±14 ±16
±18 ±21 ±24 ±27
±27 ±32 ±36 ±40
表
公
公称尺寸L(工件长度或角度的短边长度)范围/mm
差 等
0~400
﹥400~1000
适
用
3.
公
差
2~
等 30
级
﹥30 ~120
﹥120 ~400
A
±1
±1
B
±2
±2
±1
C
±3
±4
D
±4
±7
★表1给出了线性尺寸公差.
表
﹥400 ~1000
±2 0 ﹥2000 ﹥4000
~2000 ~4000 ~8000
公差t
±3
±4
±5
±4
±6
±8
±8 ±11 ±14
±3 ±4.5 ±6
±8 ±10 ±12 ±14 ±16
±5.5 ±9 ±11 ±16 ±20 ±22 ±25 ±25
±9 ±14 ±18 ±26 ±32 ±36 ±40 ±40
★ 直线度、平面度、平行度的测量方法 1) 直线度 焊件的边缘应与直尺靠紧,使直尺与实际表面的距离降至最小.
图3
直线度测量
基准面并离开焊件之处。然后测量实际表面与测量面之间的距离(参见 图5).
图5
平行度测量 (测量时,参 照面与基准面 应平齐如图)
﹥120 ~400
±1 ±1.5
±3 ±5
国标公差等级对照表

公差检测与控制
检测方法
• 常用公差检测工具:包括三坐标测量机、光学显微镜、激光测距仪等,适用于不同尺寸和精 度要求的公差检测。
• 各种检测方法优缺点:接触式测量精度高但速度慢,非接触式测量速度快但受表面反射影响 大,适用于不同场景。
11/13
公差控制策略
• 控制流程:详细描述了如何通过科学的方法和工具来规范和优化公差,确保产品质量的稳定。 • 问题应对策略:提供了具体的应对方案,包括如何快速识别和处理公差相关的问题,保证生
用场景和推荐使用条件。
5/13
不同等级应用
• 各等级适用场合:介绍不同公差等级的具体应用场合,确保选择适合的公差等级。 • 公差等级选择:提供选择公差等级的指导原则,考虑功能需求和制造成本。
6/13
公差等级对照
尺寸公差对照表
• 公差等级与尺寸范围:不同公差等级在特定尺寸范围内具有不同的公差值。 • 偏差值表达式:每个公差等级有其对应的尺寸偏差值,以保证加工精度。 • 尺寸公差对比图:清晰展示各公差等级对应的实际尺寸误差范围。
产效率。
12/13
Thank you!
国标公差等级对照表
Overview
1. 公差与配合概述 2. 国标公差等级 3. 公差等级对照 4. 实际应用案例 5. 公差检测与控制
2/13
公差与配合概述
公差定义
• 公差的基本概念:公差是制造和装配过程中允许的尺寸和形状的变化范围,确保零件可以互 换和组装。
• 公差的重要性:控制产品质量和成本,确保零件的功能和可靠性。
7/13
形位公差对照表
• 形位公差的各等级: 按照不同等级规定的形状和位置公差。 • 各等级形位偏差值: 各等级对应的具体形位偏差值,以毫米为单位。
形位公差的符号和图示
形位公差的符号和图示大全,用时比翻书快!!形位公差加工后的零件不仅有尺寸公差,构成零件几何特征的点、线、面的实际形状或相互位置与理想几何体规定的形状和相互位置还不可避免地存在差异,这种形状上的差异就是形状公差,而相互位置的差异就是位置公差,统称为形位公差(tolerance of form and position)。
形位公差术语根据GB/T1182-2008 已改为新术语几何公差。
包括形状公差和位置公差。
任何零件都是由点、线、面构成的,这些点、线、面称为要素。
后零件的实际要素相对于理想要素总有误差,包括形状误差和位置误差。
这类误差影响机械产品的功能,设计时应规定相应的公差并按规定的标准符号标注在图样上。
20世纪50年代前后,工业化国家就有形位公差标准。
国际标准化组织(ISO)于1969年公布形位公差标准,1978年推荐了形位公差检测原理和方法。
中国于1980年颁布形状和位置公差标准,其中包括检测规定。
形状公差和位置公差简称为形位公差。
图表:形状误差指零件上的点、线、面等几何要素在加工时可能产生的几何形状上的误差。
如:加工一根圆柱时,轴的各断面直径可能大小不同、或轴的断面可能不圆、或轴线可能不直、或平面可能翘曲不平等。
位置误差指零件上的结构要素在加工时可能产生的相对位置上的误差。
如:阶梯轴的各回转轴线可能有偏移等。
目前有一种高效测量各种形位误差的测量方法,就是可以直接利用数据采集仪连接各种指示,如百分表等,数据采集仪会自动读取测量数据并进行数据分析,无需人工测量跟数据分析,可以大大提高机械测量效率。
测量仪器:偏摆仪、百分表(或其他指示表)、数据采集仪测量原理:数据采集仪可从百分表中实时读取数据,并进行形位误差的计算与分析,各种形位误差计算公式嵌入数据采集仪软件中,不需要人工计算,提高测量的准确率。
End螺纹画法及标注方法2013-12-05 双喜临门来源阅 58345 转 36转藏到我的图书馆微信分享:1. 按规定画法,绘制螺纹的主、左两视图(1:1)。
尺寸公差形位公差

形位公差值是在最大实体状态下给定的
最大实体要求标注
Φ0.015 M
Φ0.1 M A M
0
φ10 -0.03
用于被测要素时
A 用于被测要素和基准要素时
最大实体要求的应用(被测要素)
❖ 应用:适用于中心要素。主要用于只要求可装
0.05
基准要素为
轴线时,基
准符号应与
该要素的尺
寸线对齐
0.03 A
表示φd 孔的 轴线对于底面 的平行度公差 为0.03
φd φd
表示被测左端 面对于φd 轴 线的垂直度公 差为0.05
A 0.05
基准要素为 轴线时,基 准符号应与 该要素的尺 寸线对齐
1-1
Φ50
+ 0.1 0
ABC
110
B
❖ 标注:在单一要素尺寸极限偏差或公差带 代号之后加注符号“○ ”,
❖ 应用:适用于单一要素。主要用于需要严 格保证配合性质的场合。
❖ 边界:最大实体边界。 ❖ 测量:可采用光滑极限量规(专用量具)。
包容要求标注
φ30h7 E
E
φ30
包容要求应用举例
如图所示,轴的尺寸公差和形位公差应遵守包容要求,其含义如下:
形位公差数值 公差带的形状
形位公差符号
指引线
指引线
各项目符号
公差框格
基准代号字母
公差值 其它有关符号
被测要素
基准要素
基准符号
图4-4 形位公差代号的标注表示
2、形位公差标注示例
指引线的箭头
要指向被测要