用Minitab进行公差分析实例
minitab GRR范例
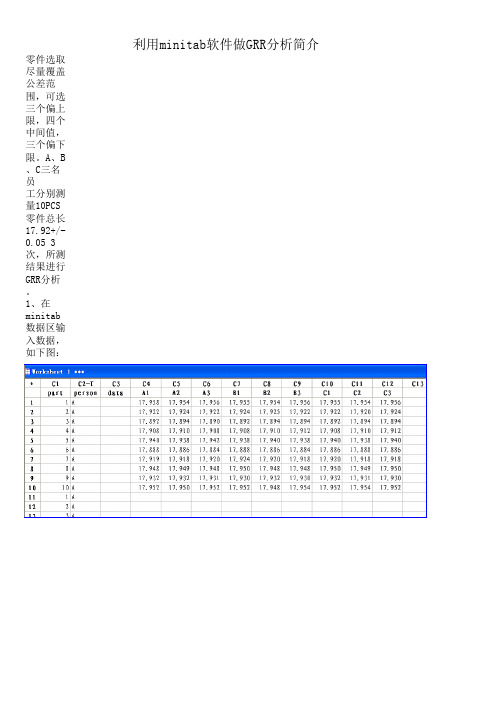
利用minitab软件做GRR分析简介零件选取尽量覆盖公差范围,可选三个偏上限,四个中间值,三个偏下限。
A、B、C三名员工分别测量10PCS零件总长17.92+/-0.05 3次,所测结果进行GRR分析。
1、在minitab数据区输入数据,如下图:注:1、part列输数字1-10(代表零件序号),连续9次,person列输入三名测量员的工号或姓名各30行。
A1、A2、A3、B1、B2、B3、C1、C2、C3对应的数据分别代表三名测量员三次测量的相应数据。
2、将A1至C3数据进行堆积,单击如下命令,3、出现对话框,如下图选择相应数据,后单击select 。
4、点Column of current workshee t,双击左侧框中C3 Data,结果如下图。
5、单击OK,则数据堆积在data列中。
6、选择如下命令进行,交叉式方差(Crosse d ANOVA)分析GRR 。
7、出现如下对话框。
part,单击Select,或双击C1 part;同样依次选择C2 person、C3 data 。
对话框如下图9、单击右侧Gage Info…标签,在对话框中填写量具相关信息后,点击OK。
在对话框中根据实际情况填写相关信息,我司要求内容如下:11、信息填写完毕后,单击上图对话框中OK标签。
单击主对话框中OK标签,绘图P e r c e n tPart-to-PartReprod Repeat Gage R&R 16080% Contribution % Study Var % ToleranceS a m p l e R a n g e0.00500.00250.0000_R=0.002733UCL=0.007036LCL=0AB CS a m p l e M e a n17.95017.92517.900__X=17.92573UCL=17.92853LCL=17.92294AB Cpersonpart CBA10987654321109876543211098765432117.95017.92517.900personCB A17.95017.92517.900Gage name:Depth Gauge Date of study :May 25.2012Reported by :W F Tolerance:0.001mm Misc:Components of VariationR Chart by personXbar Chart by persondata By part ( person )data by personG RR for 17.92+/-0.0512、Session 页面有相关数据,结果判定标准如也有客户标准如。
用Minitab进行公差分析实例

126.100 126.100 4.750 2.500 0.050 2.600 149.250 4.750
用Minitab进行公差 1. 定义表头
①输入随机数据个数 2. 产生正态随机数据
②左击,删除以前存储列 再选择左面的存储列 ③输入尺寸值 ④输入公差/3
尺寸1 产生的随机数据如图, 依次类推产生8个随机数据
产生正态随机数据输入随机数据个数左击删除以前存储列再选择左面的存储列输入尺寸值输入公差3尺寸1产生的随机数据如图依次类推产生8个随机数据产生的8组随机数据表如图根据尺寸链设置表达式和存储单元输入step的规格结果如图
ExamANCE ANALYSIS DATA SHEET
Name of Stack-Up: ODD bezel to D part - Step(x) Dimension Identification 1 ODD Bezel: Cav. Side to rib on code side 2 ODD: Tray盤至Device鐵殼 3 Length of ODD Device 4 ODD conn: Mapping position to align pin 5 ODD conn: Align pin size 6 Assy Gap 7 Lower Case: Align hole size 8 Lower Case: Align hole to edge 9 Nominal Positive Negative Tolerance Note (mm) (mm) + 17.290 0.900 17.290 0.900 0.100 0.200 0.200 0.100 2.500 0.050 2.600 149.250 0.050 0.100 0.050 0.100
MSA测量系统误差分析Minitab实例

稳定性分析
稳定性分析
计量 型测量系统
位置变差分析 宽度变差分析
1
偏倚分析 线性分析 重复性分析 再现性分析
测量系统分析-稳定性
稳定性 基准值
时间2
时间1
2
统计稳定性(稳定性、 飘移):
测量系统在持续时间 内,测量同一基准或零件 的单一特性时获得的测量 值的总变差。
它反映测量值的分布 规律是否随时间发生变化。
测量样件
随机抽取基准值不同的五个零件(包 括量具的全程)。
用全尺寸检验测量每个零件以确定其 准值并确认了包括量具的操作范围。
通常用这个仪器的操作者中的一人测 量每个零件m≥10次。
计算、作图
判断
17
测量系统的线性与偏倚分析
选取标准样本
确定基准值 测量样件
把5个样件送到一个比待分析的测量系统 更高级别的测量系统上,对每一个样件分 别进行多次测量(≥10),分别取其平均 值,得到5个基准值。
统计稳定性分析指南
选取标准样本 多次测量样本 制作控制图 解释控制图
应选择一个落在过程产品测 量值中程数的产品作为研究的标 准样本。具备预期测量的最低值、 最高值和中程数的标准样本是比 较理想的。建议对上述每个标准 样本分别进行测量和作出控制图。
9
统计稳定性分析指南
选取标准样本 多次测量样本
制作控制图 解释控制图
5.01 5.02
5.00 5.02
5.01 5.02
5.01 5.02
5.00 5.02
5.01 5.03
5.04 5.02
5.03 5.03
5.01 5.01
平均值 5.00 5.02 5.02 5.00 5.00 5.01 5.01 5.01 5.00 5.01 5.01 5.02 5.02 5.02 5.01 5.01 5.01 5.01 5.01 5.01 5.01 5.01 5.03 5.03 5.01 极差 0.02 0.01 0.01 0.01 0.00 0.02 0.02 0.02 0.01 0.02 0.02 0.01 0.02 0.02 0.01 0.02 0.03 0.02 0.02 0.01 0.02 0.03 0.02 0.01 0.01
公差分析(电芯案列)
Cell width公差
折边后电芯宽度:F(X)=电芯宽度 + 电芯与Pocket间隙+ 2*Pocket 厚度 + 折边与Pocket 间隙 + 侧封边厚度 + degassing边厚度
电芯宽度为裸电芯吸收电解液后的宽度,测量可得
裸电芯与Pocket间隙:degassing后未折边的电池宽度 –电 芯宽度 折边与pocket间隙:折边后电池宽度-未折边电芯宽度
40.12842 0.14685 40.6763 39.6425
比较f(x)、f(x1) 的σ值可 以发现,电芯宽度的波 动主要是gap引起
Frequency
Cell width
gap Degassing边
电芯
gap
gap 侧封边
gap
Cell width
mean σ max min
477455
Pocket厚度、侧封边厚度及degassing边厚度可以查询或测 量
σ 0.62 0.74 2.03 1.76 0.52 0.002 0.002 0.001 0.001
USL
LSL
36.212 36.191
根据蒙特卡罗模拟f(x1),得mean=38.347,σ=0.022, max=38.4325,min=38.2682
474355 Jelly roll宽度
Frequency Frequency
实测Jelly roll width f(x)/mm
Histogram of F(x)
Normal 9
8
7
6
5
4
3
2
1
0 39.8 39.9 40.0 40.1 40.2 40.3 40.4 C1
Minitab_的基本操作及实例运用
从结果可以看出:男生体重平均值大于女生体重平均值 注意: 1.按變量的意思是对每个关键值(如男和女)分别进行 统计计算。 2.圖表按钮的作用是以图形(直方图、正态曲线的直方 图、点图、盒式图(boxplot)的方式表示统计结果 。
Foxconn Confidential
使用数据分析和质量工具
Minitab的基本操作及實例應用
按條件
例如:打開 File ▶Open Worksheet ▶ Data ▶ Eng-product 加班(模擬) A 選擇 數據 ▶ 子集化工作表(如右圖) B 在指定要包括的行下面,選擇匹配的行,然後點擊條件,彈出對話框 C 在條件一欄,輸入條件方程式,如:想要創建平常加班大於10小時,
只要輸入'平常加班' > 10
例子:使用計算器對列進行計算 1.例:文件 ▶打開工作表 ▶數據 ▶pulse.MTW 2.選擇計算▶計算器 3.在將結果儲存在變量中,輸入PulseDif 4.在表達式中,輸入算式Pulse2-Pulse1
Foxconn Confidential
使用数据分析和质量工具
Minitab的基本操作及實例應用
2)置信区间和平均值测试
Minitab提供了一些命令计算一样本或雙样本的置信区间以及进行平均值检验。工序能力包括單樣 本Z、一样本t、雙样本t和配对t,当你不知道所收集的数据是否服从正态分布时,MINITAB又 提供了计算置信区间和对中央值进行假设检测的方法。下面是一样本t置信区间和平均值假设 检验(假设服从正态分布)的一个例子。 1)计算t置信区间和平均值检验的步驟:
Foxconn Confidential
操作和計算數據
歸類并生成相應的子工作表
數據集裏面,經常需要對一組數據進行分析或生成圖形。 按條件分類:
Minitab各功能操作说明

统计 > 质量工具 > 量具研究 > 量具 R&R 研究(嵌套)(破坏性试验)数据的要求:对数据进行排列,以使每一行都包含部件名或部件号、操作员以及实测测量值。
部件和操作员可以是文本或数字。
部件嵌套在操作员中,因为每名操作员都测量唯一的部件。
要设置并随机排列工作表,请参阅创建量具 R&R 研究工作表。
注如果您使用破坏性试验,则必须能够假定一批中所有部件的相同程度足够高,以致于可以把它们当作是同一部件。
在下面的示例中,Daryl 的部件号 1 是与 Beth 的部件号 1 完全不同的部件。
部件号操作员测量值部件号操作员测量值1 Daryl 1.48 1 Daryl 1.481 Daryl 1.43 1 Daryl 1.432 Daryl 1.83 2 Daryl 1.832 Daryl 1.83 2 Daryl 1.833 Daryl 1.53 3 Daryl 1.533 Daryl 1.52 3 Daryl 1.524 Beth 1.38 1 Beth 1.384 Beth 1.78 1 Beth 1.785 Beth 1.33 2 Beth 1.33... ... ... ... ... ...量具R&R 研究需要平衡设计(每个单元格的观测值个数相同)和仿行。
您可以使用[7]中介绍的方法估计任何缺失的观测值。
缺失数据:量具 R&R 研究需要平衡设计(每个单元格的观测值个数相同)和仿行来计算方差分量。
如果出现缺失数据,则可能需要对缺失观测值进行估计。
有关估计的方法,请参见[7]。
估计了缺失观测值后,便可将数据作为平衡设计进行分析。
指定量具公差及量具变异:研究变异:输入要在会话窗口输出的研究变异列中使用的倍数。
默认倍数是 6,这是捕获过程测量的 99.73% 所需的标准差个数。
过程公差:输入已知公差极差(规格上限 - 规格下限)、规格下限或规格上限。
minitab经典案例及分析
沒有進行首模驗收 設備不常清掃 設備沒有保養
測
抽樣方式不合理 沒有設定標准化方法
法
沒有進行首模驗收 設備不常清掃 設備沒有保養
機
柏拉图
收集各项质量特性缺陷 列成表
输入到MINITAB中 MINITAB绘出图形 找出关键的Y特性
项次 1 2 3 4 5
练习
缺陷项
数量
虚焊
500
漏焊
300
打开文件 保存文件 打印窗口
工具栏的介绍
插入单元格 插入行 插入列 移动列 剪切单元格
管理图形 关闭图形 撤销
剪切 复制 粘贴 恢复
上一次记忆刷
下一次记忆刷
最后一次对话框 程序窗口 数据窗口
帮助
数据类型的转换(Change Data Type)
• Select:
Data > Change Data Type > Text to Numeric
I-MR-R练习
•打开下列档案,用其来进行I-MR-R图练习
• Select: Stat >Control Chart > Variables Charts
for individuals > Z-MR
输入参数
输入变量和样本数
图形输出
判图
•请判定前图是否有异常 •请问本图为解析用图或是控制用图
•6 Sigma的MAIC阶段中,很多分析和计算都 可以都通过Minitab简单的完成;
•即使是对统计的知识不怎么熟悉,也同样 可以运用Minitab很好的完成各项分析。
Minitab的功能
•计算功能
–计算器功能 –生成数据功能 –概率分布功能 –矩阵运算
Minitab软件分析教程131张课件
Accept < 1%
< 10%
> 10
> 10
Consider
critically 1%~9%
10%~30%
4~9
4~9
Reject
>9%
>30%
<4
<4
Multi-Vari Chart
Minitab
➢ 称作多变量 chart,使数据能一目了然按视觉的形态进行分散数据的分析, 对所有因子表示各个因子水准的平均
Minitab
•Vaiable:不良数量 •Subgroup size:检查数量相同时 •Subgroups in : 检查数量不同时
EXH_QC.MTW
C 管理图
➢ 一定单位内的缺点数管理图, 当一个中的缺点数少时, 使用一定个数中的缺点数
•Variable : 缺点数
Minitab
EXH_QC.MTW
Minitab
➢ 在现场成为问题的不良品以及缺点、Claim、事故等按现象或原因类别分类, 并使其数据 不良个数或损失金额等多的顺序展示,并把其大小用柱形绘出的图形。
- 决定改善的功击目标、 掌握问题点、不良对策及改善效果确认、不良或故障原因调查
<使用原资料>
<使用频率数>
<按集团类别绘出时>
EXH_QC.MTW
•Operator*part的 interaction 及 operator的 p-value比留意水准 0.05 小而有意, 但比部品间的变动相对地变动小, 故没有给全体带来影响。
•Gage R&R的变动大部分起因于再现性,并且在再现性中 operator与 part的交互作用影响较大。
minitab GRR范例
利用minitab软件做GRR分析简介零件选取尽量覆盖公差范围,可选三个偏上限,四个中间值,三个偏下限。
A、B、C三名员工分别测量10PCS零件总长17.92+/-0.05 3次,所测结果进行GRR分析。
1、在minitab数据区输入数据,如下图:注:1、part列输数字1-10(代表零件序号),连续9次,person列输入三名测量员的工号或姓名各30行。
A1、A2、A3、B1、B2、B3、C1、C2、C3对应的数据分别代表三名测量员三次测量的相应数据。
2、将A1至C3数据进行堆积,单击如下命令,3、出现对话框,如下图选择相应数据,后单击select 。
4、点Column of current workshee t,双击左侧框中C3 Data,结果如下图。
5、单击OK,则数据堆积在data列中。
6、选择如下命令进行,交叉式方差(Crosse d ANOVA)分析GRR 。
7、出现如下对话框。
part,单击Select,或双击C1 part;同样依次选择C2 person、C3 data 。
对话框如下图9、单击右侧Gage Info…标签,在对话框中填写量具相关信息后,点击OK。
在对话框中根据实际情况填写相关信息,我司要求内容如下:11、信息填写完毕后,单击上图对话框中OK标签。
单击主对话框中OK标签,绘图P e r c e n tPart-to-PartReprod Repeat Gage R&R 16080% Contribution % Study Var % ToleranceS a m p l e R a n g e0.00500.00250.0000_R=0.002733UCL=0.007036LCL=0AB CS a m p l e M e a n17.95017.92517.900__X=17.92573UCL=17.92853LCL=17.92294AB Cpersonpart CBA10987654321109876543211098765432117.95017.92517.900personCB A17.95017.92517.900Gage name:Depth Gauge Date of study :May 25.2012Reported by :W F Tolerance:0.001mm Misc:Components of VariationR Chart by personXbar Chart by persondata By part ( person )data by personG RR for 17.92+/-0.0512、Session 页面有相关数据,结果判定标准如也有客户标准如。
某公司minitab的使用说明

MINITAB 假设检验 MINITAB中
“Z”→“U”
单个正态总体方差 已知,对均值的检验
单个正态总体方差 未知,对均值的检验
两个正态总体均 值检验与两均值差 的区间估计
标准差的检验
需要编算式计算 有关统计量的值 和临界值.
MINITAB 假设检验举例
P138 例2
没有提供原始数据,提供了一些中间结果,需编 算式求相应的统计量,计算出临界值(两种方法),比较 再得结论.
?( ) MTB>ANCOVA C7=C1|C2 C1|C4 C6 或
? MTB>ANCOVA C7=C1|C2 C1|C4 C6;
SUBC>MEAN C1|C2 C1|C4 C6.
“*”与“|”:
显示结果:
MINITAB正交试验设计方差分析举例(续)
输出结果解析: 去掉F<1的因子后再作一次方差分析,命令如下:
MTB >ANCOVA C7=C1|C4 C2; SUBC>MEAN C1|C4 C2.
等价于
MTB >ANCO C7=C1 C4 C1*C4 C2; SUBC>MEAN C1 C4 C1*C4 C2.
MINITAB质量分析工具应用大全

A—假设测定:案例:2sample-t.MTW 5-2 2-sample t(单样本)
① 正态性验证:
<统计-基本统计- 正态性检验 : >
背景:判断两个母集团Data的平均, 统计上是否相等(有差异)
步骤①:分别测定2组data是否正规分布; ②:测定分散的同质性; ③:t-test;
P-Value > 0.05 → 正态分布
背景:确认生产线(因子1)、改善(因子2)影响下, 测定值母平均是否相等,主效果和交互效果是否有意?
生产线:P-Value < 0.05 → Ha → u不等,有差异; 改善、交互: P-Value > 0.05 → H0 → u相等,无差异;
生产线:信赖区间没有都重叠 -> u有差别->对结果有影响 改 善:信赖区间重叠 -> u无差别->对结果没有影响
4-1 1-sample Z(已知u) A—假设测定-决定标本大小:
<统计-功效和样本数量- 1-sample Z: >
背景:Ha~N(30,100/25) H0~ N(25,100/n )-为测定分布差异的标本大小
有意水平 α = 0.05
查出力 1-β = 0.8
差值:u0-ua =25-30=-5
H0: u1=u2=…=un
Ha: 至少一个不等;
背景:确认三根弹簧弹力比较?
P-Value < 0.05 → Ha → u不等,有差异;
信赖区间都重叠 -> u无有意差; 1和2可以说无有意差,1和3有有意差;
A—ANOVA(分散分析): 两个以上母集团的平均是否相等;
6-2: Two-way A(2因子多水平数)
minitab实例分析(1)

查出力 1-β = 0.8
差值:u0-ua =25-30=-5
功效值(查出力): 1-β =0.8 标准差:sigma=10
A—假设测定-决定标本大小:
(2):1-sample T(未知u)
<统计-功效和样本数量- 1-sample t: >
背景:Ha~N(30,100/25) H0~ N(25,100/n )-为测定分布差异的标本大小
H0: u1=u2=…=un
Ha: 至少一个不等;
背景:确认三根弹簧弹力比较?
P-Value < 0.05 → Ha → u不等,有差异;
信赖区间都重叠 -> u无有意差; 1和2可以说无有意差,1和3有有意差;
A—ANOVA(分散分析): 两个以上母集团的平均是否相等;
(1): Two-way A(2因子多水平数)
A—假设测定: Chi-Square-1.MTW
应用一: 测定频度数的同质性:
(5): Chi-Square t(离散-单样本)
H0: P1=P2=…=Pn Ha: 至少一个不等;
背景:确认4个不同条件下,某不良是否有差异?
P-Value > 0.05
→ Ho →P1 = P2=…(无差异)
A—假设测定: Chi-Square-2.MTW
背景:3名测定者对30部品反复2次TEST
检查者1需要再教育; 检查者3需要追加训练; (反复性)
个人与标准的一致性 (再现性?)
两数据不能相差较大, 否则说明检查者一致的 判定与标准有一定差异
M--测量系统分析: 离散型案例(顺序型):散文.Mtw 背景:3名测定者对30部品反复2次TEST
minitab19计算公差范围

minitab19计算公差范围计算公差范围是指在制造过程中所允许的偏差范围。
在品质控制和统计过程中,公差范围对于确保产品质量以及满足设计要求非常重要。
Minitab 19是一款功能强大的统计分析软件,可以帮助用户进行数据分析和制程控制。
在Minitab 19中,可以使用不同的方法来计算公差范围,包括正态分布的公差计算、过程能力的分析以及公差分析的六西格玛方法等。
下面将详细介绍这些方法。
1.正态分布的公差计算方法:正态分布的公差计算是一种常用的方法,适用于具有正态分布的数据。
使用Minitab 19可以进行如下步骤:- 选择"Stat" -> "Quality Tools" -> "Capability Analysis" -> "Normal"。
- 在"Variable"输入框中输入要分析的数据列。
- 在"Specification Limits"输入框中输入规格上界和规格下界。
- 点击"OK",Minitab 19会计算出公差范围。
2.过程能力的分析方法:过程能力是指判断制程是否稳定并且是否能够满足指定的规格要求。
使用Minitab 19可以进行如下步骤:- 选择"Stat" -> "Quality Tools" -> "Capability Analysis" -> "Normal"。
- 在"Variable"输入框中输入要分析的数据列。
- 在"Specification Limits"输入框中输入规格上界和规格下界。
- 点击"Options",可以选择不同的公差计算方法,如Cp、Cpk等。
Minitab操作教程(中文)

20
Dialog 窗
① 变数指定 ② Sample的大小输入 的列指定
③ OK
21
Sample Count
分析结果 Graph 窗
0.15 0.10 0.05 0.00
............ 8 page
2.2 I-MR 管理图 2.4 NP 管理图 2.6 C 管理图 2.8 管理图的层别
3. 求工程能力
......... 33 page
3.1 车间内工程能力 3.3 预测的不良率 3.5 全体预想的不良率
3.2 全体工程能力 3.4 区域内预想不良率
4. MSA ................... 40 page
10. 试验计划法 (DOE) ...... 92 page
10.1 22 要因排布法 10.3 相互适用
10.2 主效果주효과 2
1. 求基本统计量
1.1 算术平均
1.2 标准偏差
1.3 分散
1.4 中央值
1.5 最小值
1.6 最大值
1.7 平均的信赖区域
1.8 平均偏差的信赖区域 1.9 中央值得信赖区域 1.10 定规性检定
例题
A为了仔细观察工程的品质特性的产品长度的分布和统计量抽出标本,收集 Data.
Worksheet
路线 Stat ▶ Basic Statistics ▶ Display Descriptive Statistics
3
Dialog 窗
① 变数指定
② Graphs 计
minitab19计算公差范围
minitab19计算公差范围
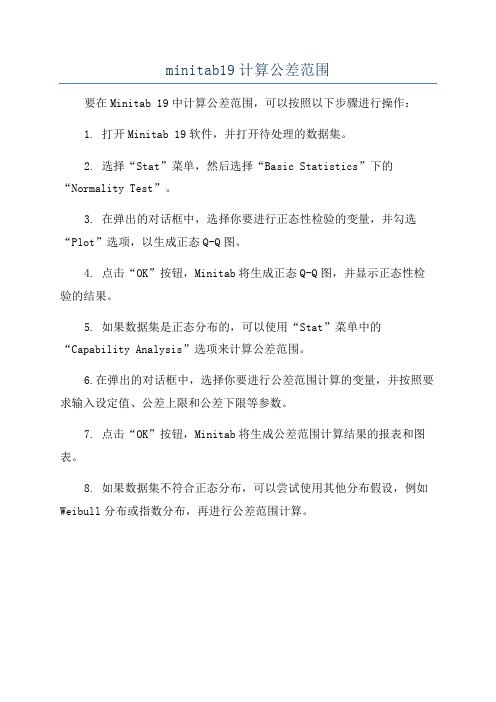
要在Minitab 19中计算公差范围,可以按照以下步骤进行操作:
1. 打开Minitab 19软件,并打开待处理的数据集。
2. 选择“Stat”菜单,然后选择“Basic Statistics”下的“Normality Test”。
3. 在弹出的对话框中,选择你要进行正态性检验的变量,并勾选“Plot”选项,以生成正态Q-Q图。
4. 点击“OK”按钮,Minitab将生成正态Q-Q图,并显示正态性检验的结果。
5. 如果数据集是正态分布的,可以使用“Stat”菜单中的“Capability Analysis”选项来计算公差范围。
6.在弹出的对话框中,选择你要进行公差范围计算的变量,并按照要求输入设定值、公差上限和公差下限等参数。
7. 点击“OK”按钮,Minitab将生成公差范围计算结果的报表和图表。
8. 如果数据集不符合正态分布,可以尝试使用其他分布假设,例如Weibull分布或指数分布,再进行公差范围计算。
minitab19计算公差范围
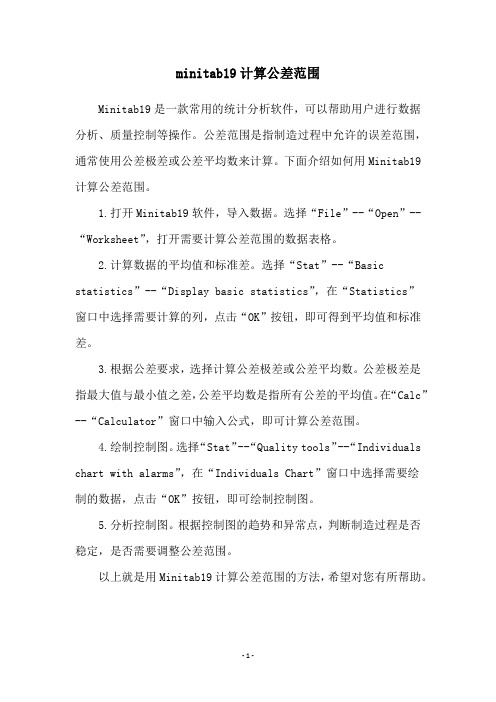
minitab19计算公差范围
Minitab19是一款常用的统计分析软件,可以帮助用户进行数据分析、质量控制等操作。
公差范围是指制造过程中允许的误差范围,通常使用公差极差或公差平均数来计算。
下面介绍如何用Minitab19计算公差范围。
1.打开Minitab19软件,导入数据。
选择“File”--“Open”--“Worksheet”,打开需要计算公差范围的数据表格。
2.计算数据的平均值和标准差。
选择“Stat”--“Basic statistics”--“Display basic statistics”,在“Statistics”
窗口中选择需要计算的列,点击“OK”按钮,即可得到平均值和标准差。
3.根据公差要求,选择计算公差极差或公差平均数。
公差极差是指最大值与最小值之差,公差平均数是指所有公差的平均值。
在“Calc”--“Calculator”窗口中输入公式,即可计算公差范围。
4.绘制控制图。
选择“Stat”--“Quality tools”--“Individuals chart with alarms”,在“Individuals Chart”窗口中选择需要绘
制的数据,点击“OK”按钮,即可绘制控制图。
5.分析控制图。
根据控制图的趋势和异常点,判断制造过程是否稳定,是否需要调整公差范围。
以上就是用Minitab19计算公差范围的方法,希望对您有所帮助。
- 1 -。