2[1].2鞍钢新轧钢股份有限公司二冷轧厂
钢筋生产厂家标识及对应印记字母
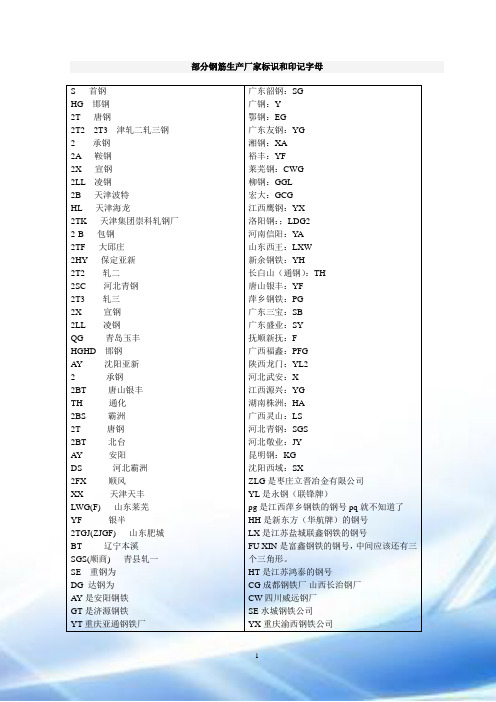
部分钢筋生产厂家标识和印记字母S 首钢HG 邯钢2T 唐钢2T2 2T3 津轧二轧三钢2 承钢2A 鞍钢2X 宣钢2LL 凌钢2B 天津波特HL 天津海龙2TK 天津集团崇科轧钢厂2-B 包钢2TF 大邱庄2HY 保定亚新2T2 轧二2SC 河北青钢2T3 轧三2X 宣钢2LL 凌钢QG 青岛玉丰HGHD 邯钢AY 沈阳亚新2 承钢2BT 唐山银丰TH 通化2BS 霸洲2T 唐钢2BT 北台AY 安阳DS 河北霸洲2FX 顺风XX 天津天丰LWG(F) 山东莱芜YF 银半2TGJ(ZJGF) 山东肥城BT 辽宁本溪SGS(顺商) 青县轧一SE 重钢为DG 达钢为AY是安阳钢铁GT是济源钢铁YT 重庆亚通钢铁厂广东韶钢:SG广钢:Y鄂钢:EG广东友钢:YG湘钢:XA裕丰:YF莱芜钢:CWG柳钢:GGL宏大:GCG江西鹰钢:YX洛阳钢:;LDG2河南信阳:YA山东西王:LXW新余钢铁:YH长白山(通钢):TH唐山银丰:YF萍乡钢铁:PG广东三宝:SB广东盛业:SY抚顺新抚:F广西福鑫:PFG陕西龙门:YL2河北武安:X江西源兴:YG湖南株洲;HA广西灵山:LS河北青钢:SGS河北敬业:JY昆明钢:KG沈阳西域:SXZLG是枣庄立晋冶金有限公司YL是永钢(联锋牌)pg是江西萍乡钢铁的钢号 pq就不知道了HH是新东方(华航牌)的钢号LX是江苏盐城联鑫钢铁的钢号FU XIN是富鑫钢铁的钢号,中间应该还有三个三角形。
HT是江苏鸿泰的钢号CG 成都钢铁厂山西长治钢厂CW 四川威远钢厂SE 水城钢铁公司YX 重庆渝西钢铁公司YD 杨氏钢铁集团YG 宜宾市钢厂HL 重庆永川合利SJ 重庆永川顺金轧钢厂HS 重庆永川宏顺轧钢厂HG 渝西钢铁公司红果轧钢厂HG 永川红光铸锻有限公司HG•K渝西钢铁冶金建材总厂LF 重庆永川渝西钢铁隆丰ZW 珞璜轧钢厂FJ 河南丰南第九轧钢厂GT 河南济源国太轧钢厂GT 贵阳特殊钢有限公司2SF (重钢)重庆冶金轧钢厂2H2 (重钢)重庆冶金轧材制品厂2H6 (重钢)重庆冶金轧材加工厂2H8 (重钢)重庆异型轧钢厂CJ (重钢)重庆长江钢厂SG 沙钢首钢水钢WG 武汉钢铁有限责任公司EG 鄂钢BG 璧山钢铁厂恒龙钢铁有限公司DG 达州钢铁公司DSG 达州钢铁厂HYG 达州宏宇钢厂DDG 达州七里沟钢厂MC 达州闽川钢厂WH 达州文华钢厂HY 达州宏宇钢厂FD 达州福达钢厂DLS 达州市拉丝厂XG 达州肖公庙钢厂ZK 开县自力钢厂TG 天兴钢厂ZJ 新兴铸管厂ZC 忠县钢材加工厂CLZ 重庆劳武钢铁公司XG 八一钢厂DJW 重庆福联轧钢厂WM 重庆闽航轧钢厂ZG 四川开江仁市钢厂DSH 四川德胜钢铁有限公司KG 昆明钢铁集团第一轧钢厂WX 武钢集团襄樊钢铁长材有限公司YL 陕西龙门安徽长江钢铁YD 远达钢铁厂湖南涟源钢铁公司TDF 唐山钢铁集团金恒企业发展公司XG 湘潭钢铁厂KF 云南、玉溪、仙福钢铁公司YKG 玉溪昆钢GG 四川广汉市钢铁厂PG 鹏城钢材公司万州龙腾JG 酒泉钢铁集团LX 陕西龙门钢铁有限公司WE 武汉钢铁(集团)公司DSCX (四川)德胜SGG 水城HY 山西宏阳酒泉BC 湖南省冷水江钢铁总厂CSC 崇州三江钢铁厂YL 陕西玉龙YX 渝西钢铁集团HD 达州市通川区航达金属压延生产厂家标识闽东赛岐开发区福华轧钢有限公司▲\\安阳亚新钢铁有限公司3AYX14冷水江钢铁总厂3BC、4BC江阴市长达钢铁有限公司3CG中天钢铁集团有限公司3CZG南通东日钢铁有限公司3DR鄂州鸿泰钢铁有限公司3EG湖北鄂钢股份有限公司3EG(4EG)抚顺新钢铁有限责任公司3F扬州华航特钢有限公司3FL芜湖市富鑫钢铁有限公司3FUXIN福建省顺昌宏丰钢铁有限公司3HF四平红嘴钢铁有限公司3HG、4HG 江苏鸿泰钢铁有限公司3HT山西海鑫实业股份有限公司3HX(4HX)浙江富钢金属轧制有限公司3J河北敬业钢铁有限公司3JY(4JY)丹阳龙江钢铁有限公司3LJ山东西王钢铁有限公司3LXW(4LXW) 萍乡钢铁有限责任公司3PG(4PG)如皋钢厂3PX(4PX)上海嘉定曹王轧钢厂有限公司3SC江阴市申港钢厂3SG溧阳三元钢铁有限公司3SY无锡新三洲钢业有限公司3SZ(4SZ)上海申特型钢有限公司3WS、4WS 无锡锡兴钢铁股份有限公司3WY耒阳湘安钢铁有限公司3XA江阴市西城钢铁有限公司3XG、4XG 江阴市申港钢厂3XSG上海新庄轧钢厂3XZ上海新庄轧钢厂3X-Z江苏永钢集团有限公司3YL、4YL厦门众达钢铁有限公司3ZD杭州中强轧辊有限公司3ZH浙江龙游浙西轧钢有限公司3ZX萍乡钢铁有限责任公司4PG江阴市西城钢铁有限公司4XG江苏永钢集团有限公司4YL阳亚新钢铁有限公司AYX冷水江博长钢铁有限责任公司BC上海沪宝轧钢厂BH北台钢铁(集团)有限公司BT荆州市群力金属制品有限公司CD江阴市长达钢铁有限公司CG常州中天钢铁集团有限公司CZG南通东日钢铁有限公司DR鄂州吴厅钢铁有限公司EWG 浙江富钢金属轧制有限公司 F扬州福龙特钢实业有限公司FL铜陵市富鑫钢铁有限公司FU XIN 芜湖市富鑫钢铁有限公司FUIN 芜湖市富鑫钢铁有限公司FUXIL 芜湖市富鑫钢铁有限公司FUXIM 芜湖市富鑫钢铁有限公司FUXIN 芜湖市富鑫钢铁有限公司FX上海沪宝轧钢厂HB邯郸钢铁集团有限责任公司HG江苏鸿泰钢铁有限公司HT山西海鑫实业股份有限公司HX浙江富钢金属轧制有限公司J济南钢铁集团闽源钢铁有限公司JG永城市振兴金属制品有限公司JG济南钢铁股份有限公司JG大冶华鑫实业有限公司JM唐山市丰南区佳奇钢铁实业有限公司JS上海九天钢铁有限公司JT江阴市型钢厂JX河北敬业钢铁有限公司JY上海嘉良钢铁有限公司LJ丹阳钢铁厂LJ莱芜钢铁股份有限公司LWG 山东西王钢铁有限公司LXW如皋钢厂PX日照钢铁控股集团有限公司RZ嘉定曹王轧钢厂SC浙江胜达钢铁有限公司SD江苏胜丰钢铁有限公司SF江苏沙钢集团有限公司SG上海龙贤钢铁有限公司SX黎城太行钢铁有限公司SX江阴市申港钢厂SXG溧阳三元钢铁有限公司SY冶钢集团实业总公司SY无锡新三洲钢业有限公司SZ大冶华鑫实业有限公司TM天铁第一轧钢有限责任公司TTY桐乡市钢铁有限公司TZ上海申特型钢有限公司WS无锡旺业钢铁有限公司WY新兴铸管股份有限公司X新兴铸管股份有限公司X江阴市西城钢铁有限公司XG宜化钢铁集团有限责任公司XG芜湖新兴铸管有限责任公司XX上海新毅轧钢厂XY上海新毅轧钢厂XYX安钢集团信阳钢铁有限责任公司XYA上海新庄轧钢厂XZ湖北大展钢铁有限公司YC唐山银丰钢铁有限公司YF江苏雨花集团钢铁厂YH江苏永钢集团有限公司YL陕西龙门钢铁(集团)有限责任公司YL长春第一炼钢厂ZC郑州第二钢厂ZE山西中阳钢铁有限公司ZG杭州中强轧辊有限公司ZH中华人民共和国国家质量监督检验检疫总局和中国国家标准化管理委员会联合发布,从2008年3月1日起执行《热轧带肋钢筋》新标准(GB1499.2-2007),原标准(GB1499-1998)同时废止。
鞍钢股份有限公司冷轧厂简介

管理 体 系 认 证 、 l S O/T S l 6 9 4 9 汽 车 行 业 供 方 质 量 体 系 认 证 以 及 欧 系 、 美 系
日系 、 韩 系 等 国 内外 著名汽 车制 造 企 业 的 第二 方 认 证 。
鞍钢股 份公 司冷轧厂 以产 品 为基 础 、 以 管理作保 障 、 以服 务铸声 誉 、
满足 了国
内汽 车板 高端 市场 的 需求 , 成为 了 国 内仅 有 的 能够 全 覆 盖 汽 车 制 造 所 需板
材的两家企业 之一 。
“ 创建 最具 竞争 力的冷 轧精 品 基 地 ” 是 我 们 的 目标 , “ 助 推 民族 产业
的发 展 、 满 足 汽车行 业 的需求 ” 是我们 的责任 。 如 果说 鞍钢 股 份冷轧 厂 的
到 自主 集成创 新 的重 大 突破 , 获得 国 家科 技进 步 一 等 奖 , 连 同 随后 建 设 的
3 r d 、 4 t h 冷 轧生 产线 使冷 轧厂 成为 自主 设 计 、 自主集成 、 具 有 自主知识 产 权
的国 际 先进 、 国 内领 先的冷 轧生 产 基 地 。
一 流 的装备、 就要有一 流 的精品 。 鞍钢股 份公 司冷轧厂 以生产 高端汽
彩涂线 , 年生 产 能 力6 5 0 万 吨 的大型 现 代 化冷轧 厂 。 在 发 展 建设 过 程 中始终
.
『
坚持走 “ 高起点 、 少投 入 、 快产 出 、 高效 益 ” 的 自主 创新之 路 , 1 7 8 0 m m 冷
轧宽带钢 机 组 ( 2 n d 冷 轧生 产 线 ) 首 次 在 国 内钢 铁 行 业 实现 从 引进 消 化 吸 收
士 鞍钢股份有限公 司
_ l_≮ ≯ 景
鞍钢股份各生产单位介绍
鞍钢股份各生产单位介绍鞍钢股份炼铁总厂鞍钢股份炼铁总厂是由始建于1917年的原鞍钢烧结总厂和炼钢厂于2000年7月组建而成,是鞍钢股份下属的主体生产厂之一,占地面积尽240万平方米,主体设备有烧结机9台、总面积1906平方米,带式焙烧机,面积为321.6平方米,大、中型高炉九座,高炉有效容积20191立方米 ; 在建一座2580立方米高炉。
主要产品是人造富矿和制钢生铁,人造富矿生产能力达2100万吨,生铁生产能力达1500万吨。
至今,炼铁总厂己为国家炼出合格生铁3亿多吨,为祖国的钢铁事业做出了巨大的贡献。
……随着鞍钢股份改造东部、开发西部整体战略的推进,炼铁总厂也发生了翻天复地的变化。
西部新区2座 3200 立方米的现代化高炉、配套新建的2台328平方米现代化烧结机己于2005年底陆续投入生产。
到2007年,炼铁总厂将形成3座3200立方米和5座 2580立方米高炉,年产生铁能力将达到1600万吨。
来源:鞍钢股份网站化工总厂化工总厂是鞍钢股份有限公司下属的重要主体厂。
化工总厂始建于1919,经过80余年的发展壮大,已成为中国最大的、具有领先地位的炼焦及煤化工产品生产企业。
厂区占地150万平方米,并拥有一个负责自主研发的鞍钢焦化技术中心,技术力量雄厚。
化工总厂年生产焦炭600万吨,煤化工产品30余万吨。
拥有一批装备精良、工艺先进的生产线。
特别是经过近几年技术改造,国内先进水平的6米焦炉、140万吨干熄焦、制冷、生物脱氮、大回收已经陆续投入运行。
生产的产品有焦炭、煤气、苯系列、萘系列、洗油系列、酚系列、吡啶系列、沥青系列等60余种,其中大宗产品40多种,小吨位及新产品20余种。
产品畅销全国各地,硬质沥青、硫酸铵等远销海外。
我们的产品以其技术新、质量优、服务好而深得用户信赖。
化工总厂具有规范健全的生产保证体系,质量体系文件齐全,岗位职责清晰,技术性、作业性、管理性文件充分有效,产品检测手段完备,检测设备精良,所有产品都需经公司质量监督检查站取样,分别由化工总厂研化中心和公司质检中心经过严格的理化检验,确保每一种产品质量指标合格率达到100%。
鞍钢冷轧火灾事故报告公示
鞍钢冷轧火灾事故报告公示一、事故概况2022年10月20日21时30分左右,鞍钢集团冷轧厂发生火灾,火灾起因正在进一步调查中。
火灾发生后,当地消防部门和鞍钢集团的应急救援队迅速赶到现场展开救援工作,经过近3小时的努力,火势得到控制。
截至目前,暂未收到人员伤亡的情况。
二、火灾处置及善后工作鞍钢集团冷轧厂火灾发生后,公司领导高度重视,迅速成立了应急指挥部,调集各方力量进行处置和善后工作。
同时,公司第一时间通知了相关政府部门、相关企业以及社会各界,积极开展危险品防范和事故分类的工作,并启动了紧急预案,及时疏散人员,确保了现场人员的安全。
火灾发生后,鞍钢集团冷轧厂迅速组织人员进行应急处置工作。
首先,将火灾现场进行了封锁,隔离保护周边环境。
同时,调派了10余辆消防车和上百名消防队员前往现场展开火灾扑救工作。
在消防人员的奋力扑救下,火势迅速得到了控制。
随后,鞍钢集团冷轧厂还紧急通知了附近居民进行疏散,并对附近环境进行了严格监测,确保了周边环境的安全。
在火灾扑灭后,鞍钢集团迅速开展了事故原因的调查工作,并启动了相应的善后工作。
三、事故原因调查鞍钢集团冷轧厂火灾发生后,公司迅速成立了由经验丰富的专家组成的调查组,开始进行火灾原因的调查工作。
目前,初步调查结果显示,火灾原因可能与设备故障有关,具体原因正在进一步调查中。
鞍钢集团冷轧厂对此事高度重视,并将全力配合政府部门做好事故原因的调查和善后工作。
四、善后工作及对外公示鞍钢集团冷轧厂将按照相关法律法规要求,对此次火灾事故的善后工作做好全面的整改工作,并在相关部门的监督下,对火灾的原因做出彻底的调查。
同时,我们将积极主动地向社会公开相关信息,及时对外公示,接受社会各界的监督和指导。
鞍钢集团冷轧厂将按照上级主管部门的要求,及时向社会公开事故调查结果和善后工作进展情况,接受社会各界的监督和指导。
同时,我们将严格落实相关责任,加强安全生产管理,确保生产过程的安全稳定,为保障员工和社会大众的生命财产安全而不懈努力。
鞍钢冷轧2_酸洗_轧机联合机组紊流酸洗工艺优化

鞍钢冷轧2#酸洗-轧机联合机组紊流酸洗工艺优化宁继龙 周敬忠 王义栋(鞍钢集团新轧钢股份有限公司) 摘要 简要叙述了酸洗工艺从传统的酸洗工艺到紊流酸洗的发展以及紊流酸洗工艺在鞍钢冷轧厂的应用。
针对其不足,提出了相应的优化措施,并已应用于冷轧2#酸洗-轧机联合机组的设计中,取得了很好的效果。
关键词 冷轧 酸洗-轧机联合机组 紊流酸洗工艺 优化Optimizing T urbulence Pickling Technique for No .2Pickling -rolling M illsin Angang Cold Rolling PlantNing Jilong Zhou Jingzhong Wang Yidong(Ang ang New Steel Co.,Ltd.) Abstract T he pr o cess of pickling t echnique fr om tr aditio na l one to turbulent o ne and the application o f the lat ter in A ng ang Cold R olling Plant ar e simply ex pounded.T he cor respond-ing optimum measurements are put for w ard in connectio n w ith t he shor tcoming s.T he r esult is ex cellent aft er applying turbulence pickling t echnique in the design of N o .2pickling -r ollingmills in Ang ang Cold R olling P lant .Key Words co ld r o lling pickling -r olling mills t ur bulence pickling technique opti-mizatio n1 前言目前世界各国钢铁企业都在寻找降低生产成本的先进工艺。
鞍钢冷轧厂
鞍钢冷轧厂厂志鞍钢股份有限公司冷轧厂前身是鞍钢冷轧薄板厂,为20世纪50年代苏联援华项目,最初设计能力为年产30万吨冷轧薄板。
该厂自开工投产到1981年底,冷轧板年产量始终在设计水平30万吨以下,到1982年才实现年产30万吨冷轧板的设计产量。
自1988年,冷轧厂进入了技术改造阶段。
4月2日,国家计划委员会正式批复,同意鞍钢冷轧厂四机架工程改造,进口一套旧的四机架冷连轧机组,包括酸洗、轧机、热处理、平整、剪切等五大工序。
酸洗机组从奥地利安得列茨机制公司鲁斯纳分公司引进盐酸洗机组和再生装置,只购进少量耐腐蚀材料和仪表,绝大部分设备由国内制造和配套。
工程于1988年12月24日破土动工,于1989年10月1日投产。
四机架冷连轧机是60年代德国蒂森公司二手设备,40座罩式炉分别引进奥地利EBNER公司的HC型全氢强对流罩式退火炉(4座)和德国LOI公司HPH型全氢强对流罩式退火炉(36座)。
工程1989年7月26日开工,1991年11月23日竣工投产。
平整机组和横切机组是引进德国蒂森公司二手设备,主要机械设备由国内进行修配改,同时引进德国液压伺服控制系统和西门子自动化控制设备,建成一套具有国际80年代技术水平的平整、横切机组。
工程于1989年10月7日开工,1991年9月17日竣工投产。
到1993年末,改造后四机架冷连轧机组系统生产冷轧板86万吨,初步形成80万吨生产能力。
纵剪机组1993年2月末开工,当年年末完成;2台磨床于1993年调试投产。
1992年5月25日,冷轧1号线2套酸再生机组正式开工,1994年末全部竣工投产,处理能力为12立方米/时。
3号横切机组于1994年12月开工建设,1995年竣工投产,设备是引进荷兰荷戈文厂二手设备,年生产能力14万吨冷轧板。
1997年5月,鞍钢成立鞍钢新轧钢有限责任公司,冷轧厂成为其中一员。
1999年,开始进行冷轧1号线联合机组再次改造,在原有四机架连轧机基础上增加带钢转向装置和0号机架,拆除硫酸洗机组,新建浅槽紊流盐酸洗机组,并进行联机,形成全连续无头轧制,同时更新改造卷取机,改造乳液系统及电控系统,改造和新建车间内辅助设施。
《鞍钢股份有限公司》PPT课件
表 资产负债表工程
二、财务指标体系“三维分析〞 ——构成比较分析
〔二〕2002-2006年资产负债表及损益表构造分析
表 资产负债表工程〔续〕
二、财务指标体系“三维分析〞 ——构成比较分析
〔二〕2002-2006年资产负债表及损益表构造分析
表 资产负债表工程〔续〕
二、财务指标体系“三维分析〞 ——构成比较分析
〔三〕资产构造比较分析(2)
100% 80% 60% 40% 20% 0% 2002年
2003年
2004年
2005年
2006年
无形资产 固定资产 流动资产
二、财务指标体系“三维分析〞 ——构成比较分析
〔四〕盈利能力分析
表9
二、财务指标体系“三维分析〞 ——构成比较分析
表1 主营业务收入构造分析
二、财务指标体系“三维分析〞 ——构成比较分析
〔一〕主营业务收入构造分析
产品结构分析
100% 80% 60% 40% 20% 0%
2002年
2003年
2004年
2005年
2006年图1钢坯 Nhomakorabea镀锌及彩涂板 大型材 冷轧薄板 厚板 线材
二、财务指标体系“三维分析〞 ——构成比较分析
二、财务指标体系“三维分析〞 ——构成比较分析
〔二〕2002-2006年资产负债表及损益表构造分 析
表 资产负债表工程〔
二、财务指标体系“三维分析〞 ——构成比较分析
〔二〕2002-2006年资产负债表及损益表构造分析(5)
表6 损益表构造变动
二、财务指标体系“三维分析〞 ——构成比较分析
〔三〕资产构造比较分析
鞍钢冷轧产品概述
鞍钢冷轧产品目录鞍钢股份冷轧厂是中国冷轧板生产的摇篮和诞生地,于1960年建成投产,为当时中国第一家冷轧薄板生产厂。
1997 年鞍钢股份有限公司成立后,通过不断的技术改造和治理升级,到 2004年末,鞍钢股份冷轧厂差不多成为拥有两条酸洗-轧机联合机组、一条盐酸洗机组、两台新型可逆轧机、两条热镀锌机组、两条彩涂机组及后继深加工设备。
能够生产热轧酸洗板、冷轧板、热镀锌钢板、彩色涂成板等多元化优质终端产品,以及代表冷轧工艺高水平的 05 级家电板和轿车板。
年生产能力达到350 万吨。
产品出口日本、韩国及欧美等30几个国家和地区,数量品种不断增加,在国内外冷轧产品的市场占有率稳定提高。
主导产品应用于汽车板、家电板及冷轧行业最高级不的轿车 05 级板。
2004 年8月开工的新区2130 冷轧工程,可能 2006 年5月建成投产,年设计生产能力为200 万吨,产品要紧定位于轿车外板和高档次家电板。
整体装备技术达到国际先进水平,投产后将有助于鞍钢冷轧产品档次的进一步提升。
冷轧厂针对汽车行业、家电行业、门业、搪瓷业、建筑业、制造业等行业的特点,差不多成功地开发了德国标准St 系列、日本标准SP系列、超低碳、超深冲 IF钢系列、链条用钢系列、低碳低硅冷板系列、搪瓷钢系列、自行车用钢板系列、烘烤硬化钢系列、含磷钢系列、客车车厢用钢板系列、家用电器钢板系列、低合金系列等具有高附加值的冷轧钢板产品。
鞍钢冷轧产品目录冷连轧用热轧钢卷为原料,经酸洗去除氧化皮后进行冷连轧,其成品为轧硬卷,由于连续冷变形引起的冷作硬化使轧硬卷的强度、硬度上升、韧塑指标下降,因此冲压性能将恶化,只能用于简单变形的零件。
轧硬卷可作为热镀锌厂的原料,因为热镀锌机组均设置有退火线。
轧硬卷重一般在6~13.5吨,钢卷内径为610mm。
一般冷连轧板、卷均应通过连续退火(CAPL机组)或罩式炉退火消除冷作硬化及轧制应力,达到相应标准规定的力学性能指标。
冷轧钢板的表面质量、外观、尺寸精度均优于热轧板,且其产品厚度右轧薄至0.18mm左右,因此深受宽敞用户青睐。
鞍钢冷轧厂工艺流程
鞍钢冷轧厂工艺流程
《鞍钢冷轧厂工艺流程》
鞍钢冷轧厂是中国最大的钢铁企业之一,其冷轧工艺流程非常复杂,涉及到许多专业领域的知识和技术。
冷轧是将热轧出来的板材进行进一步加工,使其更加光滑、平整和具有更高的机械性能。
以下是鞍钢冷轧厂的工艺流程简介:
1. 配煤:原料材料是冷轧生产的关键,其中主要包括钢材和添加合金元素。
在本阶段既要保证原料充足,又要保证原料质量。
2. 热连铸:经过加热后,将加热的钢坯倒入连铸机中,连铸机对钢坯进行拉拔成形。
3. 热轧:经过连铸成形后的钢坯将会经过热轧机进行形状和尺寸上的进一步加工。
4. 退火:热轧之后的板材将被送入退火炉中进行退火处理,使板材的机械性能更加理想。
5. 冷轧:经过退火处理的钢板将被送入冷轧机中,进行冷轧加工,使其表面更加光滑,并获得更高的抗拉强度。
6. 修形、除锈:经过冷轧后的钢板需要进行修形和除锈处理,使其表面更加整洁。
7. 涂漆:最后一道工序就是将钢板进行防腐蚀的涂漆处理,以
延长钢板的使用寿命。
上述是鞍钢冷轧厂的简要工艺流程,可以看出,冷轧生产需要经历多道工序,每一道工序都需要高度的技术和精准的操作,才能最终得到高质量的冷轧产品。
我国大型钢铁公司简介
我国10大钢铁企业排名 1、上海宝钢集团公司,上海, 营业收入 16175652万元 2、鞍山钢铁集团公司,辽宁, 营业收入 6272637万元 3、首钢总公司,北京, 营业收入 6190000万元 4、中国冶金建设集团公司,北京, 营业收入 5377627万元 5、武汉钢铁(集团)公司,湖北,营业收入 4232189万元 6、攀枝花钢铁(集团)公司,四川,营业收入 3395449万元 7、邯郸钢铁集团有限责任公司,河北,营业收入 3116577万 元 8、江苏沙钢集团有限公司,江苏,营业收入 3112365万元 9、唐山钢铁集团有限责任公司,河北,营业收入 3071611万 元 10、莱芜钢铁集团有限公司,山东,营业收入 3010277万元
集团公司拥有 6 座大型铁矿山、 4 个选矿厂、 1 个 炼铁总厂、 2 个炼钢厂、 13 个轧钢厂和焦化、耐 火、机械、动力、运输、建设、综合利用等辅助配 套单位,以及技术中心、设计研究院、自动化公司 等科研、设计单位。生铁、钢、钢材的综合能力均 在 1000 万吨以上。 建国以来,鞍钢为国家的经济建设做出了巨大贡 献。 1949 年至 2004 年,鞍钢共生产钢 3.21 亿吨、 生铁 3.16 亿吨、钢材 2.22 亿吨。上缴利税 835 亿 元,相当于国家同期对鞍钢投资的 15.4 倍,并向全 国冶金行业输送技术人才 5 万余人。
ห้องสมุดไป่ตู้
宝钢重视环境保护,实施清洁生产、发展循环经济、追求可 持续发展,是中国冶金行业第一家通过ISO14001环境贯标 认证的企业,也是中国冶金行业和上海市首家获得“国家环 境友好企业”称号的企业。 2004年,宝钢成为最先加入“全球契约”的三家中国企 业之一。2006年,宝钢加入“世界可持续发展工商理事会” (WBCSD),成为国内第二家加入WBCSD的企业,也是 全球钢铁行业的首批WBCSD成员。 宝钢既定的战略目标是“成为拥有自主知识产权和强大 综合竞争力、备受社会尊重的、‘一业特强、适度相关多元 化’发展的世界一流的国际公众化公司”。 新形势下宝钢钢铁主业的发展思路优化为:围绕“规模 扩张”这一未来发展的主线。实现从“精品战略”到“精品 +规模”战略的转变;实现从“新建为主”到“兼并重组与 新建相结合”的扩张方式的转变。大力提升宝钢综合竞争力, 引领中国钢铁行业发展。完成由区域性布局向全国性布局的 转变,实现在国际化布局上的突破,综合竞争力进入全球钢 铁业前三强。
鞍钢冷轧厂实习报告

实习报告:鞍钢冷轧厂实习体验一、实习背景作为一名材料科学与工程专业的学生,为了加深对所学知识的理解和应用,我于2022年7月至8月参加了鞍钢冷轧厂的实习项目。
在这次实习中,我有幸接触到冷轧厂的生产一线,了解了冷轧工艺的基本流程,并对钢铁行业的生产管理和技术创新有了更为深刻的认识。
二、实习内容1. 实习单位:鞍钢冷轧厂鞍钢集团是中国最大的钢铁企业之一,其冷轧厂主要生产冷轧板、冷轧带等产品,产品质量优良,广泛应用于汽车、家电、建筑等领域。
2. 实习过程:(1)实习前的培训:在实习开始前,我们参加了由鞍钢冷轧厂组织的培训,了解了实习期间的安全注意事项、工厂规章制度以及冷轧工艺的基本知识。
(2)实习过程中的指导:在实习过程中,我们有幸得到了一批经验丰富的工程师的指导,他们耐心地解答了我们的疑问,并带领我们参观了冷轧厂的各个生产环节,使我们全面了解了冷轧工艺的流程。
(3)实习成果:通过实习,我们深入了解了冷轧工艺的各个环节,从原料的准备、冷轧、退火、涂层到最后的成品,对每个环节都有了实际的操作经验。
同时,我们还了解了鞍钢冷轧厂在技术创新、节能减排方面所取得的成果。
三、实习收获1. 专业知识的增长:通过实习,我对材料科学的基本原理有了更深入的理解,对冷轧工艺的各个环节也有了全面的了解,使我在未来的学习中有了更明确的方向。
2. 实践能力的提升:在实习过程中,我们亲自动手操作,解决实际问题,使我的实践能力得到了很大的提升。
3. 职业素养的提高:在实习过程中,我深刻体会到了企业文化的重要性,学会了如何与同事沟通、合作,提高了自己的职业素养。
4. 行业认知的加深:通过实习,我对钢铁行业的发展趋势、生产管理有了更为深刻的认识,为我将来的就业和职业发展奠定了基础。
四、实习总结通过在鞍钢冷轧厂的实习,我对材料科学的专业知识和冷轧工艺有了更深入的了解,实践能力得到了锻炼,职业素养得到了提高。
同时,我也对钢铁行业有了更为全面的认知。
鞍钢冷轧厂实习心得
鞍钢冷轧厂历史1958 年1989 年 1999 年 2002 年 2003 年 2006年 2007年新中国第一家冷轧薄板厂成立。
鞍山钢铁集团公司盐酸洗机组、四机架联轧机组及配套的冷轧板生产线投产。
冷轧一号线酸洗-轧机联合机组投产。
冷轧二号生产线投产;彩涂板生产线投产。
热镀锌板生产线投产。
西区 2130 联合机组及连续退火生产线投产。
东区 1450 生产线投产。
冷轧厂概况厂区面积总计 : 24,780,000 m2鞍山钢铁集团公司■包括两条冷轧生产线,两条连续热镀锌,两条彩涂。
共计24 条生产线,139座罩式炉;另外调试及在建16条生产线,38座罩式炉。
职工总计 :2600人■受过大学本科高等教育的人数达到20%,职工平均年龄36岁。
产品2005年336万吨/年、2006年536万吨、2007年636万吨■产品 -酸洗涂油(po) - 热镀锌(gi) -冷板(cr) -彩涂(cc)冷轧产品用途冷轧带钢主要产品用途:鞍山钢铁集团公司汽车用钢:o5系列深冲板电工用钢:高牌号到中低牌号硅钢片建筑用板:热镀锌板,彩涂板家电用钢:湿家电-洗衣机,洗碗机冷家电-电冰箱,空调器,厨房用具热家电-微波炉,电烤箱冷轧二号线鞍山钢铁集团公司冷轧二号线是我国第一条立足国内技术资源整合集成的拥有国际一流技术装备水平的酸洗连轧生产线,主要产品包括05级轿车板及普通用板、建筑板、家电板、汽车板、耐候钢等40多个品种、60多个规格,还成功开发了搪瓷钢系列、汽车车轮用钢系列、烘烤硬化钢系列、含磷钢系列、家电用钢板系列、汽车结构钢系列等冷轧钢板。
年设计生产能力:酸轧联合机组150 万吨;罩式退火炉;平整、剪切机组70万吨冷轧2#线鞍山钢铁集团公司(7条生产线45座罩式炉)条年产150万吨的1780mm酸洗轧机联合机组,主要单体设备有200多台;酸洗工艺段100m,速度230m/min,轧机出口速度1350m/min;条年产70万吨的清洗机组;45座全氢罩式退火炉,年产70万吨;炉气最高温度750℃,加热罩最高温度850℃; 1台平整机,年产70万吨;条重卷机组、1条包装机组、年产70万吨;辅助设备主要包括:1套再生机组、1套中和站、1套除盐水站、1套空压站、1套供水泵站、4台磨床、1台edt等;共有机械电气等设备点检员65名。
鞍钢冷轧厂2号线简介

▪ 连轧机再将酸洗后的热轧酸洗板按要求轧制成所要求厚度的 冷轧板,连轧机是冷轧工艺的核心设备。
▪ 联合机组入口段最高速度700m/min,酸洗工艺段最高速度 230m/min,轧机出口速度各线不同,但均在1350m/min以 上。
激光焊机
鞍山钢铁集 团公司
统三级计算机联为一体。
高精度轧制的厚度控制技术 鞍山钢铁集
团公司 • 动态变规格技术:不停机改变产品规格
• 多AGC厚度控制系统
1) 辊缝监控AGC、辊缝前馈AGC、辊缝秒流量AGC ; 2) 张力前馈AGC、张力秒流量AGC、张力监控AGC; 3)轧制力AGC; 4) 快速监控AGC (反馈AGC); 5) 以及轧辊偏心补偿; 6) 加减速厚度补偿; 7) AGC与张力控制(ATC)的互不相关控制
近年来,国内外很多机构都对钢在轧制过程 中组织性能变化的数学模型给予高度的重视。在生 产过程中,涉及的钢种多、成分变化、化学ห้องสมุดไป่ตู้素的 性能的影响无法用简单的模型表达。随着神经元网 络技术、模糊理论的应用,使的开发实用的组织性 能预报技术成为可能。目前该技术在冷轧厂的二级 计算机系统中已成功地得到应用。
鞍山钢铁集 团公司
采用德国Miebach(米巴赫)公司的激光焊机,带有 前后自动对中功能,实现全自动焊接,并有冲孔装置, 实现联合机组全线焊缝跟踪功能,焊接无噪声,无污染 ,焊接参数自动选择,操作方便,平均每次焊接时间为 105秒,大大的提高了机组的运行效率。
轧机先进技术
鞍山钢铁集 团公司
1、基于神经元网络的自学习系统
对板带产品几何精度的要求越来越高,如厚度精度
要求达到3-5μm,板形平坦度要求达到5-7I。
鞍钢冷轧火灾事故报告表
鞍钢冷轧火灾事故报告表一、基本情况描述1、事故单位名称:鞍钢冷轧厂2、事故发生时间:2022年6月10日3、事故地点:鞍山市鞍钢集团4、事故种类:火灾事故5、伤亡情况:无人员伤亡6、事故原因:正在调查中二、事故经过2022年6月10日凌晨2点,鞍钢冷轧厂突然发生火灾事故。
据现场工作人员介绍,当时他们正在进行生产作业,突然发现轧钢车间内冒出了浓烟和火焰,工人们第一时间报警并进行了紧急疏散。
随后,鞍山市消防支队立即调派多辆消防车和消防人员前往现场进行扑救,并迅速将火势控制住。
经过初步调查,火灾发生在冷轧车间的一台轧机上,起火原因尚在调查中。
截至目前,火灾已经得到了有效控制,厂区内的其他生产设施和人员都没有受到影响。
事故中,鞍钢冷轧厂没有出现人员伤亡情况,但火灾给工厂的生产带来了一定的影响,具体的损失正在数清中。
三、事故处理情况鞍钢冷轧厂在发生火灾事故后,立即成立了事故调查组,对事故的原因、损失和应对措施进行了详细的分析和调查。
同时,工厂也积极与当地相关部门合作,共同展开事故的调查和处理工作,以求对事故原因做出合理的解释和处理。
此外,对于火灾事故带来的生产影响,工厂已经着手调整生产计划,确保生产工作的顺利进行,并对冷轧车间的设施进行了维修和检测,以确保生产设备的安全性和可靠性。
四、事故教训及改进措施从鞍钢冷轧火灾事故中,我们深刻认识到企业安全生产工作的重要性。
冷轧车间是钢铁厂的关键生产设施,一旦发生火灾事故,不仅会给企业的生产带来严重影响,还可能造成人员伤亡和财产损失,甚至危及企业的存续。
因此,我们应该认真总结事故教训,加强安全生产意识,不断改进管理体制、技术装备和应急预案,提高企业的安全生产水平。
1、强化安全培训:加强员工安全生产意识培训,提高员工对安全生产的重视程度,使他们能够熟练掌握安全操作流程和应急处置措施,提高应对突发事件的能力。
2、加强设备检修:对于冷轧车间的生产设施,需要定期进行维护和检验,保证设备的安全运行状态,及时处理潜在的安全隐患,提高设备的可靠性。
鞍钢一冷轧厂机组简介
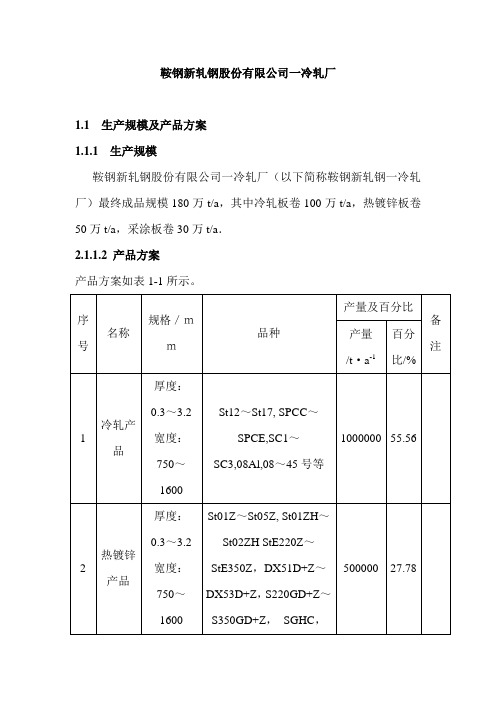
鞍钢新轧钢股份有限公司一冷轧厂1.1生产规模及产品方案1.1.1 生产规模鞍钢新轧钢股份有限公司一冷轧厂(以下简称鞍钢新轧钢一冷轧厂)最终成品规模180万t/a,其中冷轧板卷100万t/a,热镀锌板卷50万t/a,采涂板卷30万t/a.2.1.1.2 产品方案产品方案如表1-1所示。
2.1.1.3 热轧原料热轧钢卷规格:带钢厚度 1.0~6.0带钢宽度700~1550钢卷内径φ700/762mm钢卷外径∮1100~2000mm钢卷质量最大25t年需要量:195.24万t供给方式:由上游热轧厂外购2.1.2 机组组成1号酸轧联合机组1条1700mm轧机(正在改造)1条1200mm轧机(正在改造)1条罩式炉平整机组2条横切机组4条纵切机组1条连续热镀锌机组1条涂层机组1条2.1.3 机组设备2.1.3.1 酸洗机组(1)机组主要工艺参数如下:机组形式:三段酸洗三段漂洗。
酸洗工艺:浅槽酸洗。
钢卷规格:入口出口带钢厚度 1.0~6.0mm 1.0~6.0mm带钢宽度700~1550mm 650~1550mm钢卷内径φ700/762mm φ750/610mm钢卷外径∮1100~2000mm ∮1100~2000mm钢卷质量最大25t 最大25t单位质量最大15.2kg/mm 最大15.2kg/mm酸洗工艺速度:最大30~150m/min酸洗介质:盐酸年酸洗量:80万t投产年月:1990年供货商:奥地利鲁斯纳公司(2)机组主要单体设备性能如表2-2所示。
表2-2 鞍钢新轧钢一冷轧酸洗机组主要单体设备性能2.1.3.2 酸洗—冷轧联合机组(1)机组主要工艺参数如下:机组形式:酸洗—冷轧联合机组。
酸洗工艺:浅槽紊流酸洗+全连续无头轧制。
最大轧制速度:1350 m/min最大轧制力:30MN年轧制量:160万t钢卷规格:入口出口带钢厚度 1.5~6.5mm 0.3~3.0mm带钢宽度800~1630mm 800~1630mm钢卷内径φ762mm φ610mm钢卷外径最大∮1100~2150mm 最大∮1100~2000mm钢卷质量最大30t 最大30t单位质量最大23kg/mm 最大23kg/mm 投产年月:2000年10月供货商:德国SMS公司、德国SIEMENS公司、中国二重。
鞍钢新轧钢2_冷轧工程工艺简介
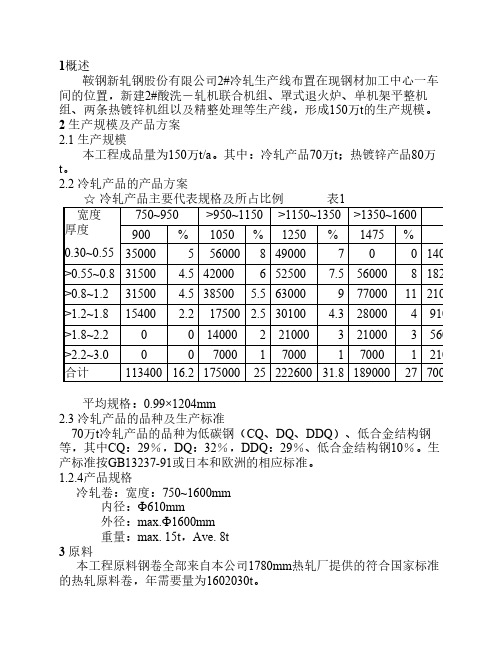
1概述鞍钢新轧钢股份有限公司2#冷轧生产线布置在现钢材加工中心一车间的位置,新建2#酸洗-轧机联合机组、罩式退火炉、单机架平整机组、两条热镀锌机组以及精整处理等生产线,形成150万t的生产规模。
2 生产规模及产品方案2.1 生产规模本工程成品量为150万t/a。
其中:冷轧产品70万t;热镀锌产品80万t。
2.2 冷轧产品的产品方案☆冷轧产品主要代表规格及所占比例表1宽度厚度750~950>950~1150>1150~1350>1350~1600 900%1050%1250%1475%0.30~0.55350005 56000849000700140000 >0.55~0.831500 4.5420006525007.5560008182000 >0.8~1.231500 4.538500 5.56300097700011210000 >1.2~1.815400 2.2 17500 2.530100 4.328000491000 >1.8~2.20014000221000321000356000 >2.2~3.0 00 70001700017000121000合计11340016.21750002522260031.818900027700000平均规格:0.99×1204mm2.3 冷轧产品的品种及生产标准70万t冷轧产品的品种为低碳钢(CQ、DQ、DDQ)、低合金结构钢等,其中CQ:29%,DQ:32%,DDQ:29%、低合金结构钢10%。
生产标准按GB13237-91或日本和欧洲的相应标准。
1.2.4产品规格冷轧卷:宽度:750~1600mm内径:Ф610mm外径:max.Ф1600mm重量:max. 15t,Ave. 8t3 原料本工程原料钢卷全部来自本公司1780mm热轧厂提供的符合国家标准的热轧原料卷,年需要量为1602030t。
鞍钢冷轧厂 #线简介

鞍钢股份冷轧厂
平整的目的
平整的目的是:
1、消除屈服平台;(避免出现滑移线等缺陷)
应力 σ
σsuσsl
应力σ
应力 σ
平整前
变形 ε
a)有明显屈服点的拉伸曲线示意图 示意图
平整后
变形
(b)无明显屈服点的拉伸ε曲线
图 应力---应变曲线
2、提高带钢的平直度;(最终成品板形)
3、可以得到不同的带钢表面性貌。(主要是粗糙度Ra和
峰值RPc )
鞍钢股份冷轧厂
平整机组主控画面
鞍钢股份冷轧厂
重卷机组工艺流程
上料→开卷→切头→切边→测厚→检查台→涂油→分卷
→卷取→捆带 (废边卷取)
下切剪
测厚仪
下切剪
开卷
卷取
涂油机
检查台
重卷生产流程简图
鞍钢股份冷轧厂
重卷机组主要单体设备
1、圆盘剪 圆盘剪是进行纵向连续剪切带钢的剪断机,按用途分有用于剪切带钢侧
平整篇-单机架平整机
• 冷轧低碳钢经过再 结晶退火,消除加 工硬化组织,但却 使力学性能和加工 性能变坏,这时的 带钢应力应变曲线 具有明显的上屈服 极限,并且在下屈 服极限出现屈服平 台,而平整轧制并 加以延伸率控制是 抑制屈服平台的最 有效的方法。
鞍钢股份冷轧厂
3.5 精整工艺
• 分卷 • 切板 • 涂油 • 剪边 • 检查
鞍钢股份冷轧厂
冷轧产品介绍
1、家电产品 鞍钢冷轧及镀锌 家电板主要用于: 冰箱、冰柜、洗 衣机、微波炉、 热水器、洗衣机 背板、空调室内 外机、电脑机箱 等家电制造业。
鞍钢股份冷轧厂
冷轧产品介绍
2、高强产品 鞍钢高强镀锌和彩涂产 品主要用于大型标志性 建筑的各类大跨度网架 结构、钢结构、大型超 市、厂房钢结构,高速 公路护栏、铁路隔离网、 电缆桥架等建筑,受到 海内外用户的青睐。在 巴特勒、美联钢构、贝 伦等著名钢结构公司以 及2008年奥运工程“鸟 巢”中广泛使用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2.2鞍钢新轧钢股份有限公司二冷轧厂
2.2.1 生产规模及产品方案
2.2.1.1 生产规模
鞍钢新轧钢股份有限公司二冷轧厂(以下简称鞍钢新轧钢二冷轧厂)最终成品规模150万t/a,其中冷轧板卷70万t/a,热镀锌板卷80万t/a。
2.2.1.2 产品方案
产品方案如表2-8所示。
2.2.1.3 热轧原料
热轧钢卷规格:
带钢厚度 1.0~6.0
带钢宽度700~1550
钢卷内径φ700/762mm
钢卷外径∮1100~2000mm
钢卷质量最大25t
年需要量:162.7万t
供给方式:由上游1780mm热轧厂外购
2.2.2 机组组成
2号酸轧联合机组1条
罩式炉45座
单机架四辊平整机组1条
重卷分卷机组2条
连续热镀锌机组及横切机组(2004年兴建)。
2.2.3 机组设备
2.2.
3.1 酸洗—冷轧联合机组
(1)机组主要工艺参数如下:
机组形式:三段紊流盐酸酸洗+全连续五头轧制。
最大轧制速度:1350 m/min
最大轧制力:25MN
年轧制量:162.7万t
钢卷规格:入口出口
带钢厚度 1.8~6.5mm 0.3~3.0mm
带钢宽度800~1630mm 800~1630mm
钢卷内径φ762mm φ610mm
钢卷外径∮1100~2150mm ∮1100~2000mm
钢卷质量最大30t 最大30t
投产年月:2002年4月18日
供货商:德国SIEMENS公司、中国一重、武汉钢铁设计研究总院。
(2)组主要单体设备性能如表2-9所示。
2.2.
3.2 罩式退火炉
(1) 机组主要工艺参数如下:
机组形式:全氢罩式退火炉。
处理钢卷规格:
最大质量10~30t
带钢厚度0.3~3.0mm
带钢宽度800~1630mm
钢卷内径φ610mm
钢卷外径∮1100~2100mm
炉台数:45座
最大堆垛高度5600mm
最大装炉量:130t
投产时间:2002年2月
供货商:德国LOI公司(2)机组主要单体设备性能如表2-10所示。
2.2.
3.3 单机架平整机
(1)机组主要工艺参数如下:
机组形式:单机架四辊湿平整机。
钢卷规格:入口出口
带钢厚度0.3~3.0mm 0.3~3.0mm
带钢宽度800~1630mm 800~1630mm
钢卷内径φ610mm φ610mm
钢卷外径∮1100~2000mm ∮1100~2000mm 钢卷质量最大30t 最大25t
最大轧制速度:1200 m/min
最大轧制力:15MN
年轧制量:74万t
投产年月:2001年
供货商:中国一重,德国西门子公司
(2)主组主要单体设备性能如表2-11所示。
表2-11鞍钢新轧钢二冷轧厂单机架平整机机组主要单体设备性能
2.2.
3.4 重卷机组(两条生产线)
(1)机组主要工艺参数如下:
处理钢种:CQ、DQ、DDQ
钢卷规格:入口出口带钢厚度0.3~3.0mm 0.3~3.0mm
带钢宽度800~1630mm 800~1600mm
钢卷内径φ610mm φ610mm
钢卷外径最大∮2100mm 最大∮1600mm
钢卷质量最大30t 最大15t
机组速度:
传带速度24m/min
工作速度400m/min
年处理量:729160t
投产年月:2002年12月
供货商:西安重型机械研究所
(2)主要单体设备性能如表2-12所示
表2-12鞍钢新轧钢二冷轧厂重卷机组主要单体设备性能。