V6发动机装配操作指导书
东风日产发动机拆装工艺流程

东风日产发动机拆装工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!东风日产V6发动机拆装工艺流程详解在汽车维修和保养领域,对发动机进行拆装是一项技术性极强的工作。
V6发动机装配操作指导书要点
编制:日期:审核:日期:批准:日期:PUGZV6发动机装配操作指导书CZFD-175版本号:1.0 页数:1/21一、装配准备:1.按照V6发动机装配明细表从成品库领取零部件。
2. 核对装配专用工装和通用工装种类和参数。
(包括润滑油,各类胶水的准备)3.核对再制造五大件是否检验合格,并在V6发动机流转卡上做好各项记录。
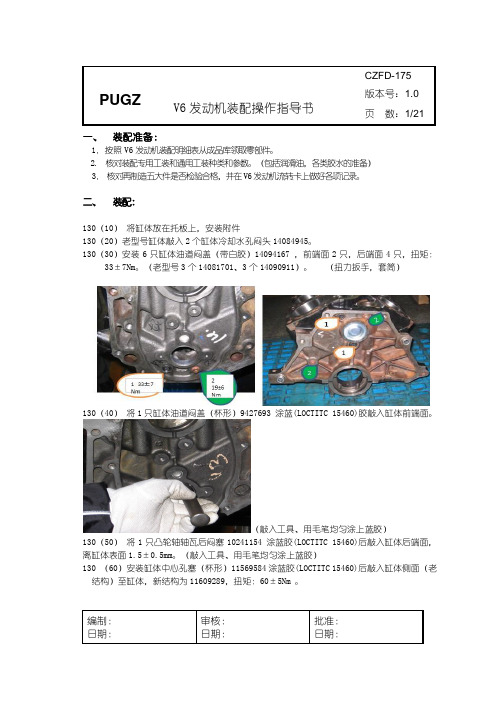
二、装配:130(10)将缸体放在托板上,安装附件130(20)老型号缸体敲入2个缸体冷却水孔闷头14084945。
130(30)安装6只缸体油道闷盖(带白胶)14094167 ,前端面2只,后端面4只,扭矩:33±7Nm。
(老型号3个14081701、3个14090911)。
(扭力扳手,套筒)130(40)将1只缸体油道闷盖(杯形)9427693 涂蓝(LOCTITC 15460)胶敲入缸体前端面。
(敲入工具、用毛笔均匀涂上蓝胶)130(50)将1只凸轮轴轴瓦后闷塞10241154 涂蓝胶(LOCTITC 15460)后敲入缸体后端面,离缸体表面1.5±0.5mm。
(敲入工具、用毛笔均匀涂上蓝胶)130 (60)安装缸体中心孔塞(杯形)11569584涂蓝胶(LOCTITC 15460)后敲入缸体侧面(老结构)至缸体,新结构为11609289,扭矩:60±5Nm 。
编制: 日期:审核: 日期: 批准: 日期:PUGZV6发动机装配操作指导书CZFD-175 版本号:1.0页 数:2/21(80)(扭力扳手、专用套筒)130(70)将发动机吊上装配吊架130( 扭力扳手,15套筒)130(90) 安装4档主轴瓦上片,1档: 24505498 2档:24505499 3档:24505500 4档: 24505498 。
将4档主轴瓦下片安装在1-4档主轴承盖上,1档: 24505495 2档:24505496 3档:24505496 4档: 24505495编制: 日期:审核: 日期: 批准: 日期:PUGZV6发动机装配操作指导书CZFD-175版本号:1.0页 数:3/21130(100) 分别对各主轴承档加油,将曲轴装入缸体。
奥威6DM教材11升柴油机培训(装配维修篇)
齿轮室罩盖盖板(钢板)装配
16
齿轮室罩盖盖板(钢板)装配
机体定位销 专用定位销
装配齿轮室罩盖盖板(钢板)时,需要机体上的一个定位销,专用定位 销起定位作用,然后用7个六角螺栓紧固后,再取出专用定位销。(专用 定位销也可以叠齿轮轴起定位作用)
螺栓打紧后,定位销能顺利取出,否则需松开螺栓,对钢板重新安装。
油泵安装完毕后,一定要将定位销旋出,套上垫圈拧紧到油泵上,否
则的话会造成打齿和折断定位销。
43
风扇皮带装配
44
风扇皮带装配
皮带安装时缠绕方向按上图所示 传动皮带张紧力,通过调整张紧轮,使皮带的张紧力在初装时为( 340~460)N,柴油机磨合后及在使用状态中保持为(340~460)N。
45
气门间隙调整
31
顶置凸轮轴装配
图轴正时齿轮与凸轮轴正时 中间齿轮轴向间隙检查 0.060-0.120mm
图轴正时齿轮与凸轮轴正时 中间齿轮齿侧间隙检查 0.030-0.343mm
10、齿轮齿侧间隙符合要求,则拧紧正时中间齿轮轴上的三个六角法 兰面螺栓。
若齿侧间隙不符合要求,则需要通过调整正时中间齿轮轴的相对位置 来保证齿侧间隙。
32
摇臂轴总成装配
33
摇臂轴总成装配
摇臂轴总成分为两段,第一段摇臂轴(一、二、三缸)轴端打印有 “FRONT”字样,安装在发动机前端(字样面朝前),第二段摇臂轴(四、 五、六缸)轴端打印有“BACK”字样,安装在发动机后端(字样面朝后)。
注意:两段摇臂轴前后不能互换!孔径大的一面朝下安装。
34
摇臂轴总成装配
上图为固定螺栓局部放大图
活塞冷却喷嘴固定螺栓的拧紧 力矩为27±5N²m
8
V6发动机装配操作指导书

编制:日期:审核:日期:批准:日期:PUGZV6发动机装配操作指导书CZFD-175版本号:1.0 页数:1/21一、装配准备:1.按照V6发动机装配明细表从成品库领取零部件。
2. 核对装配专用工装和通用工装种类和参数。
(包括润滑油,各类胶水的准备)3.核对再制造五大件是否检验合格,并在V6发动机流转卡上做好各项记录。
二、装配:130(10)将缸体放在托板上,安装附件130(20)老型号缸体敲入2个缸体冷却水孔闷头14084945。
130(30)安装6只缸体油道闷盖(带白胶)14094167 ,前端面2只,后端面4只,扭矩:33±7Nm。
(老型号3个14081701、3个14090911)。
(扭力扳手,套筒)130(40)将1只缸体油道闷盖(杯形)9427693 涂蓝(LOCTITC 15460)胶敲入缸体前端面。
(敲入工具、用毛笔均匀涂上蓝胶)130(50)将1只凸轮轴轴瓦后闷塞10241154 涂蓝胶(LOCTITC 15460)后敲入缸体后端面,离缸体表面1.5±0.5mm。
(敲入工具、用毛笔均匀涂上蓝胶)130 (60)安装缸体中心孔塞(杯形)11569584涂蓝胶(LOCTITC 15460)后敲入缸体侧面(老结构)至缸体,新结构为11609289,扭矩:60±5Nm 。
编制: 日期:审核: 日期: 批准: 日期:PUGZV6发动机装配操作指导书CZFD-175 版本号:1.0页 数:2/21(80)(扭力扳手、专用套筒)130(70)将发动机吊上装配吊架130( 扭力扳手,15套筒)130(90) 安装4档主轴瓦上片,1档: 24505498 2档:24505499 3档:24505500 4档: 24505498 。
将4档主轴瓦下片安装在1-4档主轴承盖上,1档: 24505495 2档:24505496 3档:24505496 4档: 24505495编制: 日期:审核: 日期: 批准: 日期:PUGZV6发动机装配操作指导书CZFD-175版本号:1.0页 数:3/21130(100) 分别对各主轴承档加油,将曲轴装入缸体。
2013--途锐V6 3.6发动机:调整配气相位
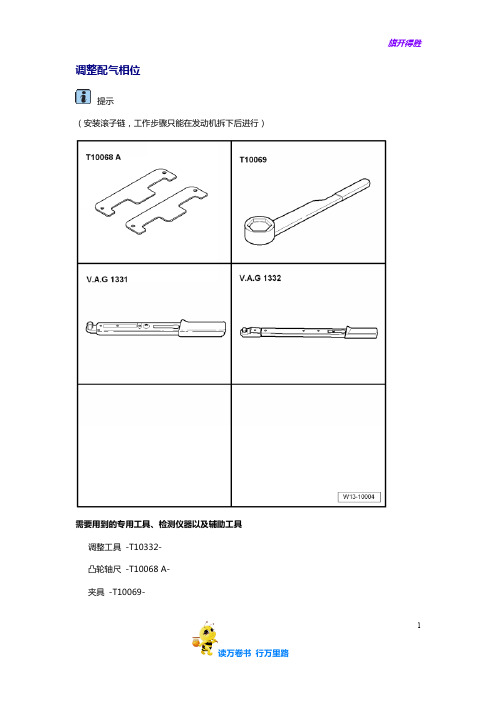
旗开得胜1调整配气相位提示(安装滚子链,工作步骤只能在发动机拆下后进行)需要用到的专用工具、检测仪器以及辅助工具调整工具-T10332- 凸轮轴尺-T10068 A- 夹具 -T10069-旗开得胜1扭矩扳手 -V.A.G 1331- 扭矩扳手 -V .A.G 1332-无插图:密封剂 -D 176 501- 工作步骤小心!对于所有的装配工作,特别是在发动机室中由于空间狭窄,请注意下列说明:正确敷设所有类型的管路(例如燃油、液压、活性碳罐装置、冷却液和制冷剂、制动液、真空系统)和电气导线,以便重建原始的布线。
注意与所有可移动的或发热部件之间要有足够的距离。
提示下列工作步骤是按发动机已拆下说明的。
您可以根据发动机被分解的程度从相应的部位开始设置操作。
油底壳已拆下并只能在安装了密封法兰后方可进行安装。
安装滚子链和链条张紧器与油泵驱动装置的张紧导轨:–首先将曲轴置于气缸1 的上止点。
1. 为此必须将驱动齿轮上磨平的轮齿-箭头- 与其支座接缝对齐。
–安装滑轨的两个无凸肩螺栓并用10 Nm 力矩拧紧。
–现在将机油泵轴-1- 在其平面侧-箭头- 与标记-2- 水平的状态下放到机油泵上。
提示对于已经使用过的滚子链,注意转动方向标记→图1–将滑轨-3- 插到两个已经拧紧的螺栓上。
现在将驱动链-2- 装到曲轴齿轮和驱动齿轮-1- 上,并将它们连同拉直的链条-2- 一起插上机油泵轴。
驱动齿轮-1- 上的标记-4- 必须与机油泵上的标记一致。
–用一把小螺丝刀松开链条张紧器-5- 中的固定销-箭头- 。
将夹紧杆和连同链条张紧器一起压下,并将它用螺栓固定在气缸体上。
–如果气缸体处于拆卸状态,现在就将其安装上。
→章1。
康明斯6BT系列柴油发动机装配和调整[1]
![康明斯6BT系列柴油发动机装配和调整[1]](https://img.taocdn.com/s3/m/5fcb88bf580216fc700afdd5.png)
康明斯6BT系列柴油发动机装配和调整目前,我国东风汽车公司引进生产的康明斯B系列车用柴油机的主要型号有6BT118-01、6BT118-02、6BT114B-01和6B96-01、6B96-02以及4BTAA92-01、4BTAA92-02等;引进生产的康明斯C系列车用柴油机有6CT8.3和6CTAA8.3等。
装配和调整康明斯6BT系列柴油发动机装配,按发动机各部件规范的技术要求进行。
送入装配的所有零件必须有产品质量合格标记,外协件必须经产品质量检验确认合格后方可进行装配。
装配的环境应保持清洁,送入的空气应经除尘处理。
工作人员应更换清洁的外套和鞋,才能进入现场(指在专门的装配车间)。
所有运动摩擦副的配合表面,在装配前应用无纺布或绸布擦净,并按维修手册的要求,均匀地涂抹洁净的润滑油。
所有密封部位应按所介绍的要求涂密封胶。
各种螺栓、螺母的扭紧力矩参见相关要求。
发动机装配时需测量和调整的主要参数见相关要求。
发动机主要零件配合尺寸见相关要求。
发动机及其它重要数据见相关要求。
管件装配时,不准有扁、弯曲、扭曲或产生裂纹等现象。
各组、部件组装完毕后,经检验验收后方可投入总装。
一、气缸体的装配(1)气缸体在装配前应清洗干净,所有油道、主轴承孔、凸轮轴孔、挺杆孔、螺孔不得有毛刺毛边,并用压缩空气吹净,不得有屑沫,型砂、铁屑。
要用汽油、白绸布清洗,直到用卫生纸粘机油擦净缸筒和其它运动部位,卫生纸上无污物,清洗才算合格。
(2)缸体水套孔和主油道孔压入碗形塞,压前在碗形塞圆柱表面应均匀涂抹GY-255厌氧胶。
(3)主轴承盖与气缸体必须配对装配。
主轴承盖上有倒角的一面(打有顺序号处)朝向水泵侧。
主轴承盖的每个螺栓孔有一个定位环定位。
主轴承盖的结合面应保持清洁,用无纺布或绸布擦净。
(4)应确保气缸体的顶面、底面和齿轮室面,在送运过程中不受损伤,用专用工具将飞轮定位环、气缸盖定位环和齿轮室定位环压入缸体的相应座孔中,并要保证压到位不偏斜。
发动机装配线各工位操作

21. 燃油 轨道 ,倒 放在工 装 上,对齐喷油嘴,压下工装手 柄
22. 燃油轨道,将工装向后旋 转 90°
23 拧紧 3 颗螺栓
24. 燃油油压传感器,旋转工 装,拧紧 1 颗螺栓
25. 燃油管,润滑,润滑卡装 到燃油轨道上 26. 夹子,将夹子装配到燃油 轨道上
27. 将燃 油轨 道安 装到发 动 机上
6. 张紧轮,安装, 7. 拧紧 1 颗螺栓
8. 发动机前端支架,预 拧 m8 螺栓,
9. 皮带保护罩后盖拧 紧 1 颗螺栓,
10. 惰轮,拧紧 2 颗螺 栓,
11. 发动机前端支架, 拧紧 1 颗 M10 螺栓和 1 颗 m8 螺栓,
12. 排气正时齿轮(EX), 安装 到发动机 上( 左边 ),预 拧 1 颗螺栓,
28. 1 两个支架,放到燃油轨 道上,然后拧紧 3 颗螺栓
28. 2 两个支架,放到燃油轨 道上,然后拧紧 3 颗螺栓
29. 3 两个支架,放到燃油轨 道上,然后拧紧 3 颗螺栓
30. 燃油管,预拧 2 颗螺栓
31. 预拧 3 颗螺栓 32. 读一下工号,将小车推出 工位
4.2.1 STN-190 工位操作
20. 张紧轮,调整好张紧轮
21. 张紧轮,拧紧螺栓,并 检查能否正常工作?
22. 机械张紧轮,移除工装
23. 正时齿轮,用工装在正 时齿轮上打标记,并检查标 记是否良好,
24. 正时齿轮,预拧 2 个堵 头,
25. 移 除用 于 锁定 曲 轴和 凸轮轴的工装, 26. 读一下工号, 27. 将小车推出工位
20.飞轮传感器,拧紧 1 颗螺栓
21. 暖风管,预拧到发 动机上
22.1 暖风管,拧紧
4.2.1 STN-180 工位操作
上海大众 3.0 VR6 FSI 发动机(拆装)

12 .使用工具 - T10363- 固定高压泵链 条传动链轮的位臵。高 压泵驱动凸轮上 的标记 - A- 必须处于顶部。
售后技术培训
32
拆卸凸轮轴调节器
13.拆下正时链的张紧器 - 箭头 。 14.在凸轮轴调节器上的箭头标记正对 的链节上做出标记。通过 标记来安装正 时链。 15.松开并拆下凸轮轴调节器固定螺栓 并拆下凸轮轴调节器。
售后技术培训
10
滚针轴承拆卸
使用Kukko - 21/2- 和Kukko 22/1- A- 拆下滚针轴承。
售后技术培训
11
滚针轴承安装 用VW 207 C安装滚针轴承。 安 装深度:尺寸a= 1.5 mm。
售后技术培训
12
曲轴轴瓦
曲轴轴瓦分配(分级)
出厂时已将正确厚度的主轴瓦分配 到气缸体和曲轴。 涂色点用来识别 轴瓦厚度。 如果更换了气缸体或曲轴,必须重 新分配曲轴轴瓦。 务必插入带黄色标记的气缸体轴瓦 (上部轴瓦)。 根据气缸体和曲轴上的字母确定轴 承盖中的轴瓦(下部轴瓦)的 正确颜色标记。
售后技术培训
20
气缸盖螺栓拆装
拆卸
按图示规定的次序松开 气缸盖螺栓。
售后技术培训
21
气缸盖螺栓拆装
安装:
给每个气缸盖螺栓的螺栓头接触表面 - 箭头- 涂上胶 - D 197 300 A2- ,插 入螺栓。 按图示的拧紧次序拧紧气缸盖螺栓: 1 - 预拧紧所有螺栓至 15Nm。 2 - 然后拧紧所有螺栓至 30Nm。 3 - 使用固定扳手再旋转 90°。 4 - 使用固定扳手再旋转 90°。
6.检查正时标记: ♦ 凸轮轴调节器上的正时标记箭头必须 对准气门正时室上的正 时标记切口。 提示: ♦标记 “32A”和切口之间的轻微偏离是 允许的。 ♦ 此时铜色链节的位臵可以忽视。
发动机装配线使用说明书-机械

发动机装配线使用说明书-机械发动机装配线使用说明书-机械1、前言本使用说明书旨在详细介绍发动机装配线的使用方法及注意事项,帮助操作人员正确高效地操作装配线,确保生产过程顺利进行。
2、设备概述2.1 主要结构- 装配线整体结构组成:主传动装置、装配平台、输送装置、检测设备、控制系统等。
- 主传动装置:通过电机带动传动装置实现装配线整体运行。
- 装配平台:用于放置发动机各个部件,并进行装配操作。
- 输送装置:将零部件按照流程自动送到相应的工位进行装配。
- 检测设备:对装配的发动机进行检测,确保装配质量。
- 控制系统:对装配线进行控制和监控。
2.2 技术规格- 生产能力:每小时装配X台发动机。
- 功率: kW。
- 工作温度:℃。
- 工作湿度:%。
3、操作流程3.1 开机准备- 确保设备连接正常、电源接通。
- 检查各个设备的工作状态,确保无异常。
3.2 发动机装配3.2.1 材料准备- 根据装配计划准备所需的零部件。
- 对零部件进行检验,确保质量合格。
3.2.2 装配顺序- 按照工艺流程,将各个部件按顺序进行装配。
- 注意装配中的关键点和技巧,确保装配质量。
3.2.3 检测- 完成装配后,进行发动机的各项检测。
- 检查各个部件的装配状态和性能指标,确保合格。
4、设备维护4.1 日常保养- 按照设备操作手册进行日常保养,清洁设备,检查设备运行状态。
- 定期对润滑部件进行润滑和更换。
4.2 故障排除- 在设备使用过程中遇到故障时,应及时停机,并按照设备维修手册进行排除。
- 如果无法排除,应及时联系维修人员进行处理。
5、安全事项- 在操作过程中,必须佩戴相关的安全装备,如手套、护目镜等。
- 禁止未经授权的人员进行操作和接近设备。
- 注意设备运行状态,及时发现异常情况,防止事故发生。
6、附件- 附件一、装配计划表- 附件二、设备维修手册- 附件三、安全操作规程7、法律名词及注释7.1 法律名词- 《劳动法》:规定劳动者和用人单位之间的权利和义务。
6L-40发动机配套安装使用说明书(ver2)
添蓝温度传感器
添蓝
电磁阀接线座
到添蓝喷嘴
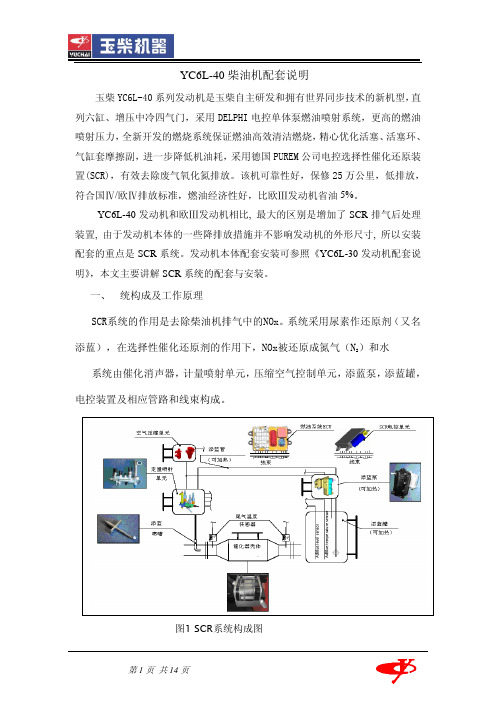
图 5 计量喷射单元 电磁阀喷出的添蓝进行引射,使其雾化效果更好。
由于计量喷射单元特殊的工作方式,该单元一定要竖直安装,即装传感 器的一侧朝上,通向喷嘴的出口朝下。单元上设有三个固定安装孔,每个孔 配有两个专用的铝质垫块,安装时一边套一个,用合适的螺栓固定。管路连 接,添蓝入口胶管用卡箍扎紧,空气入口塑料管和添蓝喷雾出口绣钢管用采 用专用的标准卡套连接。
9.SCR电控单元
SCR系统工作采用一个独
立的电控单元控制。外形尺寸
220x50x180。SCR电控单元通过
CAN总线和发动机ECU通讯,获取
发动机运行状态数据,同时采集
SCR系统上的各种传感器的测量
数据,根据事先标定好的各种脉
图9 SCR电控单元
谱,适时计算发动机实际工作情况下SCR系统的添蓝喷射量,从而使发动机排
的温度和湿度,壳体为工程塑料。由于发动
机的NOx排放量受进气状态影响,电控单元间
的进气管道上,感应头插入管道,位于进气
管轴线上。传感器用两颗螺钉固定在焊在进
气管外壁上的法兰上。安装孔与传感器体
图8 温湿度传感器
之间用O形圈密封。
第 8 页 共 14 页
第 6 页 共 14 页
6.喷嘴
喷嘴是一个不锈钢喷射器,安装在排气管上,作用是将计量喷射单元
送来的添蓝与空气混合物顺流喷入排气管,并使喷出的添蓝均匀雾化。
喷嘴安装在排气管上,
为保证添蓝尽可能气化并与排
气均匀混合,喷嘴到催化消声
器入口的距离至少要300mm。合
理设计排气管上的安装法兰, 使喷嘴喷射轴线和排气管轴线
压缩空气控制单元的安装位置和方向没有具体要求,通常布置在添蓝泵 和计量喷射单元之间,这样系统较紧凑且管路较短。该单元入口接到车上的 压缩空气罐,入口压力要求7—8bar,出口接到一三通接头,分成两路,一路 到计量喷射单元,辅助添蓝喷射,一路通到添蓝泵上的气动开关。
道依茨v6发动机维修手册
道依茨v6发动机维修手册摘要:I.道依茨V6 发动机概述A.发动机类型和特点B.适用范围和应用场景II.道依茨V6 发动机的维修A.维修前的准备工作1.工具和材料准备2.安全注意事项B.发动机维修流程1.拆卸和检查2.零件更换和维修3.组装和调试C.常见故障及解决方法1.发动机无法启动2.发动机运行不稳定3.发动机性能下降4.其他常见问题III.道依茨V6 发动机的保养A.日常保养1.机油更换2.空气滤清器更换3.燃油滤清器更换B.定期保养1.火花塞更换2.点火线圈更换3.冷却液更换4.传动带更换C.保养注意事项1.保养周期2.保养时的安全措施3.保养后发动机的调试IV.结论A.道依茨V6 发动机维修手册的重要性B.提高发动机使用寿命的方法C.倡导定期维修和保养的理念正文:道依茨V6 发动机维修手册详细介绍了该类型发动机的结构、原理和维修保养方法。
道依茨V6 发动机是一种具有先进技术、高效率和可靠性能的发动机,广泛应用于汽车、工程机械、发电机组等领域。
因此,对道依茨V6 发动机维修手册的掌握对于维修人员来说是非常重要的。
在维修道依茨V6 发动机之前,需要做好充分的准备工作,包括工具和材料的准备以及安全注意事项。
维修过程中,需要按照一定的流程进行,包括拆卸、检查、零件更换和维修、组装和调试等步骤。
此外,维修手册中还详细介绍了常见故障及解决方法,帮助维修人员快速准确地判断和解决问题。
对于道依茨V6 发动机的保养,日常保养和定期保养都是非常重要的。
日常保养主要包括机油、空气滤清器和燃油滤清器的更换,而定期保养则需要更换火花塞、点火线圈、冷却液和传动带等部件。
在保养过程中,需要遵循保养周期和注意事项,确保发动机安全高效地运行。
总之,道依茨V6 发动机维修手册为维修人员提供了详细的维修保养指导,有助于提高发动机的使用寿命和性能。
通过学习和实践,维修人员可以更好地掌握道依茨V6 发动机的维修技巧,为用户提供更优质的服务。
KV6发动机(2)
①
安装后凸轮轴正时齿轮以及皮带
a.
用专用工具固定后面进排气凸轮 轴正时齿轮。 轴正时齿轮。
凸轮轴后锁止夹具 T10003 凸轮轴皮带扩张器T10010 凸轮轴皮带扩张器
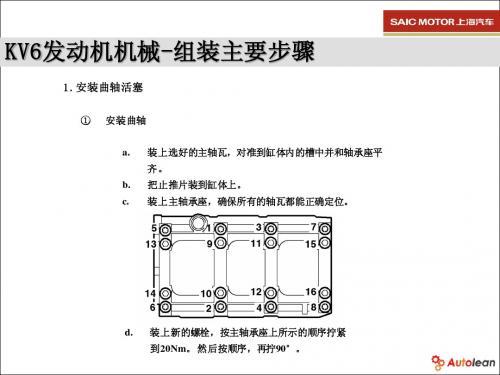
KV6发动机机械 KV6发动机机械-组装主要步骤 发动机机械把进排气凸轮轴正时齿轮的缺口对齐, 把进排气凸轮轴正时齿轮的缺口对齐,按下 图所示固定正时齿轮。 图所示固定正时齿轮。
d.
装上新的螺栓, 装上新的螺栓,按主轴承座上所示的顺序拧紧 到20Nm。 然后按顺序,再拧 °。 。 然后按顺序,再拧90°
KV6发动机机械 KV6发动机机械-组装主要步骤 发动机机械2.安装气缸盖、 2.安装气缸盖、凸轮轴 安装气缸盖
① 转动曲轴到如图所示位置, 转动曲轴到如图所示位置,在此位置各缸活塞 均未到顶,有利于后面装配工作。 均未到顶,有利于后面装配工作。
结构
曲轴位置传感器(CKP) 曲轴位置传感器(CKP)
电路和信号
C1544C1544-2: 信号地 C1544C1544-3: 信号
C1544C1544-1: +12V
KV6发动机机械 KV6发动机机械-组装主要步骤 发动机机械② 固定曲轴飞轮
穿过下曲轴箱的内孔插入正时销T10009, 穿过下曲轴箱的内孔插入正时销 , 使曲轴飞轮不得随意转动。 使曲轴飞轮不得随意转动。③放置新气缸床垫
在安装时有字的一面朝上, 在安装时有字的一面朝上,左右气缸床垫 片结构一样。 片结构一样。
固定到齿轮之间, 把T10010 固定到齿轮之间,充分的转动中心 螺母以张紧正时皮带, 螺母以张紧正时皮带,把T10003固定到凸轮 固定到凸轮 轴齿轮上,从凸轮轴齿轮之间拿开 轴齿轮上,从凸轮轴齿轮之间拿开T10010。 。
发动机装配作业指导书
S1000410-40K
装曲轴
装试车间 发动机总成装配生产线
工序号
4
工时定额
——续—— 5、 将干净、无任何杂物的主轴瓦(一、五)(S1005178-40K),主轴瓦(二、三、四)(S1005179-40K)安装在对应的主轴承座和主轴承盖的半
圆表面上,轴瓦要入瓦盖、漏装、错装现象。
检查员
容量 频次
曲轴前螺栓 套筒(27)
力矩扳手
曲轴回转力矩 曲轴径向间隙 曲轴径向跳动
不大于 10N·m 不大于 0.08mm 不大于 0.02mm
扭矩扳手 100% 连续
控制 方法
记录
记录
反应 特性 计划 标识
隔离
拆检
更改文件号 标记及数目 签名及日期
批准
质保部
审核
校对
编制
共页 第页 版次
合件名称
11、 将主轴承盖依次装入,装入时各轴承盖向前标记应朝向缸体前端面。(放入第三主轴承盖时,将 2 个下止推片(S1005183-40K)两面涂油
后先放入轴承盖两侧槽内,有沟槽的朝外,再与轴承盖一起放入),铜棒轻敲主轴承盖,使之与缸体贴严。
12、依次拧紧各螺栓,螺栓应交叉拧紧,力矩为 140~160 N·m(螺栓拧紧应分三次 80、120、140~160 交替进行)。
作业指导书
合件号 工序名称
S1000410-40K
上小车
装试车间 发动机总成装配生产线
工序号
8
工时定额
操 作规范
1、操作准备:①了解生产任务,确认工艺文件;②检查装配工具及附具是否齐全;③注意操作安全。
7、吊起曲轴(S1005021-40K),擦净各轴颈。
8、检查曲轴外观、轴颈表面,不允许有毛刺、黑皮。
发动机装配作业指导书4.30
柴油软管安装
软管(φ8内径*4000)2根
46
主泵吸油管堵头安装
堵头(M10*15)1个,O形圈(φ12*2)1个
47
主泵吸油口与主泵吸油管安装
48
主泵6根排油管坚固,水箱加防冻液1瓶
49
配重与主架安装,打胶,扭力580N.m
配重1件,螺栓(M20*130,10.9级)3个,平垫3个
50
水箱平撑与水箱、配重安装
4
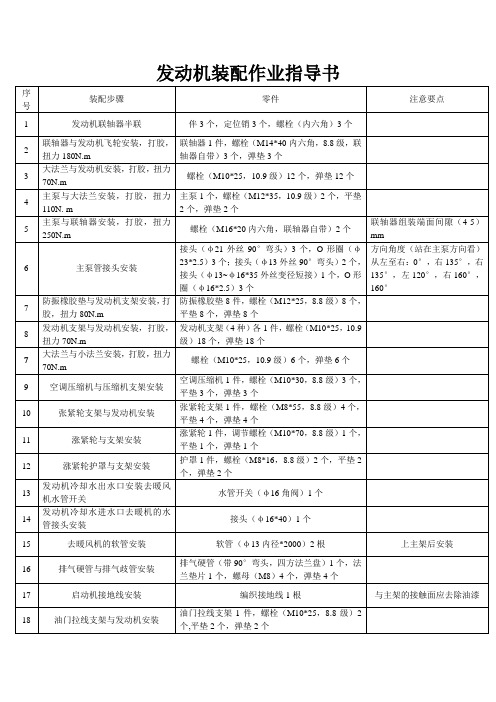
主泵与大法兰安装,打胶,扭力110N.m
主泵1个,螺栓(M12*35,10.9级)2个,平垫2个,弹垫2个
5
主泵与联轴器安装,打胶,扭力250N.m
螺栓(M16*20内六角,联轴器自带)2个
联轴器组装端面间隙(4-5)mm
6
主泵管接头安装
接头(φ21外丝90°弯头)3个,O形圈(φ23*2.5)3个;接头(φ13外丝90°弯头)2个,接头(φ13~φ16*35外丝变径短接)1个,O形圈(φ16*2.5)3个
39
空调蒸发器到压缩机的吸气管安装
软管1根
40
压缩机至冷凝器的排气管安装
软管1根
41
冷凝器至干燥瓶的软管安装
软管1根
42
干燥瓶至空调蒸发器的软管安装
软管1根
43
热散器冷却管分别与主阀回油管和油箱进油管安装
软管(φ33*190)2根,管箍8个
44
柴油低压泵与主架安装
柴油低压泵1件,螺栓(M6*16,8.8级)2个,弹垫2个
防振橡胶垫上面用有凸台的铁垫片,下面用平的
22
消音器支架与发动机安装,打胶,扭力70N.m
消音器支架1件,螺栓(M10*35,10.9级)3个,弹垫3个
汽车引擎维修指南:Toyota 3.4 升 V6 引擎说明书

D ecember is gift-giving time,and we aim to please. But our gifts are easier to digest than a fruitcake and more useful than a new tie: two columns’ worth of Toyota timing belt tips.This month, we’ll expand on information we gave you last February on Toyota’s popular 3.4-liter V6. This engine, the 5VZ-FE, has been used since 1995 in midsize T100 and compact Tacoma pickups, as well as the 4Runner SUV . You may al-so find it in the Tundra full-size pickup.Toyota recommends inspecting the 3.4’s tim-ing belt at 60,000 miles and replacing it at 90,000. Thus far, experience shows that this belt,which also drives the water pump, easily lasts 90,000 miles. Toyota specialists say the water pump is much more likely to fail before the belt does. But common sense also dictates that you treat this like similar engine designs. Replace the timing belt when you change the water pump,and vice versa. Also, watch for seeping crank or cam seals while the front of the engine is apart.The 3.4 has a self-contained, hydraulically op-erated automatic belt tensioner on the lower right (passenger) corner of the engine. The first challenge is compressing the tensioner’s plunger quickly but safely. Sure, you can remove thetensioner assembly and slowly compress the plunger in a vise. But to do this, you have to re-move the a/c compressor bracket to get to the tensioner bolts. Ultimately, taking this route could cost you an hour.A much simpler way is to retract the tensioner plunger while it’s on the vehicle with Schley Prod-ucts’ No. 97300 compressing tool, which fits be-tween the tensioner and water pump pulleys.Slowly turn the tool’s inner nut (as shown in photo 1 below) until the plunger is compressed far enough to slide a lock pin into the tensioner as-sembly (photo 2). The lock pin, which is packaged with the compressing tool, slides in place when—and only when—the tensioner plunger is properly compressed and keeps the plunger securely re-tracted until you’re ready to release it after the new belt is in place.Top-notch Toyota techs told us to take several precautions here. First, get the vehicle’s history and/or listen closely to the engine. You may hear a strange rattling sound from the vicinity of the belt cover upon startup. Although this noise diminishes when you rev the engine, it never goes away. This is the classic sound of a tired tensioner.Get in the habit of checking the tensioner be-fore you compress it. To do this, just press down firmly on the tensioner pulley with your hands.Dan closes out the year with some tried-and-true tips on Toyota 3.4 timing belt replacements that are sure to save you lots of time, pain and aggravation.Dan Marinucci12continued on page 18P h o t o s c o u r t e s y S c h l e y P r o d u c t sReplace the tensioner if its plunger moves—even as little as 1⁄8to 1⁄4 ually, by the time you hear the rat-tling sound, there’s probably 1⁄4inch of slop in that tensioner.Second, always compress the ten-sioner plunger slowly. For example,turn the inner nut of the Schley tool about 1⁄8turn, then wait a moment. Turn the nut another 1⁄8turn, wait another moment and so forth until the plunger is com-pressed enough to slide in the lock pin.Sounds tedious, but it really isn’t. Plus, it saves the hassle of removing the ten-sioner assembly.Forewarned is forearmed: Com-press that plunger too quickly and you may break the bot-tom right out of the tensioner assembly—an expensive goof!Another big mistake is trying to retract the plunger with a pry bar or other inap-propriate tool. The broken inner tooth on the crank sprocket in photo 3 above (arrow) resulted from pry bar cannibal-ism. Note that these teeth trigger the crank position (CKP) sensor, which is visible to the right of the sprocket in photos 1 and 2. These are called “36 mi-nus 2” because the flat portion of the sprocket, which replaces two of the 36evenly spaced teeth, creates the piston position signal to the PCM.Toyota specialists tell us they’re see-ing 3.4 engines on which someone else has already replaced a water pump and/or cam belt. These vehicles come in with hard-start/rough-running com-plaints, and possibly engine noise. They investigate and find that the guy who did the work didn’t torque the balancer bolt to the spec of 217 ft-lb. He just zipped it in with an impact gun and assumed it was tight enough. Following procedure is extra important here because the 3.4’s crank sprocket and balancer aren’t pressed on—they’re slip-fit!If the balancer bolt loosens up, the crank sprocket can wobble enough to upset the CKP signal. At first, this may cause the engine only to run roughly above idle. Eventually, the skewed sig-nal causes persistent hard starts and roughness at all engine speeds. Fur-thermore, experience shows the PCM won’t pitch a CKP trouble code as readily as you think it will!Sometimes, a hapless tech doesn’t realize a loosened balancer bolt has al-lowed the crank sprocket to shake so violently that the steel key has actually wallowed out the aluminum sprocket’s keyway. When he installs a new cam belt, he sets the timing marks per the shop manual, but the engine runs poorly anyway. The tech doesn’t realize that the worn keyway has shifted the sprocket out of position.As I suggested in my February col-umn, play it safe by installing a new balancer bolt treated with a medium-strength thread-locking sealer (blue Loctite or equivalent). Grab the bal-ancer with a holding tool and torque the bolt to spec. For your information,OTC offers a kit (Part No. 09213-54015-01) that fits a wide range of Toy-ota harmonic balancers or dampers.If you’re caught without a holding tool, we’ve seen guys do the job with a pair of 20-inch Channellock pliers.Have your helper slip them onto the land between the balancer’s belt pul-leys. Then torque the balancer bolt to spec while he holds onto those pliers for dear life. See you next year with more Toyota timing belt tips!Foreign Service3P h o t o : D a n M a r i n u c c i。
通用汽车-2007-2012款高功率V6发动机正时链条套装和链条导向装置更换说明书
Copyright 2013General Motors LLC.All RightsReserved.Subject:Information on High Feature V6Timing Chain Kits and Chain Guide Replacements,DTCs P0008,P0009,P0016,P0017,P0018and/or P0019Models:2007Buick Allure (Canada)(RPOs LY7)2007-2012Buick LaCrosse (RPOs LY7,LLT,LF1)2008-2012Buick Enclave (RPOs LY7,LLT)2007-2011Cadillac STS (RPOs LY7,LLT)2007-2012Cadillac SRX (RPOs LY7,LAU,LF1,LFX)2008-2012Cadillac CTS (RPOs LY7,LP1,LLT,LF1)2008-2012Chevrolet Captiva (RPO LY7)2008-2012Chevrolet Equinox (RPOs LY7,LF1,LFW)2008-2012Chevrolet Malibu (RPO LY7)2009-2012Chevrolet Traverse (RPO LLT)2010-2012Chevrolet Camaro (RPOs LLT,LFX)2012Chevrolet Impala (RPO LFX)2007-2012GMC Acadia (RPOs LY7,LLT)2010-2012GMC Terrain (RPOs LF1,LFW)2007-2010Pontiac G6(RPO LY7)2008-2009Pontiac G8(RPO LY7)2008-2009Pontiac Torrent (RPO LY7)2007-2009Saturn AURA (RPO LY7)2008-2010Saturn OUTLOOK (RPOs LY7,LLT)2008-2010Saturn VUE (RPO LY7)Equipped with 3.6L High Feature V6Engine (VINs D,T,V,3)Built After July 15,2006Attention:For 2007Cadillac models,please refer to the most current version of CorporateBulletin Number 07-06-01-013for early build timing chain identification.Page2August,2013Bulletin No.:12-06-01-009D2919803 Customer Care and Aftersales is pleased to announce the release of three timing chain service kits for the High Feature V6engine applications available for use as of April2012.These comprehensive timing chain kits were designed to fulfill all the parts requirements necessary while servicing High Feature V6engine applications from2007to2012.These kits were developed with the latest product enhancement in mind,while reducing vehicle downtime for our customers at a very competitive price.These kits contain all of the necessary parts for repairing worn timing chains minus the RTV sealer and timing chain guides.These kits should be used on vehicles covered under the terms of the Powertrain Warranty coverage,Special Coverage terms.Please do not order or use parts separately while repairing a vehicle covered by warranty.These kits do not contain idler sprockets,camshaft actuator gears,crankshaft driven gear or the chain guides as these parts should not be replaced for a stretched timing chain setting DTCs P0008,P0009,P0016,P0017,P0018and/or P0019.Idler gears, camshaft actuators,crankshaft driven gears and timing chain guides are being replaced unnecessarily and are not worn and should not be replaced.If this concern is encountered,follow the guidelines below to install the necessary timing chain service kit:Part AClean andReuse2919980Replace2919979 When replacing timing chain kits,the timing chainguides should not always be replaced;they should only be replaced in cases where the guide wear block surface is worn down into the base friction material, leaving friction wear witness marks.Refer to the above pictures showing an example of normal wear(1)which should not be replaced,and a worn guide(2)which should be replaced.Bulletin No.:12-06-01-009D August,2013Page3Part BWhile the engine is disassembled,refer to Global Warranty for the vehicle build date.If the vehicle was built before06/05/2009,also inspect the camshaft saddlecaps.2911223 If the subject cylinder head is of the2nd design shown above(2),no further action is required for this section of the bulletin listed as part B.For1st design shown below,visually inspect for teflon camshaft thrust washers being present between the camshaft actuator and the saddle cap.1st design(1)is for both intake and exhaust.Refer to the examplesbelow:2911224 Inspection of the1st design Saddle Cap with no Teflon washer present5screw design uses P/N12630941thrustwasher2911226 4screw design uses P/N12632859thrustwasher2911227 Install one camshaft thrust washer between eachcamshaft and actuator if not present.Part CIs the vehicle a2007-2011Buick Enclave,GMC Acadia,Chevrolet Traverse,Saturn OUTLOOK or Chevrolet Malibu or2007-2010Pontiac G6?If YES, then replace the PCV foul air tube and bank2rocker cover following the procedures below:2007-2008Enclave,Malibu,Traverse,Acadia,G6, OUTLOOK1.Clean the PCV orifice with low VOC brake cleaner.Allow to air dry with compressed shop air.2.Replace the bank1camshaft cover gasket.3.Reassemble the bank1camshaft cover.TightenTighten the camshaft cover bolts to10Y(89lb in).Page 4August,2013Bulletin No.:12-06-01-009D4.Replace the bank 2camshaft cover and replace the camshaft cover gasket.5.Reassemble the bank 2camshaft cover.TightenTighten the camshaft cover bolts to 10Y (89lb in).6.Install the insulated PCV tube.2009-2010Enclave,Malibu,Traverse,Acadia,G6,OUTLOOK1.Clean the PCV orifice with low VOC brake cleaner.Allow to air dry with compressed shop air.2.Replace the bank 1camshaft cover gasket.3.Reassemble the bank 1camshaft cover.TightenTighten the camshaft cover bolts to 10Y (89lb in).4.Replace the bank 2camshaft cover and replace the camshaft cover gasket.5.Reassemble the bank 2camshaft cover.TightenTighten the camshaft cover bolts to 10Y (89lb in).2011Enclave,Malibu,Traverse,Acadia1.Remove the bank 2camshaft cover for servicing of the PCV system.Refer to Camshaft Cover Replacement Left Side in SI.2.Clean the PCV orifice with low VOC brake cleaner.Allow to air dry with compressed shop air.3.Replace the bank 2camshaft cover and replace the camshaft cover gasket.4.Reassemble the bank 2camshaft cover.TightenTighten the camshaft cover bolts to 10Y (89lb in).Part DDoes the vehicle have the latest calibration update for Oil Life Monitor?Refer to Global Warranty forcalibration completions in paid warranty claims.If NO,reprogram the vehicle with the latest calibration for Oil Life Monitor enhancement -Reference Field Actions 11083,10287C and PI0777.Parts InformationBulletin No.:12-06-01-009D August,2013Page5Parts Information Part AParts Information Part BParts Information Part CParts Information (2007-2008Enclave,Malibu,Traverse,G6,Acadia,OUTLOOK)Parts Information (2009-2010Enclave,Malibu,Traverse,G6,Acadia,OUTLOOK)Parts Information (2011Enclave,Malibu,Traverse,Acadia)Parts Information Part DNo Parts are used-Obtain the latest Calibration from TIS2WEB.Page 6August,2013Bulletin No.:12-06-01-009DWarranty InformationFor vehicles repaired under the 5year/100,000mile (160,000km)powertrain warranty,use:GM bulletins are intended for use by professional technicians,NOT a "do-it-yourselfer".They are written to inform these technicians of conditions that may occur on some vehicles,or to provide information that could assist in the proper service of a vehicle.Properly trained technicians have the equipment,tools,safety instructions,and know-how to do a job properly and safely.If a condition is described,DO NOT assume that the bulletin applies to your vehicle,or that your vehicle will have that condition.See your GM dealer for information on whether your vehicle may benefit from theinformation.WE SUPPORT VOLUNTARYTECHNICIAN CERTIFICATION。
发动机拆装实训指导书

发动机拆装实训指导书车辆工程教研室2019.9.3发动机拆装实训指导书一、实验目的:1、通过发动机规范化拆装实习训练,增强学生规范化操作意识,提高规范化操作水平,培养规范化操作习惯,掌握规范化操作技能,为学生将来的发展打下坚实基础。
2、通过现有发动机(汽油机或柴油机)的拆装,熟悉一般发动机的拆装步骤,注意事项及掌握三种操作工艺(拆装清洗工艺、零部件的摆放工艺、工具的使用维护工艺);3、要求正确地、比较熟练地使用常用的发动机拆装工具及测量工具;4、了解及掌握发动机主要零部件的技术状况的检测及判断;5、熟悉发动机安装时的主要调试工作及过程(气门间隙的调整,配气正时及喷油正时的调整及检测,重要零部件的安装步骤及螺栓扭力要求)。
二、使用设备及工具、量具:1、发动机拆装台架;2、拆装、调整工具及量具一套。
三、实验要求1、记录发动机的拆卸及安装的完整步骤;2、每组应轮流操作及记录;3、操作中要严格按规范要求进行。
四、时间安排上午:8:00—12:00下午:14:00—17:00五、拆装步骤(原则):1、先放油底壳内机油;(免)2、同时拆外围附件总成(如:发电机,起动机。
增压器,进排气管总成-离合器,保护网罩,风扇,传动皮带,暖气水管,气缸盖罩…3、发动机本体从外围向内逐件拆卸,操作时可以分两组,一组先拆上部后拆下部(如汽油机按分电器-火花塞-喷油器-凸轮轴总成-挺柱-气缸盖总成-翻转拆油底壳及其它,或按摇臂总成-推杆-挺柱-喷油器-予热塞-气缸盖总成-翻转拆油底壳及其它),第二组先拆前部再拆后部(如按皮带轮-张紧轮-节温器总成-正时齿轮室护罩-水泵总成-正时齿轮室盖-正时齿轮及及凸轮轴…)。
4、曲轴轴承盖(主、连杆)螺栓、气缸盖螺栓、油底壳螺栓的拆及装都要按一定的顺序,并分次进行,安装要达到规定的扭矩;5、其他人协助传递工具,清洗零件并整齐有序地摆放;6、活塞连杆组、曲轴及凸轮轴的轴承、轴瓦必须按各缸顺序及前后顺序摆放,不可放错;气缸盖平面应该放在平整的地方,并且下面要用软布垫平;7、安装步骤要写清楚。
奥威6DM教材11升柴油机培训(装配维修篇)
在装配前要仔细清理缸孔台 阶上的水垢、杂质,确保缸孔 台阶干净。
O型密封圈
在将气缸套装入到机体前,要 将O型密封圈(件号:100201981D)装到气缸套上部的凹槽内。
6
活塞冷却喷嘴装配
7
活塞冷却喷嘴装配
活塞冷却喷嘴及固定螺栓示意图
活塞冷却喷嘴固定螺栓为专用件, 件号为(1002214-81D),在螺栓 底部有定位台阶。
10
曲轴止推片及主轴承盖装配
将曲轴止推片贴着曲轴轴颈旋入 气缸体的第七档轴承座上的止推片 槽,注意止推片上有泄油槽的一面 朝向曲轴面,止推片上的卡口要和 轴承座上的卡口齐平。
11
曲轴止推片及主轴承盖装配
第七档主轴承盖上安装止推片时,要确保泄油槽一 面朝向外端。
12
曲轴止推片及主轴承盖装配
主轴承盖与机 体配对记号
15
齿轮室罩盖盖板(钢板)装配
16
齿轮室罩盖盖板(钢板)装配
机体定位销 专用定位销
装配齿轮室罩盖盖板(钢板)时,需要机体上的一个定位销,专用定位 销起定位作用,然后用7个六角螺栓紧固后,再取出专用定位销。(专用 定位销也可以叠齿轮轴起定位作用)
螺栓打紧后,定位销能顺利取出,否则需松开螺栓,对钢板重新安装。
顺序配对记号
将主轴承盖按配对记号(1„„7)顺序合上机体的主轴承座上,主 轴承盖上的定位销孔要对准主轴承座上的定位销。
用铜锤轻轻敲打主轴承盖顶面,使主轴承盖和主轴承座对口平面贴 合。
13
活塞连杆组件装配
14
活塞连杆组件装配
活塞销卡簧开口方向成水平状态 活塞连杆组件装配时,均有方向标记,在活塞顶部有箭头标记,在连杆杆身上有 一凸点,在装配时,两个标记要同时朝向同一方向。活塞环装配时要保证有“TOP” 字样的一面朝上。 将活塞连杆组件装入到气缸体内时,方向标记均要指向发动机前端(风扇端为 发动机前段)装配时一定要注意安装方向,这一点非常重要。
潍柴OH6 国六系统安装教材
潍柴OH6 国六系统安装教材潍柴OH6国六系统安装教材潍柴OH6国六系统是潍柴公司生产的汽油发动机系统,它是国内十大品牌发动机之一,市场占有率一直都很高,受到广大消费者的喜爱。
安装OH6国六系统可以提升发动机的性能,但也需要一定的经验和专业技能,下面为您介绍一些潍柴OH6国六系统安装教材,希望可以为您提供一些帮助。
一、准备工作首先,在安装前,您需要准备一些工具,比如活塞环夹,活塞环扳手,曲轴轴瓦,曲轴轴承等。
其次,在安装之前,您需要检查发动机的各部件,包括发动机气缸,活塞,活塞环,活塞棒,连杆,曲轴,曲轴轴承等,并确保没有破损或损坏的情况发生。
二、安装步骤1. 首先,用活塞环夹将活塞环夹圈上固定,然后用活塞环扳手将活塞环固定。
2. 然后,用洁净的抹布将活塞擦拭干净,并将活塞放入活塞缸中,确保活塞和活塞缸之间有足够的润滑油,确保活塞可以自由移动。
3. 接下来,将曲轴轴瓦放入曲轴上,确保曲轴轴瓦能够正确的坐入曲轴槽中,然后将曲轴轴承靠近曲轴,用水平仪测量曲轴和轴承的间隙,确保间隙在正确的范围内。
4. 然后,将曲轴轴承安装在发动机箱体上,用螺栓固定好,注意要将曲轴轴承紧固到正确的位置,以保证国六系统的正确性能。
5. 接下来,将曲轴安装在曲轴轴承上,确保曲轴看上去整齐,然后将曲轴螺栓固定。
6. 最后,将发动机盖安装在发动机箱体上,将上螺栓固定到发动机箱体上,然后将其他的部件,比如消声器,气门等安装到发动机盖上。
三、安装完毕安装完毕后,请重新检查安装是否有遗漏,确保发动机安装工作完成,发动机没有明显损坏。
此外,还应该根据车辆使用情况,定期检查OH6国六系统,坚持保养,以保证其良好的性能和更长的寿命。
总的来说,潍柴OH6国六系统安装是一件复杂的工作,需要一定的知识和技术,但一旦安装完成,就可以大大地提升发动机的性能和续航里程,是提高汽车性能的有效方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编制:日期:审核:日期:批准:日期:PUGZV6发动机装配操作指导书CZFD-175版本号:1.0 页数:1/21一、装配准备:1.按照V6发动机装配明细表从成品库领取零部件。
2. 核对装配专用工装和通用工装种类和参数。
(包括润滑油,各类胶水的准备)3.核对再制造五大件是否检验合格,并在V6发动机流转卡上做好各项记录。
二、装配:130(10)将缸体放在托板上,安装附件130(20)老型号缸体敲入2个缸体冷却水孔闷头14084945。
130(30)安装6只缸体油道闷盖(带白胶)14094167 ,前端面2只,后端面4只,扭矩:33±7Nm。
(老型号3个14081701、3个14090911)。
(扭力扳手,套筒)130(40)将1只缸体油道闷盖(杯形)9427693 涂蓝(LOCTITC 15460)胶敲入缸体前端面。
(敲入工具、用毛笔均匀涂上蓝胶)130(50)将1只凸轮轴轴瓦后闷塞10241154 涂蓝胶(LOCTITC 15460)后敲入缸体后端面,离缸体表面1.5±0.5mm。
(敲入工具、用毛笔均匀涂上蓝胶)130 (60)安装缸体中心孔塞(杯形)11569584涂蓝胶(LOCTITC 15460)后敲入缸体侧面(老结构)至缸体,新结构为11609289,扭矩:60±5Nm 。
编制: 日期:审核: 日期: 批准: 日期:PUGZV6发动机装配操作指导书CZFD-175 版本号:1.0页 数:2/21(80)(扭力扳手、专用套筒)130(70)将发动机吊上装配吊架130(80)拧松主轴承盖螺栓,拆下的螺栓及轴承盖对应放置在规定料盒中。
( 扭力扳手,15套筒)130(90) 安装4档主轴瓦上片,1档: 24505498 2档:24505499 3档:24505500 4档: 24505498 。
将4档主轴瓦下片安装在1-4档主轴承盖上,1档: 24505495 2档:24505496 3档:24505496 4档: 24505495编制: 日期:审核: 日期: 批准: 日期:PUGZV6发动机装配操作指导书CZFD-175 版本号: 1.0页 数:3/21130(100) 分别对各主轴承档加油,将曲轴装入缸体。
130(110)对曲轴进行润滑,加机油,装上第1-3档轴承盖,安装第4档轴承盖前涂红胶(LOCTITC 518 如图第四档缸体横向涂两条),盖上第四档轴承盖。
螺丝未上紧时打透明白胶通用零件号9985967,注意各档主轴承盖箭头指向前端面,然后上紧全新的主轴承盖螺栓。
扭矩:50Nm+ 77°T 。
(100Nm ±10NM ) 注意:单头主轴承盖螺栓应在第4档靠近左端面, 。
(油壶、红胶、扭力扳手、套筒15)操作提示:主轴承盖螺栓应该先中间后两侧上紧。
编制:日期:审核:日期:批准:日期:PUGZV6发动机装配操作指导书CZFD-175版本号:1.0 页数:4/21130 (120)将润滑油喷到凸轮轴承上,润滑脂涂在驱动齿轮上,轻轻顺势插入凸轮轴,用手检查凸轮轴是否能转动。
(凸轮轴专用工具、油壶、润滑脂)130(130)凸轮轴安装服帖后,安装凸轮轴止推片24505678,用2只凸轮轴螺栓10192577固定止推片,两个T30梅花钻扭矩:10±2Nm(扭力扳手、T30套头)130(140)用铜锤子使曲轴减振轮花键12555691安装到位,防止卷边。
用专用工具检查曲轴减振轮花键是否安装到位。
(铜锤子、专用工具、扭力扳手、百分表、铜锤子)用扭力扳手检查曲轴摩擦力矩4±3Nm,转动灵活性。
检测曲轴轴向间隙:0.06-0.21mm。
编制:日期:审核:日期:批准:日期:PUGZV6发动机装配操作指导书CZFD-175版本号:1.0 页数:5/21130(150)将2只发动机前盖定位销11503504敲入缸体前端面伸出高度7±0.25mm130(160)将2只机油泵定位销11503504敲入缸体,伸出高度7±0.25mm。
(敲入工具、铜锤子)130(170)将2只变速器定位销12338076敲入缸体后端面,伸出高度8.8±0.5mm。
(前盖定位销)(机油泵定位销)(变速器定位销)130(180 )曲轴链轮键槽必须与半圆键对准,压装曲轴链轮14074400,有正时标志的一面朝外。
130(190)安装正时链调节器总成10166353,将其上的正时标志与缸体上的标志对好,用2个正时链条螺栓15614709(8656392)固定,扭矩:21±3Nm (扭力扳手、套筒10)130(200)安装正时链条总成10166352。
130(210)凸轮轴链轮10166350插入凸轮轴定位销,对好两链轮上的定位点和正时链调节器总成的正时标志,用1只凸轮轴链轮螺栓10198814,扭矩:140±10Nm。
(扭力扳手、套筒24)正时调节说明:曲轴链轮1位置有一个凹点正时链条调节器2,3位置有两个突起,凸轮轴链轮4位置是一个孔,这四点一线就为调节正时。
编制: 日期:审核: 日期: 批准: 日期:PUGZV6发动机装配操作指导书CZFD-175 版本号:1.0页 数:6/21130(220)安装发动机机油油压显示开关总成12635954,扭矩:16±4Nm 。
图中黑色传感器(扭力扳手、套筒27)130(230)安装爆震传感器10456238,扭矩:19±2.7Nm 。
图中白色 (扭力扳手、套筒22) 130(240)润滑曲轴位置传感器7X 10456555 O 型圈,用1个曲轴位置传感器双头螺栓14066307固定,扭矩:10±2Nm 。
(扭力扳手、油壶、套筒10) 需测量间隙220、230 240130(250) 安装曲轴位置传感器24X 24508213至前盖,用2个曲轴位置传感器螺栓11589084固定,扭矩:10±2Nm 。
(扭力扳手、套筒8)130(260) 压装机油滤清器旁通阀总成25014612,压装后低于结合面1.7±0.5mm 。
(专用工具)编制:日期:审核:日期:批准:日期:PUGZV6发动机装配操作指导书CZFD-175版本号:1.0 页数:7/21130(270)安装机油滤清器接头466383,扭矩:39±7Nm。
(扭力扳手、内六角扳手)130(280)安装机油滤清器旁通塞总成14081701, 扭矩:19±6Nm。
(扭力扳手、套筒)130(280)130(290). 翻转缸体,使燃烧室面向上130(300)给连杆径和气缸壁加油130(310)检查活塞环两道气环夹角180°,用活塞锥套、导向叉安装活塞连杆总成,注意装配方向,箭头指向前端面。
连杆螺栓必须在曲轴转动前预紧。
扭矩:25Nm+100°±2°T (60~82Nm)用扭力扳手检查曲轴摩擦力矩12±4Nm,转动灵活性。
(活塞锥套、导向叉、扭力扳手、梅花13、扭力扳手)转动曲轴使曲轴连杆颈与连杆大头孔对位经验提示:先摇动曲轴,使要安装活塞该档连杆颈处于缸口往下看的正中。
然后大拇指控制导向套,其余如图同时搭住活塞上沿和导向套下沿。
慢慢同时放下。
使导向套下沿和缸孔接触对齐,再用大拇指按活塞,使活塞平顺画下缸孔。
同时注意,活塞上箭头朝向发动机前端。
最后用橡胶棒轻敲使活塞安装到位。
拧紧连杆螺栓可两人合作,一人压活塞,一人从下向上预紧活塞螺栓。
编制:日期:审核:日期:批准:日期:PUGZV6发动机装配操作指导书CZFD-175版本号:1.0 页数:8/21130(320)安装前盖衬垫10189276,在衬垫两端均匀涂上白胶(LOCTITC 592),离顶部5mm 左右,套在定位销上。
衬垫有字面朝外130(330)在前盖板上压装曲轴前油封12577710,仞口朝外,低于倒角以下。
(专用尼龙工具)130(340)安装前盖,用2个发动机前盖螺栓(带胶)10151645,扭矩:55±6.5Nm;3个发动机前盖螺栓11570565,扭矩:55±6.5Nm;5个发动机前盖螺栓11609591,扭矩:27±4Nm。
套筒10、13编制:日期:审核:日期:批准:日期:PUGZV6发动机装配操作指导书CZFD-175版本号:1.0 页数:9/21130(350)翻转,使油底壳面向上。
130 (360)安装曲轴机油导流板24503912,用7个曲轴机油导流板螺母11516076固定,扭矩:25±5Nm。
(扭力扳手,套筒13)130(370)安装水泵衬垫10182374,有面字朝外,定位点与水泵保持一致,水泵侧面有三角符号朝上,安装水泵总成12618055,用5个水泵螺栓11589084,扭矩:10±2Nm。
检查水泵能否转动。
(扭力扳手,套筒8)130(380)安装水泵皮带轮14091833,用4个水泵皮带轮螺栓11515754固定,扭矩:25±4Nm。
(扭力扳手、套筒10)编制: 日期:审核: 日期: 批准: 日期:PUGZV6发动机装配操作指导书CZFD-175 版本号:1.0页 数:10/21130(390) 安装机油泵总成12597695,用1个机油泵螺栓11508355固定,扭矩:41±6Nm 。
(机油泵总成更换滤网10245364) (扭力扳手、套筒15)130(400)第四档主轴承盖涂RTV 胶(LOCTITC 5910)。
(RTV 胶)130(410)安装油底壳衬垫10182387,油底壳总成12512670,用12个油底壳螺栓11515756,扭矩:25±4Nm ;用6个油底壳螺栓11589399,扭矩:50±10Nm ;(放油螺栓更换垫片3536966)(长接杆、套筒10、13)编制:日期:审核:日期:批准:日期:PUGZV6发动机装配操作指导书CZFD-175版本号:1.0页数:11/21130(420 )安装曲轴位置传感器夹箍24507430(24X线束支架),(线束红线朝外,线束可动),扭矩:27±4Nm。
(扭力扳手、套筒10)经验提示:安装前可用手扭动一下线束,定位更好130(430)安装机油滤清器总成19210284,扭矩:20±2Nm。
(扭力扳手、套筒)440 安装12个气门液压挺杆总成17120070,安装2个气门挺杆导管10166364,注意导管上半圆弧方向朝外,用4个气门挺杆导管挡圈螺栓10166380固定,扭矩:10±2Nm。
(扭力扳手、套筒10)450 先润滑凸轮轴位置传感器总成24508214 O型圈,用1个凸轮轴位置传感器螺栓5236855 固定传感器,扭矩:10±2Nm。