金属切削机床基础知识分解
第2章金属切削机床的基础知识模板

f
vf n主
p n丝 n主
p i总
(2)用齿轮尺条进给的计算
p---单头螺杆螺距,mm。
f
vf n主
m z n齿轮齿条
n主
m z i总
p z i总
m---齿条、齿轮模数, mm ; z---齿轮齿数 p---齿条齿距,mm。
第2章金属切削机床的基础知识
(二)机械传动系统的组成 1定比传动机构 2变速机构 3换向机构 4操纵机构 5箱体及其他装置 (二)机械传动的特点
例:CA6140B
MG1432A
第2章金属切机削床机型床的号基础知识
第2章金属切削机床的基础知识
三、机床传动: (一)车床常用传动组成
1动力源 2传动件 3执行件 (二)车床常用传动副 1带传动 2齿轮传动 3蜗轮蜗杆传动 4齿轮齿条传动 5丝杠螺母传动
第2章金属切削机床的基础知识
车床常用传动件的简图符号
从动轮
n从动轮 i n主动轮
i = Z1/Z2 = n2/n1
n2 = n1 × Z1/Z2
第2章金属切削机床的基础知识 常用传动副的传动关系
涡轮蜗杆传动
传动比i: i = K / Z
K - 蜗杆的线数 Z - 蜗轮的齿数
第2章金属切削机床的基础知识 常用传动副的传动关系
齿条移动速度:
v齿条
第2章金属切削机床的基础知识
二机床的液压传动 (一)外圆磨床液压传动系统分析 (二)机床液压传动系统的组成 1动力元件:液压泵 2执行机构:液压缸 3控制元件:各类阀 4辅助装置 (三)机床液压传动系统的特点
第2章金属切削机床的基础知识
§2-3自动机床和数控机床
一自动机床 介绍单轴自动机床工作原理 二数控机床 (一)数控机床的基本工作过程 (二)数控机床的组成 1控制介质2数控装置3司副服系统4机床本体 (三)数控机床的分类
金属切削机床的基本知识
V np mm / s 60
多头螺杆的头数为K,则 V knp 60
mm / s
特点:传动平稳、传动精度较高,振动、噪声小,但 传动效率低。
21
2.常用的变速机构
1.用来改变机床转速的机构——常用的变速机构: 一是滑移齿轮变速机构,二是离合器式齿轮变速机 构 。见课件
传动链 是用来表示传动件从首端向末端传递动力的 状态,它是由若干传动副按一定方法依次组合起来 的。传动链的表示形式如下
因为,
n2=1/60, K=1,Z2=40,
所以,
n1=(n2*Z2)/K=(1/60)*40/1
=40/60=2/3 即当工件转30°时,手柄的转速(2/3)*360=240°
若工件被分成36份时,计算手柄每次转速n1。
19
4 )齿轮齿条传动:主动:齿轮 n1 ,;z1从动:齿条
齿条齿距
, m:齿轮齿条模数
1
5)按照万能性程度,机床可分为:
①通用机床 工艺范围很宽,可完成多种类型零件不同工序的加工,如卧式
车床、万能外圆磨床及摇臂钻床等。
②专门化机床 工艺范围较窄,它是为加工某种零件或某种工序而专门设计和
制造的,如铲齿车床、丝杠铣床等。
③专用机床 工艺范围最窄,它一般是为某特定零件的特定工序而设计制造
的,如大量生产的汽车零件所用的各种钻、镗组合机床。 6)按照机床主要器官的数目,可分为单轴、多轴、单刀、多刀
机床等。
2
通用金属切削机床型号编制方法
(1)机床的类别代号
车床 钻床 镗床 磨床 齿轮加工机床 螺纹加工机床
代号 C Z T M 2M 3M Y
S
读音 车 钻 镗 磨 二磨 三磨 牙 丝
金属切削机床的基础知识PPT课件
金属切削机床的基础知识
车床常用传动件的简图符号
金属切削机床的基础知识
车床常用传动件的简图符号
金属切削机床的基础知识
车床常用传动件的简图符号
金属切削机床的基础知识
车床常用传动件的简图符号
常用传动副的传动关系
主动轮
传动比i:
i主 从动 动轮 轮( (轴 轴) ) 主 从 转 转动 动 速 速轮 轮齿 齿数 数乘 乘
nv---与齿条啮合的齿轮的转速, r/min ; m---齿条、齿轮模数,mm ; z---齿轮齿数 p---齿条齿距,mm。
金属切削机床的基础知识 常用传动副的传动关系
丝杠螺母传动
螺母移动速度:
v螺母
nv P 60
(mm/s)
nv---丝杠转速, r/min ; p---单头螺杆螺距,mm。
金属切削机床的基础知识
(二)机械传动系统的组成 1定比传动机构 2变速机构 3换向机构 4操纵机构 5箱体及其他装置 (二)机械传动的特点
金属切削机床的基础知识
二机床的液压传动 (一)外圆磨床液压传动系统分析 (二)机床液压传动系统的组成 1动力元件:液压泵 2执行机构:液压缸 3控制元件:各类阀 4辅助装置 (三)机床液压传动系统的特点
机床常用变速机构
i1 = Z1/Z´1 i2 = Z2/Z´2 i3 = Z3/Z3´
金属切削机床的基础知识
(三)传动链及传动比 传动链:将若干传动链依次组合起来,即成为一个传动系统 (四)机床变速机构 1塔轮变速机构 2滑移齿轮变速机构 3离合器变速机构
金属切削机床的基础知识
四 机床构造
1主传动部件 2进给传动部件 3刀具安装装置 4工件安装装置 5支撑件 6动力源
金属切削机床基础知识分解课件
数控系统
数控系统是金属切削机床 的控制系统,用于实现自 动化加工。
数控系统包括数控装置、 伺服系统、反馈装置等部 分,可实现高精度、高效 率的加工。
数控装置是数控系统的核 心,用于处理加工数据和 控制机床的各个动作。
反馈装置用于检测机床的 实际运动状态,并将信息 反馈给数控装置,实现闭 环控制。
机床稳定性
机床在长时间使用过程中保持性能和精度的能力。稳定的机床可以降低故障率,提高生 产效率。
机床寿命与可靠性
机床寿命
机床的设计、制造和使用条件对机床寿命的影响。长寿命的机床可以降低更换成本,提高经济效益。
机床可靠性
机床在规定条件下和时间内完成规定功能的能力。高可靠性的机床可以减少停机时间,提高生产效率 。
05 金属切削机床操作与维护
机床操作规程与注意事项
要点一
操作规程
严格按照机床操作规程进行操作,确保加工过程的安全和 稳定。
要点二
注意事项
在操作过程中,注意观察机床的运转状态,发现异常及时 停机检查。
机床维护保养与故障排除
维护保养
定期对机床进行维护保养,保持机床的 良好运转状态。
VS
故障排除
遇到故障时,应冷静分析,按照故障排除 指南进行操作,确保快速恢复生产。
详细描述
高效化是指通过提高机床的转速、进给速度和切削深度 等参数,以及采用多轴联动、多刀具协同等技术,实现 高效、快速加工,缩短加工时间,提高生产效率。自动 化则是指利用机器人技术、自动化夹具和输送装置等, 实现机床的自动化上下料、装夹和加工,减少人工干预 ,提高加工过程的稳定性和一致性。
复合化与多功能化
分类
金属切削机床根据加工方式、结 构特点和应用领域有多种分类方 法,常见的分类包括车床、铣床 、钻床、磨床等。
金属切削机床的基础知识课件
控制系统
控制系统是金属切削机床的大脑,它负责控制机床的各个部件协调工作,实现自 动化加工。
控制系统通常包括电气元件、控制电路、控制软件等部分,通过编程和调整控制 参数,可以实现对机床的精确控制。
03
金属切削机床的应用
定期保养
润滑系统保养
定期对机床润滑系统进行 检查、清洗和更换润滑油 ,确保润滑系统正常工作 。
传动系统保养
对机床传动系统进行检查 、调整和更换易损件,保 持传动系统稳定可靠。
电气系统保养
定期检查电气元件、线路 和控制系统,确保电气系 统正常工作,无安全隐患 。
常见故障及排除方法
主轴异常响动
检查主轴轴承是否损坏或润滑不 良,及时更换轴承或补充润滑油
3
在印刷电路板制造中,金属切削机床用于加工导 电元件、连接器和插座等零部件,以确保电路板 的电气性能和机械强度。
04
金属切削机床的维护与保养
日常维护
每日检查
检查机床各部位是否正常,润滑系统是否畅 通,及时清理切屑和油污。
刀具管理
保持刀具清洁,定期检查刀具防护装置完好,无损坏或缺失 ,及时修复或更换。
金属切削机床按加工方式和所用 刀具可分为车床、铣床、刨床、 磨床等类型。
工作原理
切削过程
金属切削机床通过刀具的切削作用,使金属毛坯逐渐被加工成所需形状。
主运动与进给运动
切削过程中,主运动是刀具与工件之间的相对运动,进给运动是刀具或工件在 切削方向上的运动。
历史与发展
01
02
03
早期金属切削机床
起源于18世纪的英国,主 要用于军工和钟表制造。
2.2金属切削机床的基本知识
机床的技术性能指标
表 常用机床主参数和第二主参数
机床名称 主参数 第二主参数
普通车床
立式车床 升降台铣床 摇臂钻床 卧式镗床 坐标镗床 外圆磨床 矩台平面磨床 滚齿机
床身上工件最大回转直径
最大车削直径 工作台工作面宽度 最大钻孔直径 主轴直径 工作台工作面宽度 最大磨削直径 工作台工作面宽度 最大工件直径
转速图(有级变速)
竖线:轴(标明轴号) 圆点:轴所能有的转速 转速值:等比数列,对数坐标 两轴(竖线)之间的线段:一对传 动副,并在线旁标明带轮直径之 比或齿轮的齿数比 两竖线之间的一组平行线:同一 对传动副 上斜的线:升速传动 下斜的线:降速传动 作用:从转速图上很容易找出各 级转速的传动路线和各轴、齿轮 的转速范围
通用机床 按机床的通 用性程度分 专门化机床 专用机床
普通机床 按机床工 作精度分
精密机床
高精度机床
按机床重量和尺寸分
仪表机床 中型机床 大型机床 10t 重型机床 30t 超重型机床 100t
按自动化程度分
手动 机动 半自动 自动
按主要工作器官的数目
单轴机床 多轴机床 单刀机床 多刀机床
2. 机床的技术参数与尺寸系列
机床的技术参数是表示机床的尺寸大小和加工 能力的各种数据, 一般包括:主参数,第二主参数,主要工作部件的 结构尺寸,主要工作部件的移动行程范围,各种运 动的速度范围和级数,各电机的功率,机床轮廓尺 寸等。
2、机床的技术参数与尺寸系列
主参数是反映机床最大工作能力的一个主要 参数,它直接影响机床的其他参数和结构大小。
《金属切削机床》
(3)相切法:
利用刀具边旋转边作轨迹运动来对工件进 行加工的方法。
「金属切削机床复习要点总结」
「金属切削机床复习要点总结」金属切削机床是一种用于加工金属材料的机床,广泛应用于制造业中。
它通过切削工具对金属材料进行切削、铣削、钻孔等加工操作,能够实现高精度、高效率的工件加工。
下面是金属切削机床复习要点的总结。
一、机床结构和工作原理1.金属切削机床的基本结构:床身、主轴、滑架、传动系统、操作系统等。
2.金属切削机床的工作原理:根据加工要求选择合适的切削工具,通过主轴驱动工具进给,完成对工件的切削、铣削、钻孔等操作。
二、切削工具的选择和应用1.切削工具的分类:刀具、刀片、钻头、铣刀等。
2.切削工具的选择原则:根据加工材料、工件形状、加工要求等选择合适的切削工具。
3.切削工具的应用技巧:根据切削工具的特点和加工要求确定切削参数,如切削速度、进给量、切削深度等。
三、切削力和切削热的控制1.切削力的产生和分析:切削力的大小与切削速度、切削深度、切削宽度等因素有关,需要通过力学计算和实验测试进行分析。
2.切削热的控制:切削过程中会产生大量热量,需要通过冷却液、切削液等措施进行冷却,以避免工件变形和刀具磨损。
四、数控机床的操作和编程1.数控机床的操作:包括开机、关机、切换模式、工件装夹、刀具更换等操作步骤。
2.数控机床的编程:根据工件的形状、尺寸和加工要求,编写数控加工程序,使机床按照预定的路径和加工参数进行操作。
五、工艺规程和工艺设计1.工艺规程的编制:根据产品加工要求,制定详细的加工工艺流程和操作规范,保证生产过程的可控性和稳定性。
2.工艺设计的优化:通过对加工过程的分析和改进,提高工艺效率和质量,减少加工成本和生产周期。
六、刀具磨损和刃磨技术1.刀具的磨损形式和原因分析:刀具磨损包括刃磨、破损、黏着、烧蚀等,需要通过刀具检测和分析找出磨损原因。
2.刃磨技术和刃磨设备的使用:刀具刃磨技术是延长刀具寿命和提高加工质量的重要手段,需要掌握合理的刃磨方法和刃磨设备的使用。
七、安全操作和维护1.安全操作规范:使用金属切削机床时,需掌握安全操作规程,如佩戴防护装置、规范操作、定期检查设备等。
金属切削机床基本知识

传动系统
01
02
03
04
传动系统是金属切削机床的重 要组成部分,它负责将主轴的
旋转运动传递到刀具上。
传动系统通常包括主轴、齿轮 、皮带和导轨等部件,以确保 稳定的切削速度和进给速度。
传动系统的精度直接影响加工 零件的表面质量和尺寸精度, 因此需要定期维护和调整。
现代金属切削机床的传动系统 趋向于高速、高精度和大功率 ,以满足加工复杂零件的需求
06
金属切削机床的发展趋 势与未来展望
高精度化发展趋势
总结词
随着制造业对产品精度要求的不断提高,金属切削机床的高精度化发展趋势日益明显。
详细描述
现代金属切削机床采用了先进的技术和工艺,如高精度数控系统、误差补偿技术、超精密加工刀具等,以提高加 工精度和减小加工误差。这使得金属切削机床能够满足各种高精度、高效率的加工需求,提高产品质量和竞争力。
航空航天业
航空发动机制造
航空发动机的制造需要高 精度和高可靠性的金属切 削机床,用于生产涡轮叶 片、涡轮盘等关键部件。
机身结构制造
在飞机机身的制造过程中, 金属切削机床用于生产各 种精密的零部件和结构件。
航空航天材料加工
金属切削机床能够加工各 种高强度、高耐热的航空 航天材料,满足特殊需求。
模具制造业
高效率化发展趋势
总结词
为了适应制造业对高效生产的追求,金属切削机床的高效率化发展趋势日益显著。
详细描述
金属切削机床的高效率化发展主要体现在提高加工速度、减少加工时间和降低能耗等方面。通过采用 新型材料、优化结构设计、引入新型切削技术和工艺等手段,金属切削机床的加工效率得到了显著提 升,大幅缩短了生产周期,降低了生产成本。
安全操作规程
5金属切削机床基础知识

2.1 金属切削机床基础知识
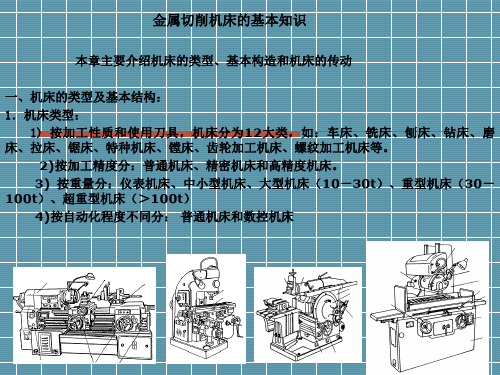
2.1.1机床分类
1.按加工性质和所用的刀具分类 将机床共分为11大类:车床、钻床、镗床、磨床、齿
轮加工机床、螺纹加工机床、铣床、刨插床、拉床、 锯床及其它机床。 2.按工艺范围分类 将机床分为3类:通用机床、专门化机床、专用机床
2.1 金属切削机床基础知识
14~1580r/min 5)进给量: 纵向 64级:0.028~6.33mm/r;横向 64
级:0.014~3.16mm/r 6) 车削螺纹范围:米制螺纹 44种:P=1~192mm;
英制螺纹 20种:α=2~24牙/in;模数螺纹 39种: m=0.25~48mm;径节螺纹 37种:DP=1~96牙/in; 主电机功率:7.5kW
2.2.3车床刀具
2.内孔镗刀
图2-6 镗孔刀
2.3 铣削加工
2.3.1 铣削工艺范围
铣削是平面(水平面、垂直面等)的主要加工方法, 同时也可以加工沟槽(键槽、T型槽、燕尾槽等)、多 齿零件上齿槽(齿轮链轮棘轮花键轴等)、螺旋形表 面(螺纹和螺旋槽)等如图2-7所示。
2.3.1 铣削工艺范围
1. CA6140型卧式车床
图2-2 卧式车床外形
2.2.2车床简介
(1)组成及主要功用(见图2-2) 1)主轴箱 主轴箱l固定在床身4的左上部,其功用是支承并传动主轴,使主
轴带动工件按照规定的转速旋转,以实现主运动。 2)刀架部件 刀架部件2装在床身4的刀架导轨上。刀架部件可通过机动或手
(8)通用机床型号示例 工作台最大宽度为500mm的精密卧式加工中心,其型
号为THM6350。 最大棒料直径16mm的数控精密单轴纵切自动车床,其
型号为CKM1116。 经过第一次重大改进,最大钻孔直径为25mm的四轴立
金属切屑机床的基本知识概要

传动链图例
①类别代号:用汉语拼音字母(大写)表示。
类别:车床 钻床 镗床 磨床 铣床 刨插床 齿轮加工机床
代号: C Z T M、 2M、3M X B
Y
②通用特性代号:用汉语拼音字母(大写)表示
特性: 高精度 精密 自动 半自动 万能 数字程序控制 轻型
代号: G M Z B W K
Q
③组、系代号:第一组数字表示组别、第二组数字表示系别
例1:Z3040X46 /S2
例2:X6132
Z:类别代号(钻床类) 3:组别代号(摇臂钻床组)
X:类别代号(铣床类) 6:组别代号(卧式铣床组)
0:系别代号(摇臂钻床系)
1:系别代号(万能升降台系)
40:主参数代号(最大钻孔直径 400mm)
32:主参数代号(工作台面宽度
1/10)
例X1机634床06:0:厂第Mm)二Mm主)71参S32数2:A企(业最代大号跨(距沈阳第二例T4::类别TH代M号6(3镗50床/类JC)S
缺点:易打滑,传动比不准确,传动效率低。
(2)齿轮传动(齿轮—齿轮)
是目前机床上应用最多的一种传动方式。
➢ 传动比:
主动齿轮齿数
i n2 z1
n1
z 2 从动齿
➢ 特点
轮齿数
优点:结构紧凑,传动比准确;
传递扭矩大,传动效率高。
缺点:当齿轮的制造精度不高时,噪音大,工作不够平稳。
(要求齿面硬度要高)
M:类别代号(磨床类)
H:结构性代号(加工中心)
M:通用特性代号(精密)
M:通用特性代号(精密)
7:组别代号(平面及端面磨床组) 6:组别代号(卧式铣镗床组)
第二章 金属切削机床基础知识
工作时的运动有:主轴旋转,刀架纵、 横向移动
主运动分析
1、主运动分析:
主传动链的两端件是电动机与主轴(首、末件), 它的功用是把动力源的运动及动力传给主轴。 主运动的传动路线
主运动的传动路线:
34 一 32 28 一 39 22 一 45
33 一 22
电动机 一 Ⅰ 一
机床常用变速机构
1、滑动齿轮变速
2、离合器式齿轮变速
卧式车床的组成及传动分析
(1) 卧式车床的组成
刀 架
尾 座 主轴箱 床 身 进给箱
变速箱 溜板箱 床 腿
(2) 卧式车床的传动分析
主轴箱 主 轴 工件转动
车床的主运动
带传动
换向机构
变速箱
变换机构
车床的进给运动
丝杠 溜板箱 刀架 车刀纵横移动
电动机
进给箱
光杠
第二节
金属切削机床传动系统分析
一、机床的机械传动 卧式车床传动系统分析 机械传动系统图: 为了便于了解和分析机床传动系统,常用传动系统 图,机床传动系统图是表示机床全部运动关系的示 意图。如图2-13所示是C6132卧式车床的传动系统 图。
图2-13 根据传动系统图分析:
机床的动力源:电动机
进给运动分析
卧式车床的进给运动是从主轴开始,通过反向机构、 挂轮、进给箱和溜板箱的传动机构,使刀架作纵向、 横向或车螺纹进给。无论是一般车削和螺纹车削都是 以主轴每转一转,刀具移动的距离来计算的,所以在 分析进给运动的传动链时是把主轴和刀架作为传动链 的两端件。
进给运动的传动路线
55/55 主轴Ⅵ 55/55 ·35/55 39/39 Ⅹ 39/39 24/60 52/26 Ⅻ M2个 39/39 25/55 光杆 XIII 2/45 齿轮齿条
金属切削机床基础知识
应用领域与发展趋势
应用领域
金属切削机床广泛应用于汽车、航空、机械制造、电子等工 业领域。
发展趋势
随着科技的不断进步,金属切削机床正朝着高精度、高效率 、智能化的方向发展,同时也面临着环保和节能的挑战。
02 金属切削机床组成
机床主体部分
01
02
03
床身
机床的基础部件,用于支 撑和固定其他部件,要求 有足够的刚性和稳定性。
THANKS FOR WATCHING
感谢您的观看
分类
金属切削机床按加工方式可分为 车床、铣床、钻床、磨床等;按 自动化程度可分为手动、半自动 和全自动机床。
工作原理与特点
工作原理
金属切削机床通过主轴的旋转运动和 刀具的进给运动,使刀具与工件产生 相对运动,从而实现切削加工。
特点
金属切削机床具有加工精度高、加工 范围广、适应性强等优点,但也存在 能耗高、噪音大等缺点。
防护措施
为防止操作过程中发生意外伤害,应采取相 应的防护措施,如设置安全罩、防护栏、防 护门等,确保操作区域的安全。
废弃物处理与环保要求
废弃物分类
根据金属切削废料的性质和数量,进行分类 处理,避免混杂和污染。
环保要求
金属切削机床应符合国家及地方环保要求, 减少噪音、粉尘、废水的排放,采用环保材
料和工艺,提高资源利用效率。
要点一
总结词
随着科技的不断进步,金属切削机床正在向高精度化和智 能化方向发展,以提高加工质量和效率。
要点二
详细描述
高精度化方面,新型的金属切削机床采用了先进的控制系 统和加工技术,使得加工精度得到了显著提升,能够满足 高端制造业的严格要求。智能化方面,金属切削机床正逐 步实现自动化和智能化,通过引入人工智能、机器学习等 技术,能够实现自适应加工、智能故障诊断等功能,提高 生产效率和加工过程的可靠性。
金属切削机床基础知识(全)
第8章机械零件表面加工机械零件尽管种类繁多,其结构复杂程度不一,但其表面形状不外乎是几种基本形状的表面:平面、圆柱面、圆锥面以及各种成形面。
当零件精度和表面质量要求较高时,需要在机床上使用切削刀具或磨具切除多余材料,以获取几何形状、尺寸精度和表面粗糙度都符合要求的零件,由于各种机械零件形状、尺寸和表面质量的不同,其切削加工方法和切削加工设备也就各不相同。
本章仅就各种表面切削加工方法的基本原理、特点和应用范围以及所采用的加工设备分别介绍一些基础知识。
8.1 金属切削机床的基础知识金属切削机床是用切削的方法将金属毛坯加工成机器零件的一种机器,人们习惯上称为机床。
由于切削加工仍是机械制造过程中获取具有一定尺寸、形状和精度的零件的主要加工方法,所以机床是机械制造系统中最重要的组成部分,它为加工过程提供刀具与工件之间的相对位置和相对运动,为改变工件形状、质量提供能量。
8.1.1机床的分类目前金属切削机床的品种和规格繁多,为便于区别、使用和管理,需对机床进行分类。
根据国家标准GB/T15375-94,按加工性质和所用刀具的不同,机床可分为12大类:车床、钻床、镗床、磨床、齿轮加工机床、螺纹加工机床、铣床、刨插床、拉床、特种加工机床、锯床和其它机床。
除了上述基本分类方法之外,根据机床的其它特征,还有其它分类方法。
按机床通用性程度,可分为:通用机床(或称万能机床)、专门化机床和专用机床三类。
通用机床适用于单件小批量生产,加工范围较广,可以加工多种零件的不同工序。
例如普通车床、卧式镗床、万能升降台铣床等;专门化机床用于大批量生产中,加工范围较窄,可加工不同尺寸的一类或几类零件的某一种(或几种)特定工序。
例如,精密丝杠车床、曲轴轴颈车床等;专用机床通常应用于成批及大量生产中,这类机床是根据工艺要求专门设计制造的,专门用于加工某一种(或几种)零件的某一特定工序的。
例如,加工车床导轨的专用磨床、加工车床主轴箱的专用镗床等。
金属切削机床的基本知识PPT课件
第三节 自动机床和数控机床简介
• 一.自动机床和数控机床简介 • 二、数控机床 • 1、数控机床加工的基本原理 • 2、数控机床的种类 • 3、数控机床加工的特点和应用 • 4、加工中心
17
一、自动机床
• 采用各种自动控制装置, 实现机床自动 加工的机床。
• 自动机床控制方式分为机械程序、油液 程序、电程序、数字程序。
• 2、按伺服控制方式分类 开环控制和闭环控制
• 3、按加工方法分类 • 4、按数控系统的功能水平分类
21
3、按加工方法分类 • (1)金属切削类数控机床 如数控车床、加工
中心、数控钻床、数控磨床、数控镗床等。
• (2)金属成型类数控机床 如数控折弯机、数 控弯管机、数控回转头压力机等。
• (3)数控特种加工机床 如数控线切割机床、 数控电火花成型机床、数控激光切割机等。
• 机床上常用的传动副有带传动、齿轮传动、蜗杆传 动、齿轮齿条传动和螺杆传动等(见P34表2-1)。 下面学习常用的传动副的传动特点和传动比的计算。
2
机床上的常用传动副
3
1)带传动:(转动→转动)
V1 d1n1
V2 d2n2 V1 V2
i n2 d1 d1 n1 d2 d2
带传动比:主动轮直径与从动轮直径之比。
特点:降速比大,传动平稳,无噪声, 结构紧凑。
但:传动效率低,需要良好润滑条件。
已知分度头为单头蜗杆,蜗轮Z=40,当工件每转 60°(被分成60份)时计算手柄转动角度
因为,
n2=1/60, K=1,Z2=40,
所以,
n1=(n2*Z2)/K=(1/60)*40/1
=40/60=2/3 即当工件转30°时,手柄的转速(2/3)*360=240°
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5)丝杠螺母传动
丝
螺
杠
母
特点: ☆将旋转运动变为直线运动 ☆传动平稳,无噪声;但传
动效率低。
丝杠螺母传动
3、传动链——将若干个传动副依次组合而成 (也称传动系统)。
nV
n1i1V
n1
d1 d2
z1 z2
z3 z4
K zk
即传动链总传动 比等于链中所有 各传动比的乘积。
传动链图例
4、机床的变速机构
数控机床 加工过程
步进电机
滚珠丝杠
3、数控机床的分类 ★按工艺用途分类: 1)一般数控机床(如数控车床、钻床、铣床、 磨床等)。 2)自动换刀数控机床(又称MC)。 ★按运动轨迹分类:
1)点位控制数控机床。 2)直线控制数控机床。 3)连续控制(轮廓控制)数控机床。
起始
停止
点位控制
直线控制
连续控制
无级变速 变速机构
有级变速
两类
机床变速箱是有级变速的主要装置。
实现机床运动有级变速的基本机构是各种 两轴传动机构。 常用的有级变速机构有以下几种:
ⅰ塔轮变速机构
塔轮1
带(V带或平带)
塔轮2
轴Ⅰ以固定转速 旋转时, 轴Ⅱ可
得到三级不同的 转速
ⅱ滑移齿轮变速机构
z1 z1'
Ⅰ
z2 z2'
Ⅱ
z3 z3'
ⅲ离合器变速机构
z1
Ⅰ
z1' z2
Ⅱ
z2'
我们把变速机构再来总结一下:
常用变速机构
四、机床的构造
①主传动部件、
②进给传动部件、
包括:
③刀具安装装置、 ④工件安装装置、
⑤支承件、
⑥动力源。
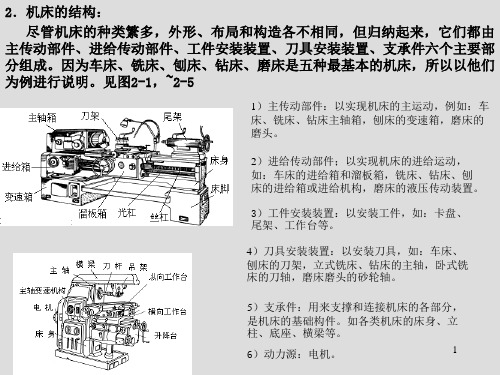
车床、钻床、刨床、铣床和磨床是五种最基本的 机床,下面分别为它们的构造示意图。
34
22 45
—Ⅳ
27
63
V
17 58
—主轴Ⅵ
离合器M1 向左
进给运动传动路线(简介):
55
主轴Ⅵ—
55 55 35
•
35 55
—Ⅶ—
29 58
a b
c d
27
24
30
48
—Ⅷ
26 52
21
24
—Ⅸ
2626
5252
39
52
39 26
39 39
工件 床身
a)外圆磨床
砂轮 工作台
工件 床鞍
b)平面磨床
磨头 立柱
床身
§5 – 2 金属切削机床传动系统分析
一、机床的机械传动 为了便于了解和分析机床传动系统,常 用传动系统图。 下图为 C6132式车床传动系统图。
Ⅳ Ⅶ
Ⅴ Ⅵ
Ⅸ Ⅷ
Ⅹ
Ⅰ
Ⅱ Ⅲ
XIII Ⅻ Ⅺ
ф176
19 33
Ⅰ
34
28
22 Ⅱ
主轴箱 进给箱
托板
溜板箱
卡盘 工件 刀架 车刀 顶尖 尾座
床身
光杠 丝杠
a)卧式车床
横梁 (进给箱)
刀架 车刀
工件 工作台
底座 (主轴箱)
立柱
b)立式车床
进给箱 主轴 钻头
工作台
a)立式钻床
主轴箱 立柱 工件 底座
立柱
工件
b)摇臂钻床
摇臂 电动机
主轴箱、进给箱 钻头 工作台
刀架 刨刀 虎钳
作业: P62--4; P63—12、15
齿 螺铣 刨 拉 锯 其
床 轮 纹床 插 床 床 他
机机 床
机
床床
床
代
号 C Z T M 2M 3M Y S X B L G Q
读 音 车 钻 镗 磨 二磨 三磨 牙 丝 铣 刨 拉 割 其
机床通用特性代号
通 高 精 自 半 数 加 仿 轻 加 简 柔性 数 高
用 精 密 动 自 控 工 形 型 重 式 加工 显 速
CIMS——是用计算机网络控制企业的生产计划、 加工、检验、装配、财务管理、订货管理等的 综合自动系统。
它实现了信息处理自动化、合理化和集成化。 这是一种使企业实现整体优化的理想模式,是 工厂自动化的发展方向。
CIMS的主要功能模块如下图。
工程设 计系统
经营管 理系统
加工制 造系统
数据库 和网络
CIMS的功能模块
2)齿轮传动
是机床上应用最多的一种传动方式。有 直齿轮、斜齿轮、锥齿轮、人字齿轮等。
齿轮传动
优点:
结构紧凑,传动比 准确,传动效率高。
缺点:
制造复杂,当制造 质量不高时,噪声 大,传动不平稳。
3)蜗杆蜗轮传动
蜗轮 从动件
蜗杆 主动件
蜗杆蜗轮传动
4)齿轮齿条传动
可将旋转运动变为直线运动;反之将直线运 动变为旋转运动。若齿条不动,齿轮可在齿条上 滚动。
Ⅲ
32 39 45
P=4.5 KW n=1440 r/min
a)主运动传动路线局部图1
63
Ⅴ
17
ф200 Ⅳ
M1 55
Ⅵ
27
35 35
58
55
b)主运动传动路线局部图2
主运动传动路线可用下面的传动结构式表示:
33
电动机—Ⅰ—
22 19
—Ⅱ—
34
32
28 39
Ⅲ—
176 mm 200 mm
类别代号(磨床类)
通用特性代号(高精度) 组别代号(外圆磨床组) 系别代号 (万能外圆磨床系) 主参数 (最大磨削直径320mm)
三、机床的传动
1、机床传动组成(三个基本部分)
动力源
传动件
执行件
2、机床的常用传动副 机床传动方式主要采用机械传动。
常用传动元件有带轮、齿轮、蜗杆与蜗轮、
齿条、丝杠与螺母等。
二、数控机床——是用数控装置或电子计算机 进行程序控制的自动化机床。
1、数控机床基本工作过程(如下页图所示)。
2、数控机床主要由四部分组成:
1)控制介质
2)数控装置(NC、CNC、MNC)
3)伺服系统
4)机床本体
穿孔纸带
零件图
程序设计
程序单
制作穿孔带
纸带盘
光电阅读机 数控装置
工件
刀具 刀架
卡 盘
★按控制方式分类(简介): 1)开环控制数控机床。 2)闭环控制数控机床。 3)半闭环控制数控机床。
数 控 系 统
伺 服 电 动 机
工作台
开环系统
数 控 装 置
比 较 器
D/A
电
放 大
伺动 服机
工作台 检测
闭环系统
工作台
数 控 装 置
比 较 器
D/A
放 大
伺服电动机
检 测
半闭环系统
☆数控机床特点: 通用性强 加工精度高 生产率高 可改善劳动条件 便于现代化管理
工件 工作台
滑枕 床身
底座
进给机构 横梁
a)牛头刨床
立柱
横梁 (进给机构)
刀架
工件 工作台 床身
刨刀
b)龙门刨床
立柱 (主轴箱)
工件
底座
a)卧式升降台铣床
刀轴 铣刀 横梁 工作台
横拖板 升降台
立柱 铣刀 工件
b)立式升降台铣床
主轴箱
工作台 横拖板 升降台 (进给箱) 底座
头架
砂轮
尾架
磨头
工作台
§5 – 4 柔性制造系统与计算机集成制造系统(简介)
一、柔性制造系统(FMS)
一般认为:“FMS是采用一组数控机床或多台加工中心, 由计算机信息控制系统和物料自动储运系统连接起来的 整体”。
二、FMS(Flexible Manufacturing System) 的基本类型
1、柔性制造单元(Flexible Manufacturing center)
1)带传动
V型带
从动轮
皮带 主动轮
a)带传动在车床上应用
带传动
b)带传动在车 床上应用简图
i n2 d1 n1 d2
i ——传动比,即从动轮转速与主动轮转速 之比。
*优点:传动平稳,可调节两轴间距,结构 简单、制造和维修方便;过载时机器打滑, 避免造成损坏。
*缺点:传动中有打滑现象,无法保证准 确的传动比,有摩擦损失,传动效率低。
丝杠螺母(车螺纹)
27 36
—Ⅹ
—齿轮齿条
39
光杠
2
—Ⅺ
39
45
(纵向进给)
横向进给丝杠螺母(横向进给)
*机床机械传动系统的组成:
1、定比传动机构 2、变速机构 3、换向机构 4、操纵机构 5、箱体及其他装置
机械传动优点:
传动准确,工作可靠;实现回转运动的结构简 单,传递扭矩较大,变速范围广;容易发现故 障,便于维修。
◆ 按加工的性质和所用刀具分为12大类:
1、车床
7、铣床
2、钻床
8、刨插床
3、镗床
9、拉床
4、磨床
10、特种加工机床
5、齿轮加工机床
11、锯床
6、螺纹加工机床
12、其他机床
◆按通用程度分:
1、通用机床(如卧式车床、卧式升降台铣床等)
2、专门化机床(如精密丝杠车床、凸轮轴车床等)
3、专用机床(如用于加工某机床主轴箱的专用镗床)
◆同类型机床按工作精度不同分为:
1、普通精度机床
2、精密机床
精度比例大致为:1 :0.4 : 0.25
3、高精度机床
二、机床的型号 通用机床型号如下表: O (O) △ △ (×△) (O) /(O)