PLC在串级调速控制系统中的应用
PLC控制技术在矿井提升机变频调速系统应用

PLC控制技术在矿井提升机变频调速系统应用摘要:在社会快速发展的带动下,科学技术的发展取得了巨大的成绩,从而有效的推动了PLC技术水平的显著提升。
就以往的矿井提升机的使用情况来说,一般都是借助继电器-接触器来完成控制,并且会借助电动机转子回路中的串接与电阻进行融合来完成系统的控制。
这类控制系统在实践运用中的稳定性相对较差,并且实际操作较为复杂,经常会出现故障的情况。
在电气化控制技术稳步发展的形势下,人们对于安全生产提出了更高的要求。
将PLC控制技术在矿井提升机变频调速系统中加以良好的运用,在提升整个系统的运行效果方面具有重要的作用。
关键词:矿井提升机;变频控制;PLC;应用引言:矿井提升机在采矿生产中的作用是非常重要的,以往斜井提升积极通常都是选择运用的交流接触器一晶闸管控制电阻投切的交流绕线式电动机调速系统,因为在实践中交流接触器操作十分的频繁,所以接触头经常会出现氧化的情况,极易导致设备故障问题的发生。
并且利用浆液启动大部分矿区的进线变压器容量相对较小,输出电压相对较低,所以就会导致工频时不能保证正常开机。
利用串电阻的调速系统其最为突出的特征就是有极调速,控制能力相对较差,并且极易导致提升机在降速和爬行的过程中停机位置出现误差的情况,转子外电路中所安设的电阻会形成较大的功耗,节能性能较差,中高速运行过程中会产生较大的振动,安全性较差。
通过上述分析我们发现,以往老旧模式的矿井提升机在速度调控、节能以及运行安全性方面都存在诸多的问题。
为了切实从根本上对传统提升机的实际问题加以解决,这篇文章主要针对PLG控制技术在矿井提升机变频调速系统中的实践运用展开全面细致的分析研究,希望能够对我国矿井生产领域的发展有所帮助。
1系统控制原理电能可以借助浆液变压器将矿山配电网的10kV电压等级调整为适合提升机运行的380V电压,随后借助变频器和电动机来进行连接,变频器可以将380V/50Hz的工频电源转变为适合的电压,之后借助变频器与电动机相连接,变频器与直流能量存储单元进行串联,直流能量存储单元与电动机形成一个整体,能量存储单元主要涉及到降压斩波器与蓄电池组,在电动机实际运行的过程中,将获取的能量借助降压斩波器和蓄电池组来将能量统一进行存储,不会涉及到电子消耗,存储直流电能可以为系统的运行提供需要的直流电,尤其是在电动机进行快速制动的时候,可以将这些直流电输送到电动机轴上,借助直流制动功能,可以实现良好的节能作用。
交流异步电动机的串级调速程序

5中国校外教育理论LD TR0AND 0503AND N OT 0501OUT 0505LD TR0AND 0501OUT 0506EN D01交流异步电动机的串级调速程序◆钟绍实【摘要】串级调速是交流异步电动机调速的一种类型,通过改变逆变角的大小来改变直流电势的大小,达到调速的目的。
可编程控制器(PL C )是一种数字运算操作的电子系统,专为在工业环境下应用而设计。
利用PLC 编制程序可以实现对交流异步电动机的串级调速。
【关键词】串级调速PLC电动机一、概述串级调速是交流异步电动机调速的一种类型,串级调速的思想就是将异步电动机的转子电压经过三相桥式整流变为直流电压,再在其直流侧由可控硅逆变电路产生与其相反的直流电势与三相桥式产生的直流电压串联,改变逆变角的大小来改变直流电势的大小,达到调速的目的,同时还能提高电动机的运行效率和调速的经济性。
可编程序控制器是在继电器控制和计算机控制的基础上开发的产品,逐渐发展成为以微处理器为核心,把自动化技术、计算机技术通讯技术容为一体的新型工业自动控制装置。
二、交流异步电动机的串级调速程序1、PLC 输入输出配置2、梯形图:见图13、PLC 程序如下:LD N O T0000OUT TR 0LD TR 0AND 0001OR 0500OUT 0500LD TR 0AND 0500AN D N OT 0501AN D N OT 0502OUT 0503LD TR 0AND 0503OR 0501OUT TI M 00#0015LD TR 0AND TI M 00AN D N OT 0502OUT 0501LD TR 0AND 0002OR 0502OUT 0502LD TR ND 5OUT5参考文献:[1]方永承.工厂电气控制技术.上海:机械出版社.2001.[2]h t tp://w w w .bjpeu.ed /y an glb/aspj/[3]余雷声电气控制与L 应用上海:机械工业出版社年月(作者单位:辽宁信息职业技术学院)SB 10000停止K M 30502逆变线圈SB 20001启动K M 40503启动线圈SB 30002逆变L 10504逆变灯K M 10500启动线圈L20505启动灯K M 20501运行线圈L30506运行灯学科教育1402/20070A 002004.P C ..199810.。
PLC在上、下水箱液位串级变频调速控制中的应用
马 林 , 茵 ( 南 工 业 职 业 技 术 学 院 , 南 南 阳 4 30 ) 马 河 河 7 0 9
M aLnM aY nH n nP ltc ncIsteHe a na g4 30 i, i (e a oyeh i tu , n n当代 工业 自动化 的主 导产 晶 之一 , 计 一个 串级 双 回路 水位 控制 系统 : L 设 P C起调 节器
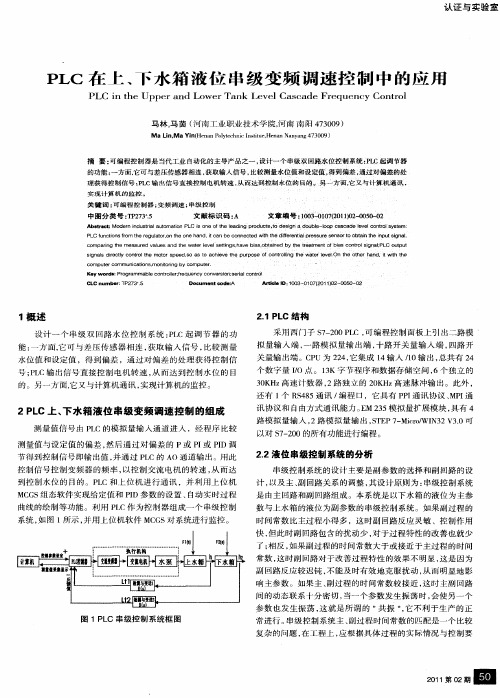
2P C上、 L 下水箱液位 串级变频调速控制 的组成
测 量 值 信 号 由 P C的 模 拟 量 输 入 通 道 进 入 ,经 程 序 比 较 L
sgn 。 r t o t h o o pe d,o 8 o a hiv he pu po e o onr l he watr {v l n te t erh d twi h i as di l ec l c y n r t e m t rs e S s t c e e t r s fc t i ol ‘ ol ng t e e e h o h an . t t e O h
实 现计 算机 的监控 。
关 键 词 : 编程 控制 器 ; 可 变频调 速 ; 串级控 制
中圈 分 类 号 :P 7+ T 2 3. 5
文 献 标 识 码 : A
文 章 编 号 :0 3 00(0 0 -0 0 0 l0 - 172 1)20 5 -2 1
Abs r c : o r us r t m at n PL i l ft e l a n pr uC s t sgn d o l -lo c ca v o to y t m : t a t M ae n i nd tal i auo o i C sor o h e dig od t 。o de i d ub e o p as d l el n r ls s e e e e c
PLC在多段调速系统中的应用
Foshan University本科生毕业设计附属材料学专学二〇一五年六月摘要传送带是一种广泛应用于工业的传输设备,对其进行自动化的改造无疑将提高工业生产的效率和安全性并且将大大的节约人力资源。
因其意义重大,对传送带的改造是多方面的而本文将主要介绍的是:基于三菱PLC的传送带多速度控制系统的设计。
该系统的设计包括硬件设计和软件设计。
其中硬件设计包括三菱PLC、变频器、异步电动机的外部电路的设计与安装;软件部分包括程序的设计与调试。
所设计系统最终能够通过PLC与变频器实现以下功能:(1)能对物品进行运送,速度可根据两物品之间的距离自动变换防止传送物品之间发生碰撞;(2)能够实现故障报警、状态指示、传送带带负载软启动等;(3)能够实现手动与自动状态切换,方便维护。
该系统主要运用了三菱PLC、传感器、继电器、变频器等器件,利用PLC良好的自动控制性能,实现流水线传送带传送过程的无人控制。
本文将主要对PLC、变频器以及PLC 对变频器的控制部分进行介绍。
关键词:三菱FR-S540 PLC 传送带变频器无人控制 VVVFABSTRACTThe conveyor is a kind of widely used in industrial transmission equipment, automation to reform will improve the efficiency of industrial production and safety and will greatly save human resources. Because of its significant, on the conveyor belt is various and will be mainly introduced in this paper are: the conveyor belt more speed control system based on mitsubishi PLC design. The system design including hardware design and software design. Hardware design includes mitsubishi PLC, frequency converter, an external circuit design and installation of asynchronous motor; Software part includes the design and debugging of program.The designed system can eventually by PLC and frequency converter to realize the following functions: (1) to deliver goods, speed automatically according to the distance between the two items can transform to prevent collision between the articles; (2) can realize fault alarm, status indication, the conveyor belt load soft start, etc.; (3) to realize automatic state and manual switch, convenient to maintain. The system mainly USES the mitsubishi PLC, sensors, relays, inverter and other components, the use of PLC automatic control performance of good, no one to control in the process of assembly line conveyor belt transmission. This article will mainly to the PLC, frequency converter and PLC control part of frequency converter is introduced.Key words: Mitsubishi FR-S540 PLC conveyor inverter automated VVVF目录1. 课程设计题目及要求 (1)1.1 题目 (1)1.2 控制要求 (1)1.3系统总体方案设计 (1)2. 变频器工作原理 (2)2.1变频器的基本工作原理 (2)2.2 FR-S540型变频器的结构特点 (2)2.3 FR-S540型变频器的参数及参数设置方法 (3)3. PLC工作原理 (6)3.1 PLC工作原理及扫描工作方式 (6)3.1.1 PLC工作原理 (6)3.1.2扫描工作过程 (6)3.2 FX2N-48MR型PLC (7)4.控制系统设计 (9)4.1 PLC控制电路图 (9)4.2 多段转速控制 (9)4.3 PLC(I/O)分配 (10)4.4程序设计 (11)5.监控界面的设计 (16)5.1监控软件介绍 (16)5.2监控界面的制作过程 (17)5.2.1 本次力控组态软件介绍 (17)5.2.2 设计流程 (17)6.运行调试 (22)7.总结 (23)8.参考文献 (25)9.附录1 多段调速系统硬件接线图 (26)附录2 多段调速PLC控制梯形图 (27)附录3 实物照片 (30)第一章绪论现代工业往往追求高效率低成本,目前我国正处于经济发展的转型期并且随着科技的不断发展,未来工厂的生产过程必定会越来越智能化。
PLC与变频器在矿井提升机调速系统中的应用

PLC与变频器在矿井提升机调速系统中的应用目前我国矿井提升机中的主要系统,通常选用的是电器控制系统,用转子串电阻调节速度,并由继电器和接触器组成的一种控制装置。
一般的提升机转子串电阻调速电控系统具有很多的缺点,例如在控制上不够简单、明了;应用时可靠性较差;调节速度的效果较低等。
鉴于以上种种因素,通过选择PLC和变频器并把两者组合到一起的控制措施,能够很好的对原来电控系统进行一定的改善,从而增强电控系统的整体效果,并对其安全性和可靠性,以及控制能力和速度调节上做出明显改善。
标签:提升机;电控系统;PLC;变频器引言提升机属于大型的提升机械设备,通常使用较为广泛的是矿井提升机,它所发挥的效果是连接地面和井下输送的枢纽。
因为它自身作用的关系,又被称作是矿井的“咽喉”,所以必须要确保提升机在井道内的安全性能,避免在井道中突发意外事故,给工作人员带来一定的危害,耽误工作正常运行。
传统的矿井提升机控制系统大多都是选用继电器和接触器组成的控制系统,但是,由于该控制系统有很多不完善的地方,使用性能和維护性能都比较差,所以导致了其很难跟上现今矿业发展的前进脚步。
综上所述,这种传统的继电器控制系统会逐渐地消失,而新式的PLC与变频器控制系统将会成为新的发展方向。
文章从安全、可靠、高效、经济等几个方面为主要出发点进行改革。
据统计,我国现在所使用的矿井提升机大多数是选择那种传统的交流电控制系统[1]。
该电控系统在起动和调速换挡时电流的冲击力过大,属于有级调速,且调速的平滑性较差,速度低时机械特性绵软,静差率较大,而且容易发生机械故障,节能效果低。
为了改善传统交流绕线式转子异步电动机串电阻调速系统上的不足[2],通过PLC和变频器合二为一的控制措施针对传统电控系统实行完善处理,使提升电动机较为广泛区域中的无极平滑调速得到了很好的改善,并且在机器运行时可以结合电动机的实际使用状况,来确保电动机一直正常有序的进行运转,而且这样的控制系统还非常适用于环境较为恶劣的工作场地,还具有相当优良的节能省电性能。
PLC技术在数控机床电气控制系统中的应用

PLC技术在数控机床电气控制系统中的应用
PLC(可编程逻辑控制器)技术是一种广泛应用在数控机床电气控制系统中的技术。
它是一种通过使用可编程逻辑控制器进行自动化控制的技术。
PLC技术在数控机床电气控制
系统中起到了非常关键的作用,下面将着重介绍PLC技术在数控机床电气控制系统中的应用。
PLC技术可以用于数控机床的整体控制系统。
通过使用PLC技术,可以实现数控机床
的各个组成部分之间的整体控制和协调。
可以使用PLC技术控制数控机床的主轴、进给轴、刀具换刀等操作。
通过PLC技术,可以实现数控机床的自动化控制,提高生产效率。
PLC技术还可以用于监控数控机床的工作过程。
可以通过PLC技术实时监测数控机床
的工作状态,包括主轴运转状态、进给轴运动状态、刀具磨损程度等。
通过监控数控机床
的工作过程,可以及时发现并解决一些问题,确保数控机床的正常运行。
PLC技术还可以用于数控机床的故障检测和诊断。
通过PLC技术可以对数控机床的故
障进行自动检测和诊断。
当数控机床出现故障时,PLC可以通过监控各个传感器的状态来
判断故障原因,并做出相应的处理。
通过PLC技术,可以提高故障检测和诊断的准确性和
效率,减少停机时间。
基于PLC的高压电机斩波串调控制系统的设计与实现

浅谈基于PLC的高压电机斩波串调控制系统的设计与实现摘要:基于plc的高压电机斩波串调控制系统能具有控制功率小,并具有plc控制系统的优良特性,不仅能够实现电机的智能控制,还能够达到节能减排的目的。
本文设计介绍了plc控制的串水阻系统的高压电机斩波串调控制系统的设计和实现。
关键词:plc;斩波串调控制系统plc是一种通用的自动化控制装置,利用plc能够实现顺序控制、定时控制、逻辑控制以及计数控制等。
高压电机斩波串级能够实现智能化控制离不开该控制元件。
近年来我国经济发展迅速,人口的增长速度也日趋加快,资源和环境的约束体现了比较突出的矛盾,为此,我国大力推行节能减排。
由于传统的水泵、风机等采用的都是挡风板或者大阀门实现对流量的调节,这导致了电能的严重浪费。
而高频斩波串级调速技术和高压变频技术凭借着控制功率小、控制电压小的优点,在调速技术中占有绝对的优势。
将plc控制器和高频斩波串级调速技术和高压变频技术结合起来,能够通过逻辑关系实现电机故障保护动作的控制,本文将对基于plc的高压电机斩波串调控制系统的技术实现做简要分析。
1、高压电机斩波串级调速系统基于串水阻系统的高压电机斩波串级调速系统是plc控制的对象。
如下图所示:在该系统中,电机是定子辅助绕组绕线式内反馈三相异步电机。
功率为直流功率,并通过二极管、igbt、电容器共同构成的斩波电路对其进行调节。
电容器中存储缓冲,通过最小逆变角三相有源逆变器转变成工频交流电功率,并通过定子绕组和阿福主绕组实行电网回馈。
串入转子绕组回路中的可调反电势是由斩波电路和有源逆变器提供的,通过可调反电势,系统能够实现调控转子电流,从而达到调节高压电动机的转速的目的。
该系统有km1-4三相真空接触器,通过控制保护系统,电机能够实现正常的停启和保护。
通过设计脉冲发生、控制逻辑以及控制电路能够在出现故障的情况下达到保护系统的目的。
2、基于plc的串调控制系统的设计概述设计plc控制系统分为两个方面:plc软件编制和硬件选型。
PLC在变频调速的应用

PLC在变频调速的应用近年来可编程序器(PLC)以及变频调速技术日益发展,性能价格比日益提高,并在机械、冶金、制造、化工、纺织等领域得以普及和。
为满足温度、、流量等工艺变量的要求,常常要对这些量进行,PLC量的使用也日益广泛。
通常情况下,变频器的调节可采用键盘调节或电位器调节方式,但是,在要求根据工艺而变化时,仅利用上述两种方式则不能满足生产要求,因此,我们须利用PLC灵活编程及的功能,实现因工艺而变化,从而保证产品的合格率。
2、变频器简介交流电动机的转速n公式为:式中: f—频率;p—极对数;s—转差率(0~3%或0~6%)。
由转速公式可见,改变三相异步电动机电源频率,可以改变旋转磁通势的同步转速,达到调速的目的。
额定频率称为基频,变频调速时,可以从基频向上调(恒功率调速),也可以从基频向下调(恒转距调速)。
因此变频调速方式,比改变极对数p和转差率s两个参数简单得多。
同时还具有很好的性价比、操作方便、机械特性较硬、静差率小、转速稳定性好、调速范围广等优点,因此变频调速方式拥有广阔的发展前景。
3、PLC量在变频调速的PLC包括许多的特殊功能,而量则是其中的一种。
它包括数模转换和模数转换。
例如数模转换可将一定的数字量转换成对应的量(电压或电流)输出,这种转换具有较高的精度。
在设计一个系统或对一个已有的设备进行改造时,常常会需要对电机的进行,利用PLC的量的输出来对变频器实现则是一个经济而又简便的方法。
下面以三菱FX2N系列PLC为例进行说明。
同时选择FX2N-2DA量作为对变频器进行的输出。
如图1所示,系统采用具有两路量输出的对两个变频器进行。
、图1 对变频器进行的输出图2为变频器的及动力部分,这里的变频器采用三菱S540型,PLC的量由变频器的端子2、5输入。
图2 变频器的及动力部分接线图系统中PLC量变频调速需要解决的主要问题(1)量输出的选择通过对量连接端子的选择,可以得到两种,0~10V或0~5V电压以及4~20mA电流。
PLC在多段调速系统中的应用
目录1. 课程设计题目及要求 (3)1.1 题目 (3)1.2 控制要求 (3)1.2.1 三相异步电动机7段速度运行系统控制设计 (3)1.2.2 监控界面的设计 (3)1.3系统总体方案设计 (3)2. 变频器工作原理 (3)2.1 变频器的基本工作原理 (3)2.2 FR-S540型变频器的结构特点 (4)2.2.1 FRS540标准接线 (4)2.2.2 七段速度对应的端子 (4)2.3 FR-S540型变频器的参数及参数设置方法 (5)3. PLC工作原理 (5)3.1 PLC工作原理及扫描工作方式 (5)3.2 FX2N-48MR型PLC (6)3.2.1 FX2N-48MR特点: (6)3.2.2 FX2N-48MR表示的意义 4. 控制系统设计 (6)4.1 PLC(I/O)分配 (6)4.2系统方框图及程序流程图 (7)4.3程序设计 (8)4.3.1启动、停止、手动自动切换程序设计 (8)4.3.2 手动控制程序设计 (9)4.3.3 自动控制程序设计 (9)5. 监控界面的设计 (10)5.1 监控软件介绍 (10)5.2 参数设置 (11)5.2.1 力控与三菱PLC通讯的编程口设置 (11)5.2.2 组态变量的设置 (12)5.3 监控界面的制作过程 (12)6. 运行调试 (13)6.1 调试过程 (13)6.1.1 PLC调试过程 (13)6.1.2 组态调试过程 (15)6.2调试中出现的问题及解决方法 (15)6.2.1 多段速控制紊乱 (15)6.2.2 组态软件与PLC通讯失败 (15)6.2.3 组态软件不能控制PLC (15)6.3 结果分析 (16)7.总结 (16)8. 参考文献 (17)9.附录 (17)附录 1 实物照片(现场接线及调试照片) (17)附录2 多段调速PLC控制梯形图或语句表 (18)附录 3 多段调速系统硬件接线图 (19)1. 课程设计题目及要求1.1 题目PLC在多段调速系统中的应用1.2 控制要求1.2.1 三相异步电动机7段速度运行系统控制设计按下起动按钮,可选择工频/变频控制,能实现自动控制和手动控制(自动转换频段/手动输入频段),并可实现高、低速转换。
煤矿通风机中PLC变频调速系统的应用
FORUM 论坛工艺70 /矿业装备 MINING EQUIPMENT煤矿通风机中PLC变频调速系统的应用□ 张鑫磊 山西正诚矿山安全技术研究所(有限公司)一般矿井中使用的通风机是通过电机进行运转的,而将通风机的风量设定成最大也是很常见的情况,这会使通风机长时间处于低负荷运行,从而导致效率低下、系统不稳定、易出故障等状况。
通过调整通风机电机转速可以使其达到最佳运行状态,目前常用的调速技术主要分为转子串电阻调速、电压调速、变频调速以及串级调速等。
经过试验证明,变频调速是最直接有效的的方式,一方面可以对风机电机的无极变频调速以及风量进行控制,另一方面还能降低通风机电机的耗电量。
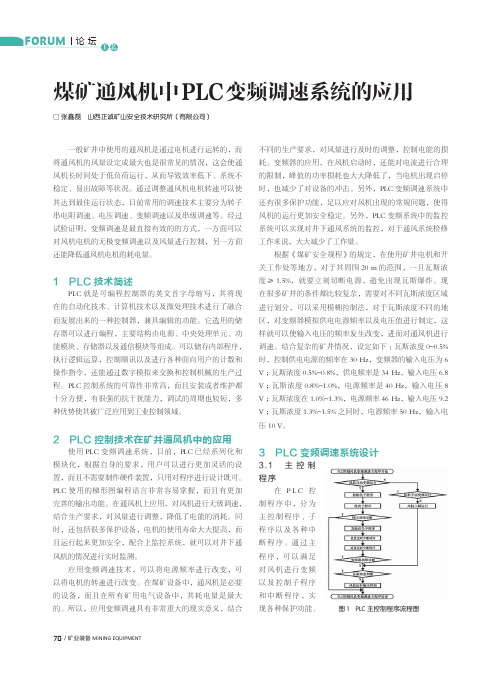
1 PLC 技术简述PLC 就是可编程控制器的英文首字母缩写,其将现在的自动化技术、计算机技术以及微处理技术进行了融合而发展出来的一种控制器,兼具编辑的功能。
它选用的储存器可以进行编程,主要结构由电源、中央处理单元、功能模块、存储器以及通信模块等组成。
可以储存内部程序,执行逻辑运算,控制顺讯以及进行各种面向用户的计数和操作指令,还能通过数字模拟来交换和控制机械的生产过程。
PLC 控制系统的可靠性非常高,而且安装或者维护都十分方便,有很强的抗干扰能力,调试的周期也较短,多种优势使其被广泛应用到工业控制领域。
2 PLC 控制技术在矿井通风机中的应用使用PLC 变频调速系统,目前,P LC 已经系列化和模块化,根据自身的要求,用户可以进行更加灵活的设置,而且不需要制作硬件装置,只用对程序进行设计既可。
PLC 使用的梯形图编程语言非常容易掌握,而且有更加完善的输出功能。
在通风机上应用,对风机进行无级调速,结合生产要求,对风量进行调整,降低了电能的消耗。
同时,还包括很多保护设备,电机的使用寿命大大提高,而且运行起来更加安全,配合上监控系统,就可以对井下通风机的情况进行实时监测。
应用变频调速技术,可以将电源频率进行改变,可以将电机的转速进行改变。
基于PLC和变频器的串级PID速度_...
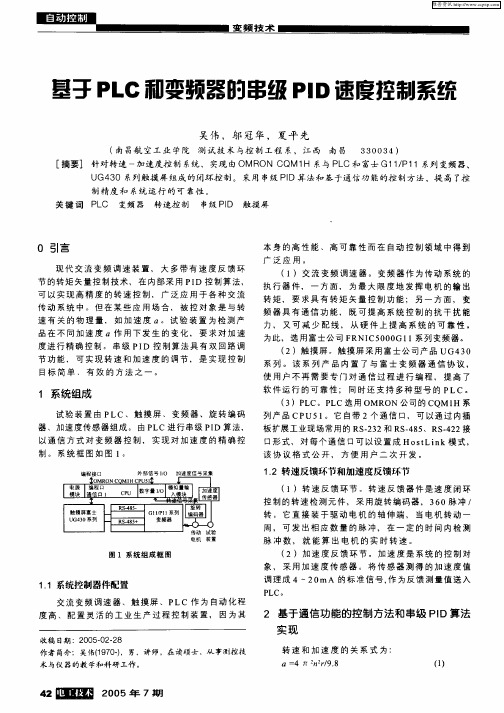
P, 。 IC
图 1 系统 组 成 框 图
11系统控制器件配置 .
交 流 变 频 调 速 器 、触 摸 屏 、PL 作 为 自动 化 程 C 度 高 、配 置 灵 活 的 工 业 生 产 过 程 控 制 装 置 , 因 为 其
目标 简 单 、 有 效 的 方 法 之 一 。
( 2)触 摸 屏 。触摸 屏采 用 富 士 公 司产 品 uG4 0 3
系列 。该 系 列 产 品 内 置 了 与 富 士 变 频 器 通 信 协 议 , 使 用户 不 再 需 要 专 门 对 通 信 过 程 进 行 编 程 , 提 高 了 软 件 运 行 的 可 靠 性 ; 同 时还 支持 多 种 型 号 的 PL C。
读 取高速 计数 器的 当前值 将 高速计数 器 的当前值 清零
DM 1 0~DM 1 0 08
数据依 次移 动 1 字 个
求 和指令 ,从 DM1 1 0 开 始的 8 字求 和,并 个 存 人 DMI 8中 7 除法指 令,对 相 加和 求平均值 存
人 DM 1 0 中 8
点 到 转 台 的 中心 距 , m。 由式 ( 1)可 知 , 可 由于 r为定 值 , 因此 对 加 速 的控制 实 际上 是对 转 速 n的控 制 。经 P D算 法 , 控 I 制 变 频 器 的输 出 频 率 厂 达 到 对 转 速 控 制 的 目 的 。 ,
2 1基于通信功能的控制方法实现 .
维普资讯
变 频 技 术
基于 P C和变频器的串级 P L I D速度控制系统
可编程序控制器在变频调速系统中的应用”

可编程序控制器在变频调速系统中的应用”以可编程序控制器在变频调速系统中的应用引言:随着科技的不断进步和工业自动化的发展,可编程序控制器(PLC)在各个领域的应用越来越广泛。
在工业生产中,变频调速系统作为一种重要的驱动技术,也得到了广泛的应用。
本文将探讨可编程序控制器在变频调速系统中的应用,并分析其优势和局限性。
一、可编程序控制器在变频调速系统中的作用变频调速系统是通过改变电机的供电频率和电压来实现电机转速的调节。
可编程序控制器在这一过程中起到了关键的作用。
它通过接收传感器的反馈信号,对电机的供电频率和电压进行控制,从而实现对电机的精确调速。
二、可编程序控制器的优势1. 灵活性:可编程序控制器可以根据生产需求进行编程,实现不同工况下的变频调速控制。
这种灵活性使得系统可以适应不同的生产环境和工艺要求。
2. 可靠性:可编程序控制器具有较高的可靠性,它采用模块化设计,可以根据需要进行扩展和维护。
同时,可编程序控制器还具备自动诊断和故障排除功能,能够及时发现和解决问题,提高系统的可靠性和稳定性。
3. 精确性:可编程序控制器可以实现对电机的精确控制,通过对供电频率和电压进行调节,可以精确地控制电机的转速。
这对于一些对转速要求较高的生产过程非常重要。
4. 高效性:可编程序控制器具有快速的响应速度和高效的数据处理能力,能够实时处理和传输大量的数据信息,保证系统的高效运行。
三、可编程序控制器的局限性1. 复杂性:可编程序控制器的编程需要专业的技术人员具备一定的编程能力,这对于一些中小型企业来说可能是一个挑战。
2. 成本:可编程序控制器的采购和维护成本相对较高,对于一些资源有限的企业来说可能会增加负担。
3. 受限性:可编程序控制器的功能受限于其硬件和软件,一些特殊的控制需求可能无法满足。
结论:可编程序控制器在变频调速系统中发挥着重要的作用,其灵活性、可靠性、精确性和高效性使得变频调速系统能够更好地适应不同的工业生产需求。
PLC在矿井提升机变频调速控制系统中的应用

PLC在矿井提升机变频调速控制系统中的应用【摘要】矿井提升机是矿山生产最重要的设备。
传统提升机转子串电阻调速电控系统存在诸多问题,如控制方式繁琐、可靠性低、调速性能差等。
针对这种情况采用PLC与变频器相结合的控制方案对原有电控系统进行改造,提高整个电控系统安全可靠性、控制精度及调速性能。
【关键词】提升机;电控系统;PLC;变频器;改造目前,我国绝大部分矿井提升机,采用传统的交流电控系统。
这种电控系统起动和调速换挡过程中电流冲击大;属于有级调速,调速的平滑性差;低速时机械特性较软,静差率较大;故障率高,节能效果差等。
为克服传统交流绕线转子异步电动机串电阻调速系统的缺点,采用PLC与变频器相结合的控制方案对传统电控系统进行改造,变频调速是通过改变定子供电频率,成功实现了提升电动机大范围的无级平滑调速,在运行过程中能随时根据电动机的负载情况,使电机始终处于最佳运行状态,能够满足提升机特殊工作环境的要求且有着明显的节电效果;采用PLC对提升系统进行保护和监控,使系统更加安全可靠。
变频调速系统将是提升机电控系统的发展方向。
1.总体设计基于PLC控制的大功率矿井提升机变频调速控制系统由动力装置、液压站、变频器、操作台和控制监视系统组成。
动力装置:包括主电机、减速器、卷筒、制动器和底座,完成人、物、料的运输任务。
主电机通过减速器向卷筒提供牵引所需的动力。
液压站:为提升机提供制动力,停车时先通过液压站给卷筒施加机械制动力,再取消直流制动力;提升机起动时,先对电机施加直流制动,再松开机械抱闸,防止溜车,以保证系统安全可靠地工作。
变频器:是动力站的能量供给单元,通过它可将输入工频电能转换成频率可调的电能提供给交流电动机,以达到控制交流电动机转速的目的。
操作台:操作台设置两个手柄,分别用于速度辅助给定及制动力给定。
它是整个矿井提升机运输系统的控制核心,通过它可以设定系统的工作方式和控制方式,可以发布系统的各种控制命令,以实现对提升机启动、加速、平稳运行、减速、停车以及紧急制动等各种控制功能。
PLC在锅炉温度串级控制系统中的应用

( S c h o o l o f Me c h a n i c a l E n g i n e e r i n g o f t h e N i n g x i a U n i v e r s i t y , Y i n c h u a n 7 5 0 0 2 1 , C h i n a )
( 宁夏大学机械工程学院 , 宁 夏 银 川 7 5 0 0 2 1 )
摘要: 根 据 锅 炉 温 度 串级 控 制 系统 的结 构 与 控 制 特 点 , 应 用 MC G S ( 监 视 与 控 制 通 用 系统 ) 组 态软 件 、 S 7—2 0 0 P L C及
多主站 P P I电缆对锅 炉夹套和锅炉 内胆所组成的温度 串级 系统进行控制 。实验 结果表 明该锅 炉温度 串级控制 系统与普 通的单回路锅 炉温度控制 系统相 比, 改善 了过程 的动 态特性 、 提 高了系统的工作频率、 具有较强的抗扰 动能力和一定的 自
发现 , 基 于 串级 控 制 这 同一 原 理 , 对 于 系统 软 硬 件 选 择 不 当 的
图1 串级 控 制 系 统原 理
善 系统 的控 制 品质 。选 择 锅 炉 内胆 温 度 所 在 环 为 内环 , 选 P控 制规律 , 由P L C编 程 实 现 。 内环 扰 动 由 齿 轮 泵 引 起 , 外 环 扰 动 由变 频 器 控 制 丹 麦 泵 弓 i 起。 2 锅 炉 温 度 串级 控 制 系统 硬 件 设 计 设计 选 用 的硬 件 有 P t l 0 0铂 电 阻 、 温度 变送 器、 s 7— 2 0 0 P L C、 模 拟 量 扩 展模 块 E M2 3 5 、 2 4 V直 流 电源 、 S C R单 项 调 压
适应能力 , 实 际应 用 效 果 良好 . . 关键词 : s 7— 2 0 0 ; MC G S ; 串级 控 制 ; 多主 站 P P I
可编程序控制器在变频调速系统中的应用

可编程序控制器在变频调速系统中的应用一、引言可编程序控制器(PLC)是一种数字化的电气自动化设备,是自动化控制领域中不可或缺的重要组成部分。
它可以根据预先设定的程序指令,对各种工业过程进行监测、控制和调节,实现工业自动化生产过程的高效稳定运行。
变频调速系统是现代工业生产中广泛应用的一种调节方式,它通过改变电机的转速来实现对生产过程的控制。
在变频调速系统中,PLC作为一个重要的控制单元,承担着多种功能。
本文将详细介绍PLC在变频调速系统中的应用,并从硬件选型、软件设计、接线布局和故障排除等方面进行阐述。
二、硬件选型1. CPU模块CPU模块是PLC系统中最核心的部分,它负责解释和执行用户程序。
在选择CPU模块时需要考虑以下因素:(1)处理器性能:处理器性能越高,PLC执行程序的速度就越快。
因此,在选择CPU模块时需要根据实际需求选择适当的处理器性能。
(2)存储容量:存储容量决定了CPU可以存储多少程序和数据。
因此,在选择CPU模块时需要根据实际需求选择适当的存储容量。
(3)通信接口:通信接口是CPU模块与其他设备进行数据交换的重要途径。
因此,在选择CPU模块时需要考虑其通信接口类型和数量。
2. 输入输出模块输入输出模块是PLC系统中与外部设备进行数据交换的重要部分,它可以将外部设备的信号转换为数字信号,或将PLC输出的数字信号转换为外部设备可以识别的信号。
在选择输入输出模块时需要考虑以下因素:(1)输入输出类型:不同的应用场景需要不同类型的输入输出模块,如数字量输入、数字量输出、模拟量输入、模拟量输出等。
(2)数量和精度:根据实际需求选择适当数量和精度的输入输出模块。
(3)通信接口:与CPU模块一样,输入输出模块也需要具备通信接口,以便与其他设备进行数据交换。
3. 电源模块电源模块是PLC系统中提供稳定电源供应的重要组成部分。
在选择电源模块时需要考虑以下因素:(1)额定功率:根据系统负载计算出所需功率,并选择额定功率合适的电源模块。
PLC在_变_频_调_速_系_统_中_的_运_用

海南大学毕业论文(设计)题目: PLC在变频调速系统中的运用学号: B0545017姓名:周王伟年级: 2 0 0 5 级学院:机电工程学院专业:电气工程及其自动化指导老师:王顺基(副教授)完成日期: 2009年6月1日摘要在现代工业的自动化控制领域中,可编程控制器(PLC)成为自动控制领域中越来越普遍采用的控制器件。
而在机电控制领域中,变频调速是交流电机最为主要的调速方式。
而在变频调速系统中,主要由逆变电路部分和控制电路部分组成[1]。
而在交流电机变频调速中,控制脉冲为一定幅值的电压脉冲,直接控制逆变器的导通与关断,在本课题中,将重点分析研究PLC能否作为变频系统中的控制部分,即产生控制脉冲作用逆变电路的逆变器,从而实现电压的变频,若能实现,将为交流电机的变频调速开辟出一个新的发展方向。
关键词:可编程控制器;变频调速;逆变器;控制脉冲AbstractIn the automatic control field of mordern industry. The Programmable Logic Control has became the more and more commonly adopt device .And in the Mechanic-Electronic mordern industry, Variable frequency speed control is the most important method of speed control, In the system of Variable Frequency Speed Control, it’s contains the circuit of Pluse Generator and the circuit of Controller .But when the AC motor Variable Frequency Speed Controls ,The pluse is a definite amplitude voltage ,it directs control the inverter turn on and off ,In this issue ,I will research wheather the PLC could as the aspect of Controller in the system of Variable Frequency.Just as generate Frequency to act the inverter in inverter circuit,thus to achieve the voltage frequency variable.If realized, It will offer AC motor VVVF opened a new direction of development.Key words: Programmable controllers;Variable frequency speed control;Pulse generator;The control pulse目录1.前言...................................... (错误!未定义书签。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
对 故 障 的判 别 和处 理 能 力 , 且 也 大 大 提 高 了 系统 而
的可靠 性 和安 全性 。 因此 , 文 研 究 了这 样 一种 以 本 P C作 为主 控制 器 的串级 调速 控制 系统 ¨ 。 L
图 1 串级 调 速 控 制 系统 的结 构 图
1 串级 调 速 控 制 系统 的基 本 工 作 原 理
[ 中图分类 号 ] T 3 M2
[ 文献 标识 码 ] B
一
引 言
随着绿 色 能源 技 术 的 快 速 发展 , 级 调 速技 术 串
焕发 了新 的青 春 。尤 其 在 高 压 电机 应 用 中突 出 的
个短 暂 的过渡 过 程后 在 较 大 的转 差 率 稳 定运 行 。
而且 , 附加 电动 势 越 大 , 差 率越 大 , 速越 低 。 因 转 转 此 , 变与 转 子 电动 势 相 反 的外 加 电 动 势 的 大 小 , 改 就 能够 在基 速 以下调 节转 速 。
SE T P7标准 软 件 包 是西 门子 SMA I I TC工 业 软 件 中 的一 员 , 用于对 SMA I 是 I T C的 P C进行组 态 和 L
调速控 制 系统 。在 简要 介 绍该控 制 系统 工 作 原理 的基 础 上 , 分析 了该 控 制 系统 的硬 件 组 成 , 并且 设 计 了其
软件 系统 。通 过对 转子 电流在 不 同 占空比 卡的采 样 , 分析 出系统调 速平 稳 , 整 精度提 高。 调
[ 关键 词 ] P C; L 串级调 速 ; 占空 比
用于 西 门 子 系 列 工 控 产 品 的 标 准 编 程 软 件 包
图 2 控 制 系 统 硬 件 组 成 结 构 框 图 S TEP 7。
根据控 制系统 的要求 和 控 制规 模 的 大小 , 用 选
了 SMA I I TC公 司 S —2 0系列小 型 P C的 C U 2 4 7 o L P 2
从 而改 变转 子 电流 和转 差 率 , 达到 调 节 电机 转速 的
目的
行 , 差率 5 , 子 电流 1 转 转 2 =— _ = 二 二 ; 二l2 bL ' 电磁 √R +( l2 2 sx ) 转 距 T=C , cs 2。 r 2 o ̄ 1 I b 在 电动机 的转 子 回路 中 串 入 附 加 电 动 势 E 转 差率 5 , E :且 与 s E : 相 位 相 反 , 转 子 电 流 则
变流 电压低 、 流 功 率 小 等 技 术 特 点 , 它 在 现 在 变 使
的调 速领域 中具有综 合 性 的优势 。
由于 串级 调速 控 制 系 统 对性 能要 求 较 高 , 用 选 P C作 为其 主控 制器 不但 可以用简 单 的程 序来 实现 L 复杂 的逻 辑 控 制 , 强 系 统 的控 制 功 能 , 强 系统 加 加
P C在 串级调速控制 系统 中的应 用 L
高德 明 , 等
P C在 串级调 速 控 制 系 统 中 的应 用 L
Th p l a in o C n t e c s a e s e d c n r l y t m e a pi t fPL i h a c d p e o to se c o s
一
由此 可 见 , 引 入 外 加 电 动 势 后 , 子 电 流 将 在 转 减小 , 电磁转 矩将 小 于 负 载 转 距 , 电动 机 减 速 , 历 经
2 — 7
《 器 仪 表 与 分 析 监 测) 0 0年 第 4期 仪 ) 1 2
故 障输 出等功能模块 。其结构框 图如图 2所示 。
高德 明
(. 1 华北 电力大学控制科 学与工程学院 河北保定 0 10 ;. 7 0 32 北京铁建工程监理有 限公 司 河北石家庄
王 鹏2
0 00 ) 5 0 0
[ 摘要 ] 研 究 了一 种 具有控 制 方式 灵 活、 编程 简单 、 定 性 能 良好 等 特 点 的 P C作 为主 控 制 器 的 串级 稳 L
现 故障 时 , P C首 先 发 出报 警 警 告 , 针 对 发 生 则 L 并 故 障严 重程度 的不 同做 出相 应 的保 护措 施 。
3 控 制 系统 的 软 件 设计
本 系统 的 主要 功 能都 是 由 SMA I I TC公 司 s — 7 2 0系列 小 型 P C的 C U 2 4来实 现 的 , 0 L P 2 因此 采用
串级调 速 实 质 上 就 是 在 绕 线 式 异 步 电 动 机 的 转 子 回路 串人 附加 电动 势来 进行 调速 。 首 先 , 电 机 学 角 度 来 看 , 电 动 机 转 子 每 相 从 设
本 串级 调 速控制 系统 的结 构 图如 图 1 所示 。工
作 原理 是 : 当斩 波器 接 通 时 , 子 整 流 电 路被 短 接 , 转 电机相 当于运行 在 转 子短 路 下 的全 速 工 作状 态 ; 当 斩波 器 断开 时 , 电机 相 当 于 运行 在 串级 调 速 工作 状
绕组 的 电动势 E , 附加 电动势 E = 在 。 0的条件 下运
L1
态下 。为 了减小 逆 变器 从 电 网吸 收 无 功 功率 , 常 通
把逆 变器 固定 在 最小 逆 变 角 下 工 作 , 且 不 随 电机 而 的转 速 而 变 化 。等 效 电 势 大 小 的 调 节 由高 频 斩 波 器来 完 成 。通 过 调 节 斩 波 器 导 通 时 间 与 斩 波 周 期 的比率来 改 变 串人转 子 回路 的等 效 反 电 势 的大 小 ,
5 1U 2  ̄ J
-F / Z,a Nhomakorabead
,
=_ =
二
二
=
电磁 转距 T:c 咖 1 cs 2。 2 o ̄2 2 p
√ ‘ S 2‘ 2 +( 1 )
2 控 制 系统 的硬 件 组成
控制系统 硬件 的核心器 件是 P C, L 除此之 外还包 括斩波器 、 逆变器 、 阻箱 、 水 电压 传感 器 、 电流 传感器 、